1
E
KSPLOATACJA
U
RZĄDZEŃ
M
ECHATRONICZNYCH
1. P
OJĘCIE EKSPLOATACJI
,
OBSZARY EKSPLOATACJI
,
WŁASNOŚCI OBIEKTU EKSPLOATACJI
E
KSPLOATACJA
- działania dotyczące technicznych i organizacyjnych przedsięwzięć w zakresie użytkowania i obsługi
konstruowanie wytwarzanie użytkowanie utylizacja
O
BSZARY EKSPLOATACJI
:
sfera informacyjna (zarządzanie, kierowanie, organizacja, logistyka)
sfera techniki (techniki diagnozowania i rejestracji stanów maszyn, teoria połączeń, obsługa węzłów
łożyskowych, obsługa zespołów przeniesienia napędu, technika uszczelnień, podstawy tribologii, podstawy
automatyki, podstawy elektrotechniki)
oddziaływanie na środowisko zewnętrzne obiektu eksploatacji (emisja substancji, emisja energii,
bezpieczeństwo)
P
ODZIAŁ OBIEKTÓW EKSPLOATACJI
:
Obiekty eksploatacji w procesach produkcyjnych (głównie maszyny, urządzenia) obsługiwane są przeważnie
przez wykfalifikowany personel (niewłaściwe działania mogą prowadzić do poważnych następstw)
Obiekty eksploatacji zakwalifikowane jako konsumpcyjne - przeznaczone dla osób niewykwalifikowanych
musza być zabezpieczone przed niewłaściwą obsługą.
W
ŁASNOŚCI OBIEKTU EKSPLOATACJI
:
Stan techniczny (w danej chwili)
Trwałość
Niezawodność (zdolność do realizacji zadań)
Funkcjonalność (sprzyjanie użytkownikowi)
Obsługiwalność
Naprawialność
Diagnozowalność
(dostępność
informacji
o stanie technicznym
K
OSZTY EKSPLOATACJI
:
koszty napraw
części zamienne
koszty utrzymania
koszty powstałe w wyniku podejmowania
niewłaściwych decyzji
koszty zakupu i magazynowania części
2. R
ODZAJE TARCIA
,
SKĄD SIĘ BIERZE TARCIE
(
NIEMETALI
,
W WARUNKACH EKSTREMALNYCH
,
W SYSTEMACH TECHNICZNYCH
)?
R
ODZAJE TARCIA
:
Statyczne (spoczynkowe)
Kinetyczne:
toczne
ślizgowe
o wewnętrzne
o zewnętrzne
ślizgowo-toczne
Ś
RODKI SMARUJĄCE
:
oleje
gazy
produkty korozji
związki
chemiczne
połączone
fizycznie
lub
chemicznie zpowierzchniami
trącymi
S
TOPY ŁOŻYSKOWE
:
ograniczona lub bardzo duża
twardość
dobre
przewodnictwo
cieplne
metale miękkie w twardej
osnowie (stopy miedziowo-
ołowiowe)
porowatość
T
ARCIE SUCHE
– występuje podczas kontaktu wzajemnie poruszających się powierzchni bez pośrednictwa środków
smarujących
T
ARCIE ZEWNĘTRZNE
- zachodzi na styku wierzchołków najwyższych nierówności. Wierzchołki będące w statycznym
kontakcie ulegające postępującym odkształceniom sprężystym i plastycznym, aż do chwili, w której rzeczywista
powierzchnia styku jest wystarczająca do przeniesienia obciążenia. Wartości nacisku w strefie styku są
charakterystyczne dla pary trącej. Dla metali i ceramiki wartość nacisków uplastyczniających jest stała i zbieżna z
twardością.
2
T
ARCIE NIEMETALI
- podczas styku polimerów lub styku polimer-metal występuje tworzenie złączy adhezyjnych
podobnie jak w ciałach metalicznych. Materiały polimerowe odkształcają się lepko sprężyście. Odkształcenie nie jest
proporcjonalne do wartości nacisku i może być zmienne w czasie.
