1
Logistyka
Wykład 4 – Logistyka procesów zaopatrzenia
i produkcji
wykład opracowany na podstawie:
Cz. Skowronek, Z. Sarjusz-Wolski: „Logistyka w przedsiębiorstwie”, PWE, Warszawa 1999
S. Dworecki: „Zarządzanie logistyczne”, WSH, Pułtusk 1999
Dr inż. Mariusz Sobka
Katedra Zarządzania PL (Ox-221)
m.sobka@pollub.pl
www.msobka.pollub.pl
tel. 081 538 4361
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Proces zaopatrzenia
Zaopatrzenie - kompleksowe
gospodarowanie wszystkimi niezbędnymi
czynnikami produkcji (przedmiotami
zaopatrzenia) w przedsiębiorstwie
Przedmioty zaopatrzenia:
• materiały
• dobra inwestycyjne
• siła robocza
• środki finansowe
2
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Gospodarka materiałowa
Pod względem treści gospodarkę
materiałową można ująć jako system
zaopatrzenia przedsiębiorstwa, który:
zapewnia gotowość dostaw i gotowość
produkcyjną według przyjętych zasad
technicznych i ekonomicznych,
obejmuje działania od rynku zaopatrzenia poprzez
stopnie tworzenia wartości
w przedsiębiorstwie aż do rynku zbytu,
jest zintegrowaną koncepcją zarządzania
i organizacji, włączoną w strategiczne i
organizacyjne procesy planowania, podejmowania
decyzji i kontroli w przedsiębiorstwie.
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Cele i zadania gosp. materiałowej
Cele zintegrowanej gospodarki materiałowej
przedsiębiorstwa:
utrzymania zdolności konkurencyjnej na rynku,
uzyskanie określonego poziomu rentowności.
Zadaniem gospodarki materiałowej jest przy tym
zrównoważenie wzajemnie sprzecznych celów:
Wysoki poziom obsługi dostaw przeciwko dążeniu do
ograniczenia kosztów kapitałowych i magazynowania,
Wysoki jakościowy standard materiałów przeciwko
dążeniu do uzyskania niskich kosztów materiałowych,
Niski poziom zamrożenia kapitału przeciwko wysokiemu
poziomowi gotowości dostawcy.
3
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Zintegrowana gosp. materiałowa
Gospodarkę materiałową można określić
"zintegrowaną", jeżeli uda się jej osiągnąć
optimum między wymienionymi
konkurencyjnymi celami cząstkowymi jak:
niskie koszty zakupów,
wysoki poziom obsługi dostaw,
niski poziom zamrożenia kapitału,
optimum między wzajemnie konkurencyjnymi
celami sfer funkcjonalnych przedsiębiorstwa -
produkcji i zbytu.
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Decyzje w sferze zaopatrzenia
Wytwarzać czy kupić? - chodzi o ustalenie,
które części, zespoły lub komponenty będą
wytwarzane w przedsiębiorstwie, a które
kupowane,
Ile kupić? - odpowiedź na to pytanie to często
stosowanie wielu procedur planowania
uwzględniających potrzeby rynku, możliwości
wytwórcze przedsiębiorstwa oraz wielu
czynników wewnętrznych i zewnętrznych,
Gdzie kupić? - wybór źródeł zakupu
i dostawców,
Kiedy kupić? - odpowiedź na to pytania,
powstaje na podstawie zastosowania
odpowiednich modeli, tzw. polityki zakupów.
4
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Instrumentarium
prognozy, programy i plany sprzedaży wyrobów oraz
ich części składowych,
dokumentacja techniczna, obejmująca jednostkowe i
zbiorcze normy zużycia i zapasów materiałów, wykazy
części typowych (tzw. handlowych) i specjalnych
(nabywanych w ramach kooperacji), wykazy asortymentów
materiałowych zalecanych do stosowania, ...
katalogi materiałów dostępnych na rynku, cenniki,
informatory, oferty, prospekty reklamowe, wszelkie
informacje z wystaw i targów,
wykazy dostawców (nazwy, adresy, nr telefonów,
faksów, itd.) oraz wszelkie informacje na temat cen,
upustów, okresów realizacji zamówień, solidności, jakości
wyrobów itp.
indeksy materiałowe, wykazy komórek i stanowisk
będących odbiorcami poszczególnych materiałów.