S
IŁA TARCIA
– siła styczna do powierzchni inicjująca ruch. Jej wartość jest zależna głównie od siły niezbędnej do ścięcia
połączeń adhezyjnych występujących w strefie rzeczywistego styku. Zależy w systemach technicznych od:
temperatury
czasu
prędkości
obciążenia
pola powierzchni
3. S
MAROWANIE GRANICZNE
,
PŁYNNE
,
MIESZANE
S
MAROWANIE
– zamiana tarcia zewnętrznego w tarcie wewnętrzne
GRANICZNE
- ma przeważnie miejsce podczas wzajemnego przemieszczania się powierzchni z niskimi
prędkościami.
PŁYNNE
- prowadzi do separacji powierzchni współpracujących. Tarcie wewnętrzne zachodzi w cieczy
smarującej. Zachodzi tylko w obecności dostatecznej ilości cieczy smarującej, przy prędkościach powyżej
0,5m/s. Charakteryzuje się niskimi wartościami współczynnika tarcia, poniżej 0,01. Rodzaje:
hydrodynamiczne - występuje, gdy ruch względny trących powierzchni powoduje wytworzenie
ciśnienia środka smarnego, które rozdziela te ciała. Zakres stosowania ograniczony prędkością
względną (zbyt mała prowadzi do zaniku filmu i zatarcia węzła, zbyt duża do przegrzania środka
smarującego i zatarcia węzła kinematycznego)
elastohydrodynamiczne – zachodzi przeważnie w węzłach niekonforemnych w obecności dużych
nacisków jednostkowych. Pod wypływem dużego nacisku powierzchnie stanowiące parę ślizgową
odkształcają się sprężyście, co powoduje zmniejszenie wartości nacisku jednostkowego i umożliwia
powstanie smarującego filmu olejowego (grubość od 0,1µm÷400µm, µ=0,2) dla określonej wartości
prędkości względnej. Węzły takie narażone są na pitting i zatarcie, w mniejszym stopniu na ścieranie.
W czasie smarowania olej ulega szybkiej miejscowej degradacji, ze względu na miejscowe
występowanie dużych prędkości, temperatury, ciśnienia.
gazodynamiczne
hydrostatyczne
gazostatyczne
M
IESZANE
- W większości węzłów smarowanie podlega więcej niż jednemu mechanizmowi. Jednocześnie mogą
zachodzić procesy tarcia suchego i granicznego lub płynnego i granicznego (np. w przypadku występowania
zanieczyszczeń o dużych rozmiarach); mogą płynnie lub skokowo przechodzić jeden w drugi.
Grubość filmu olejowego zwiększa się wraz z lepkością oleju i prędkością względną a maleje wraz ze wzrostem
nacisku P.
ℎ ≈ 𝑓 (
𝜂 ∙ 𝑣
𝑃
)
4. M
ECHANIZMY ZUŻYWANIA
(
ŚCIERANIE
,
EROZJA
,
KAWITACJA
,
ADHEZJA
,
POWIERZCHNIOWE ZUŻYCIE ZMĘCZENIOWE
)
P
OWSZECHNIE WYSTĘPUJĄCE MECHANIZMY ZUŻYWANIA
:
ścieranie
erozja i kawitacja
adhezja
zjawiska zmęczeniowe
korozja
obliteracja (zarastanie)
doraźne mechaniczne (odkształcenie plastyczne,
złamanie itp.)
doraźne cieplne (utrata właściwości materiału,
trwałe odkształcenie
3
Podczas współpracy elementów maszyn przeważnie aktywuje się jednocześnie więcej niż jeden mechanizm zużywania.
Nie ma reguły określającej natężenie zużywania
a. Ś
CIERANIE
Ś
CIERANIE
– zjawisko powszechnie występujące głównie podczas kontaktu między ciałami stałymi w warunkach
niedostatecznego smarowania (tarcie suche, graniczne). W przypadku znaczących różnic twardości,
intensywniejszemu ścieraniu podlega materiał o mniejszej twardości .