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
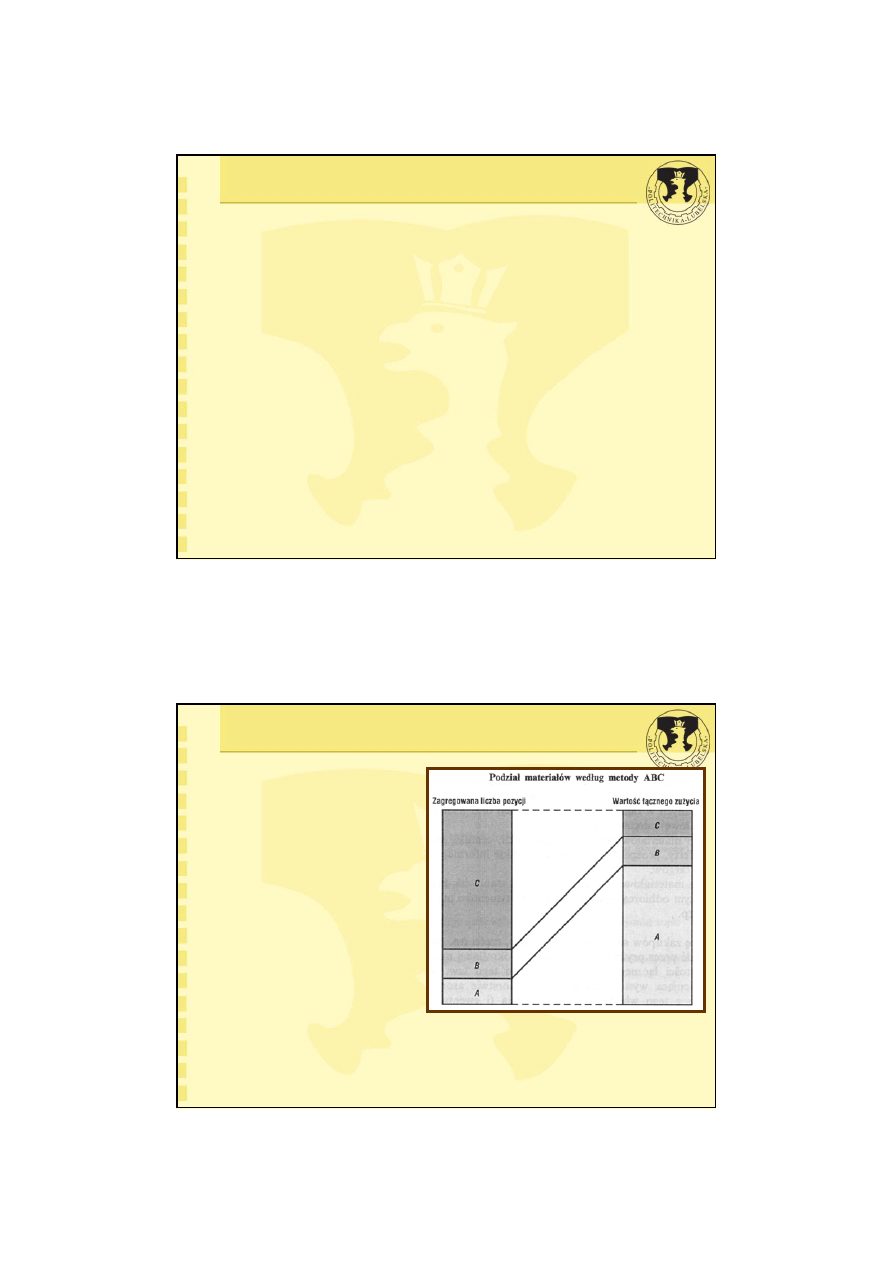
Określanie „cenności” materiałów
W zaopatrzeniu, podobnie jak w sterowaniu
zapasami, ze względu na bardzo duże liczby
pozycji materiałów przepływających przez
przedsiębiorstwo, przywiązuje się
szczególne znaczenie do tych pozycji, które
decydują o wartości zakupów, zużycia i
zapasów
Ogół materiałów dzielimy na grupy w
punktu widzenia ich "cenności". Jest to
klasyfikacja asortymentów materiałów w
przekroju trzech klas A B C
5
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Określanie „cenności” materiałów
Klasa A obejmuje te materiały, które mają
największy udział w zużyciu (zapasach,
zakupie), a jednocześnie stanowią nieliczny
zbiór asortymentów.
Klasa C to asortymenty najtańsze, w
niewielkim stopniu partycypujące w zużyciu
(zakupie, zapasach), ale jednocześnie
obejmujące bardzo liczny asortyment.
Klasa B zawiera pozostałe pozycje
asortymentowe.
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Określanie „cenności” materiałów
Po przypisaniu
wszystkich
asortymentów do
poszczególnych klas,
różnicuje się zasady
planowania potrzeb,
zamawiania, sterowania
zapasami itp.
Szczególną uwagę
zwraca się na materiały
klasy A, "mniejszą" na
pozycje klasy
B i odpowiednio C.
Zmniejsza się w ten sposób zakres problemu, co pozwala
na koncentrację uwagi na pozycjach wewnętrznych,
determinujących wyniki działalności przedsiębiorstwa.
6
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Planowanie potrzeb materiałowych
W polskiej terminologii pojęcie popyt odnosi się do rynku,
zaś "popyt wewnętrzny" (np. wydziału montażu
przedsiębiorstwa), określany jest mianem potrzeb
materiałowych (zapotrzebowania)
W literaturze zachodniej pojęcie popyt stosuje się częstokroć
niezależnie od miejsca jego zaistnienia, używane jest
również pojęcie - materiałowe potrzeby produkcyjne.
W literaturze spotyka się również określenia:
• potrzeby zależne (zapotrzebowanie na surowce,
materiały, podzespoły, zespoły itp. wywoływanego przez
zapotrzebowanie na inną pozycję poddawaną
przetworzeniu w przedsiębiorstwie)
• potrzeby niezależne (nie są związane z żadnym
zapotrzebowaniem materiałowym, a wynikają z popytu
zewnętrznego - potrzeb rynku)
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Planowanie potrzeb materiałowych
Potrzeby niezależne nie są związane
z żadnym zapotrzebowaniem materiałowym,
a wynikają z popytu zewnętrznego
(potrzeb rynku)
Potrzeby niezależne (popyt pierwotny) wynikają
głównie z prognoz popytu, natomiast
materiałowe potrzeby zależne - z obliczeń
bezpośrednich
Obliczenia te wykonuje się w ramach systemu
planowania potrzeb materiałowych (PPM) - w
literaturze anglojęzycznej znany jest pod nazwą -
Materials Requirements Planning (MRP)
7
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
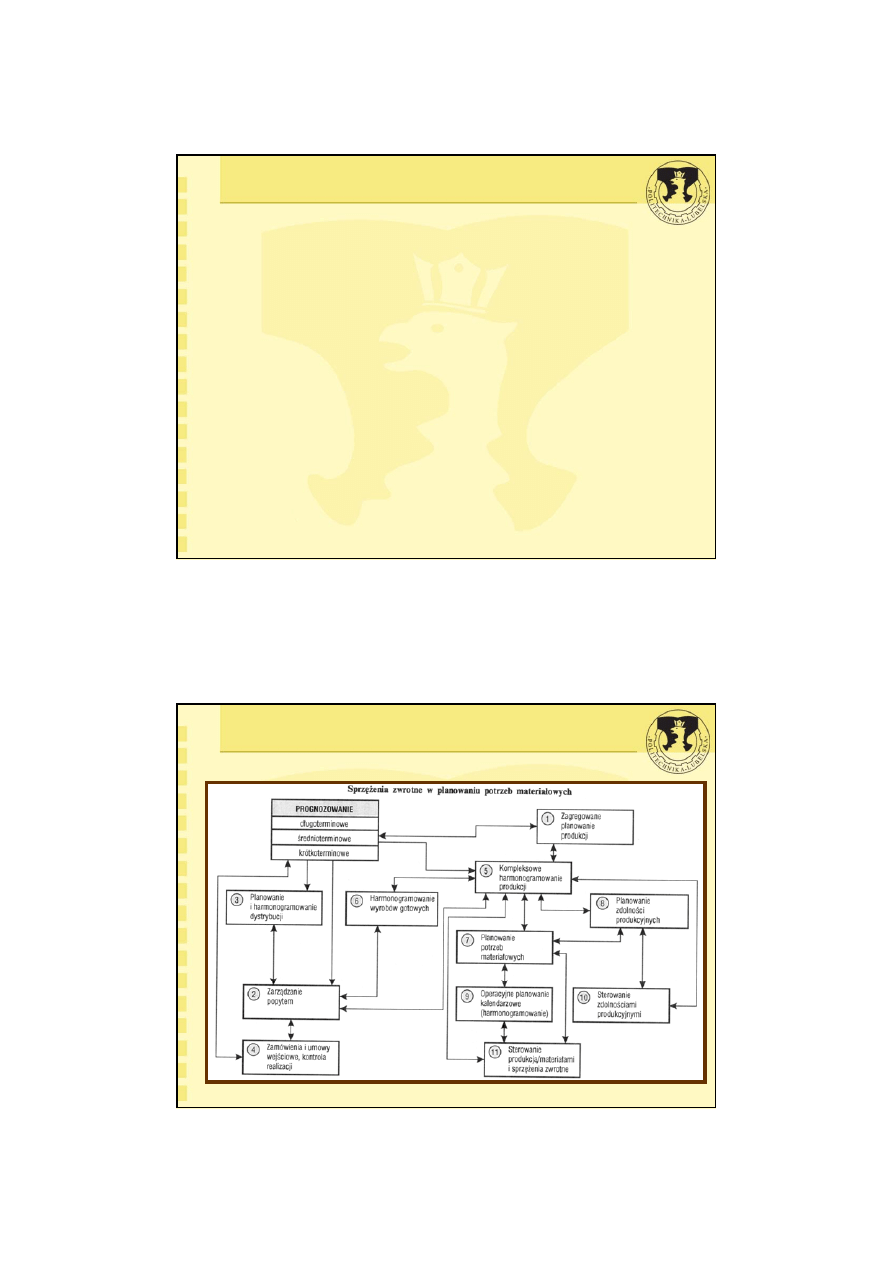
Planowanie potrzeb materiałowych
Podstawą obliczenia potrzeb zależnych, zapotrzebowania
na materiały i elementy kooperacyjne są:
• plan produkcji wyrobu gotowego
• jego konstrukcyjne rozwinięcia (zespoły, podzespoły, części).
Konstrukcyjne rozwinięcie wyrobu umożliwia przypisanie
każdemu zespołowi, elementowi - źródła pozyskania:
• zakupy,
• produkcja własna (struktura potrzeb materiałowych).
Na tej podstawie można ustalić zapotrzebowanie na
materiały, surowce w planowanym okresie dla potrzeb
produkcji własnej (p. oddzielny problem - normowanie
zużycia materiałów) oraz komponentów (zespoły,
podzespoły, elementy) "wchodzących" do wyrobu
gotowego.