S
KUTKI
:
ubytek materiału (równomierny)
zmiana struktur geometrycznych powierzchni (np. zmniejszenie wartości parametrów chropowatości
powierzchni)
zmiana właściwości warstw wierzchnich w wyniku oddziaływania podwyższonej temperatury (np.
odpuszczenie)
C
ZYNNIKI WPŁYWAJĄCE NA NATĘŻENIE
:
P
ODPROCESY
:
im mniejsza twardość tym intensywniej
przebiega ścieranie
struktury
geometryczne
powierzchni
współpracujących
struktura warstwy wierzchniej
mikroskrawanie (ścinanie)
bruzdowanie (powtarzające się odkształcenia
plastyczne, zgniot, kruchość, a następnie
odspojenie)
pękanie
odłupywanie elementów struktury ziarnistej
(ceramika)
Produkty ścierania często przedostają się do medium smarującego i biorą dalszy udział w procesie ścierania jako „trzeci
element”. Podprocesy ścierania uaktywniają się w zależności od właściwości mechanicznych elementów podlegających
ścieraniu (ostre twarde – ścinanie; obłe twarde – bruzdowanie, pękanie, wgniecenia).
b. E
ROZJA
E
ROZJA
– wywołuje ubytek materiału wywołany przez „uderzenia” cząstek stałych o powierzchnie ciała stałego.
C
ZYNNIKI WPŁYWAJĄCE NA NATĘŻENIE
:
P
ODPROCESY
:
energia kinetyczna cząstek
kształt cząstek
właściwości mechaniczne cząstek i ciała stałego
narażonego na oddziaływanie erozji (twardość,
udarność)
kąt padania
temperatura
właściwości otoczenia (gaz, ciecz, lepkość
pękanie (kruchy materiał, duży kąt padania,
duża energia kinetyczna)
odkształcenie plastyczne (ciągliwy materiał,
umiarkowany kąt padania, duża energia
kinetyczna)
zmęczenie (duży kąt padania, umiarkowania
energia kinetyczna)
skrawanie (mały kąt padania, duża energia
kinetyczna)
topnienie (duży kąt padania, bardzo duża
energia kinetyczna)
degradacja siatki krystalicznej
c. K
AWITACJA
K
AWITACJA
– zachodzi na granicy ciał stałych i cieczy podczas gwałtownych zmian ciśnienia (w skali mikro i makro).
Prowadzi do nierównomiernego ubytku materiału (wżery). Gwałtowne zmiany ciśnienia mogą powodować
powstawanie i zapadanie się pęcherzy parowych, co wywołuje fale uderzeniowe oddziałujące na powierzchnie ciała
stałego. Im ciecz charakter charakteryzuje się większym napięciem powierzchniowym tym większe tworzą się pęcherze
parowe o dużej energii.
4
Kawitacji najłatwiej zapobiegać przez dodatki zmniejszające napięcie powierzchniowe cieczy. Nasila się ona w
zanieczyszczonych cieczach (synergia z procesem erozji). Natężenie zmian kawitacyjnych zmienia się lokalnie w
przypadku materiałów o niejednorodnej strukturze (np. żeliwo).
d. A
DHEZJA
Z
UŻYWANIE ADHEZYJNE
– zrastanie na zimno i na gorąco – prowadzi do ubytku materiału i jednocześnie przenoszenia
materiału między parą ślizgową. Na powierzchni o większej wytrzymałości pojawiają się nalepienia (narost), na
powierzchni o mniejszej wytrzymałości kratery. W przypadku powierzchni o zbliżonej wytrzymałości kratery i
nalepienia pojawiają się obok siebie.
Zużycie adhezyjne występuje podczas tarcia z dużymi naciskami jednostkowymi. Duże naciski jednostkowe powodują
zbliżenie fragmentów powierzchni ślizgowych na odległość zasięgu działania sił molekularnych. Lokalnie tworzą się
wiązania metaliczna między powierzchniami trącymi (narost). W dalszym etapie może dojść do oderwania się
(dekohezji) fragmentu ciała o mniejszej wytrzymałości (krater).
e. P
OWIERZCHNIOWE ZUŻYCIE ZMĘCZENIOWE
Powierzchniowe zużycie zmęczeniowe – w tym pitting – zachodzi w wyniku cyklicznego oddziaływania naprężeń
stykowych (nacisku) i naprężeń termicznych, w warstwach wierzchnich węzłów kinematycznych (przeważnie
smarowanych). W wyniku superpozycji naprężeń wewnętrznych i naprężeń stykowych oraz ich redystrybucji, dochodzi
do lokalnych przekroczeń wytrzymałości i powstawania mikropęknięć. W kolejnej fazie mikropęknięcia propagują w
wyniku działania karbu i ciśnienia oleju. W ostatniej fazie fragment materiału zostaje odspojony od powierzchni
tworząc krater.