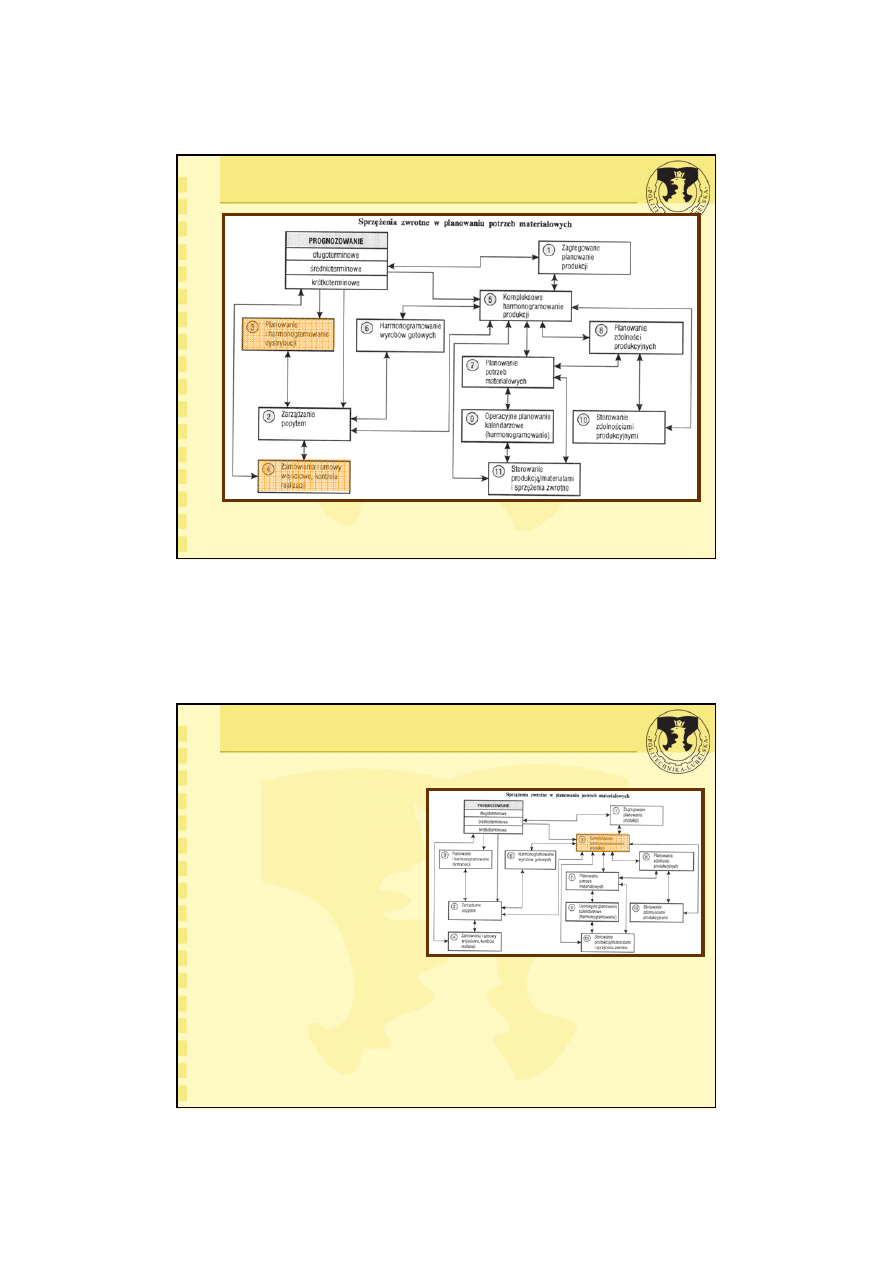
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Planowanie potrzeb materiałowych
8
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
PPM – Moduł 1
Określa się:
• wielkość produkcji,
• zasoby siły roboczej,
• normy zapasów w
nadchodzącym
okresie (6 - 24
miesiące) - miesiąc
jest podstawową
jednostką czasu w
tym module
W podziale na miesiące planuje się produkcję ustalonych
grup wyrobów wytwarzanych na tych samych maszynach
i urządzeniach.
Ten etap planowania jest ważny z dwóch powodów:
a) umożliwia prawidłowe zaprogramowanie wykorzystania mocy
produkcyjnych,
b) z racji podobieństwa wyrobów zaliczanych do danej grupy oraz
natury przepływów produkcji, zarówno agregacja, jak i późniejsza
agregacja wyrobów stają się zadaniem stosunkowo prostym.
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
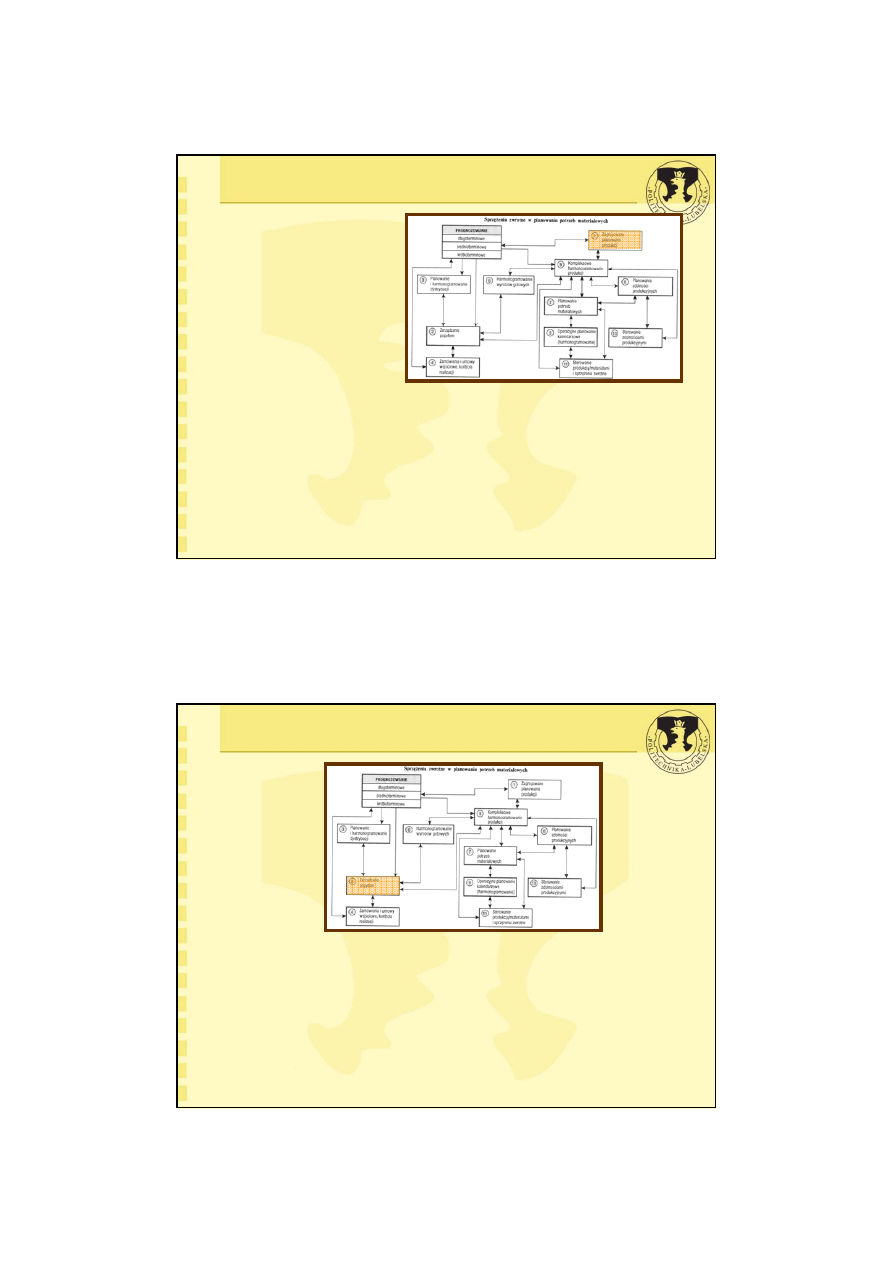
PPM – Moduł 2
Synchronizuje się informacje "WY" o potrzebach
wynikających z popytu i informacje "WE" o warunkach
dostaw (zakupów).
Moduł ten zasilany jest informacjami pochodzącymi z pięciu źródeł:
Prognozowanie krótkoterminowe (moduł P) oraz modułów - 3, 4, 5, 6
9
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
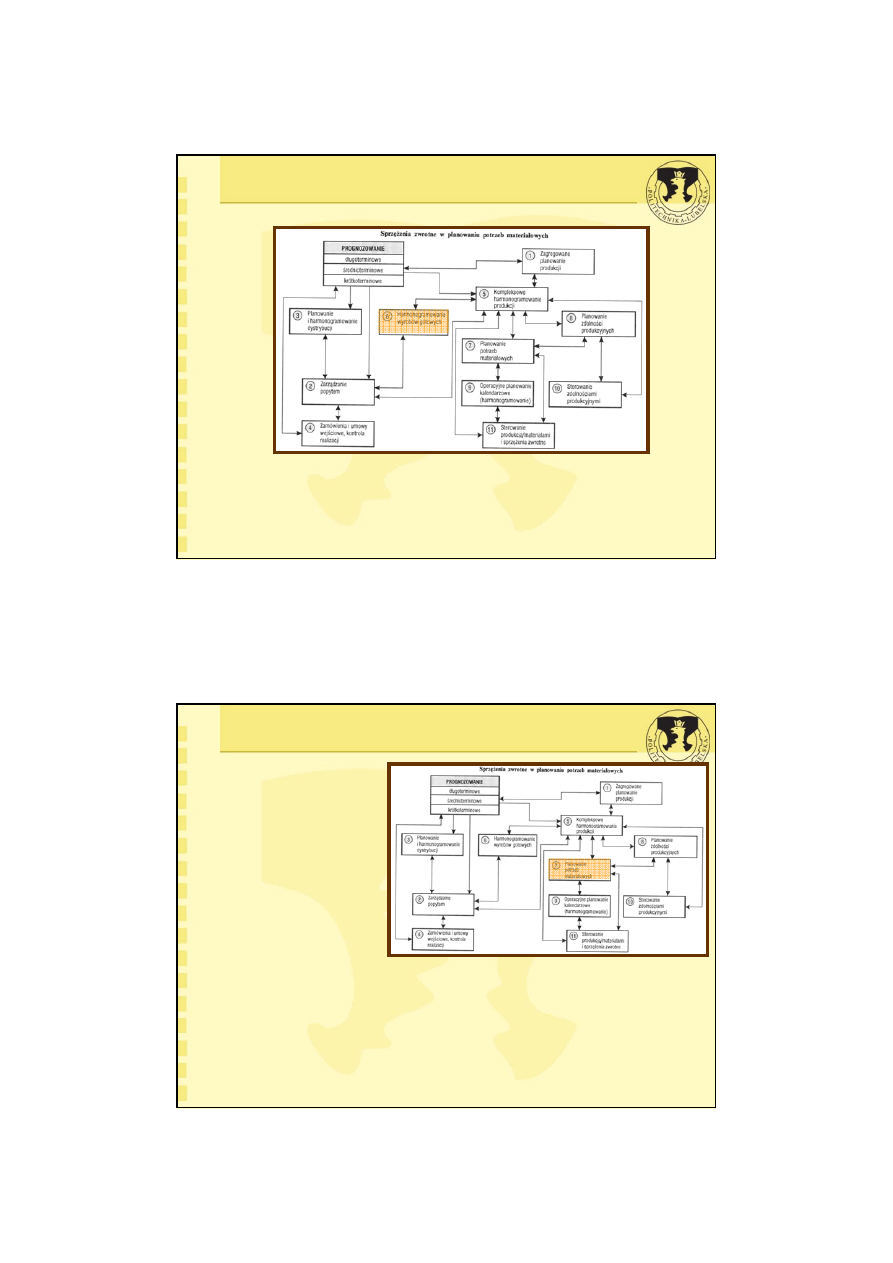
PPM – Moduły 3,4
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
PPM – Moduł 5
Centralne ogniwo struktury systemu PPM
Wykonuje się:
• ustalenie
krótkoterminowych
operacji produkcyjnych
na podstawie analiz
marketingowych,
• dezagregację planów
powstałych w module 1,
• przypisanie konkretnych
pozycji (detali) do czasu
i miejsca produkcji.
Kompleksowy harmonogram produkcji powinien uwzględniać np.
żądane przez odbiorców terminy dostaw (poziom obsługi klienta).