C
ZYNNIKI SPRZYJAJĄCE ZUŻYCIU ZMĘCZENIOWEMU
:
wewnętrzne naprężenia rozciągające
niedoskonałości powierzchni
wady podpowierzchniowe
granice strukturalne pod powierzchnią styku
oleje EP z dodatkami przeciwzatarciowymi
Kontrola cieczy smarujących krążących w obiegu pozwala na wykrycie odspojonych w procesie zużywania cząstek
części maszyn. Na podstawie liczby odspojonych cząstek oraz ich rozmiaru, kształtu można wnioskować o
zachodzących w maszynie mechanizmach zużycia i ich natężeniu.
5. K
OROZJA
K
OROZJA
– proces najczęściej rozumiany jako forma zużycia wywołana reakcjami chemicznymi między ciałami stałymi
i medium w postaci gazu (powietrze, chlor), cieczy (kwaśny deszcz, olej, woda morska) lub rzadko w postaci innego
ciała stałego. Dotyczy zarówno powierzchni smarowanych jak i niesmarowanych. Niekiedy jako korozję przyjmuje się
zespół zjawisk zużyciowych takich jak reakcje chemiczne w połączeniu ze ścieraniem, adhezją, zmęczeniem i erozją. Do
tego wlicza się także oddziaływanie organizmów żywych.
Procesu korozyjne metali wiążą się z przepływem ładunku elektrycznego, zwykle w obecności wilgoci.
Korozja „sucha”, „gazowa” – wyjątek, zachodzi w mało intensywny sposób, aktywuje się przeważnie w wysokich
temperaturach. Cienka skorodowana warstwa powstała w wyniku reakcji z gazami jest barierą pasywacyjną hamującą
postęp procesu korozji.
M
ECHANIZM KOROZJI
:
1. Z powierzchni katody wolne jony wodoru H
+
wychwytują elektrony zgodnie z reakcją 2e+2h
+
2H
2. Elektrony przenikają z anody do katody, w wyniku tego jony cynku Zn
2+
przechodzą do roztworu z powierzchni
anody ZnZn
2+
+2e

5
Zwiększone stężenie jonów H
=
przyspiesza korozję. Rolę elektrolitu może spełniać wilgotne (ponad 60%)
powietrze zawierające gazy CO
2
, NO
x
, H
2
S, SO
2
.
Uwolniony w pierwszym etapie wodór może powodować korozję „wodorową” niektórych stopów metali.
Atomy wodoru o niewielkich rozmiarach przenikają do sieci krystalicznej i tworzą w jej wnętrzu cząsteczki H
2
,
co prowadzi do wywołania naprężeń wewnętrznych i kruchości.
W procesie korozji metali w środowiskach obojętnych (woda) lub zasadowych w reakcji katodowej występuje
tlen. W roztworach izolowanych od dostępu tlenu proces korozji ustępuje po wyczerpaniu zapasu tlenu.
Woda morska jest uboga w tlen i jest lekko alkaliczna – elementy maszyn znajdujące się głęboko ulegają
powolnej korozji, te obmywane okresowo przez wodę korodują szybko.
O
DCZYN P
H
ŚRODOWISKA
–
NATĘŻENIE KOROZJI
:
im środowisko bardziej kwaśne (pH<7) tym jest bardziej agresywne w stosunku do metali. Kwasy niszczą
ochronną warstwę tlenków powstałą w wyniku pasywacji, odsłaniając fizycznie czystą, aktywną chemicznie
powierzchnie metalu
aktywne jony np. H
+
, Cl
-
, SO
-2
przyspieszają procesy korozyjne niszcząc warstwy pasywacyjne lub wnikając w
nieciągłości warstw pasywacyjnych
uwolnione cząsteczki wodoru reagują z tlenem w wyniku czego powstaje woda zwiększając wilgotność
środowisko alkaliczne powoduje szybką korozję tylko niektórych metali i stopów
kwasy i zasady silnie stężone są mniej korozyjne niż kwasy i zasady słabo stężone. Stężone kwasy i zasady są
dobrym środkiem smarującym – stal w obecności stężonego kwasu np. siarkowego lub azotowego praktycznie
nie koroduje.
Z
UŻYCIE TRIBO
-
CHEMICZNE
– proces niszczenia powierzchni w wyniku powtarzającej się sekwencji niszczenia
mechanicznego warstwy ochronnej (pasywacji) i korozji „suchej”.
O
CHRONA PRZED KOROZJĄ
:
ochrona katodowa – chronione elementy podłącza się do ujemnego bieguna źródła prądu stałego o napięciu
do kilkudziesięciu V, biegun dodatni podłącza się do metalowej elektrody lub nierozpuszczalnej elektrody
grafitowej
ochrona protektorowa – chronione elementy podłącza się do bloku metalu bardziej elektroujemnego (anoda)
niż metal chroniony (katoda). Po zanurzeniu w środowisku agresywnym korozyjnie rozpuści się anoda. Anody
należy okresowo wymieniać.
metaliczne i niemetaliczne powłoki ochronne – blokują dostęp do powierzchni chronionej aktywnych jonów
i tlenu (niklowanie, miedziowanie, chromowanie, nakładanie powłok polimerowych). Powłoki metaliczne z
metali odpornych na korozję po utracie szczelności zwiększają natężenie procesu korozji stając się katodą.
pasywacja „sztuczna” – anodowanie: zwiększanie grubości naturalnie występujących warstw tlenkowych w
wyniku utleniania metali w kwasach – stosuje się powszechnie do stopów lekkich
inhibitory korozji – blokują dostęp do powierzchni chronionych aktywnych jonów
modyfikacja struktury warstwy powierzchniowej – osadzanie powłok plazmowo, bombardowanie jonami
fluoru, boru itp.
6. W
ŁAŚCIWOŚCI CIEKŁYCH ŚRODKÓW SMARUJĄCYCH
–
LEPKOŚĆ
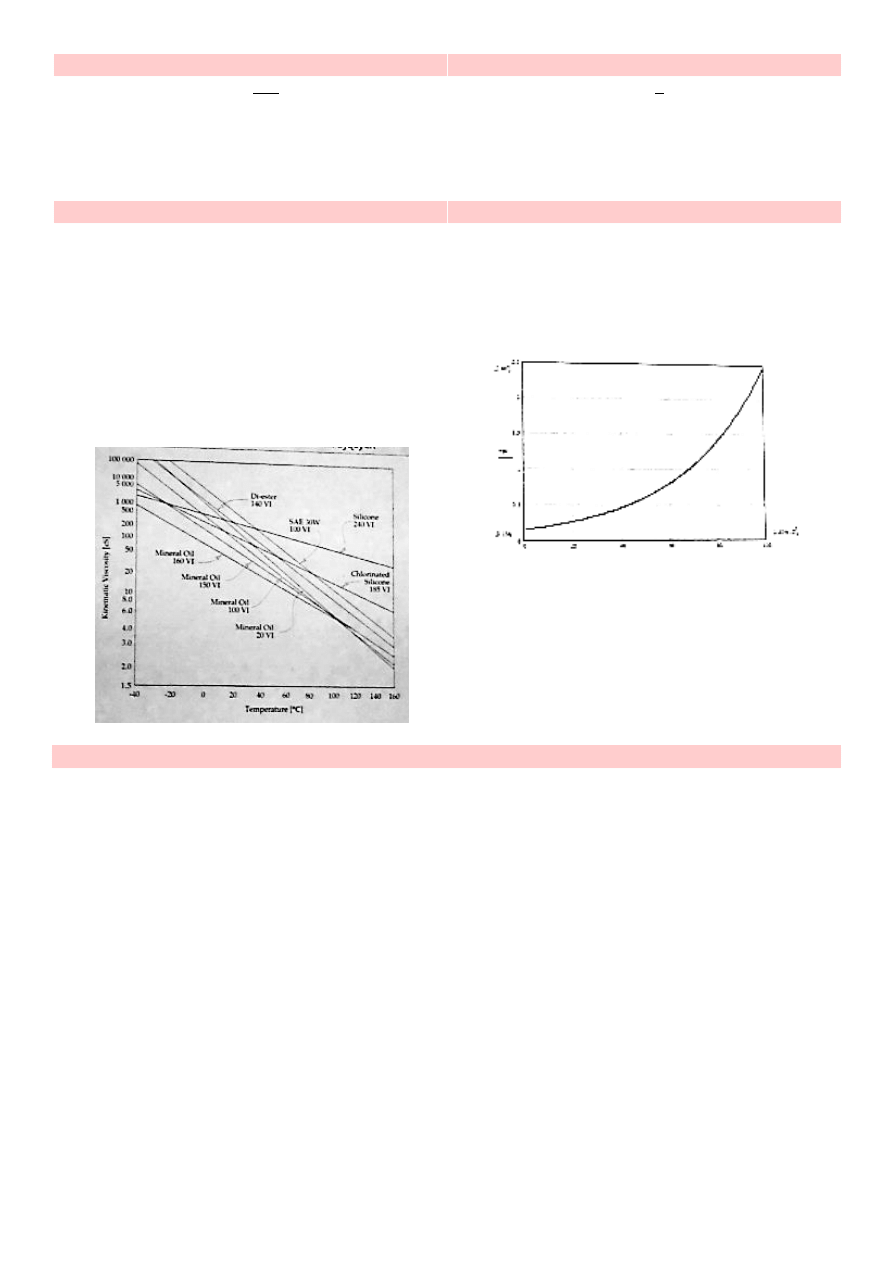
L
EPKOŚĆ
– podstawowa właściwość (parametr) ciekłych środków smarujących (głównie olejów). Gatunki olejów i
smarów plastycznych różnią się między sobą lepkością. Lepkość oleju zmienia się w zależności od stanu w jakim się on