Ważnym do rozstrzygnięcia problemem w module 5 jest określenie
horyzontu planowania - oblicza się go odrębnie dla każdej pozycji
rozwinięcia konstrukcyjnego, dodając czas zakupu materiałów i czas
przekształcenia go w półfabrykat (najdłuższy z tak wyznaczonych,
skumulowanych czasów określa horyzont planu)
10
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
PPM – Moduł 6
Harmonogram wyrobów gotowych (harmonogram
końcowego montażu) - występuje, gdy wyroby te nie
są ujmowane w modelu 5
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
PPM – Moduł 7
Następuje tu przekształcenie kompleksowego
harmonogramu produkcji w harmonogram
szczegółowy produkcji bądź dostaw wszystkich elementów
składowych i materiałów.
W przedsiębiorstwach produkcyjnych dotyczy to często
tysięcy bądź dziesiątków tysięcy pozycji
Realizuje się
planowanie
potrzeb
materiałowych
11
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
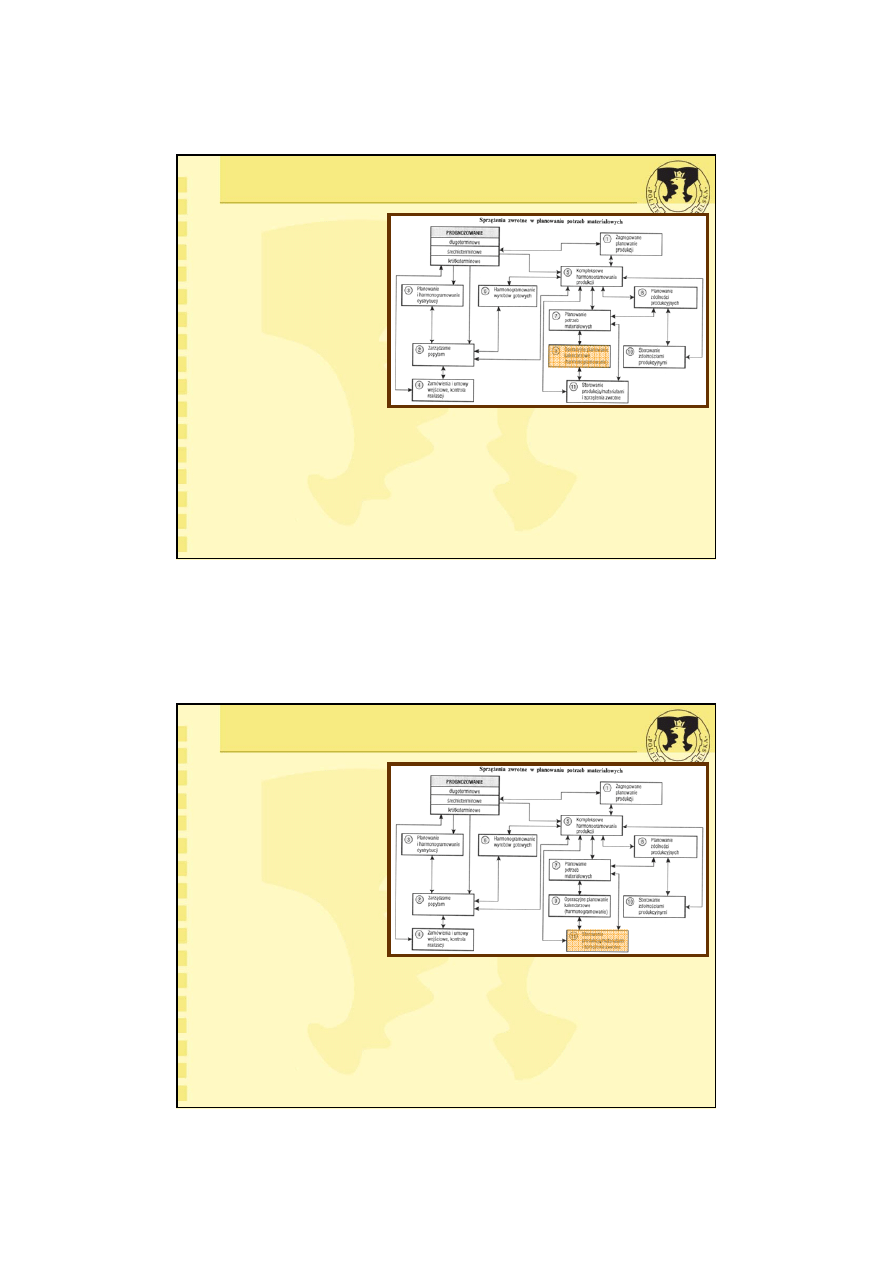
PPM – Moduł 9
Jest to możliwe po opracowaniu realnego, kompleksowego
harmonogramu produkcji w module 5.
Harmonogram operacyjny uruchamia własną produkcję
elementów bądź zamówienia u dostawców materiałów
(części, podzespołów, zespołów itd.).