znajduje. Najistotniejsze czynniki wpływające na lepkość to temperatura i ciśnienie. Większa lepkość tworzy lepsze
warunki smarowania oraz napędu, jednocześnie stwarza większe opory w trakcie ruchu – a więc zwiększone
nagrzewanie i straty energii.
6
L
EPKOŚĆ DYNAMICZNA
L
EPKOŚĆ KINEMATYCZNA
𝜂 =
𝜏
𝑢
ℎ
⁄
- lepkość dynamiczna [Pas]
- naprężenie ścinające ciecz [Pa]
u/h – gradient prędkości względnej [1/s]
𝜈 =
𝜂
𝜌
- lepkość kinematyczna [m
2
/s]
Ρ – gęstość [kg/m
3
]
Z
ALEŻNOŚĆ LEPKOŚCI OD TEMPERATURY
:
Z
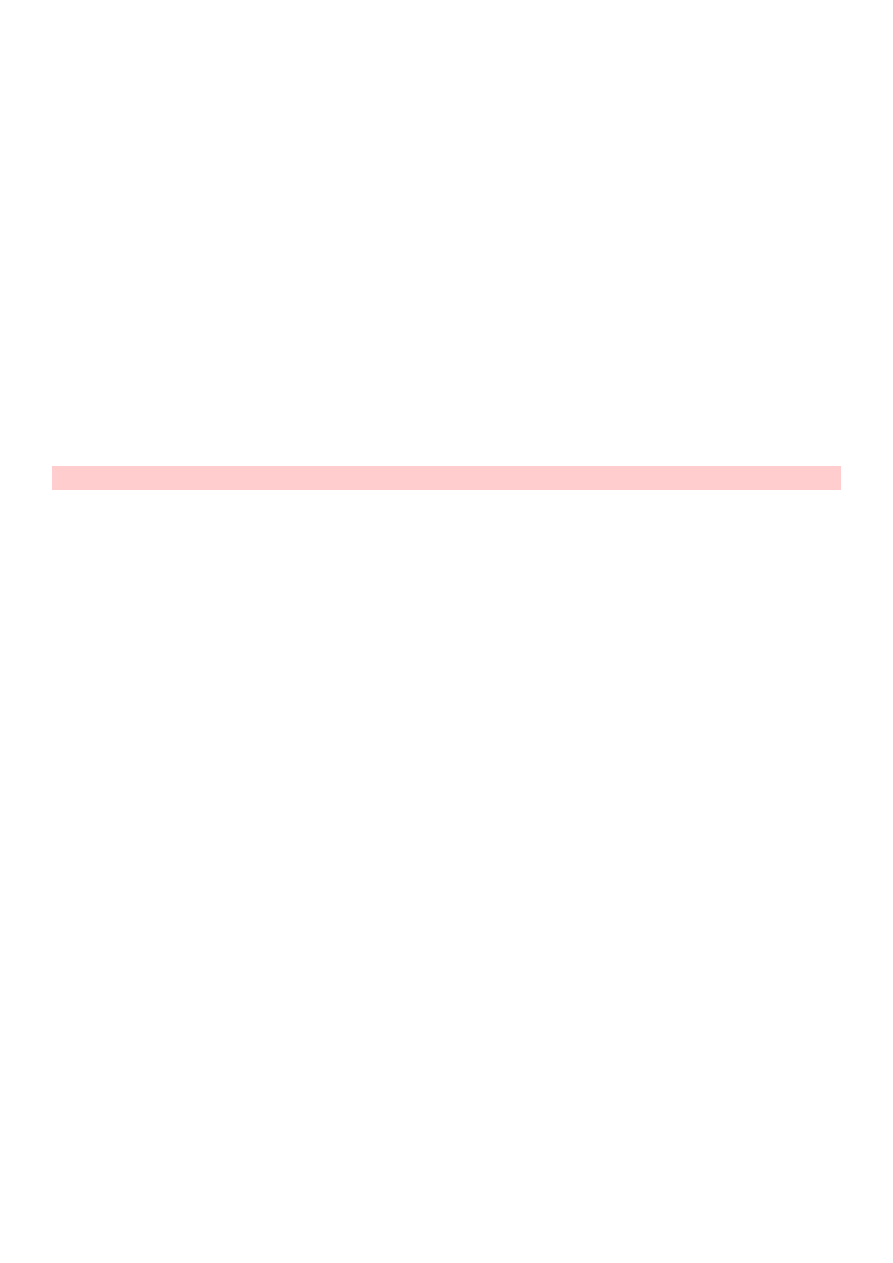
ALEŻNOŚĆ LEPKOŚCI OD CIŚNIENIA
:
oleje zmniejszają swoją lepkość wraz ze
wzrostem temperatury (prawie liniowo)
zmniejszenie lepkości oleju może prowadzić do
zatarcia węzła kinematycznego lub ograniczenia
jego trwałości. W przypadku gdy jest to ciecz
robocza mogą występować zaburzenia pracy
urządzenia
im mniejsze zmiany lepkości wraz ze zmianą
temperatury tym większa jest wartość użytkowa
danego oleju
𝜂
𝑝
= 𝜂
0
𝑒
𝛼𝑃
[Pas]
0
– lepkość pod ciśnieniem atmosferycznym
- współczynnik lepkość-ciśnienie
P – ciśnienie
Wraz ze wzrostem ciśnienia ciecze są bardziej lepkie
7. Ś
RODKI SMARUJĄCE
(
DEGRADACJA SMARÓW
,
DODATKI USZLACHETNIAJĄCE
,
RODZAJE
)
D
EGRADACJA SMARÓW
:
utlenianie oleju
oddzielenie oleju od zagęszczacza – pod wpływem zbyt wysokiej temperatury (rzadki olej szybciej wypływa ze
struktury, którą tworzy zagęszczacz, struktura zagęszczacza może uleć chwilowemu stopieniu). Zagęszczacz
może tworzyć warstwę osadu na smarowanych powierzchniach, temperatura może ograniczyć trwałość smaru
plastycznego
rozpuszczanie zagęszczacza
zanieczyszczenie wodą – dotyczy zwłaszcza smarów z zagęszczaczem na bazie aluminium i sodu, smary z