Sporządzenie
harmonogramu
operacyjnego
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
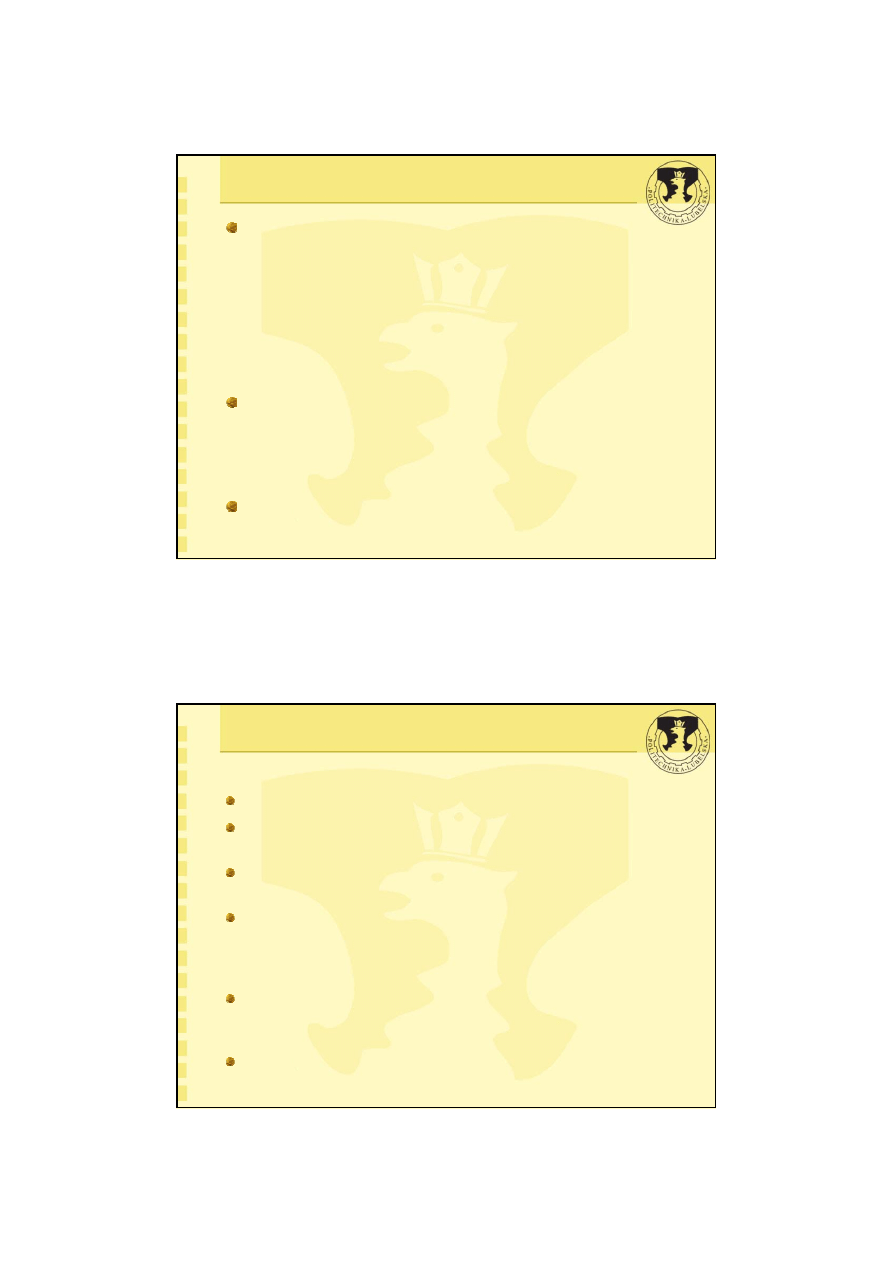
PPM – Moduł 11
Sterowanie
produkcją
(materiałami)
i sprzężenia
zwrotne
W ramach tego modułu jest:
•
określona odpowiedzialność za działania operacyjne,
•
terminowo i prawidłowo aktualizowane stany zapasów materiałów
i robót w toku,
•
sygnalizowane odchylenia od planu; odchylenia te dotyczą np.
zmian w zamówieniach odbiorców i prognozach lub w strukturze
zapasów, zakłóceń w produkcji (awaria maszyn, odchylenia od
norm jakościowych itp.).
12
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Wybór źródeł zakupu
Podstawowym kryterium wyboru źródeł
zakupu powinno być dążenie do
minimalizacji łącznych kosztów
związanych z zakupem materiałów,
utrzymywaniem zapasów i stworzeniem
podstaw do niezakłóconego przebiegu
produkcji.
Kryteria wyboru dostawców są
zróżnicowane - jedne z nich mogą mieć
charakter podstawowy, inne uzupełniający
(pomocniczy).
Niektóre dają się w pełni skwantyfikować,
inne nie
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Kryteria wyboru dostawcy
Powszechnie stosowane kryteria wyboru:
oferowane jednostkowe ceny produktów,
proponowane terminy dostaw, ich elastyczność i ścisłość
sprecyzowania (doba, tydzień, dekada, miesiąc...),
odległość dostawcy, związane z nią koszty transportu oraz
podmiot je ponoszący,
jakość materiałów - przedmiot dostawy; rozpatrywana z
punktu widzenia możliwości określania szczególnych
wymagań; jakość wykonania (dotrzymywania ustalonych
norm lub warunków technicznych),
solidność dostawcy pod względem terminowości dostaw,
kompletności i dotrzymywania ustalonych warunków
płatności,
oferowane warunki płatności, zwłaszcza terminy.
13
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Kanały logistyczne
Kanał logistyczny – zbiór pewnej liczby
organizacji (przedsiębiorstw, instytucji), które
działają wspólnie w sposób zintegrowany w celu
dostarczenia właściwego produktu, we właściwe
miejsce, we właściwym czasie, zachowujące
odpowiednią jakość przy możliwie najniższym
koszcie
Celem organizowania kanałów logistycznych jest
zmniejszenie do minimum dublujących się
funkcji logistycznych
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Rodzaje kanałów logistycznych
Ze względu na stopień złożoności procesów
przepływu w kanale logistycznym wyróżnia się:
proste kanały logistyczne,
wielościeżkowe kanały logistyczne,
złożone kanały logistyczne.
Ich rozbudowanie zależy od wielości
pośredników i ogniw biorących udział
w dystrybucji
14
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Organizacja dostaw
Zróżnicowanie materiałów wg metody A B C
pozwala na maksymalną koncentrację uwagi na
pozycjach najważniejszych w trakcie
wypełniania funkcji nadzorowania realizacji dostaw
oraz pozostałych funkcji fazy logistycznych
procesów zaopatrzenia
Działania podejmowane w organizacji dostaw:
opracowanie harmonogramów dostaw,
określenie środków i warunków transportowych,
a także rodzaju opakowań,
śledzenie i operatywne regulowanie dostaw,
rozliczenia finansowe odnoszące się do
optymalnych dostaw.
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
JIT, Kanban
Współcześnie duże znaczenie przywiązuje
się do organizacji dostaw, eliminującej
magazynowanie.
Chodzi więc o to, by dostawy materiałów
były realizowane w ściśle określonych
terminach.
Metodami realizującymi powyższe
założenia jest metoda Just-in-Time,
KANBAN i Just-in-Time-Manufacturing.
Podstawę ich funkcjonowania są
precyzyjne harmonogramy dostaw i ścisłe
ich przestrzeganie
15
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Just in Time – czynniki powodzenia
Powodzenie funkcjonowania systemu typu Just-in-Time
jest uwarunkowane wysoką dyscypliną jego
uczestników.
W odniesieniu systemu Just-in-Time do logistycznych
procesów produkcji, powodzenie uwarunkowane jest
wieloma czynnikami, z których najważniejsze są:
motywacja ekonomiczna pracowników oraz
wzajemne zaufanie pracowników i kierowników ,
wszechstronne kwalifikacje robotników,
umożliwiające elastyczność w opracowywaniu i
korygowaniu harmonogramów produkcji,
wysoką jakość produkcji,
masową skalę produkcji
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Logistyka w sferze produkcji
System produkcyjny stanowi celowo
zaprojektowany i zorganizowany układ
materialny, energetyczny i informacyjny
eksploatowany przez człowieka i służący
produkowaniu określonych produktów
(wyrobów, usług) w celu zaspokojenia
różnorodnych potrzeb konsumentów.
System produkcyjny jako układ cybernetyczny:
System produkcyjny jest układem elementów
składowych i relacji pomiędzy nimi oraz relacji
przekształceń czynników wejściowych do systemu
na czynniki wyjścia z systemu
16
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Elementy systemu produkcyjnego
cel / zadanie,
wejście,
wyjście,
wyposażenie,
personel,
procesy,
otoczenie (środowisko).
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Problemy logist. w sferze produkcji
zsynchronizowanie w czasie wszelkich dostaw
w celu maksymalnego skracania czasów
oczekiwania materiałów i półwyrobów na
włączenie do procesów przetwarzania oraz
wyrobów gotowych do eksploatacji u
użytkownika,
zapewnienie środków transportu i
technicznych ułatwiających operacje
magazynowania i wydawania z magazynu,
obniżanie do minimum strat magazynowych,
transportowych,
zaprojektowanie struktury przepływu
minimalizującej długości dróg transportowych,
liczbę procesów przeładunkowo-manipulacyjnych.
17
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Problemy logist. w sferze produkcji
W warunkach nowoczesnych technik wytwarzania
ważne jest właściwe zasilanie informacjami
systemu produkcyjnego
Rozważa się tutaj następujące zagadnienia:
selekcja informacji i wyodrębnianie
informacji istotnych z punktu widzenia celów
zarządzania,
zaprojektowanie powiązań
informacyjnych (sprzężeń informacyjnych),
właściwych dla wymagań logistyki procesu
produkcyjnego i procesu podejmowania
decyzji w obrębie wszystkich funkcji i
poziomów zarządzania,
dobór sprzętu informatycznego.
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Zakłócenia procesu produkcyjnego
Zakłócenia produkcyjne powodują niepożądane
odstępstwa przebiegu realnego procesów od
przebiegu planowanego.
Zakłócenia procesu produkcyjnego można
podzielić na zasileniowe i obiektowe.
Zakłócenia zasileniowe oddziałują na proces
produkcyjny przez WE systemu produkcyjnego
(objawia się to w okresowym braku jednego lub
kilku zasileń) i nie naruszają gotowości systemu
produkcyjnego do realizacji przebiegających w
nim procesów, jednak okresowy brak jednego lub
kilku zasileń zakłóca planowany ich przebieg.
18
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Skutki występowania zakłóceń
koszt przestoju pracowników,
koszt dodatkowego wynagrodzenia za
pracę w godzinach nadliczbowych ,
koszt przestoju stanowisk produkcyjnych,
koszty z tytułu nie wykonanej produkcji,
koszt produkcji wybrakowanej.
K
Z
= K
PR
+ K
WA
+ K
PS
+ K
NP
+ K
BP
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Odstępstwa od planowanego
przebiegu dostaw
Dla pojedynczego stanowiska produkcyjnego:
D ’ =
o
t
pmi
F
e
∑
i=1
k
t
pmi
- obserwacje czasu przestoju stanowiska,
w wyniku niedostarczenia w planowanym
terminie materiałów; (i = 1, 2, 3, ... k),
k - liczba przestojów stanowiska z w/w powodu
w rozpatrywanym okresie
Dla zbioru stanowisk produkcyjnych
D ’ =
o
’
t
pmij
F
ej
∑
∑
∑
i=1
j=1
j=1
k
s
s
t
pmij
- obserwacje czasu przestoju stanowiska
i-tego, w wyniku niedostarczenia materiału
(i = 1, 2, 3, ... k), (j = 1, 2, 3, ... s),
s - liczba stanowisk produkcyjnych w badanym
systemie produkcji
F
ej
- fundusz czasu pracy efektywnej (h/rok)
19
©
Dr inż. Mariusz SOBKA (Katedra Zarządzania PL – 2006)
Sterowanie produkcją
1. System sterowania produkcją wg stanu
zapasów max - min
2. System sterowania produkcją wg
zapasów (punktu zamówieniowego)
3. System "akurat na czas" (Just-in-Time)
Wyszukiwarka
Podobne podstrony:
więcej podobnych podstron