zagęszczaczem litowym są odporne na działanie wody
zanieczyszczenie produktami procesów tarciowych
Z
ALETY SMARÓW W POSTACI STAŁEJ
:
odporność na ekstremalnie wysokie temperatury
odporność na działanie próżni
odporność na promieniowanie jonizacyjne
zmniejszone ryzyko wycieku
7
D
ODATKI USZLACHETNIAJĄCE
:
substancje przeciwzużyciowe:
modyfikatory tarcia – obniżają tacie
nawet do 25% wartości wyjściowej –
głównie związki kwasów tłuszczowych
dodatki przeciwzatarciowe do 9%
ciężaru oleju – związki fosforanów
cynku,
reagują
z
metalowymi
powierzchniami
tworząc
warstwę
ochronną
dodatki przeciwzatarciowe EP do 17%
ciężaru oleju – Extreme Pressure –
zawierają
agresywne
pierwiastki
metaliczne reagujące z czystą, gorącą
powierzchnią
metalu
w
procesie
kontrolowanej
korozji,
tworząc
jednocześnie warstwę ochronną
proszki smarów stałych – grafit, MoS
2
,
teflon
dodatki
lepkościowe
–
związki
wielkocząsteczkowe
–
pod
wpływem
temperatury przechodzą z koloidu do postaci
rozpuszczającej się w oleju
depresatory – obniżają temperaturę płynięcia
deaktywatory metali – wiążą cząsteczki metali
unoszące się w oleju
przeciwutleniacze do 2% ciężaru oleju – olej
utleniając się zwiększa swoją kwasowość z
jednoczesną utratą właściwości smarujących
inhibitory korozji
inne
(substancje
buforujące,
regulatory
kwasowości, dodatki przeciw pienieniu, myjące,
deemulgujące)
8. P
RZYCZYNY USZKODZEŃ
Ź
RÓDŁA USZKODZEŃ W CYKLU ŻYCIA ELEMENTÓW SYSTEMÓW PRODUKCYJNYCH
:
czynnik fizyczny – zmęczenie materiału, adhezja, ścieranie
czynnik ludzki – niewłaściwa interwencja przez człowieka aktywująca czynnik fizyczny
czynnik systemowy – brak przeciwdziałania dla niewłaściwej interwencji człowieka, w tym:
błędna polityka kadrowa
ignorowanie potrzeby ciągłego doskonalenia procedur
B
ŁĘDY WYWOŁANE PRZEZ CZYNNIK LUDZKI
:
błędy w procesie konstruowania - przeoczenie istotnych warunków pracy maszyny lub urządzenia rzutujących
na niezawodność (niewłaściwy dobór materiału, zbyt mała sztywność, koncentracja naprężeń), podejmowanie
błędnych decyzji na podstawie ekstrapolacji warunków pracy maszyny bez koniecznej analizy (przeciążanie
maszyn)
błędy w procesie wytwarzania – niewłaściwe przygotowanie technologii, błędy operatorów maszyn,
pracowników montażu, pracowników izb pomiarowych.
błędy użytkowania – zachodzą w przypadkach eksploatowania maszyny lub urządzenia w warunkach
nieakceptowanych przez producenta.
błędy występujące podczas napraw i instalacji
błędy zarządzania będące następstwem niewłaściwego przepływu informacji
S
TAN TECHNICZNY MASZYNY LUB URZĄDZENIA
:
zdatności (stan dobry, zużycie dopuszczalne) - dla danego stanu pracy wszystkie wartości cech mierzalnych
zawierają się w dopuszczalnych granicach a cechy niemierzalne przyjmują ustalone wartości logiczne
częściowej zdatności (stan dopuszczalny, ograniczone parametry użytkowe, zużycie graniczne)
niezdatności (stan niedopuszczalny, zużycie krytyczne np.: zatrzymanie pracy, zagrożenie dla otoczenia)
N
APRAWIALNOŚĆ OBIEKTU
- podatność na naprawę - jest określeniem subiektywnym. Naprawialność określają czynniki:
techniczne (ograniczenia techniczne występują przeważnie w procesach regeneracji),
ekonomiczne (w największym stopniu),
formalne (przepisy zabraniające lub ograniczające naprawy)
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron