POLSKA NORMA
Wszelkie prawa autorskie zastrzeżone. Żadna część niniejszej publikacji nie może być
zwielokrotniana jakąkolwiek techniką bez pisemnej zgody Prezesa Polskiego Komitetu
Normalizacyjnego
Hologram
PKN
PN-EN 1090-2
listopad 2009
Wprowadza
EN 1090-2:2008, IDT
Zastępuje
PN-EN 1090-2:2008
Wykonanie konstrukcji stalowych i aluminiowych
Część 2: Wymagania techniczne
dotyczące konstrukcji stalowych
Norma Europejska EN 1090-2:2008 ma status Polskiej Normy
nr ref. PN-EN 1090-2:2009
© Copyright by PKN, Warszawa 2009
ICS 91.080.10
Licencja PKN dla PIN 2009-12-31

2
PN-EN 1090-2:2009
Przedmowa krajowa
Niniejsza norma została opracowana przez KT nr 128 ds. Projektowania i Wykonawstwa Konstrukcji Metalowych
i zatwierdzona przez Prezesa PKN dnia 6 listopada 2009 r.
Jest tłumaczeniem – bez jakichkolwiek zmian – angielskiej wersji Normy Europejskiej EN 1090-2:2008.
W zakresie tekstu Normy Europejskiej wprowadzono odsyłacze krajowe oznaczone od
N1)
do
N6).
Niniejsza norma zastępuje PN-EN 1090-2:2008.
Odpowiedniki krajowe norm i innych dokumentów powołanych w niniejszej normie można znaleźć w katalogu
Polskich Norm. Oryginały norm i innych dokumentów powołanych są dostępne w PKN.
W sprawach merytorycznych dotyczących treści normy można zwracać się do właściwego Komitetu Technicz-
Licencja PKN dla PIN 2009-12-31

CEN
Europejski Komitet Normalizacyjny
European Committee for Standardization
Comité Européen de Normalisation
Europäisches Komitee für Normung
Centrum Zarządzania: rue de Stassart, 36 B-1050 Brussels
NORMA EUROPEJSKA
EUROPEAN STANDARD
NORME EUROPÉENNE
EUROPÄISCHE NORM
© 2008 CEN All rights of exploitation in any form and by any means
reserved worldwide for CEN national Members.
EN 1090-2
lipiec 2008
ICS 91.080.10
Zastępuje ENV 1090-1:1996, ENV 1090-2:1998, ENV 1090-3:1997,
ENV 1090-4:1997, ENV 1090-5:1998, ENV 1090-6:2000
Wersja polska
Wykonanie konstrukcji stalowych i aluminiowych – Część 2: Wymagania techniczne
dotyczące konstrukcji stalowych
Execution of steel structures
and aluminium structures – Part 2:
Technical requirements for steel
structures
Exécution des structures en acier
et des structures en aluminium –
Partie 2: Exigences techniques pour
les structures en acier
Ausführung von Stahltragwerken und
Aluminiumtragwerken –
Teil 2: Technische Anforderungen an
Tragwerke aus Stahl
Niniejsza norma jest polską wersją Normy Europejskiej EN 1090-2:2008. Została ona przetłumaczona przez Polski Komitet
Normalizacyjny i ma ten sam status co wersje oficjalne.
Niniejsza Norma Europejska została przyjęta przez CEN 11 kwietnia 2008 r.
Zgodnie z Przepisami wewnętrznymi CEN/CENELEC członkowie CEN są zobowiązani do nadania Normie
Europejskiej statusu normy krajowej bez wprowadzania jakichkolwiek zmian. Aktualne wykazy norm krajo-
wych, łącznie z ich danymi bibliograficznymi, można otrzymać na zamówienie w Centrum Zarządzania CEN
lub w krajowych jednostkach normalizacyjnych będących członkami CEN.
Niniejsza Norma Europejska istnieje w trzech oficjalnych wersjach (angielskiej, francuskiej i niemieckiej). Wer-
sja w każdym innym języku, przetłumaczona na odpowiedzialność danego członka CEN na jego własny język
i notyfikowana w Centrum Zarządzania CEN, ma ten sam status co wersje oficjalne.
Członkami CEN są krajowe jednostki normalizacyjne następujących państw: Austrii, Belgii, Bułgarii, Cypru,
Danii, Estonii, Finlandii, Francji, Grecji, Hiszpanii, Holandii, Irlandii, Islandii, Litwy, Luksemburga, Łotwy, Malty,
Niemiec, Norwegii, Polski, Portugalii, Republiki Czeskiej, Rumunii, Słowacji, Słowenii, Szwajcarii, Szwecji,
Węgier, Włoch i Zjednoczonego Królestwa.
nr ref. EN 1090-2:2008: E
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
2
Spis treści
Stronica
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
3
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
4
7.5.16 Obróbka cieplna po spawaniu .....................................................................................................53
7.5.17 Wykonywanie prac spawalniczych..............................................................................................53
7.5.18 Spawanie płyt pomostowych w mostach ...................................................................................54
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
5
Kontrola połączeń elementów profilowanych na zimno i poszycia z blach ......................... 90
Załącznik A (normatywny) Informacje dodatkowe, wykaz opcji i wymagań związanych
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
6
Podstawowe tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach .............. 112
Podstawowe tolerancje wytwarzania – Pasy kształtowników spawanych .......................... 113
Podstawowe tolerancje wytwarzania – Żebra środników w kształtownikach
Podstawowe tolerancje wytwarzania – Płyty pomostowe użebrowane ............................... 117
Podstawowe tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte ........... 119
Funkcjonalne tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach .............129
Funkcjonalne tolerancje wytwarzania – Pasy kształtowników spawanych .........................130
Funkcjonalne tolerancje wytwarzania – Spawane blachownice skrzynkowe .....................131
Funkcjonalne tolerancje wytwarzania – Środniki w spawanych kształtownikach
Funkcjonalne tolerancje wytwarzania – Żebra środników w spawanych kształtownikach
Funkcjonalne tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte ..........136
D.2.16 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 1/3) .................146
D.2.17 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 2/3) .................147
D.2.18 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 3/3) .................149
D.2.19 Funkcjonalne tolerancje wytwarzania i montażu – Belki podsuwnicowe i szyny ...............150
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
7
D.2.27 Funkcjonalne tolerancje montażu – Poszycie dachu zaprojektowane jako
Przygotowanie powierzchni przed malowaniem i nakładaniem powłok
Przygotowanie powierzchni stali węglowej przed cynkowaniem zanurzeniowym .............170
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
8
Załącznik L (informacyjny) Schemat blokowy opracowywania i stosowania instrukcji
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
9
Przedmowa
Niniejszy dokument (EN 1090-2:2008) został opracowany przez Komitet Techniczny CEN/TC 135 „Wykonanie
konstrukcji stalowych i aluminiowych”, którego sekretariat prowadzony jest przez SN.
Niniejsza Norma Europejska powinna uzyskać status normy krajowej, przez opublikowanie identycznego tekstu
lub uznanie, najpóźniej do stycznia 2009 r., a normy krajowe sprzeczne z daną normą powinny być wycofane
najpóźniej do marca 2010 r.
Zwraca się uwagę, że niektóre elementy niniejszego dokumentu mogą być przedmiotem praw patentowych.
CEN [i/lub CENELEC] nie będą ponosić odpowiedzialności za zidentyfikowanie jakichkolwiek ani wszystkich
takich praw patentowych.
Niniejszy dokument zastępuje ENV 1090-1:1996, ENV 1090-2:1998, ENV 1090-3:1997, ENV 1090-4:1997,
ENV 1090-5:1998 i ENV 1090-6:2000.
EN 1090, Execution of steel structures and aluminium structures zawiera następujące części:
Part 1: Requirements for conformity assessment of structural components
Part 2: Technical requirements for steel structures
Part 3: Technical requirements for aluminium structures
Zgodnie z Przepisami wewnętrznymi CEN/CENELEC do wprowadzenia niniejszej Normy Europejskiej są
zobowiązane krajowe jednostki normalizacyjne następujących państw: Austrii, Belgii, Bułgarii, Cypru, Danii,
Estonii, Finlandii, Francji, Grecji, Hiszpanii, Holandii, Irlandii, Islandii, Litwy, Luksemburga, Łotwy, Malty, Nie-
miec, Norwegii, Polski, Portugalii, Republiki Czeskiej, Rumunii, Słowacji, Słowenii, Szwajcarii, Szwecji, Węgier,
Włoch i Zjednoczonego Królestwa.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
10
Wstęp
W niniejszej Normie Europejskiej określono wymagania dotyczące wykonania konstrukcji stalowych, niezbędne
do zapewnienia odpowiedniego poziomu nośności, stateczności oraz użytkowalności i trwałości.
W normie określono wymagania dotyczące wykonania konstrukcji stalowych zaprojektowanych według po-
szczególnych części EN 1993 lub EN 1994 w odniesieniu do elementów konstrukcji zespolonych.
Przyjmuje się założenie, że wykonawca konstrukcji ma niezbędne kwalifikacje oraz stosuje odpowiednie wy-
posażenie i środki, aby osiągnąć zgodność z wymaganiami określonymi w specyfikacji technicznej i niniejszej
Normie Europejskiej.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
11
1 Zakres normy
W niniejszej Normie Europejskiej określono wymagania dotyczące wykonania konstrukcji stalowych lub ele-
mentów wytwarzanych z następujących wyrobów hutniczych:
– wyrobów walcowanych na gorąco z gatunków stali nie wyższych niż S690;
– kształtowników i blach profilowanych na zimno z gatunków stali nierdzewnych nie wyższych niż S700 lub
z gatunków stali węglowych nie wyższych niż S690;
– wyrobów formowanych na gorąco lub na zimno ze stali nierdzewnej austenitycznej, austenityczno-ferrytycznej
i ferrytycznej;
– kształtowników zamkniętych formowanych na gorąco lub na zimno, znormalizowanych i profilowanych
indywidualnie, oraz kształtowników zamkniętych spawanych.
Niniejsza Norma Europejska może być także stosowana do konstrukcji ze stali konstrukcyjnej gatunków nie
wyższych niż S960, pod warunkiem że wykonanie zostanie dostosowane do kryteriów niezawodności i że
zostaną określone wszystkie niezbędne wymagania dodatkowe.
Wymagania określono niezależnie od rodzaju i kształtu konstrukcji stalowej (np. budynki, mosty, elementy
pełnościenne lub kratowe), łącznie z konstrukcjami narażonymi na zmęczenie lub oddziaływania sejsmiczne.
Wyspecyfikowano je w odniesieniu do klas wykonania konstrukcji.
Niniejszą Normę Europejską stosuje się do konstrukcji zaprojektowanych według odpowiedniej części EN 1993.
Niniejszą Normę Europejską stosuje się do elementów konstrukcyjnych i poszycia z blach zdefiniowanych
w EN 1993-1-3.
Niniejszą Normę Europejską stosuje się do elementów stalowych konstrukcji zespolonych zaprojektowanych
według odpowiedniej części EN 1994.
Niniejsza Norma Europejska może być stosowana do konstrukcji zaprojektowanych według innych reguł
projektowania, pod warunkiem że te warunki wykonania są dla nich odpowiednie oraz, że zostaną określone
wszystkie niezbędne wymagania dodatkowe.
Niniejsza Norma Europejska nie obejmuje wymagań dotyczących odporności poszycia z blach na przenikanie
wody lub powietrza.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
12
2 Powołania normatywne
2.1 Postanowienia ogólne
Do stosowania niniejszego dokumentu są niezbędne podane niżej dokumenty powołane. W przypadku powołań
datowanych ma zastosowanie wyłącznie wydanie cytowane. W przypadku powołań niedatowanych stosuje się
ostatnie wydanie dokumentu powołanego (łącznie ze zmianami).
2.2 Materiały
2.2.1 Stal
EN 10017, Steel rod for drawing and/or cold rolling – Dimensions and tolerances
EN 10021, General technical delivery conditions for steel products
EN 10024, Hot rolled taper flange I sections – Tolerances on shape and dimensions
EN 10025-1:2004, Hot rolled products of structural steels – Part 1: General technical delivery conditions
EN 10025-2, Hot rolled products of structural steels – Part 2: Technical delivery conditions for non-alloy struc-
tural steels
EN 10025-3, Hot rolled products of structural steels – Part 3: Technical delivery conditions for normalized/nor-
malized rolled weldable fine grain structural steels
EN 10025-4, Hot rolled products of structural steels – Part 4: Technical delivery conditions for thermomechani-
cal rolled weldable fine grain structural steels
EN 10025-5, Hot rolled products of structural steels – Part 5: Technical delivery conditions for structural steels
with improved atmospheric corrosion resistance
EN 10025-6, Hot rolled products of structural steels – Part 6: Technical delivery conditions for flat products of
high yield strength structural steels in the quenched and tempered condition
EN 10029, Hot rolled steel plates 3 mm thick or above – Tolerances on dimensions, shape and mass
EN 10034, Structural steel I and H sections – Tolerances on shape and dimensions
EN 10048, Hot rolled narr ow steel strip – Tolerances on dimensions and shape
EN 10051, Continuously hot-rolled uncoated plate, sheet and strip of non-alloy and alloy steels – Tolerances
on dimensions and shape
EN 10055, Hot rolled steel equal flange tees with radiused root and toes – Dimensions and tolerances on shape
and dimensions
EN 10056-1, Structural steel equal and unequal leg angles – Part 1: Dimensions
EN 10056-2, Structural steel equal and unequal leg angles – Part 2: Tolerances on shape and dimensions
EN 10058, Hot rolled flat steel bars for general purpose – Dimensions and tolerances on shape and dimen-
sions
EN 10059, Hot rolled square steel bars for general purposes – Dimensions and tolerances on shape and di-
mensions
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
13
EN 10060, Hot rolled round steel bars for general purposes – Dimensions and tolerances on shape and dimen-
sions
EN 10061, Hot rolled hexagon steel bars for general purposes – Dimensions and tolerances on shape and
dimensions
EN 10080, Steel for the reinforcement of concrete – Weldable reinforcing steel – General
EN 10088-1, Stainless steels – Part 1: List of stainless steels
EN 10088-2:2005, Stainless steels – Part 2: Technical delivery conditions for sheet/plate and strip of corrosion
resisting steels for general purposes
EN 10088-3:2005, Stainless steels – Part 3: Technical delivery conditions for semi-finished products, bars, rods,
wire, sections and bright products of corrosion resisting steels for general purposes
EN 10131, Cold rolled uncoated and zinc or zinc-nickel electrolytically coated low carbon and high yield strength
steel flat products for cold forming – Tolerances on dimensions and shape
EN 10139, Cold rolled uncoated mild steel narrow strip for cold forming – Technical delivery conditions
EN 10140, Cold rolled narrow steel strip – Tolerances on dimensions and shape
EN 10143, Continuously hot-dip coated steel sheet and strip – Tolerances on dimensions and shape
EN 10149-1, Hot-rolled flat products made of high yield strength steels for cold forming – Part 1: General de-
livery conditions
EN 10149-2, Hot-rolled flat products made of high yield strength steels for cold forming – Part 2: Delivery condi-
tions for thermomechanically rolled steels
EN 10149-3, Hot-rolled flat products made of high yield strength steels for cold forming – Part 3: Delivery condi-
tions for normalized or normalized rolled steels
EN 10160, Ultrasonic testing of steel flat product of thickness equal or greater than 6 mm (reflection method)
EN 10163-2, Delivery requirements for surface condition of hot-rolled steel plates, wide flats and sections – Part 2:
Plate and wide flats
EN 10163-3, Delivery requirements for surface condition of hot-rolled steel plates, wide flats and sections – Part 3:
Sections
EN 10164, Steel products with improved deformation properties perpendicular to the surface of the product
– Technical delivery conditions
EN 10169-1, Continuously organic coated (coil coated) steel flat products – Part 1: General information (defini-
tions, materials, tolerances, test methods)
EN 10169-2, Continuously organic coated (coil coated) steel flat products – Part 2: Products for building exterior
applications
EN 10169-3, Continuously organic coated (coil coated) steel flat products – Part 3: Products for building interior
applications
EN 10204, Metallic products – Types of inspection documents
EN 10210-1, Hot finished structural hollow sections of non-alloy and fine grain steels – Part 1: Technical de-
livery conditions
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
14
EN 10210-2, Hot finished structural hollow sections of non-alloy and fine grain steels – Part 2: Tolerances,
dimension and sectional properties
EN 10219-1, Cold formed welded structural hollow sections of non-alloy and fine grain steels – Part 1: Techni-
cal delivery conditions
EN 10219-2, Cold formed welded structural hollow sections of non-alloy and fine grain steels – Part 2: Toler-
ances, dimensions and sectional properties
EN 10268, Cold rolled steel flat products with high yield strength for cold forming – Technical delivery condi-
tions
EN 10279, Hot rolled steel channels – Tolerances on shape, dimensions and mass
EN 10292, Continuously hot-dip coated strip and sheet of steels with high yield strength for cold forming – Tech-
nical delivery conditions
EN 10296-2:2005, Welded circular steel tubes for mechanical and general engineering purposes – Technical
delivery conditions – Part 2: Stainless steel
EN 10297-2:2005, Seamless circular steel tubes for mechanical and general engineering purposes – Technical
delivery conditions – Part 2: Stainless steel
EN 10326, Continuously hot-dip coated strip and sheet structural steels – Technical delivery conditions
EN 10327, Continuously hot-dip coated strip and sheet of low carbon steels for cold forming – Technical de-
livery conditions
EN ISO 1127, Stainless steel tubes – Dimensions, tolerances and conventional masses per unit length
(ISO 1127:1992)
EN ISO 9445, Continuously cold-rolled stainless steel narrow strip, wide strip, plate/sheet and cut lengths
– Tolerances on dimensions and form (ISO 9445:2002)
ISO 4997, Cold-reduced carbon steel sheet of structural quality
2.2.2 Odlewy staliwne
EN 10340:2007, Steel castings for structural uses
2.2.3 Materiały dodatkowe do spawania
EN 756, Welding consumables – Solid wires, solid wire-flux and tubular cored electrode-flux combinations for
submerged arc welding of non alloy and fine grain steels – Classification
EN 757, Welding consumables – Covered electrodes for manual metal arc welding of high strength steels
– Classification
EN 760, Welding consumables – Fluxes for submerged arc welding – Classification
EN 1600, Welding consumables – Covered electrodes for manual metal arc welding of stainless and heat
resisting steels – Classification
EN 13479, Welding consumables – General product standard for filler metals and fluxes for fusion welding of
metallic materials
EN 14295, Welding consumables – Wire and tubular cored electrodes and electrode-flux combinations for
submerged arc welding of high strength steels – Classification
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
15
EN ISO 636, Welding consumables – Rods, wires and deposits for tungsten inert gas welding of non alloy and
fine grain steels – Classification (ISO 636:2004)
EN ISO 2560, Welding consumables – Covered electrodes for manual metal arc welding of non-alloy and fine
grain steels – Classification (ISO 2560:2002)
EN ISO 13918, Welding – Studs and ceramic ferrules for arc stud welding (ISO 13918:2008)
EN ISO 14175, Welding consumables – Gases and gas mixtures for fusion welding and allied processes
(ISO 14175:2008)
EN ISO 14341, Welding consumables – Wire electrodes and deposits for gas shielded metal arc welding of
non alloy and fine grain steels – Classification (ISO 14341:2002)
EN ISO 14343, Welding consumables – Wires electrodes, strip electrodes, wires and rods for fusion welding of
stainless and heat resisting steels – Classification (ISO 14343:2002 and ISO 14343:2002/Amd1:2006)
EN ISO 16834, Welding consumables – Wire electrodes, wires, rods and deposits for gas-shielded arc welding
of high strength steels – Classification (ISO 16834:2006)
EN ISO 17632, Welding consumables – Tubular cored electrodes for gas shielded and non-gas shielded metal
arc welding of non alloy and fine grain steels – Classification (ISO 17632:2004)
EN ISO 17633, Welding consumables – Tubular cored electrodes and rods for gas shielded and non-gas shielded
metal arc welding of stainless and heat-resisting steels – Classification (ISO 17633:2004)
EN ISO 18276, Welding consumables – Tubular cored electrodes for gas-shielded and non-gas-shielded metal
arc welding of high-strength steels – Classification (ISO 18276:2005)
2.2.4 Łączniki mechaniczne
EN 14399-1, High-strength structural bolting assemblies for preloading – Part 1: General requirements
EN 14399-2, High-strength structural bolting assemblies for preloading – Part 2: Suitability test for preloading
EN 14399-3, High-strength structural bolting assemblies for preloading – Part 3: System HR – Hexagon bolt
and nut assemblies
EN 14399-4:2005, High-strength structural bolting assemblies for preloading – Part 4: System HV – Hexagon
bolt and nut assemblies
EN 14399-5, High-strength structural bolting assemblies for preloading – Part 5: Plain washers
EN 14399-6, High-strength structural bolting assemblies for preloading – Part 6: Plain chamfered washers
EN 14399-7, High-strength structural bolting assemblies for preloading – Part 7: System HR – Countersunk
head bolts and nut assemblies
EN 14399-8, High-strength structural bolting assemblies for preloading – Part 8: System HV – Hexagon fit bolt
and nut assemblies
prEN 14399-9, High-strength structural bolting assemblies for preloading – Part 9: System HR or HV – Bolt and
nut assemblies with direct tension indicators
prEN 14399-10, High-strength structural bolting assemblies for preloading – Part 10: System HRC – Bolt and
nut assemblies with calibrated preload
EN 15048-1, Non preloaded structural bolting assemblies – Part 1: General requirements
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
16
EN 20898-2, Mechanical properties of fasteners – Part 2: Nuts with specified proof load values – Coarse thread
(ISO 898-2:1992)
EN ISO 898-1, Mechanical properties of fasteners made of carbon steel and alloy steel – Part 1: Bolts, screws
and studs (ISO 898-1:1999)
EN ISO 1479, Hexagon head tapping screws (ISO 1479:1983)
EN ISO 1481, Slotted pan head tapping screws (ISO 1481:1983)
EN ISO 3506-1, Mechanical properties of corrosion-resistant stainless-steel fasteners – Part 1: Bolts, screws
and studs (ISO 3506-1:1997)
EN ISO 3506-2, Mechanical properties of corrosion-resistant stainless-steel fasteners – Part 2: Nuts
(ISO 3506-2:1997)
EN ISO 6789, Assembly tools for screws and nuts – Hand torque tools – Requirements and test methods for
design conformance testing, quality conformance testing and recalibration procedure (ISO 6789:2003)
EN ISO 7049, Cross recessed pan head tapping screws (ISO 7049:1983)
EN ISO 10684, Fasteners – Hot dip galvanized coatings (ISO 10684:2004)
EN ISO 15480, Hexagon washer head drilling screws with tapping screw thread (ISO 15480:1999)
EN ISO 15976, Closed end blind rivets with break pull mandrel and protruding head – St/St (ISO 15976:2002)
EN ISO 15979, Open end blind rivets with break pull mandrel and protruding head – St/St (ISO 15979:2002)
EN ISO 15980, Open end blind rivets with break pull mandrel and countersunk head – St/St (ISO 15980:2002)
EN ISO 15983, Open end blind rivets with break pull mandrel and protruding head – A2/A2 (ISO 15983:2002)
EN ISO 15984, Open end blind rivets with break pull mandrel and countersunk head – A2/A2 (ISO 15984:2002)
ISO 10509, Hexagon flange head tapping screws
2.2.5 Druty i liny o wysokiej wytrzymałości
prEN 10138-3, Prestressing steels – Part 3: Strand
EN 10244-2, Steel wire and wire products – Non-ferrous metallic coatings on steel wire – Part 2: Zinc or zinc
alloy coatings
EN 10264-3, Steel wire and wire products – Steel wire for ropes – Part 3: Round and shaped non alloyed steel
wire for high duty applications
EN 10264-4, Steel wire and wire products – Steel wire for ropes – Part 4: Stainless steel wire
EN 12385-1, Steel wire ropes – Safety – Part 1: General requirements
EN 12385-10, Steel wire ropes – Safety – Part 10: Spiral ropes for general structural applications
EN 13411-4, Terminations for steel wire ropes – Safety – Part 4: Metal and resin socketing
2.2.6 Łożyska
EN 1337-2, Structural bearings – Part 2: Sliding elements
EN 1337-3, Structural bearings – Part 3: Elastomeric bearings
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
17
EN 1337-4, Structural bearings – Part 4: Roller bearings
EN 1337-5, Structural bearings – Part 5: Pot bearings
EN 1337-6, Structural bearings – Part 6: Rocker bearings
EN 1337-7, Structural bearings – Part 7: Spherical and cylindrical PTFE bearings
EN 1337-8, Structural bearings – Part 8: Guide bearings and restraint bearings
2.3 Obróbka
EN ISO 9013, Thermal cutting – Classification of thermal cuts – Geometrical product specification and quality
tolerances (ISO 9013:2002)
ISO 286-2, ISO system of limits and fits – Part 2: Tables of standard tolerance grades and limit deviations for
holes and shafts
CEN/TR 10347, Guidance for forming of structural steels in processing
2.4 Spawanie
EN 287-1, Qualification test of welders – Fusion welding – Part 1: Steels
EN 1011-1:1998, Welding – Recommendations for welding of metallic materials – Part 1: General guidance
for arc welding
EN 1011-2:2001, Welding – Recommendations for welding of metallic materials – Part 2: Arc welding of ferritic
steels
EN 1011-3, Welding – Recommendations for welding of metallic materials – Part 3: Arc welding of stainless
steels
EN 1418, Welding personnel – Approval testing of welding operators for fusion welding and resistance weld
setters for fully mechanized and automatic welding of metallic materials
EN ISO 3834 (all parts), Quality requirements for fusion welding of metallic materials (ISO 3834:2005)
EN ISO 4063, Welding and allied processes – Nomenclature of processes and reference numbers (ISO 4063:1998)
EN ISO 5817, Welding – Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded)
– Quality levels for imperfections (ISO 5817:2003, corrected version:2005, including Technical Corrigen-
dum 1:2006)
EN ISO 9692-1, Welding and allied processes – Recommendations for joint preparation – Part 1: Manual
metal-arc welding, gas-shielded metal-arc welding, gas welding, TIG welding and beam welding of steels
(ISO 9692-1:2003)
EN ISO 9692-2, Welding and allied processes – Joint preparation – Part 2: Submerged arc welding of steels
(ISO 9692-2:1998)
EN ISO 13916, Welding – Guidance on the measurement of preheating temperature, interpass temperature
and preheat maintenance temperature (ISO 13916:1996)
EN ISO 14373, Resistance welding – Procedure for spot welding of uncoated and coated low carbon steels
(ISO 14373:2006)
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
18
EN ISO 14554 (all parts), Quality requirements for welding – Resistance welding of metallic materials
(ISO 14544-1:2000)
EN ISO 14555, Welding – Arc stud welding of metallic materials (ISO 14555:2006)
EN ISO 14731, Welding coordination – Tasks and responsibilities (ISO 14731:2006)
EN ISO 15609-1, Specification and qualification of welding procedures for metallic materials – Welding proce-
dure specification – Part 1: Arc welding (ISO 15609-1:2004)
EN ISO 15609-4, Specification and qualification of welding procedures for metallic materials – Welding proce-
dure specification – Part 4: Laser beam welding (ISO 15609-4:2004)
EN ISO 15609-5, Specification and qualification of welding procedures for metallic materials – Welding proce-
dure specification – Part 5: Resistance welding (ISO 15609-5:2004)
EN ISO 15610, Specification and qualification of welding procedures for metallic materials – Qualification based
on tested welding consumables (ISO 15610:2003)
EN ISO 15611, Specification and qualification of welding procedures for metallic materials – Qualification based
on previous welding experience (ISO 15611:2003)
EN ISO 15612, Specification and qualification of welding procedures for metallic materials – Qualification by
adoption of a standard welding procedure (ISO 15612:2004)
EN ISO 15613, Specification and qualification of welding procedures for metallic materials – Qualification based
on pre-production welding test (ISO 15613:2004)
EN ISO 15614-1, Specification and qualification of welding procedures for metallic materials – Welding procedure
test – Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys (ISO 15614-1:2004)
EN ISO 15614-11, Specification and qualification of welding procedures for metallic materials – Welding pro-
cedure test – Part 11: Electron and laser beam welding (ISO 15614-11:2002)
EN ISO 15614-13, Specification and qualification of welding procedures for metallic materials – Welding pro-
cedure test – Part 13: Resistance butt and flash welding (ISO 15614-13:2005)
EN ISO 15620, Welding – Friction welding of metallic materials (ISO 15620:2000)
EN ISO 16432, Resistance welding – Procedure for projection welding of uncoated and coated low carbon
steels using embossed projection(s) (ISO 16432:2006)
EN ISO 16433, Resistance welding – Procedure for seam welding of uncoated and coated low carbon steels
(ISO 16433:2006)
2.5 Badania
EN 473, Non destructive testing – Qualification and certification of NDT personnel – General principles
EN 571-1, Non destructive testing – Penetrant testing – Part 1: General principles
EN 970, Non-destructive examination of fusion welds – Visual examination
EN 1290, Non-destructive examination of welds – Magnetic particle examination of welds
EN 1435, Non-destructive testing of welds – Radiographic testing of welded joints
EN 1713, Non-destructive testing of welds – Ultrasonic testing – Characterization of indications in welds
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
19
EN 1714, Non-destructive testing of welds – Ultrasonic testing of welded joints
EN 10160, Ultrasonic testing of steel flat product of thickness equal or greater than 6 mm (reflection method)
EN 12062:1997, Non-destructive examination of welds – General rules for metallic materials
EN ISO 6507 (all parts), Metallic materials – Vickers hardness test (ISO 6507:2005)
EN ISO 9018, Destructive tests on welds in metallic materials – Tensile test on cruciform and lapped joints
(ISO 9018:2003)
EN ISO 10447, Resistance welding – Peel and chisel testing of resistance spot and projection welds
(ISO 10447:2006)
2.6 Montaż
EN 1337-11, Structural bearings – Part 11: Transport, storage and installation
ISO 4463-1, Measurement methods for building – Setting-out and measurement – Part 1: Planning and organi-
zation, measuring procedures, acceptance criteria
ISO 7976-1, Tolerances for building – Methods of measurement of buildings and building products – Part 1:
Methods and instruments
ISO 7976-2, Tolerances for building – Methods of measurement of buildings and building products – Part 2:
Position of measuring points
ISO 17123 (all parts), Optics and optical instruments – Field procedures for testing geodetic and surveying
instruments
2.7 Ochrona przed korozją
EN 14616, Thermal spraying – Recommendations for thermal spraying
EN 15311, Thermal spraying – Components with thermally sprayed coatings – Technical supply conditions
EN ISO 1461:1999, Hot dip galvanized coatings on fabricated iron and steel articles – Specifications and test
methods (ISO 1461:1999)
EN ISO 2063, Thermal spraying – Metallic and other inorganic coatings – Zinc, aluminium and their alloys
(ISO 2063:2005)
EN ISO 2808, Paints and varnishes – Determination of film thickness (ISO 2808:2007)
EN ISO 8501 (all parts), Preparation of steel substrates before application of paints and related products – Visual
assessment of surface cleanliness
EN ISO 8503-1, Preparation of steel substrates before application of paints and related products – Sur-
face roughness characteristics of blast-cleaned steel substrates – Part 1: Specifications and definitions for
ISO surface profile comparators for the assessment of abrasive blast-cleaned surfaces (ISO 8503-1:1988)
EN ISO 8503-2, Preparation of steel substrates before application of paints and related products – Surface
roughness characteristics of blast-cleaned steel substrates – Part 2: Method for the grading of surface profile
of abrasive blast-cleaned steel – Comparator procedure (ISO 8503-2:1988)
EN ISO 12944 (all parts), Paints and varnishes – Corrosion protection of steel structures by protective paint
systems (ISO 12944:1998)
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
20
EN ISO 14713, Protection against corrosion of iron and steel in structures – Zinc and aluminium coatings
– Guidelines (ISO 14713:1999)
ISO 19840, Paints and varnishes – Corrosion protection of steel structures by protective paint systems – Meas-
urement of, and acceptance criteria for, the thickness of dry films on rough surfaces
2.8 Tolerancje
EN ISO 13920, Welding – General tolerances for welded constructions – Dimensions for lengths and angles –
Shape and position (ISO 13920:1996)
2.9 Różne
EN 508-1, Roofing products from metal sheet – Specification for self-supporting products of steel, aluminium
or stainless steel sheet – Part 1: Steel
EN 508-3, Roofing products from metal sheet – Specification for self-supporting products of steel, aluminium
or stainless steel sheet – Part 3: Stainless steel
EN 1993-1-6, Eurocode 3: Design of steel structures – Part 1-6: Strength and Stability of Shell Structures
EN 1993-1-8, Eurocode 3: Design of steel structures – Part 1-8: Design of joints
prEN 13670, Execution of concrete structures
ISO 2859-5, Sampling procedures for inspection by attributes – Part 5: System of sequential sampling plans
indexed by acceptance quality limit (ALQ) for lot-by-lot inspection
3 Terminy i definicje
W niniejszej normie stosuje się następujące terminy i definicje:
3.1
obiekt budowlany
wszystko, co jest wybudowane lub jest wynikiem robót budowlanych. Ten termin obejmuje zarówno budynki,
jak i obiekty inżynierskie. Odnosi się do kompletnych obiektów składających się z elementów konstrukcyjnych
i niekonstrukcyjnych
3.2
konstrukcja obiektu
część obiektu budowlanego, która jest konstrukcją stalową
3.3
konstrukcja stalowa
konstrukcja lub elementy konstrukcyjne wykonane ze stali i zastosowane w obiekcie budowlanym
3.4
wykonawca
osoba lub organizacja wykonująca obiekt (dostawca w EN ISO 9000)
3.5
konstrukcja
patrz EN 1990
3.6
wytwarzanie
wszystkie działania niezbędne do wykonania i dostarczenia wyrobu, na które składają się np. zaopatrzenie,
obróbka, scalanie, spawanie, łączenie mechaniczne, transport, zabezpieczenie powierzchni, a także ich kon-
trola i udokumentowanie
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
21
3.7
wykonanie
wszystkie działania zmierzające do realizacji konstrukcji obiektu, jak np. zaopatrzenie, wytwarzanie, spawanie,
łączenie mechaniczne, transport, montaż, zabezpieczenie powierzchni oraz ich kontrola i udokumentowanie
3.7.1
specyfikacja wykonawcza
N1)
zestaw dokumentów zawierających dane techniczne i wymagania dotyczące określonej konstrukcji stalowej,
łącznie z wymaganiami dodatkowymi i dotyczącymi zastosowania reguł niniejszej Normy Europejskiej
UWAGA 1 Przy określaniu wymagań w specyfikacji wykonawczej należy powoływać odpowiedni punkt niniejszej Normy
Europejskiej.
UWAGA 2 Specyfikacja wykonawcza może być traktowana jako kompletny zestaw wymagań dotyczący wytwarzania
i montażu stalowych elementów konstrukcji, łącznie z wymaganiami wytwarzania podanymi w zestawie specyfikacji części
składowych zgodnie z prEN 1090-1.
3.7.2
klasa wykonania
zestaw wymagań wyspecyfikowanych do wykonania całej konstrukcji, indywidualnego elementu lub szczegółu
konstrukcyjnego
3.8
kategoria użytkowania
kategoria która charakteryzuje element pod względem warunków użytkowania
3.9
kategoria wytwarzania
kategoria która charakteryzuje element pod względem sposobu jego wytwarzania
3.10
wyrób konstrukcyjny
materiał lub wyrób stosowany do wytwarzania elementów i który staje się jego częścią, np. wyrób hutniczy ze
stali konstrukcyjnej lub nierdzewnej, łącznik mechaniczny, materiał dodatkowy do spawania
3.11
element
część konstrukcji stalowej, która może się składać z kilku mniejszych elementów
3.11.1
element profilowany na zimno
patrz EN 10079 i EN 10131
3.12
obróbka
wszystkie działania dotyczące wyrobów konstrukcyjnych, potrzebne do wytworzenia części gotowych do scala-
nia lub wbudowania w element. Działania te mogą obejmować np. identyfikację, transport, składowanie, cięcie,
kształtowanie i wykonywanie otworów
3.13
założenia projektowe dotyczące metody montażu
opis metody (projekt) montażu, którą przyjęto w projekcie konstrukcji (projektowana kolejność montażu)
3.13.1
metoda (projekt) montażu
dokumentacja określająca czynności potrzebne do zmontowania konstrukcji
N1)
Odsyłacz krajowy: Pod pojęciem specyfikacji wykonawczej rozumie się wykonawczą dokumentację projektową
(projekt wykonawczy) konstrukcji stalowej.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
22
3.14
niezgodność
patrz EN ISO 9000
3.15
dodatkowe badania NDT (badania nieniszczące)
dodatkowe w stosunku do badań wizualnych badania nieniszczące NDT jak np. magnetyczno-proszkowe,
prądami wirowymi, penetracyjne, ultradźwiękowe, radiologiczne
3.16
tolerancje
patrz ISO 1803
3.16.1
tolerancje podstawowe
podstawowe granice tolerancji geometrycznych niezbędne ze względu na spełnienie założeń obliczeniowych
dotyczących nośności i stateczności konstrukcji
3.16.2
tolerancje funkcjonalne
tolerancje geometryczne, które mogą być wymagane ze względu na funkcje inne niż nośność i stateczność,
np. wygląd lub dopasowanie
3.16.3
tolerancje specjalne
tolerancje geometryczne, które nie są określone w tablicach niniejszej normy, a które wymagają wyspecyfiko-
wania w konkretnym przypadku
3.16.4
tolerancje wytwarzania
dopuszczalny zakres odchyłek wymiarowych elementu wynikających z jego wytwarzania
4 Specyfikacje i dokumentacja
4.1 Specyfikacja wykonawcza
4.1.1 Postanowienia ogólne
Niezbędne informacje i wymagania techniczne dotyczące wykonania każdej części konstrukcji obiektu powinny
być uzgodnione i skompletowane przed rozpoczęciem jej wykonywania. Zmiany uprzednio uzgodnionej spe-
cyfikacji wykonawczej wprowadza się zgodnie z określonymi procedurami. Specyfikacja wykonawcza powinna
odnosić się do takich zagadnień jak:
a) informacje dodatkowe, jak opisano w A.1;
b) opcje, według A.2;
c) klasy wykonania, patrz 4.1.2;
d) stopnie przygotowania powierzchni, patrz 4.1.3;
e) klasy tolerancji, patrz 4.1.4;
f) wymagania techniczne uwzględniające bezpieczeństwo robót, patrz 4.2.3 i 9.2.
4.1.2 Klasy wykonania
Zdefiniowano cztery klasy wykonania od EXC1 do EXC4, poczynając od najmniej rygorystycznej EXC1 do
najbardziej rygorystycznej EXC4.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
23
Klasy wykonania mogą być stosowane do całej konstrukcji, części konstrukcji albo do jej konkretnych szcze-
gółów. W ramach jednej konstrukcji może występować kilka klas wykonania. Natomiast szczegół lub grupa
szczegółów przypisywane są zwykle jednej klasie wykonania. Klasa wykonania może być dobrana odpowiednio
do kategorii wymagań.
W przypadku gdy klasa wykonania nie jest określona, stosuje się klasę EXC2.
Wykaz wymagań odpowiadających klasom wykonania podano w A.3.
Wytyczne doboru klas wykonania podano w Załączniku B.
UWAGA Wybór klas wykonania jest uzależniony od kategorii wytwarzania i kategorii użytkowania, a także powiązany
z klasami konsekwencji zdefiniowanymi w EN 1990:2002/ Załącznik B.
4.1.3 Stopnie przygotowania powierzchni
Trzem stopniom przygotowania powierzchni, od P1 do P3 według ISO 8501-3, przypisano wymagania, których
ostrość wzrasta od P1 do P3.
UWAGA Stopnie przygotowania powierzchni, odpowiadające oczekiwanej trwałości ochrony przed korozją i kategorii
korozyjności, zdefiniowano w Rozdziale 10.
Stopnie przygotowania powierzchni mogą być stosowane w odniesieniu do całej konstrukcji, jej części lub do
konkretnych szczegółów. W jednej konstrukcji może występować kilka stopni przygotowania powierzchni. Na-
tomiast szczegół lub grupa szczegółów mają zwykle ten sam stopień przygotowania powierzchni.
4.1.4 Tolerancje geometryczne
W 11.1 zdefiniowano dwa rodzaje tolerancji geometrycznych:
a) tolerancje podstawowe;
b) tolerancje funkcjonalne, o wymaganiach dokładności wzrastających od klasy 1 do klasy 2.
4.2 Dokumentacja wykonawcy
4.2.1 Dokumentacja jakości
W przypadku konstrukcji klas EXC2, EXC3 i EXC4 dokumentuje się:
a) podział zadań i uprawnień we wszystkich fazach realizacji obiektu;
b) stosowane procedury, metody i instrukcje wykonywania;
c) plan kontroli konkretnej konstrukcji obiektu;
d) procedury wprowadzania zmian i modyfikacji;
e) procedury postępowania przy niezgodnościach, koncesjach i sporach dotyczących jakości;
f) punkty kontrolne lub wymagania dotyczące odbiorów kontrolnych i badań oraz wynikające z tego wymagania
dostępu.
4.2.2 Plan jakości
Wymaganie opracowania planu jakości wykonania konstrukcji obiektu powinno być podane w specyfikacji
technicznej.
UWAGA Definicja planu jakości, patrz EN ISO 9000.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
24
Plan jakości powinien zawierać:
a) ogólny dokument zarządzania, a w nim:
1) przegląd wymagań specyfikacyjnych pod względem możliwości realizacyjnych;
2) schemat organizacyjny i odpowiedzialność zespołu zarządzającego we wszystkich aspektach realizacji;
3) zasady i układ organizacyjny kontroli, z uwzględnieniem usytuowania i odpowiedzialności za wykony-
wanie poszczególnych zadań kontrolnych;
b) dokumenty jakości poprzedzające wykonanie, według 4.2.1. Dokumenty powinny być opracowane przed
rozpoczęciem wykonywania tych konstrukcji, do których się odnoszą;
c) zapisy wykonawcze, które są bieżącymi zapisami podczas kontroli i odbiorów albo wykazujące kwalifikacje
lub certyfikaty zastosowanych środków. Zapisy wykonawcze, od których zależy kontynuacja robót, powinny
być dokonywane przed wystąpieniem odpowiedniego punktu kontrolnego.
W Załączniku C podano listę kontrolną zawartości planu jakości, zalecaną dla konstrukcji stalowych według
ogólnych wytycznych ISO 10005.
4.2.3 Bezpieczeństwo robót montażowych
Szczegółowe instrukcje pracy powinny odpowiadać wymaganiom technicznym dotyczącym bezpieczeństwa
wykonywania robót, określonym w 9.2 i 9.3.
4.2.4 Dokumentacja powykonawcza
W trakcie budowy oraz po zakończeniu montażu przygotowuje się dokumentację powykonawczą, która służy
jako dowód zgodności wykonania ze specyfikacją wykonawczą.
5 Wyroby konstrukcyjne
5.1 Postanowienia ogólne
Na ogół wyroby konstrukcyjne do wykonania konstrukcji stalowej dobiera się z odpowiednich Norm Europejskich
wymienionych w niniejszym rozdziale. Gdy wyrób konstrukcyjny nie jest ujęty w tych normach, jego właściwości
powinny być określone w specyfikacji.
Definicje i wymagania podane w EN 10021 stosuje się łącznie z wymaganiami odpowiednich Europejskich
Norm wyrobów.
5.2 Identyfikacja i dokumenty kontrolne
Właściwości dostarczanych wyrobów konstrukcyjnych powinny być dokumentowane w sposób umożliwiający
porównanie z właściwościami specyfikowanymi. Zgodność z odpowiednimi normami wyrobów należy sprawdzić
zgodnie z 12.2.
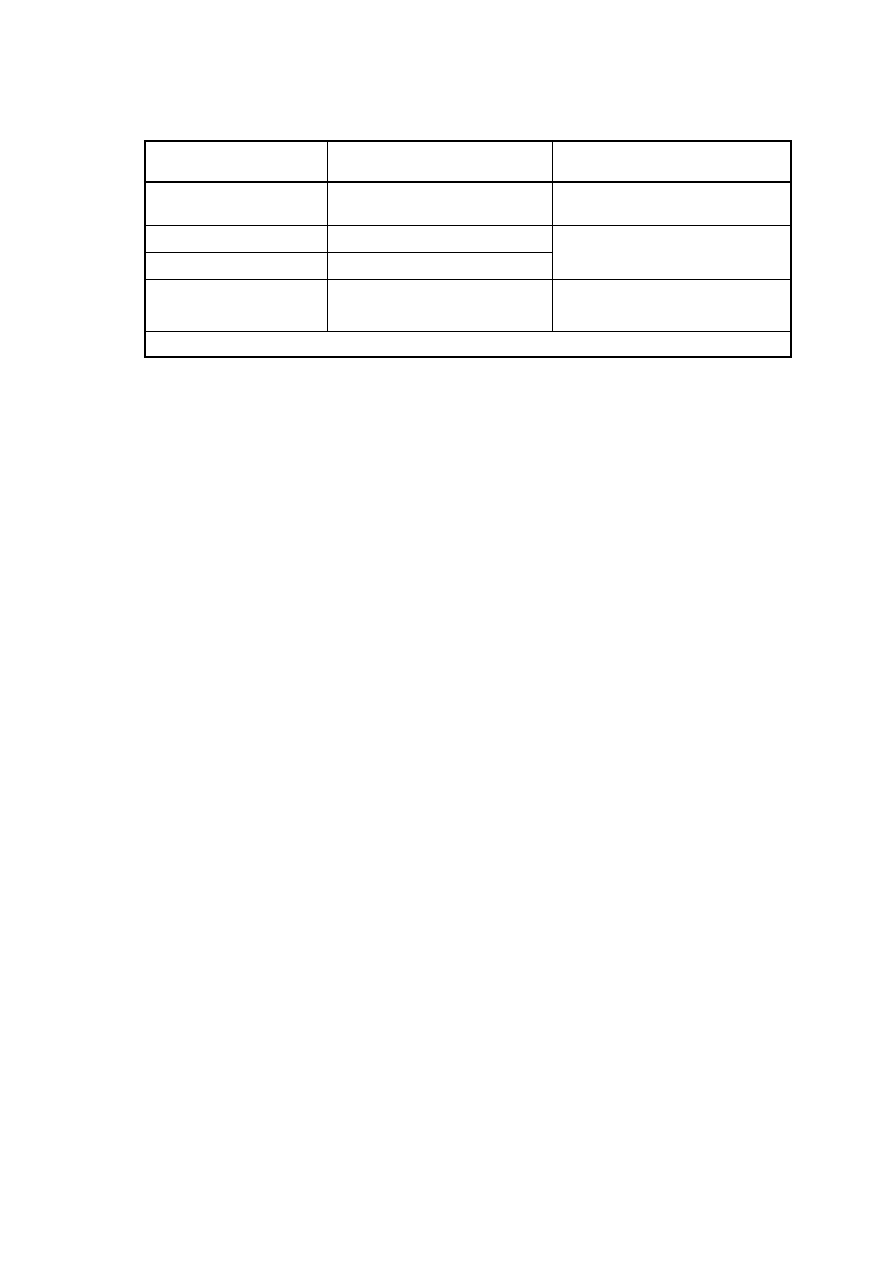
Dokumenty kontrolne wyrobów metalowych powinny być zgodne z wymaganiami podanymi w EN 10204/
Tablica 1.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
25
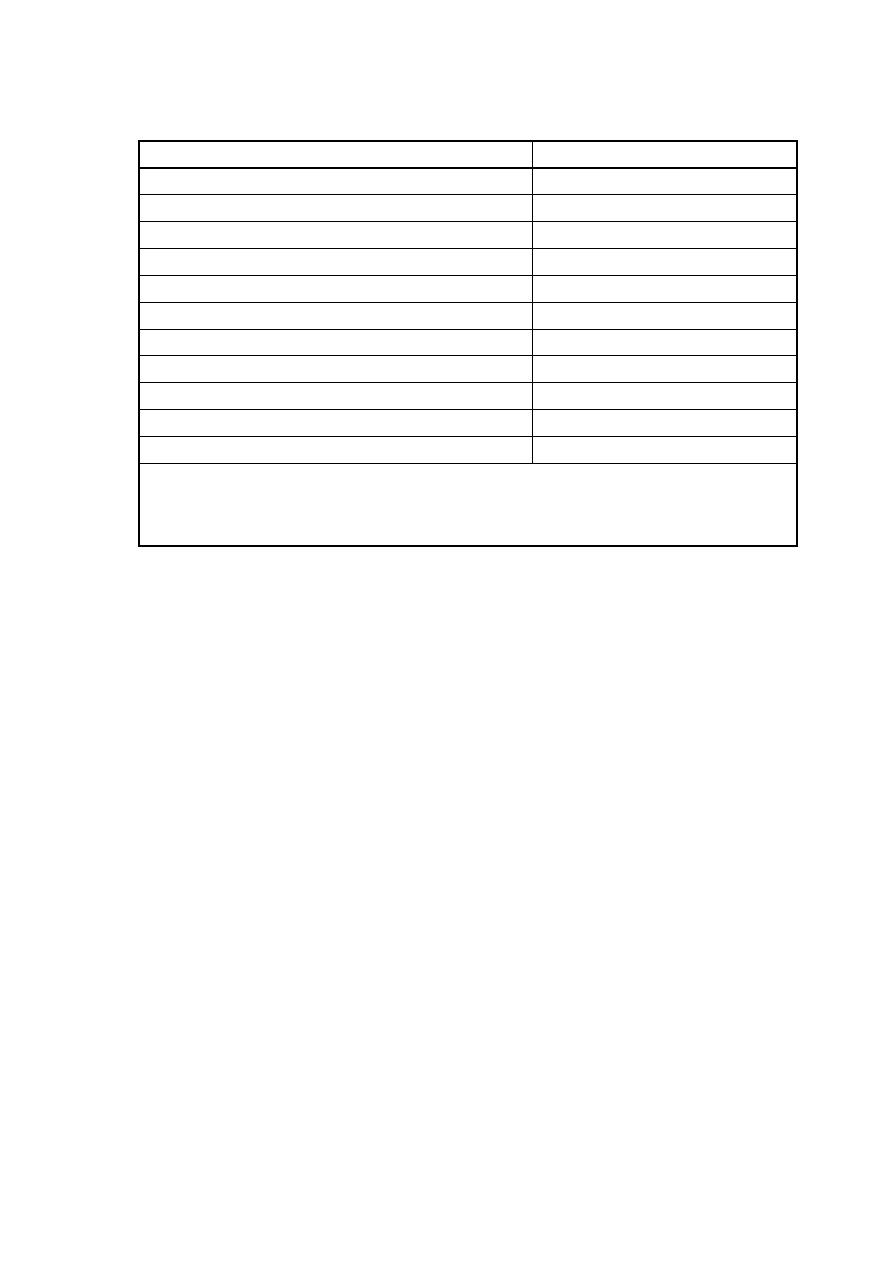
Tablica 1 – Dokumenty kontrolne wyrobów metalowych
Materiał konstrukcyjny
Dokumenty kontrolne
Stal konstrukcyjna (Tablice 2 i 3)
według EN 10025-1:2004/ Tablica B.1
a
b
Stal nierdzewna (Tablica 4)
3.1
Odlewy staliwne
według EN 10340:2007/ Tablica B.1
Materiały dodatkowe do spawania (Tablica 5)
2.2
Zestawy śrubowe
2.1
c
Nity
2.1
c
Wkręty samogwintujące i samowiercące oraz nity jednostronne
2.1
Kołki do przypawania łukowego
2.1
c
Złącza dylatacyjne do mostów
3.1
Druty i liny o wysokiej wytrzymałości
3.1
Łożyska
3.1
a
Do konstrukcji klas EXC2, EXC3 i EXC4 ze stali S355 JR lub J0 potrzebny jest dokument 3.1.
b
EN 10025-1 wymaga, aby składniki wzoru CEV były podane w dokumencie kontrolnym. Według EN 10025-2 wymagane
jest również podawanie zawartości Al, Nb i Ti.
c
Atest 3.1 może być zastąpiony identyfikacyjnym oznaczeniem partii produkcyjnej wyrobu.
W konstrukcjach klasy EXC3 i EXC4 wyroby konstrukcyjne powinny być rozpoznawalne we wszystkich stadiach,
od dostawy do wbudowania w konstrukcję obiektu.
Identyfikacja może być oparta na rejestracji partii wyrobów wprowadzanej do zwykłego procesu produkcyjnego,
chyba że jest ona wymagana dla każdego wyrobu.
Gdy do wytwarzania konstrukcji klas EXC2, EXC3 lub EXC4 stosuje się wyroby konstrukcyjne ze stali różnych
gatunków lub jakości, każdy z nich powinien być oznakowany w sposób umożliwiający identyfikację.
Sposób znakowania powinien być zgodny z podanym w 6.2.
Gdy znakowanie jest wymagane, nieoznaczone wyroby konstrukcyjne traktuje się jako wyroby niezgodne.
5.3 Wyroby hutnicze ze stali konstrukcyjnej
5.3.1 Postanowienia ogólne
Wyroby ze stali konstrukcyjnej powinny spełniać wymagania odpowiednich Europejskich Norm wyrobów wymie-
nionych w Tablicach 2, 3 i 4, chyba że w specyfikacji podano inaczej. Gatunki, jakość oraz – w razie potrzeby
– ciężar powłok i wykończenie powinny być określone w specyfikacji, łącznie z wymaganymi opcjami dopusz-
czonymi w normie wyrobu, w tym także dotyczącymi przydatności do cynkowania zanurzeniowego.
Wyroby stalowe do wyrobu elementów profilowanych na zimno powinny mieć cechy zapewniające przydatność do
tego procesu produkcji. Gatunki stali węglowych przydatne do profilowania na zimno wymieniono w Tablicy 3.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
26
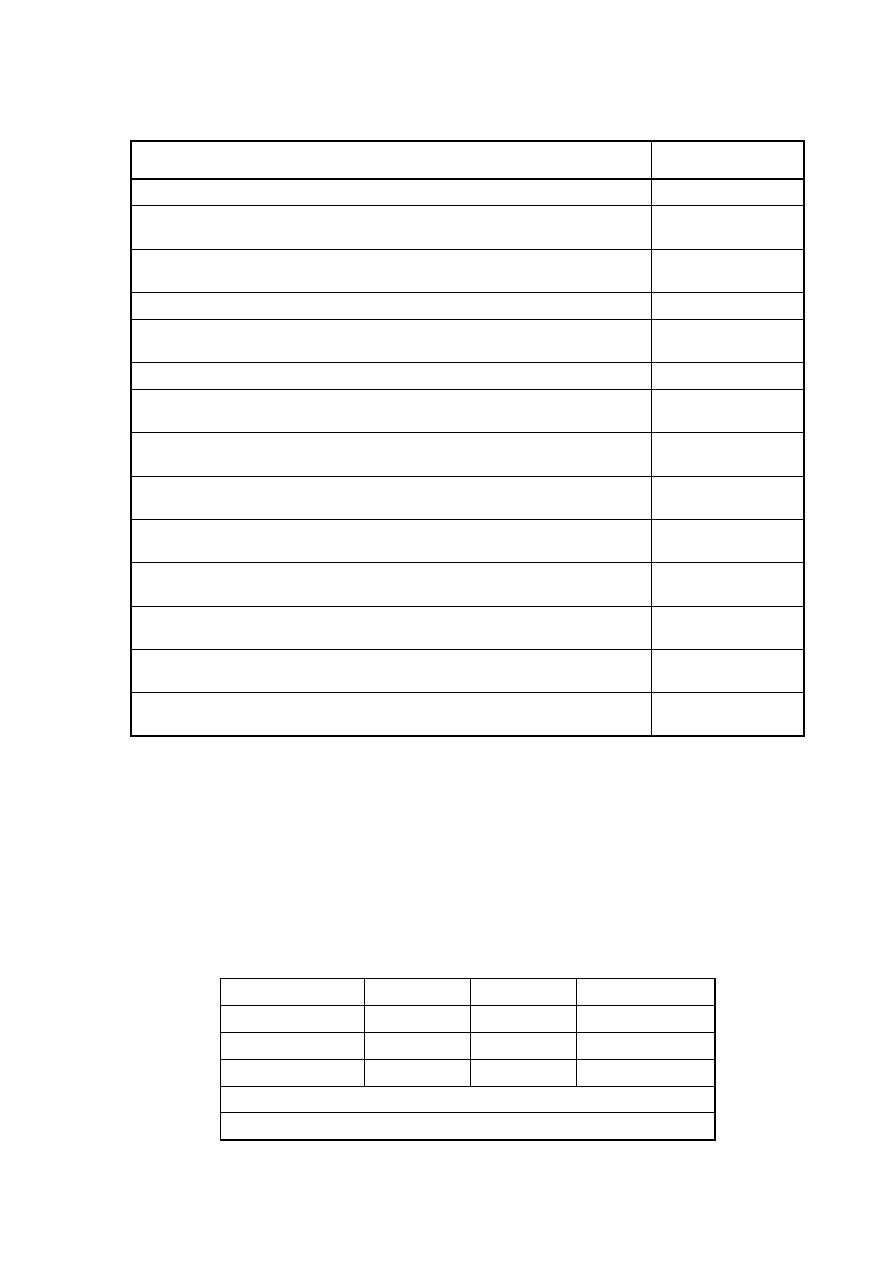
Tablica 2 – Normy wyrobów ze stali konstrukcyjnej niestopowej
Wyroby
Warunki techniczne
dostawy
Wymiary
Tolerancje
Dwuteowniki I oraz H
EN 10025-1
i
EN 10025-2
EN 10025-3
EN 10025-4
EN 10025-5
EN 10025-6
odpowiednio
Brak odniesienia
EN 10034
Dwuteowniki z pochyloną wewnętrzną
powierzchnią stopek, walcowane na
gorąco
Brak odniesienia
EN 10024
Ceowniki
Brak odniesienia
EN 10279
Kątowniki równo i nierówno ramienne
EN 10056-1
EN 10056-2
Teowniki T
EN 10055
EN 10055
Blachy grube, cienkie i taśmy
Brak odniesienia
EN 10029
EN 10051
Pręty i druty walcowane
EN 10017, EN 10058,
EN 10059, EN 10060,
EN 10061
EN 10017, EN 10058,
EN 10059, EN 10060,
EN 10061
Kształtowniki zamknięte (rurowe)
wykonane na gorąco
EN 10210-1
EN 10210-2
EN 10210-2
Kształtowniki zamknięte (rurowe) ze
szwem, wykonane na zimno
EN 10219-1
EN 10219-2
EN 10219-2
UWAGA Definicje i klasyfikację gatunków stali podano w EN 10020, a oznaczenia stali znakami i numerami odpowiednio
w EN 10027-1 i -2.
Tablica 3 – Normy wyrobów (blach i taśm) ze stali do profilowania na zimno
Wyroby
Warunki techniczne dostawy
Tolerancje
Stale konstrukcyjne niestopowe
EN 10025-2
EN 10051
Drobnoziarniste spawalne stale
konstrukcyjne
EN 10025-3, EN 10025-4
EN 10051
Stale o wysokiej wytrzymałości do
kształtowania na zimno
EN 10149-1, EN 10149-2, EN 10149-3, EN 10268
Brak
odniesienia
Wyroby walcowane na zimno
ISO 4997
EN 10131
Wyroby płaskie powlekane ogniowo
w sposób ciągły
EN 10292, EN 10326, EN 10327
EN 10143
Wyroby płaskie z powłoką
organiczną nanoszoną w sposób
ciągły
EN 10169-2, EN 10169-3
EN 10169-1
Taśmy wąskie
EN 10139
EN 10048
EN 10140
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
27
Tablica 4 – Normy wyrobów ze stali odpornej na korozję
Wyroby
Warunki techniczne dostawy
Tolerancje
Blachy cienkie i grube oraz
taśmy
EN 10088-2
EN 10029, EN 10048, EN 10051,
EN ISO 9445
Rury (spawane)
EN 10296-2
EN ISO 1127
Rury (bez szwu)
EN 10297-2
Pręty, druty walcowane
i kształtowniki
EN 10088-3
EN 10017, EN 10058, EN 10059,
EN 10060, EN 10061
UWAGA Oznaczenia stali znakami i numerami podano w EN 10088-1.
5.3.2 Tolerancje grubości
Jeśli nie określono inaczej, to stosuje się następujące tolerancje grubości blach ze stali konstrukcyjnej według
EN 10029:
EXC4: klasa B
Do innych wyrobów ze stali konstrukcyjnej lub nierdzewnej stosuje się klasę A, chyba że podano inaczej.
5.3.3 Stan powierzchni
Wymagania dotyczące stanu powierzchni wyrobów ze stali węglowej są następujące:
a) klasa A2 – do blach grubych i uniwersalnych według EN 10163-2;
b) klasa C1 – do kształtowników według EN 10163-3. W specyfikacji wykonawczej należy podać, czy wymaga
się naprawy wad powierzchniowych, jak pęknięcia złuszczenia i rysy.
Jeśli jest niezbędne podwyższenie wymagań dotyczących powierzchni blach w konstrukcji klasy EXC3 lub
EXC4, powinno to być określone w specyfikacji.
Wykończenie powierzchni stali nierdzewnych powinno spełniać następujące wymagania:
a) blachy cienkie i grube oraz taśmy: według EN 10088-2;
b) pręty, druty i kształtowniki według EN 10088-3.
Ewentualne dodatkowe wymagania dotyczące: specjalnego wykończenia powierzchni lub naprawy wad po-
wierzchniowych przez szlifowanie zgodnie z EN 10163 albo EN 10088 (dla stali nierdzewnej) powinny być
określone w specyfikacji.
Wykończenie powierzchni innych wyrobów powinno być określone w specyfikacji zgodnie z odpowiednimi
europejskimi lub międzynarodowymi przepisami.
Gdy odpowiednie przepisy niezbyt dokładnie określają dekoracyjne lub specjalistyczne wykończenie powierzchni,
wykończenie powierzchni powinno być określone w specyfikacji.
Stan powierzchni wyrobów konstrukcyjnych powinien umożliwiać spełnienie wymagań dotyczących stopnia
przygotowania powierzchni podanych w 10.2.
5.3.4 Właściwości specjalne
W spawanych złączach krzyżowych konstrukcji klas EXC3 i EXC4, przenoszących głównie naprężenia rozcią-
gające w kierunku grubości blachy, należy określić w specyfikacji klasę jakości wewnętrznych nieciągłości S1
według EN 10160, w pasach o szerokości czterech grubości blachy z obu stron styku.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
28
Jeśli obecność nieciągłości wewnętrznych ma być sprawdzana w strefach przylegających do przepon lub
usztywnień, powinno to być określone w specyfikacji. W tym przypadku wymagana jest klasa jakości S1 według
EN 10160 w strefach pasa lub środnika o szerokości równej 25-krotnej grubości blachy z każdej strony styku
spawanego przepony lub stężenia.
Dodatkowo w specyfikacji powinny być określone wymagania dotyczące:
a) badania wyrobów konstrukcyjnych innych niż stal nierdzewna, w celu identyfikacji wewnętrznych nieciągłości
lub pęknięć w strefach spawania;
b) właściwości plastycznych stali według EN 10164 w kierunku prostopadłym do powierzchni wyrobów ze stali
innej niż nierdzewna;
c) specjalnych warunków dostawy stali nierdzewnych, na przykład: wskaźnik odporności na korozję wżerową
(Azot) (PRE(N)) lub przyspieszone badania korozyjne. Jeśli nie postanowiono inaczej, wskaźnik PRE(N)
oblicza się jako sumę składników (Cr + 3.3 Mo + 16 N), wyrażonych w procentach ciężaru;
d) warunków wytwarzania, jeśli materiały konstrukcyjne będą wykonywane przed dostawą.
UWAGA Przykładami takich procesów są: obróbka cieplna, podniesienie wykonawcze i gięcie.
5.4 Odlewy staliwne
Odlewy staliwne powinny spełniać wymagania EN 10340. Gatunki, jakość oraz – jeśli potrzeba – wykończenie
powinny być określone w specyfikacji razem z wszystkimi wymaganymi opcjami dopuszczonymi w normach
wyrobu.
5.5 Materiały dodatkowe do spawania
Wszystkie materiały dodatkowe do spawania powinny spełniać wymagania EN 13479 oraz odpowiednich norm
wyrobów wymienionych w Tablicy 5.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
29
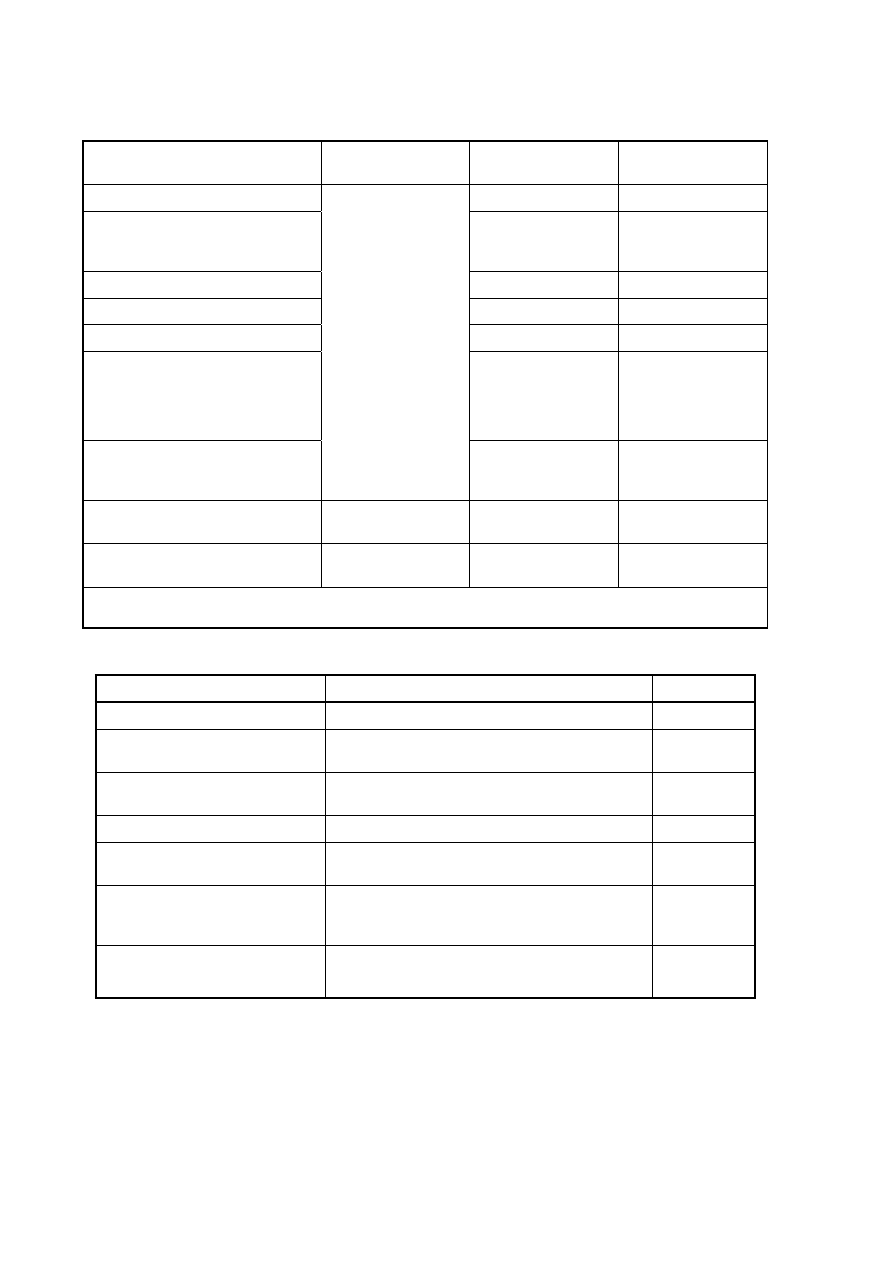
Tablica 5 – Normy wyrobów dotyczące materiałów dodatkowych do spawania
Materiały dodatkowe do spawania
Normy wyrobów
Gazy osłonowe do łukowego spawania i cięcia
EN ISO 14175
Druty elektrodowe i stopiwo do spawania łukowego elektrodą metalową w osłonie
gazowej stali niestopowych i drobnoziarnistych
EN ISO 14341
Druty elektrodowe i kombinacje drut topnik do spawania łukiem krytym stali
niestopowych i drobnoziarnistych
EN 756
Elektrody otulone do ręcznego spawania stali o wysokiej wytrzymałości
EN 757
Druty elektrodowe proszkowe do spawania łukowego elektrodą metalową, w osłonie
lub bez osłony gazowej, stali niestopowych i drobnoziarnistych
EN ISO 17632
Topniki do spawania łukiem krytym
EN 760
Elektrody otulone do ręcznego spawania łukowego stali nierdzewnych
i żaroodpornych
EN 1600
Pręty, druty i stopiwa do spawania elektrodą wolframową w osłonie gazu obojętnego
stali niestopowych i drobnoziarnistych
EN ISO 636
Elektrody otulone do ręcznego spawania łukowego stali niestopowych
i drobnoziarnistych
EN ISO 2560
Druty elektrodowe, druty i pręty do spawania łukowego stali nierdzewnych
i żaroodpornych
EN ISO 14343
Druty elektrodowe, druty, pręty i stopiwa do spawania łukowego w osłonie gazu stali
o wysokiej wytrzymałości
EN ISO 16834
Kombinacje drutów, elektrod litych i proszkowych z topnikami do spawania łukiem
krytym stali o wysokiej wytrzymałości
EN 14295
Druty proszkowe i pręty do spawania łukowego, w osłonie i bez osłony gazowej, stali
nierdzewnych i żaroodpornych
EN ISO 17633
Druty proszkowe do spawania łukowego, w osłonie i bez osłony gazowej, stali
o wysokiej wytrzymałości
EN ISO 18276
Materiały dodatkowe do spawania powinny być dobrane odpowiednio do procesu spawalniczego, właściwości
materiału i procedury spawalniczej.
Do procesów spawalniczych: 111, 114, 121, 122, 136, 137 (definicje procesów spawalniczych, patrz 7.3), sto-
sowanych przy spawaniu gatunków stali wyższych niż S355, zleca się stosowanie materiałów dodatkowych
i topników o średnio wysokim wskaźniku zasadowości.
Do spawania stali według EN 10025-5 powinny być stosowane materiały dodatkowe, zapewniające odporność
na korozję spoin co najmniej taką jak materiał rodzimy. Jeśli nie ustalono inaczej, należy stosować jedną z opcji
wymienionych w Tablicy 6.
Tablica 6 – Materiały dodatkowe do spawania stali według EN 10025-5
Proces
Opcja 1
Opcja 2
Opcja 3
111
Dostosowanie
2,5 % Ni
1 % Cr 0,5 % Mo
135
Dostosowanie
2,5 % Ni
1 % Cr 0,5 % Mo
121,122
Dostosowanie
2 % Ni
1 % Cr 0,5 % Mo
Dostosowanie: 0,5 % Cu i innych składników stopowych
UWAGA Patrz także 7.5.10.
Do stali nierdzewnych powinny być stosowane materiały dodatkowe dające stopiwo o odporności na korozję
nie mniejszej niż materiał rodzimy.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
30
5.6 Łączniki mechaniczne
5.6.1 Postanowienia ogólne
Odporność na korozję złączy, łączników i podkładek uszczelniających powinna odpowiadać określonej odpor-
ności środków złącznych.
Powłoki cynkowe zanurzeniowe łączników powinny być zgodne z wymaganiami EN ISO 10684.
Powłoki ochronne mechanicznych środków złącznych powinny spełniać wymagania odpowiednich norm wy-
robów lub, gdy ich nie ma, odpowiadać zaleceniom producenta.
5.6.2 Terminologia
Zastosowano następujące określenia:
a) „podkładka"
w znaczeniu: „podkładka płaska lub ze ścięciem";
b) „zestaw śrubowy" w znaczeniu: „śruba z nakrętką i podkładką (lub podkładkami)".
5.6.3 Zestawy śrubowe do połączeń niesprężanych
Zestawy śrubowe ze stali węglowej, stopowej lub nierdzewnej austenitycznej do połączeń niesprężanych,
powinny być zgodne z EN 15048-1.
W połączeniach niesprężanych można także stosować zestawy śrubowe według EN 14399-1.
Właściwe klasy śrub i nakrętek, oraz ewentualnie sposób wykończenia powierzchni, należy określić w specy-
fikacji razem z wymaganymi opcjami dopuszczonymi w normach wyrobów.
Właściwości mechaniczne należy określić w specyfikacji dla następujących wyrobów:
a) zestawów śrubowych ze stali węglowej i stopowej o średnicy większej niż wymieniono w EN ISO 898-1
i EN 20898-2;
b) zestawów śrubowych ze stali nierdzewnej austenitycznej o średnicy większej niż wymieniono w EN ISO 3506-1
i EN ISO 3506-2;
c) śrub austenityczno-ferrytycznych.
Łączniki według EN ISO 898-1 i EN 20898-2 nie powinny być stosowane w połączeniach konstrukcji ze stali
nierdzewnych według EN 10088, chyba że ustalono inaczej. Szczegółowe wymagania dotyczące zastosowania
przekładek izolacyjnych powinny być określone w specyfikacji.
5.6.4 Zestawy śrubowe do połączeń sprężanych
Zestawy śrubowe o wysokiej wytrzymałości do połączeń sprężanych obejmują systemy HR, HV lub HRC.
Zestawy te powinny być zgodne z wymaganiami EN 14399-1 oraz odpowiednimi Normami Europejskimi wy-
mienionymi w Tablicy 7.
Właściwe klasy śrub i nakrętek oraz ewentualnie sposób wykończenia powierzchni powinny być określone
w specyfikacji, łącznie z wymaganymi opcjami dopuszczonymi w normach wyrobów.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
31
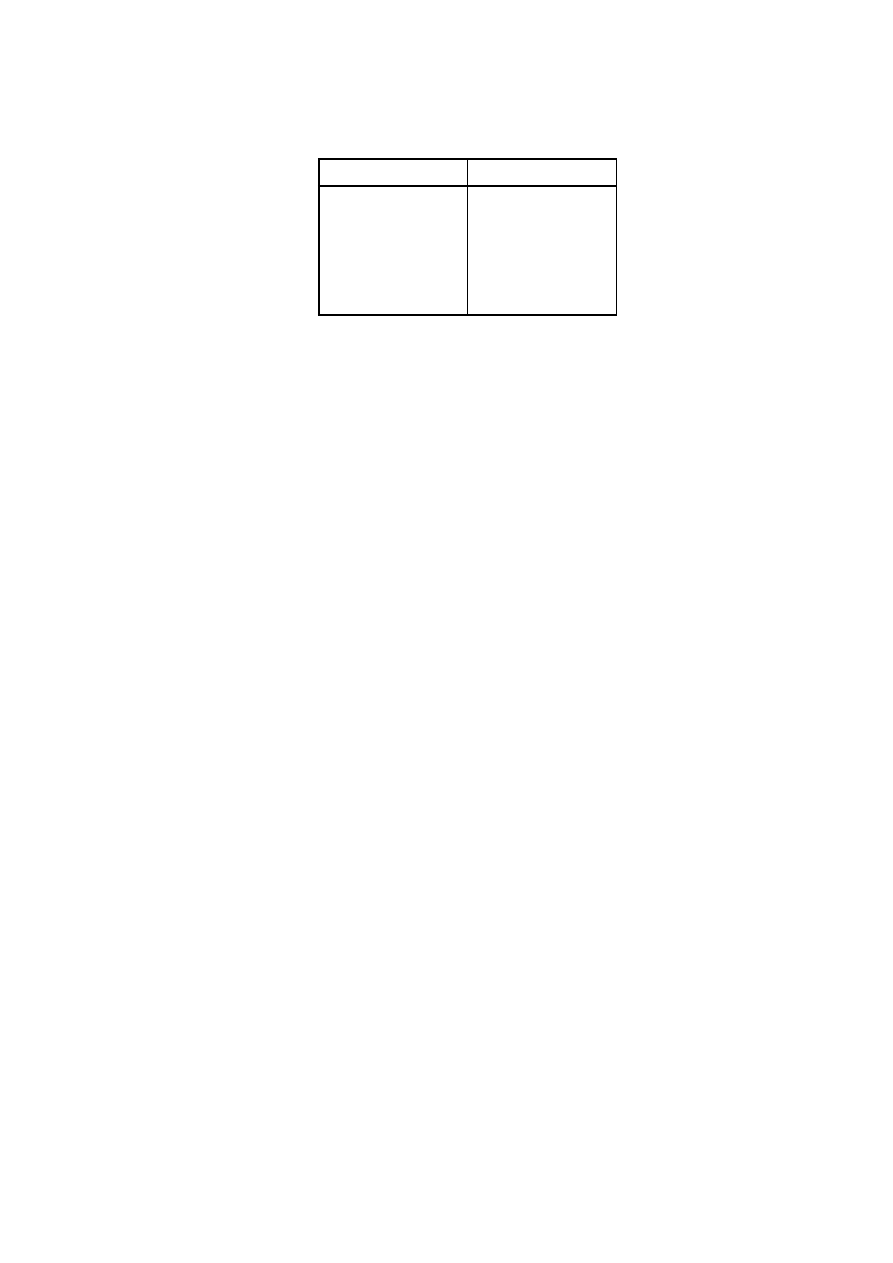
Tablica 7 – Normy wyrobów dotyczące zestawów śrubowych o wysokiej wytrzymałości
do połączeń sprężanych
Śruby i nakrętki
Podkładki
EN 14399-3
EN 14399-4
EN 14399-7
EN 14399-8
prEN 14399-10
EN 14399-5
EN 14399-6
Śrub ze stali nierdzewnej nie stosuje się w połączeniach sprężanych, chyba że ustalono inaczej. Śruby traktuje
się wtedy jako łączniki specjalne.
5.6.5 Bezpośrednie wskaźniki napięcia
Bezpośrednie wskaźniki napięcia oraz przylegające powierzchnie hartowanych podkładek pod nakrętką lub
łbem powinny być zgodne z prEN 14399-9.
Bezpośrednich wskaźników napięcia nie stosuje się w przypadku stali trudnordzewiejącej lub nierdzewnej.
5.6.6 Zestawy śrubowe ze stali trudnordzewiejącej
Zestawy śrubowe trudnordzewiejące wykonuje się z materiału o zwiększonej odporności na korozję atmosfe-
ryczną, którego skład chemiczny powinien być określony w specyfikacji.
UWAGA Odpowiednie mogą być łączniki typu 3 gatunku A według normy ASTM A325 [48].
Charakterystyka mechaniczna oraz warunki dostawy i stosowania powinny być zgodne z wymaganiami
EN 14399-1 lub EN 15048-1, odpowiednio.
5.6.7 Kotwie fundamentowe
Kotwie fundamentowe wytwarzane ze stalowych wyrobów walcowanych powinny mieć właściwości mecha-
niczne zgodne z EN ISO 898-1 lub EN 10025-2 do EN 10025-4. Pręty zbrojeniowe według EN 10080 mogą
być stosowane, jeśli tak ustalono w specyfikacji i podano gatunek stali.
5.6.8 Środki blokujące
Jeśli jest wymagane skuteczne zabezpieczenie zestawów śrubowych przed rozluźnieniem, na przykład przy
uderzeniach lub istotnych drganiach, to należy określić odpowiednie środki blokujące, jak nakrętki samozabez-
pieczające lub inne rodzaje śrub.
W tym celu można stosować wyroby według EN ISO 2320, EN ISO 7040, EN ISO 7042, EN ISO 7719, EN ISO 10511,
EN ISO 10512 i EN ISO 10513, jeśli nie ustalono inaczej.
5.6.9 Podkładki klinowe
Podkładki klinowe powinny być zgodne z właściwą normą wyrobu.
5.6.10 Nity
Nity powinny być zgodne z właściwą normą wyrobu.
5.6.11 Łączniki do elementów cienkościennych
Wkręty samowiercące powinny być zgodne z EN ISO 15480, a wkręty samogwintujące zgodne z EN ISO 1481,
EN ISO 7049, EN ISO 1479 lub ISO 10509.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
32
Nity jednostronne powinny być zgodne z EN ISO 15976, EN ISO 15979, EN ISO 15980, EN ISO 15983 lub
z EN ISO 15984.
Kołki wstrzeliwane lub osadzane pneumatycznie traktuje się jak łączniki specjalne.
Do poszycia współpracującego tarczowo stosuje się odpowiednie do tego celu łączniki mechaniczne, które
powinny być określone w specyfikacji.
5.6.12 Łączniki specjalne
Za łączniki specjalne uważa się łączniki nie objęte Normami Europejskimi lub międzynarodowymi. Właściwości
oraz ewentualne badania tych łączników powinny być określone w specyfikacji.
UWAGA Zastosowanie łączników specjalnych, patrz 8.9.
Śruby z łbem sześciokątnym z iniekcją klasyfikuje się jako łączniki specjalne.
5.6.13 Dostawa i identyfikacja
Łączniki według 5.6.3 do 5.6.5 powinny być dostarczane i identyfikowane zgodnie z wymaganiami odpowiedniej
normy wyrobu.
Łączniki według 5.6.7 do 5.6.12 powinny być dostarczane i identyfikowane z zachowaniem następujących
zasad:
a) Dostawa jest realizowana w odpowiednim trwałym opakowaniu z etykietą łatwo identyfikującą zawartość.
b) Etykieta i towarzysząca dokumentacja zawiera – w formie czytelnej i trwałej – następujące informacje:
– identyfikację producenta oraz numer partii produkcyjnej (jeśli wymagany);
– typ łącznika i materiał oraz ewentualnie ich zestaw;
– rodzaj powłoki ochronnej;
– wymiary w mm, odpowiednio średnicę i długość lub średnicę podkładki, grubość i efektywną ściśliwość
części elastomerowej;
– średnicę wiertła, jeśli dotyczy;
– dla wkrętów: informacje dotyczące ograniczenia wartości momentu dokręcania;
– dla kołków wstrzeliwanych lub osadzanych pneumatycznie: informacje dotyczące siły ładunków lub sił
osadzania, odpowiednio.
c) Łączniki i towarzyszące im podkładki powinny mieć wytłoczony trwały znak identyfikacyjny producenta.
5.7 Kołki i łączniki do zespolenia z betonem
Kołki do łukowego przypawania oraz łączniki ścinane do konstrukcji zespolonych powinny odpowiadać wyma-
ganiom EN ISO 13918.
Łączniki ścinane inne niż kołki klasyfikuje się jako łączniki specjalne według 5.6.12.
5.8 Podlewki
Materiał, z którego ma być wykonana podlewka, zaprawa cementowa, zaprawa specjalna lub beton z drobnym
kruszywem powinny być określone w specyfikacji.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
33
Do wypełnienia przestrzeni pomiędzy podstawą stalową lub blachą podstawy a fundamentem betonowym
stosuje się następujące rodzaje zapraw cementowych:
a) przy nominalnej grubości nie większej niż 25 mm: czysty cement portlandzki;
b) przy nominalnej grubości od 25 do 50 mm: płynna zaprawa z cementu portlandzkiego o proporcji cementu
do drobnego kruszywa co najmniej 1:1;
c) przy nominalnej grubości 50 mm i większej: możliwie sucha zaprawa z cementu portlandzkiego o proporcji
cementu do drobnego kruszywa co najmniej 1:2;
Zalecane są zaprawy specjalne charakteryzujące się małym skurczem: specjalne zaprawy cementowe z mi-
krododatkami, zaprawy pęczniejące i zaprawy ze spoiwem żywicowym.
Zaprawa specjalna powinna mieć szczegółową instrukcję stosowania, z aprobatą techniczną dostarczoną
przez producenta.
Beton z drobnym kruszywem stosuje się tylko wtedy, gdy nominalna grubość szczeliny pomiędzy stopą stalową
lub blachą podstawy a fundamentem betonowym wynosi 50 mm lub więcej.
5.9 Złącza dylatacyjne do mostów
Wymagania dotyczące typu i charakterystyki złączy dylatacyjnych powinny być określone w specyfikacji.
5.10 Liny o wysokiej wytrzymałości, druty i zakończenia
Cięgna o wysokiej wytrzymałości powinny być wykonywane ze stalowych drutów ciągnionych lub walcowanych
na zimno, odpowiadających wymaganiom EN 10264-3 lub EN 10264-4. Klasa wytrzymałości na rozciąganie
i w razie potrzeby klasa powłoki według EN 10244-2 powinny być określone w specyfikacji.
Splotki do lin o wysokiej wytrzymałości powinny spełniać wymagania prEN 10138-3. Symbol i klasa splotek
powinny być określone w specyfikacji.
Liny z drutów stalowych powinny odpowiadać wymaganiom EN 12385-1 i EN 12385-10. Wartość minimalnej
siły zrywającej i średnica liny oraz, jeśli potrzeba, wymagania dotyczące ochrony przed korozją powinny być
określone w specyfikacji.
Materiał wypełniający tuleję kotwiącą dobiera się według EN 13411-4, z uwzględnieniem temperatury użytko-
wania i działań zapobiegającym pełzaniu obciążonych splotek w tulei.
5.11 Łożyska
Łożyska powinny spełniać wymagania odpowiednich norm: EN 1337-2, EN 1337-3, EN 1337-4, EN 1337-5,
EN 1337-6, EN 1337-7 lub EN 1337-8.
6 Obróbka i scalanie
6.1 Postanowienia ogólne
Niniejszy rozdział zawiera informacje dotyczące cięcia, kształtowania, wykonywania otworów i scalania stalo-
wych części wbudowywanych w elementy.
UWAGA Spawanie i łączenie mechaniczne, patrz Rozdziały 7 i 8.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
34
Konstrukcja stalowa powinna być wytwarzana z uwzględnieniem wymagań podanych w Rozdziale 10 i tolerancji
podanych w Rozdziale 11.
Wyposażenie używane w procesie produkcji powinno być utrzymane w stanie, który gwarantuje, że jego za-
stosowanie, zużycie lub awaria nie spowodują istotnego zakłócenia procesu produkcji.
6.2 Identyfikacja
Każda część (lub każdy pakiet podobnych części stalowych) powinna być identyfikowalna na wszystkich
etapach produkcji przez odpowiedni system znakowania. Gotowe elementy klasy EXC3 i EXC4 powinny być
identyfikowalne dla celów kontrolnych.
Identyfikacja może być odniesiona do pakietów i wiązek lub kształtu i wymiarów elementów, albo uzyskana
przez zastosowanie trwałego i wyróżniającego się oznakowania niepowodującego uszkodzeń produkcyjnych.
Nacinanie znaków jest niedozwolone.
Jeśli nie podano inaczej, to do znakowania (pojedynczych elementów lub pakietów elementów podobnych)
metodą wytłaczania, wybijania lub wiercenia, stosuje się następujące wymagania, w myśl których znakowanie
mechaniczne jest:
a) dopuszczane tylko dla gatunków stali do S355 włącznie;
b) niedopuszczane dla stali nierdzewnych;
c) niedopuszczane dla materiałów powlekanych i elementów kształtowanych na zimno;
d) stosowane na określonych powierzchniach, na których sposób znakowania nie będzie miał wpływu na
trwałość zmęczeniową.
Gdy zastosowanie znaków wytłaczanych, wybijanych lub wierconych jest niedozwolone, to w specyfikacji po-
winno być określone, czy może być stosowane wytłaczanie miękkie lub niskonaprężeniowe.
Wytłaczanie miękkie lub niskonaprężeniowe może być stosowane w przypadku stali nierdzewnej, chyba że
ustalono inaczej.
Strefy, na których znakowanie nie jest dozwolone lub nie będzie widoczne po scaleniu, powinny być określone
w specyfikacji.
6.3 Transport i składowanie
Wyroby konstrukcyjne powinny być transportowane i składowane w warunkach zgodnych z wytycznymi pro-
ducentów.
Wyrób konstrukcyjny nie powinien być stosowany po upływie dopuszczalnego okresu przechowywania poda-
nego przez producenta. Wyroby, których jakość podczas transportu lub w czasie składowania mogła zostać
znacząco obniżona, należy sprawdzić przed użyciem, czy są zgodne z odpowiednią normą wyrobu.
Elementy konstrukcji stalowych należy pakować, przenosić i transportować w taki sposób, aby nie wystąpiły
odkształcenia trwałe, a uszkodzenia powierzchni były zminimalizowane. Podczas transportu i składowania
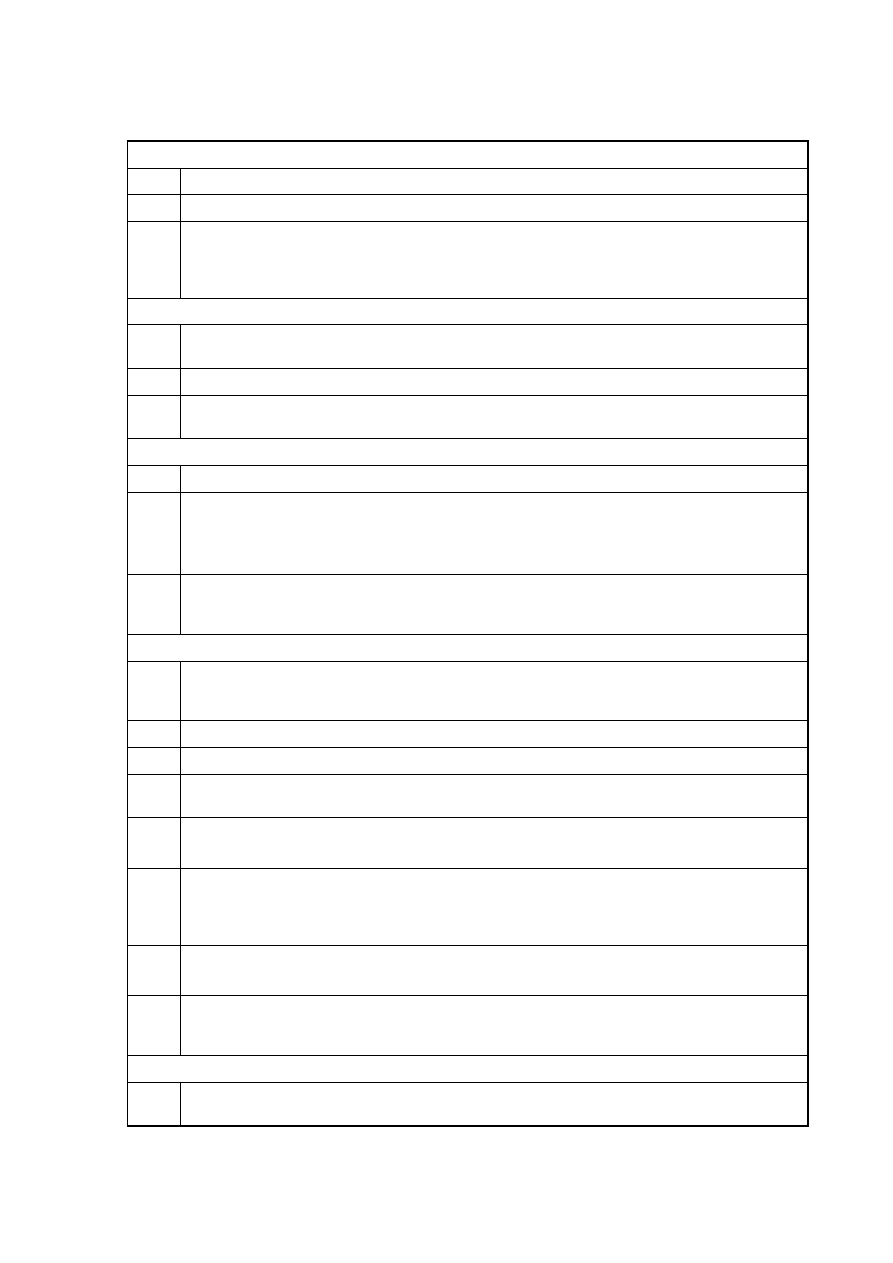
powinny być stosowane odpowiednie zabezpieczenia, wymienione w Tablicy 8.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
35
Tablica 8 – Wykaz sposobów zabezpieczenia na czas transportu i składowania
Podnoszenie
1
Zabezpieczenie elementów przed uszkodzeniem podczas podnoszenia
2
Unikanie jednopunktowego podnoszenia długich elementów przez stosowanie trawersów
3
Łączenie w wiązki lekkich elementów szczególnie podatnych na uszkodzenia krawędzi, skręcanie
i deformacje przy podnoszeniu pojedynczym. Zalecana jest ostrożność, aby uniknąć uszkodzeń w miejscach
stykania się elementów lub na nieusztywnionych brzegach w punktach podnoszenia, albo w innych
strefach, gdzie istotna część ciężaru wiązki oddziałuje na pojedynczą niewzmocnioną krawędź
Składowanie
4
Układanie wyprodukowanych elementów przed transportem lub montażem bezpośrednio tylko na czysto
utrzymanym podłożu
5
Niezbędne podpieranie w celu uniknięcia trwałych deformacji
6
Składowanie blach profilowanych lub innych materiałów z gotowymi dekoracyjnymi powierzchniami
w sposób zgodny z wymaganiami odpowiednich norm
Ochrona przed korozją
7
Zapobieganie gromadzeniu się wody
8
Środki ostrożności w celu uniknięcia penetracji zanieczyszczeń do wiązek kształtowników z gotowymi
powłokami
UWAGA W przypadku dłuższego otwartego składowania na budowie, wiązki kształtowników otwiera się, a kształtowniki
rozdziela, aby uniknąć wystąpienia „czarnej lub białej” rdzy.
9
Odpowiednie zabezpieczenie przed korozją kształtowników profilowanych na zimno cieńszych niż
4 mm, wykonane w wytwórni i wystarczające co najmniej na czas ekspozycji, prawdopodobnej podczas
transportu, składowania i wstępnego montażu
Stale nierdzewne
10
Takie transportowanie i składowanie stali nierdzewnej, aby zapobiec zanieczyszczeniu przez uchwyty,
manipulatory itp. Staranne składowanie stali nierdzewnej, aby ochronić powierzchnie przed uszkodzeniem
lub zanieczyszczeniem
11
Zastosowanie błony ochronnej lub innego powlekania, skutecznej tak długo jak to wykonalne
12
Unikanie składowania w atmosferze wilgotnej i zasolonej
13
Zapobieganie odciskom od składowania przez stosowanie drewnianych, gumowych lub plastikowych
podkładek albo osłon dla uniknięcia zatarć powierzchni stalą węglową, stopami miedzi, ołowiem itp.
14
Nieużywanie znaczników zawierających chlorki lub siarczki, które są niedozwolone
UWAGA Alternatywnie można stosować powłokę ochronną i znakować na tej powłoce.
15
Zabezpieczenie stali nierdzewnej materiałem izolacyjnym, cienką sklejką lub przyssawkami, przed
bezpośrednim kontaktem ze stalą węglową w zawiesiach i osprzęcie dźwigowym, jak łańcuchy, haki,
taśmy spinające, rolki lub widły podnośników. Stosowanie narzędzi montażowych, które nie powodują
zanieczyszczenia powierzchni elementów
16
Unikanie kontaktu z chemikaliami oraz z barwnikami, klejem, taśmą klejącą, resztkami oleju lub smaru
UWAGA W razie potrzeby przydatność należy potwierdzić u producenta.
17
Rozdzielenie wytwarzania wyrobów ze stali nierdzewnej i wyrobów ze stali węglowej, aby uniknąć
uszkodzeń powierzchni. Używanie oddzielnych narzędzi do stali nierdzewnej, w szczególności tarcz
szlifierskich i szczotek drucianych. Preferuje się szczotki i wełnę drucianą ze stali austenitycznej
Transport
18
Zastosowanie środków specjalnych, odpowiednio zabezpieczających wyprodukowane elementy podczas
przewozu
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
36
6.4 Cięcie
6.4.1 Postanowienia ogólne
Cięcie wykonuje się w sposób zgodny z wymaganiami Norm Europejskich dotyczących tolerancji geometrycz-
nych, maksymalnej twardości i gładkości brzegów.
UWAGA Znanymi i uznanymi metodami cięcia są: cięcie piłą, cięcie nożycą gilotynową lub tarczową, technika cięcia
wodą i cięcie termiczne. Ręczne cięcie termiczne stosuje się wtedy, gdy zastosowanie mechanicznego cięcia termicznego
jest niepraktyczne.
Proces niezgodny nie powinien być stosowany dopóki nie zostanie skorygowany i ponownie sprawdzony. Proces
taki może być zastosowany w ograniczonym zakresie do produkcji wyrobów konstrukcyjnych wykazujących
cechy zgodności.
Metodę cięcia materiałów powlekanych dobiera się mając na uwadze minimalizację uszkodzeń powłoki.
Należy usuwać grat i zadziory, które mogą powodować uszkodzenia albo uniemożliwiać właściwe przyleganie
lub układanie kształtowników i cienkich blach.
6.4.2 Cięcie nożycą mechaniczną lub wibracyjną
Powierzchnie brzegów po cięciu powinny być sprawdzane i w razie potrzeby wygładzane w celu usunięcia
istotnych wad. Jeśli po cięciu nożycą mechaniczną lub wibracyjną stosuje się szlifowanie lub skrawanie, to
należy je wykonywać na głębokość co najmniej 0,5 mm.
6.4.3 Cięcie termiczne
Przydatność procesów cięcia termicznego powinna być okresowo sprawdzana w sposób niżej podany.
Z wyrobu konstrukcyjnego pobiera się cztery próbki, które poddaje się procesowi:
1) cięcia prostego, części o największej grubości;
2) cięcia prostego, części o najmniejszej grubości;
3) wycięcia ostrego naroża, w części o grubości reprezentatywnej;
4) wycięcia łuku, w części o grubości reprezentatywnej.
Wymaganą klasę jakości sprawdza się na próbkach płaskich o długości nie mniejszej niż 200 mm. Próbki do
wycinania ostrych naroży i cięcia zakrzywionego powinny być skontrolowane pod względem jakości krawędzi,
według norm dotyczących cięcia prostego.
Jakość powierzchni po cięciu, określona zgodnie z EN ISO 9013, powinna spełniać następujące wymagania:
a) W przypadku klasy EXC1 akceptowalne są brzegi po cięciu wolne od znacznych nieregularności, pod
warunkiem usunięcia wszystkich zanieczyszczeń żużlem. Można wtedy stosować tolerancje u, zakres 5
w odniesieniu do prostopadłości lub nachylenia;
b) Tablica 9 zawiera wymagania dotyczące innych klas wykonania.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
37
Tablica 9 – Jakość powierzchni po cięciu
Tolerancja prostopadłości
lub nachylenia, u
Średnia wysokość profilu
Rz5
EXC2
Zakres 4
Zakres 4
EXC3
Zakres 4
Zakres 4
EXC4
Zakres 3
Zakres 3
6.4.4 Twardość powierzchni brzegów po cięciu
Jeśli jest wymagane badanie twardości, to twardość powierzchni brzegów stali węglowej po cięciu powinna być
zgodna z Tablicą 10. W tym przypadku procesy, które mogą powodować lokalne utwardzenie (cięcie termicz-
ne, przecinanie, wykrawanie), powinny mieć sprawdzoną przydatność. Jeśli to konieczne – w celu spełnienia
wymagań dotyczących twardości powierzchni brzegów po cięciu – stosuje się podgrzewanie.
Tablica 10 – Dopuszczalna twardość maksymalna (HV 10)
Normy wyrobów
Gatunek stali
Twardość maksymalna
EN 10025-2 do -5
S235 do S460
380
EN 10210-1, EN 10219-1
EN 10149-2 i EN 10149-3
S260 do S700
450
EN 10025-6
S460 do S690
UWAGA Te wartości, zgodnie z EN ISO 15614-1, stosuje się do gatunków stali wymienionych w ISO/TR 20172.
Jeśli nie ustalono inaczej, to sprawdzanie przydatności procesów przeprowadza się jak następuje:
a) Z wyrobu konstrukcyjnego, który jest najbardziej podatny na utwardzenie miejscowe, pobiera się cztery
próbki do badań proceduralnych;
b) Na każdej próbce przeprowadza się cztery badania twardości według EN ISO 6507, w miejscach najbardziej
narażonych na utwardzenie.
UWAGA Wytyczne sprawdzania twardości po spawaniu są uwzględnione w procedurze badań (patrz 7.4.1).
6.5 Kształtowanie
6.5.1 Postanowienia ogólne
W celu uzyskania wymaganego kształtu stal może być zginana, wytłaczana lub kuta, w procesach gorącego
lub zimnego formowania, pod warunkiem że jej właściwości eksploatacyjne określone w specyfikacji zostaną
zachowane.
Wymagania i zalecenia dotyczące kształtowania stali na gorąco i na zimno oraz prostowania termicznego
powinny być zgodne z odpowiednimi normami wyrobów i CEN/TR 10347.
W przypadku kształtowania przy kontrolowanym podgrzewaniu można stosować warunki podane w 6.5.2
i 6.5.3.
Elementy, które po kształtowaniu wykazują pęknięcia, rozwarstwienia lub uszkodzenia powłok powierzchnio-
wych uważa się za wyroby niezgodne.
6.5.2 Kształtowanie na gorąco
Kształtowanie na gorąco wykonuje się zgodnie z wymaganiami odpowiednich norm wyrobów i wytycznymi
producenta konstrukcji.
Kształtowanie na gorąco stali według EN 10025-4 nie jest dozwolone.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
38
Kształtowanie na gorąco stali ulepszonych cieplnie jest dopuszczalne, pod warunkiem spełnienia wymagań
EN 10025-6.
Kształtowanie na gorąco (T > 580 °C) profilowanych na zimno cienkościennych elementów i blach, w których
podczas profilowania została osiągnięta nominalna granica plastyczności, jest niedopuszczalne.
Proces kształtowania na gorąco stali gatunków nie wyższych niż S355, powinien odbywać się w temperaturze
czerwonego żaru, przy czym fazy nagrzewania i chłodzenia powinny być odpowiednie dla danego rodzaju stali.
Nie jest dozwolone zaginanie i kształtowanie w zakresie niebieskiego nalotu (od 250 °C do 380 °C).
Proces kształtowania na gorąco stali gatunków S450+N (lub +AR) według EN 10025-2, oraz S420 i S460
według EN 10025-3, realizuje się w zakresie temperatury od 960 °C do 750 °C z chłodzeniem w temperaturze
otoczenia. Aby uchronić stal przed zahartowaniem i nadmiernym rozrostem ziarn dobiera się odpowiednią
szybkość chłodzenia. Gdy jest to utrudnione to stosuje się normalizowanie.
Kształtowanie na gorąco stali S450 według EN 10025-2 jest dopuszczalne tylko wtedy, gdy zostało przewidziane
w warunkach dostawy.
UWAGA Jeśli w warunkach dostawy nie podano inaczej, wyroby ze stali S450 mogą być dostarczane po walcowaniu
termomechanicznym.
6.5.3 Prostowanie termiczne
Usuwanie odchyłek kształtu przez prostowanie termiczne przeprowadza się przy nagrzewaniu miejscowym
i zapewnieniu kontroli maksymalnej temperatury stali oraz procedury jej chłodzenia.
W przypadku konstrukcji klas EXC3 i EXC4 opracowuje się odpowiednią procedurę, w której ustala się co
najmniej:
a) maksymalną temperaturę stali i procedurę dopuszczalnego chłodzenia;
b) sposób nagrzewania;
c) sposób pomiaru temperatury;
d) kryteria badań mechanicznych wykonywanych w celu aprobaty procesu;
e) identyfikację pracowników uprawnionych do wykonywania procesu
.
6.5.4 Kształtowanie na zimno
Kształtowanie na zimno przez profilowanie na rolkach, tłoczenie lub zaginanie na prasach powinno spełniać
wymagania podane w odpowiednich normach wyrobu. Kucie nie powinno być stosowane.
UWAGA Kształtowanie na zimno powoduje zmniejszenie ciągliwości. Należy również zwrócić uwagę na ryzyko kruchości
wodorowej związane z kolejnymi procesami, jak na przykład trawienie przed powlekaniem lub cynkowaniem zanurzenio-
wym.
a) Gdy stosuje się obróbkę odprężającą po kształtowaniu na zimno stali gatunków wyższych niż S355, powinny
być spełnione następujące warunki:
1) zakres zmienności temperatury: od 530 °C do 580 °C;
2) czas odprężania: 2 min/mm grubości materiału, ale minimum 30 min.
Obróbka odprężająca powyżej 580 °C lub trwająca dłużej niż godzinę może spowodować pogorszenie wła-
ściwości mechanicznych. Jeśli jest potrzebne odprężenie stali od S420 do S700 w wyższej temperaturze
lub dłuższym czasie, należy uprzednio uzgodnić z producentem wyrobu wymagane minimalne wartości
właściwości mechanicznych.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
39
b) Minimalne zalecane wewnętrzne promienie gięcia stali nierdzewnej są następujące:
1) 2 t – dla gatunków austenitycznych 1.4301, 1.4401, 1.4404, 1.4541 i 1.4571;
2) 2,5 t – dla gatunków austenityczno-ferrytycznych 1.4462.
gdzie t jest grubością materiału.
c) Minimalne wewnętrzne promienie gięcia dla innych gatunków stali nierdzewnej powinny być określone
w specyfikacji.
Mniejsze wewnętrzne promienie gięcia mogą być dopuszczone, gdy uwzględnia się wpływ takich czynników
jak właściwości stali, warunki, grubość i kierunek gięcia w stosunku do kierunku walcowania.
W celu przeciwdziałania sprężynowaniu, stal nierdzewna wymaga przeginania w nieco większym stopniu
niż stal węglowa.
UWAGA Zapotrzebowanie mocy do gięcia elementów ze stali nierdzewnej jest większe niż do gięcia takich
samych elementów ze stali węglowej, z powodu umocnienia (o około 50 % w przypadku stali austenitycznej i nieco
więcej w przypadku stali austenityczno-ferrytycznej 1.4462).
d) Kształtowniki i blachy profilowane na zimno mogą być kształtowane przez wgłębianie, gładkie zakrzywianie
lub obciskanie w sposób właściwy dla materiału.
W przypadku kształtowania na zimno elementów i blach profilowanych na zimno, stosowanych jako elementy
konstrukcyjne, powinny być spełnione następujące dwa warunki:
1) stan powłok ochronnych i geometria profilu nie powinny doznać uszczerbku;
2) gdy jest wymagane stosowanie folii ochronnych przy kształtowaniu elementów, to powinno to być
określone w specyfikacji.
UWAGA 1 Niektóre powłoki i wykończenia są szczególnie wrażliwe na obtarcia, zarówno podczas kształtowa-
nia jak i montażu. Bliższe informacje, patrz EN 508-1 i EN 508-3.
Gięcie na zimno kształtowników o przekrojach zamkniętych może być stosowane, pod warunkiem spraw-
dzania po gięciu twardości i geometrii wyrobów.
UWAGA 2 Gięcie na zimno może spowodować zmiany cech przekroju (np. wklęsłość, owalizację lub pocienienie
ścianek) oraz wzrost twardości.
e) Jeśli nie ustalono inaczej, to w przypadku gięcia na zimno rur okrągłych powinny być spełnione następujące
trzy warunki:
1) stosunek zewnętrznej średnicy do grubości ścianki rury nie powinien przekraczać 15;
2) promień gięcia (do osi środkowej rury) nie powinien być mniejszy niż większa z wartości 1,5 d oraz
d+100 mm, gdzie d jest zewnętrzną średnicą rury;
3) podczas gięcia spoina wzdłużna rury powinna być usytuowana blisko osi obojętnej przekroju poprzecz-
nego, aby zminimalizować w niej naprężenia od zginania.
6.6 Otwory
6.6.1 Wymiary otworów
Niniejszy rozdział dotyczy wykonywania otworów do połączeń na łączniki mechaniczne.
Definicji średnicy nominalnej otworu i średnicy nominalnej śruby używa się do wyróżnienia czy otwór jest
„normalny” czy „powiększony”. Terminy „krótki” i „długi” odnoszą się do dwóch typów otworów owalnych, stoso-
wanych w projektowaniu połączeń śrubowych sprężanych. Terminy te mogą być także używane przy określaniu
prześwitów w otworach połączeń niesprężanych. Wymiary specjalne w połączeniach przesuwnych powinny
być określone w specyfikacji.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
40
Prześwity nominalne w otworach na śruby i sworznie niepasowane przyjmuje się według Tablicy 11. Prześwit
nominalny (luz) jest definiowany jako:
– różnica pomiędzy średnicą nominalną otworu okrągłego a średnicą nominalną śruby;
– różnica pomiędzy – odpowiednio – długością lub szerokością otworu owalnego a średnicą nominalną śruby.
Tablica 11 – Prześwity nominalne w otworach na śruby i sworznie (mm)
Średnica nominalna śruby lub
sworznia d (mm)
12
14
16
18
20
22
24
27
i więcej
Otwory okrągłe normalne
a
1
b c
2
3
Otwory okrągłe powiększone
3
4
6
8
Otwory owalne krótkie (długość)
d
4
6
8
10
Otwory owalne długie (długość)
d
1,5 d
a
W konstrukcjach takich jak wieże i maszty prześwit nominalny w otworach okrągłych normalnych powinien być zmniejszony
o 0,5 mm, jeśli nie zdefiniowano inaczej.
b
Dla łączników powlekanych, prześwit nominalny 1 mm może być zwiększony o grubość powłok łącznika.
c
Śruby o średnicy nominalnej 12 i 14 mm lub śruby z łbem wpuszczanym mogą być także stosowane w otworach z prześwitem
2 mm, w warunkach określonych w EN 1993-1-8.
d
Prześwit nominalny na szerokości otworów owalnych powinien być taki sam, jak prześwit zdefiniowany dla otworów okrągłych
normalnych.
Średnica nominalna otworów na śruby pasowane powinna być równa średnicy trzpienia śruby.
UWAGA 1 W śrubach pasowanych według EN 14399-8 średnica nominalna trzpienia jest o 1 mm większa od średnicy
nominalnej części gwintowanej.
Średnice nominalne otworów na nity powinny być określone w specyfikacji.
Dla śrub i nitów z łbem wpuszczanym, nominalne wymiary wpuszczenia i ich tolerancje powinny zapewniać
zlicowanie łbów po osadzeniu łączników z zewnętrzną płaszczyzną połączenia. Wymiary wpuszczenia powinny
być określone w specyfikacji. Gdy wpuszczenie jest głębsze niż grubość jednej blachy, cały pakiet blach należy
mocno docisnąć przed owierceniem.
Gdy śruby z łbem wpuszczanym stosuje się do przenoszenia rozciągania lub sprężania połączeń, to nominalna
głębokość wpuszczenia powinna być o co najmniej 2 mm mniejsza od nominalnej grubości blachy zewnętrznej.
UWAGA 2 Wartość 2 mm przyjmuje się ze względu na tolerancje ujemne.
Średnice otworów na nity jednostronne w poszyciu z blach profilowanych, (d
h
), powinny – zgodnie z normami
dotyczącymi nitów wymienionymi w 5.6.11 – spełniać warunek:
d
nom
+ 0,1 mm ≤ d
h
≤ d
nom
+ 0,2 mm
gdzie d
nom
= średnica nominalna nitu.
6.6.2 Tolerancje średnic otworów na śruby i sworznie
Jeśli nie ustalono inaczej, średnice otworów powinny spełniać następujące wymagania:
a) otwory na śruby i sworznie pasowane: klasa tolerancji H11 według ISO 286-2;
b) pozostałe otwory: ± 0,5 mm, do średnicy obliczonej jako wartość średnia ze średnic wejściowej i wyjściowej
(patrz Rysunek 1).
6.6.3 Wykonywanie otworów
Otwory na łączniki mogą być wykonywane w dowolny sposób (wiercenie, wykrawanie, wycinanie laserem,
plazmą lub inną termiczną metodą), pod warunkiem że wykończone otwory będą spełniały warunki:
Licencja PKN dla PIN 2009-12-31
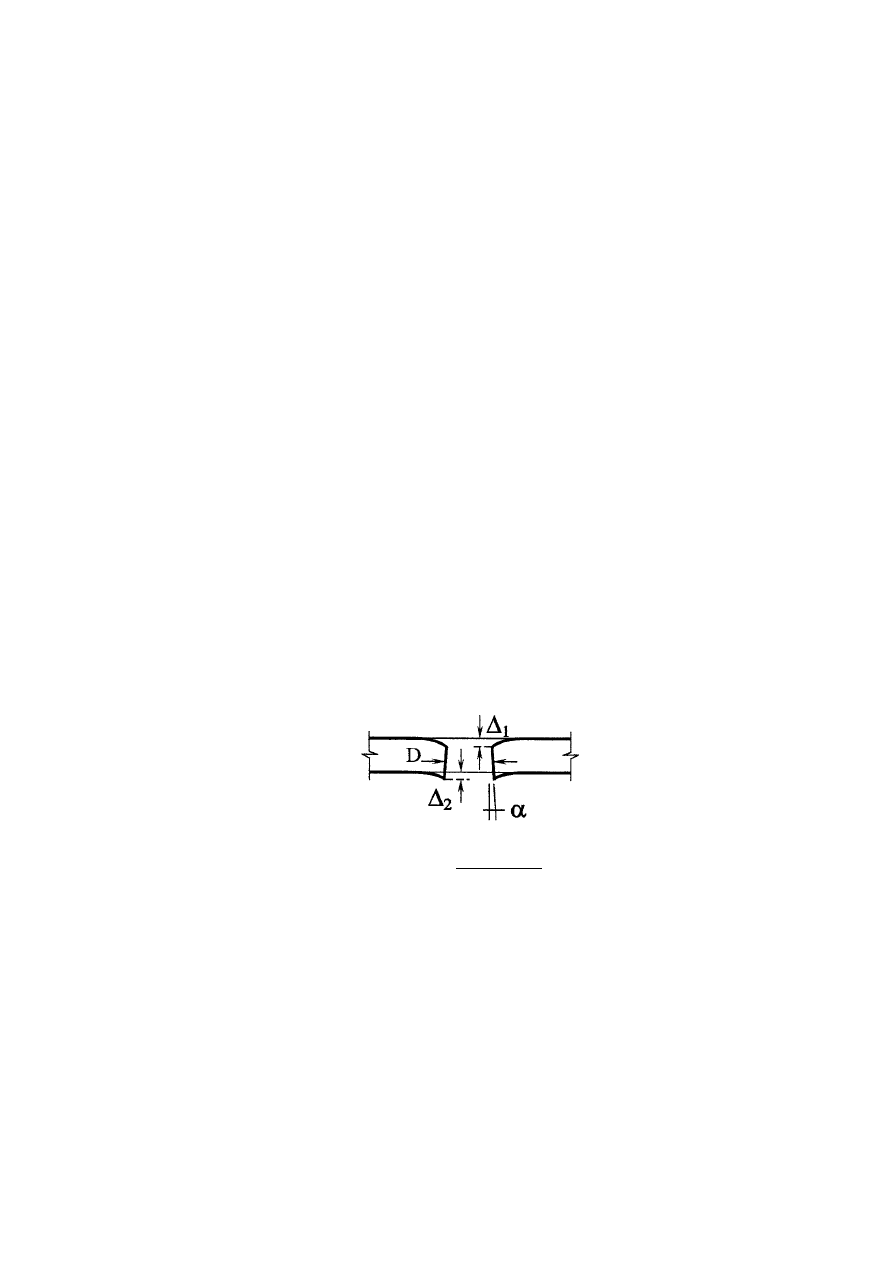
EN 1090-2:2008
41
a) twardość miejscowa i jakość powierzchni cięcia według 6.4;
b) dopasowanie wszystkich otworów po złożeniu części umożliwia swobodnie wprowadzane łączników pod
kątem prostym do płaszczyzny styku łączonych elementów.
Dopuszcza się wykrawanie (przebijanie) otworów, pod warunkiem że nominalna grubość materiału nie jest
większa niż nominalna średnica otworu lub najmniejszy wymiar otworu owalnego.
W elementach klas EXC1 i EXC2 otwory mogą być wykrawane bez rozwiercania, jeśli nie ustalono inaczej.
–
W elementach klas EXC3 i EXC4 wykrawanie bez rozwiercania jest niedopuszczalne. Należy wtedy wy-
krawać otwory o średnicy zmniejszonej najmniej o 2 mm od średnicy nominalnej.
–
Zgodność procesów wykonywania otworów powinna być okresowo sprawdzana jak następuje:
– badania produkcyjne wyrobu konstrukcyjnego powinny być wykonywane na ośmiu próbkach, obej-
mujących zakres średnic otworów, grubości i gatunków materiałów występujących w procesie;
– wymiary otworów powinny być kontrolowane – na obu końcach – sprawdzianami progowymi. Odchyłki
powinny odpowiadać klasom tolerancji podanym w 6.6.2.
Proces niezgodny nie powinien być stosowany dopóki nie zostanie skorygowany i ponownie sprawdzony.
Proces taki może być zastosowany w ograniczonym zakresie wyrobów konstrukcyjnych i wymiarów otworów
przy uzyskiwaniu zgodności.
Otwory powinny także spełniać następujące wymagania:
1) kąt zbieżności (a) nie powinien przekraczać wartości podanej na Rysunku 1;
2) grat () nie powinien być większy niż wartość podana na Rysunku 1;
3) otwory części stykających się powinny być wykrawane w tym samym kierunku.
D
d
d
= (
+
)
2
max
min
max (
1
lub
2
) ≤ max (D/10; 1 mm)
a
≤ 4° (tj. 7 %);
Rysunek 1 – Dopuszczalne zniekształcenia otworów wykrawanych lub wycinanych plazmowo
Otwory na śruby lub sworznie pasowane mogą być wiercone finalnie lub rozwiercane na budowie. Otwory
przewidziane do rozwiercania na budowie powinny być wiercone lub wykrawane ze średnicą zmniejszoną co
najmniej o 3 mm. Wiercenie finalne lub rozwiercanie otworów w pakiecie wielu części należy wykonywać po
silnym dociśnięciu. Przy rozwiercaniu stosuje się szpilki montażowe zabezpieczające przed wzajemnym prze-
mieszczeniem części. Smary kwasotwórcze nie powinny być używane.
Otwory na śruby lub nity z łbem wpuszczanym sfazowuje się po wykonaniu otworów okrągłych normalnych.
Jeśli nie ustalono inaczej, to otwory owalne długie powinny być wykrawane w trakcie jednej operacji lub wykań-
czane cięciem termicznym, po uprzednim wywierceniu albo wykrawaniu dwóch otworów okrągłych.
Licencja PKN dla PIN 2009-12-31
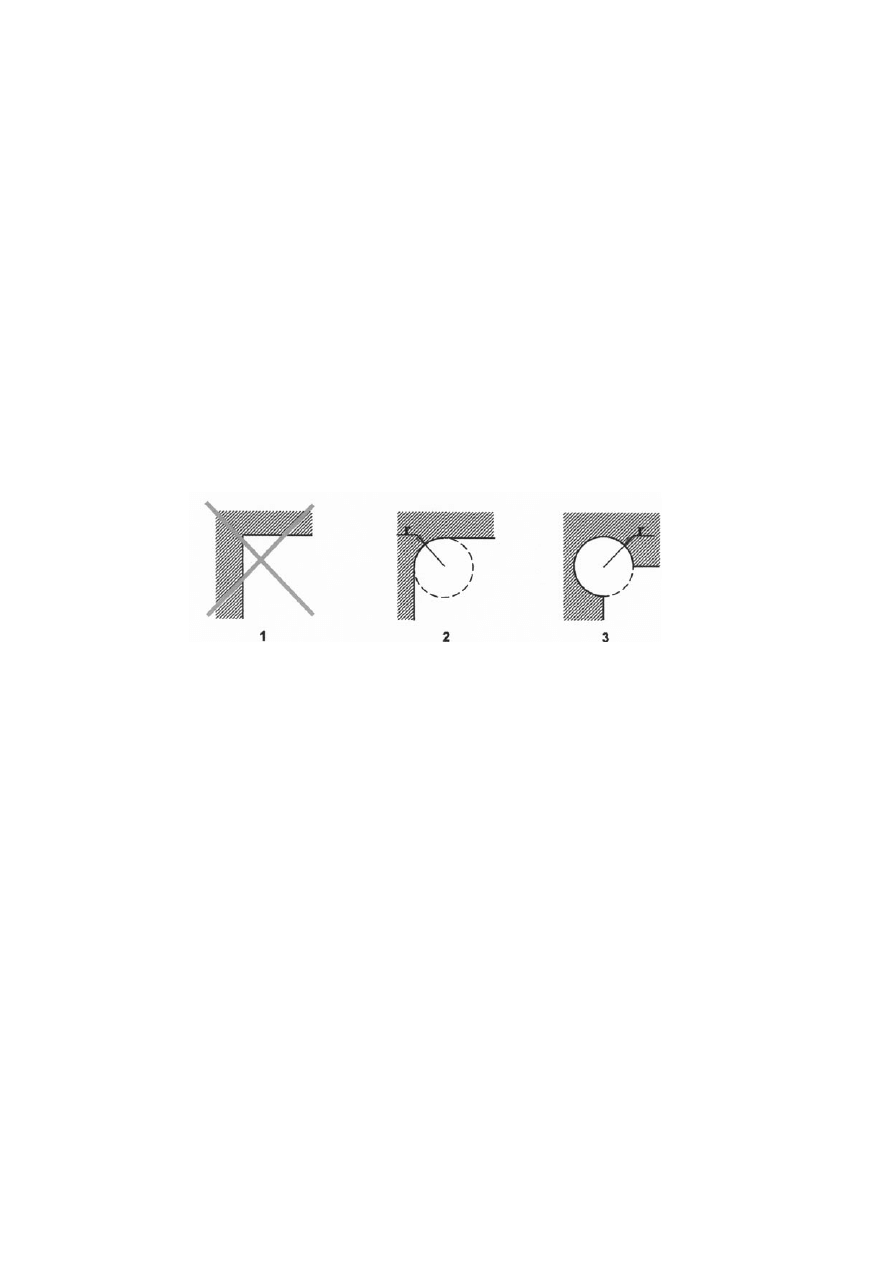
EN 1090-2:2008
42
Otwory owalne w elementach i blachach profilowanych na zimno mogą być wykonywane w trakcie jednej
operacji wykrawania lub kolejnego wykrawania, albo łączenia wyrzynarką dwóch otworów wykrawanych lub
wierconych.
Grat powinien być usuwany z otworów przed scalaniem. Gdy otwory wierci się w trakcie jednej operacji przez
części dociśnięte i nierozdzielane po wierceniu, usuwanie gratu jest wymagane tylko od zewnątrz otworów.
6.7 Wycięcia
Nadcięcia we wklęsłych narożach są niedopuszczalne. Jako wklęsłe traktuje się naroża o kącie rozwarcia
mniejszym niż 180°.
Wklęsłe naroża i wycięcia powinny być zaokrąglane promieniem nie mniejszym niż:
– 5 mm w elementach klasy EXC2 i EXC3.
– 10 mm w elementach klasy EXC4.
Przykłady pokazano na Rysunku 2.
Objaśnienia
1 wycięcia niedopuszczalne
2 wycięcie typu A (zalecane przy w pełni zmechanizowanym lub automatycznym cięciu)
3 wycięcie typu B (dopuszczalne)
Rysunek 2 – Przykłady wycięć
Po wykrawaniu wycięć w blachach o grubości większej niż 16 mm, materiał odkształcony należy usunąć stosując
szlifowanie. W elementach klasy EXC4 wykrawanie wycięć jest niedopuszczalne.
W elementach i blachach profilowanych na zimno miejsca, w których ostre wklęsłe naroża są niedopuszczalne,
powinny być określone w specyfikacji wraz z akceptowalnym promieniem minimalnym.
6.8 Powierzchnie styków dociskowych
Gdy wymagany jest pełny docisk powierzchni, odchyłki długości cięcia, prostopadłości końców i płaskości
powierzchni powinny mieścić się w granicach tolerancji podanych w Rozdziale 11.
6.9 Scalanie
Scalanie części powinno się odbywać przy zachowaniu wyspecyfikowanych tolerancji.
Należy przedsięwziąć środki ostrożności niezbędne do zabezpieczenia styku różnych metali przed korozją
elektrolityczną.
Należy unikać zanieczyszczenia stali nierdzewnej stalą konstrukcyjną i zapobiegać ich styczności.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
43
Dociąganie w celu dopasowania otworów można stosować, pod warunkiem że odchyłki nie przekraczają war-
tości podanych w D.2.8 nr 6:
– Wartości klasy 1 w przypadku konstrukcji klas EXC1 i EXC2;
– Wartości klasy 2 w przypadku konstrukcji klas EXC3 i EXC4.
W przypadku przekroczenia tych wartości, otwory należy skorygować przez ich rozwiercenie.
Otwory, których wydłużenie i korygowanie nie jest dopuszczalne, powinny być zidentyfikowane (np. otwory na
śruby pasowane).
UWAGA W takich przepadkach można wprowadzić specjalnie otwory korygujące.
Wszystkie przyłączenia elementów tymczasowych stosowanych przy wytwarzaniu powinny spełniać wymaga-
nia niniejszej Normy Europejskiej, a wymagania specjalne, w tym odnoszące się do zmęczenia, powinny być
określone w specyfikacji.
Wymagania dotyczące podniesienia wykonawczego i wstępnego ustawienia elementów powinny być spraw-
dzane po zakończeniu scalania.
6.10 Kontrola scalania
Dokładność dopasowania wykonanych elementów, które są wzajemnie połączone poprzez wielokrotne styki,
powinna być sprawdzana za pomocą szablonów, dokładnych pomiarów trójwymiarowych lub próbnego montażu.
Wymagania czy i w jakim zakresie ma być wykonany próbny montaż należy określić w specyfikacji.
Próbny montaż oznacza zestawienie ze sobą wystarczającej liczby części składowych całej konstrukcji w celu
sprawdzenia ich dopasowania. Sprawdzenie takie stosuje się wtedy, gdy zastosowanie szablonów lub pomiarów
nie może być uznane za wystarczające.
7 Spawanie
7.1 Postanowienia ogólne
Spawanie wykonuje się zgodnie z wymaganiami odpowiednich części EN ISO 3834 lub EN ISO 14554.
UWAGA Wytyczne wdrażania wymagań EN ISO 3834 dotyczących jakości spawania metali podano
w CEN ISO/TR 3834-6. [29]
Odpowiednio do klas wykonania stosuje się następujące części EN ISO 3834:
– EXC1:
Part 4 „Elementary quality requirements”;
– EXC2:
Part 3 „Standard quality requirements”;
– EXC3 i EXC4:
Part 2 „Comprehensive quality requirements”.
Spawanie łukowe stali ferrytycznych i nierdzewnych wykonuje się zgodnie z wymaganiami i zaleceniami
EN 1011-1, EN 1011-2, EN 1011-3 oraz uzupełnieniem podanym w 7.7.
7.2 Plan spawania
7.2.1 Wymagania dotyczące planu spawania
Plan spawania sporządza się jako składnik planu produkcyjnego wymaganego przez odpowiednią część
EN ISO 3834.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
44
7.2.2 Zawartość planu spawania
Plan spawania powinien zawierać następujące odpowiednie dane:
a) instrukcje technologiczne spawania, zawierające również wymagane materiały dodatkowe do spawania,
temperaturę podgrzewania i międzyściegową oraz obróbkę termiczną po spawaniu;
b) zabiegi potrzebne do uniknięcia zniekształceń podczas spawania i po spawaniu;
c) kolejność spawania, z ewentualnymi ograniczeniami i akceptowalnym położeniem pozycji początkowych
i końcowych, łącznie z pozycjami pośrednimi w miejscach, gdzie geometria połączenia uniemożliwia wy-
konywanie spawania ciągłego;
UWAGA Wytyczne dotyczące połączeń kształtowników rurowych, patrz Załącznik E.
d) wymagania dotyczące kontroli międzyoperacyjnych;
e) przebieg elementów w procesie wykonywania połączeń o określonej kolejności spawania;
f)
szczegóły usztywnień, które powinny być stosowane;
g) zabiegi potrzebne do uniknięcia pęknięć lamelarnych;
h) wyposażenie specjalne do materiałów dodatkowych (niski wodór, obróbka wstępna itp.);
i)
kształt i wykończenie spoin w przypadku stali nierdzewnej;
j)
wymagania i kryteria odbioru spoin według 7.6;
k) odniesienie do 12.4, dotyczące planu kontroli i badań;
l)
wymagania dotyczące identyfikacji spoin;
m) wymagania dotyczące ochrony powierzchni zgodne z Rozdziałem 10.
Gdy spawanie lub scalanie zakrywa lub zachodzi na poprzednie spoiny, należy zwrócić szczególną uwagę na
to, które spoiny będą wykonywane najpierw oraz na możliwość kontroli/badań spoiny, zanim zostanie wykonana
druga spoina lub przed zmontowaniem elementów zakrywających.
7.3 Procesy spawalnicze
Spawanie można przeprowadzać następującymi metodami według EN ISO 4063:
111: Ręczne spawanie łukowe (spawanie łukowe elektrodą otuloną);
114: Spawanie łukowe samoosłonowym drutem proszkowym;
121: Spawanie łukiem krytym jednym drutem elektrodowym;
122: Spawanie łukiem krytym elektrodą taśmową;
123: Spawanie łukiem krytym wieloma drutami elektrodowymi;
124: Spawanie łukiem krytym z dodatkiem proszku metalowego;
125: Spawanie łukiem krytym drutem proszkowym;
131: Spawanie elektrodą metalową w osłonie gazów obojętnych; metodą MIG;
135: Spawanie elektrodą metalową w osłonie gazów aktywnych; metodą MAG;
136: Spawanie łukowe w osłonie gazu aktywnego drutem proszkowym;
137: Spawanie łukowe w osłonie gazu obojętnego drutem proszkowym;
Licencja PKN dla PIN 2009-12-31
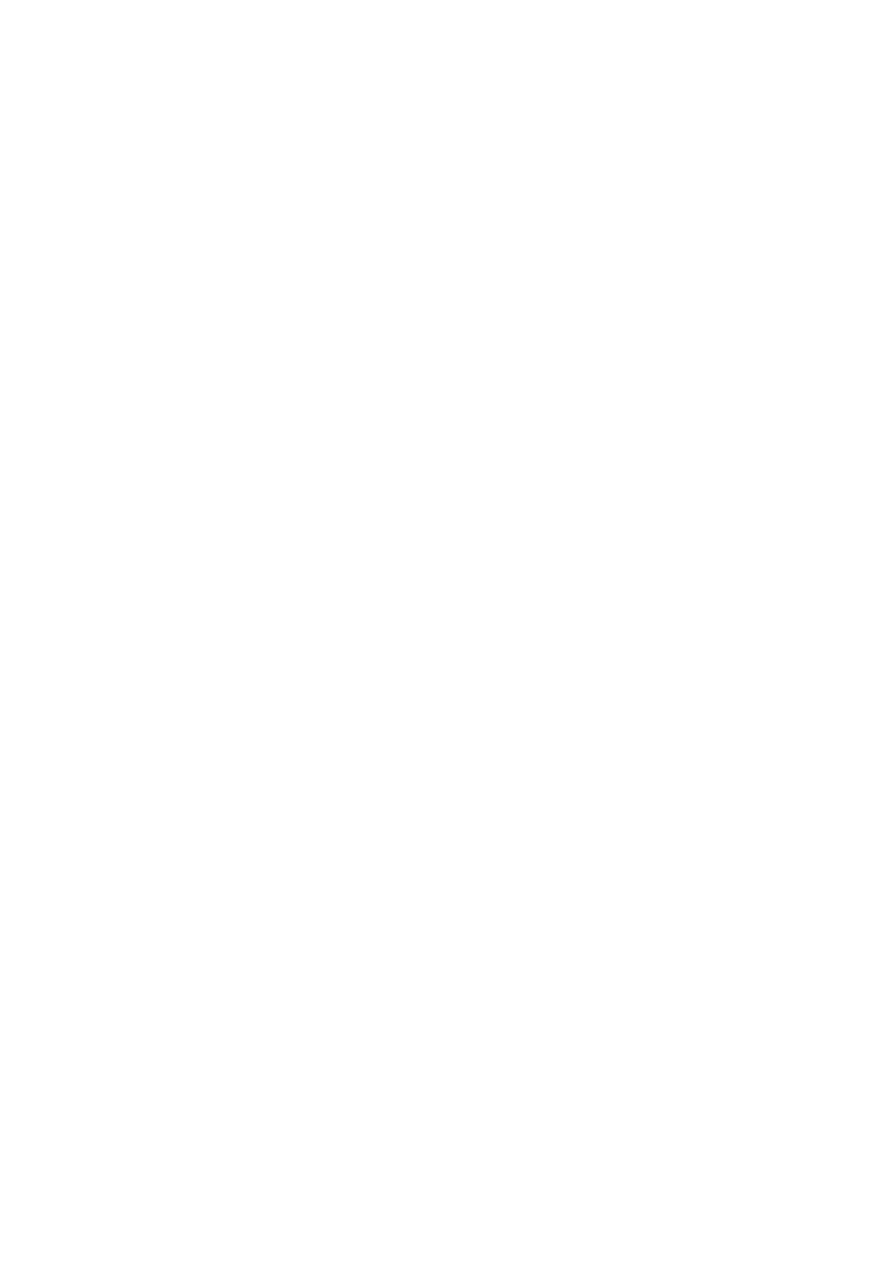
EN 1090-2:2008
45
141: Spawanie elektrodą wolframową w osłonie gazów obojętnych; metodą TIG;
21: Zgrzewanie punktowe;
22: Zgrzewanie liniowe;
23: Zgrzewanie garbowe;
24: Zgrzewanie iskrowe;
42: Zgrzewanie tarciowe;
52: Spawanie laserowe;
783: Zgrzewanie łukiem ciągnionym kołków w osłonie łuku tuleją ceramiczną lub gazem osłonowym;
784: Zgrzewanie kołków krótkotrwałym łukiem ciągnionym.
Procesy spawalnicze 21, 22 i 23 powinny być stosowane do wykonywania połączeń nośnych, tylko w cienko-
ściennych elementach stalowych. Dodatkowe informacje podano w następujących normach:
– EN ISO 14373 dotyczące procesu 21 (zgrzewania punktowego);
– EN ISO 16433 dotyczące procesu 22 (zgrzewania liniowego);
– EN ISO 16432 dotyczące procesu 23 (zgrzewania garbowego);
Średnicę zgrzewania punktowego i garbowego sprawdza się podczas produkcji wykonując badanie na odry-
wanie i na odrywanie przecinakiem według EN ISO 10447.
Inne procesy spawalnicze mogą być stosowane tylko wtedy, gdy zostaną jednoznacznie wskazane.
7.4 Kwalifikowanie technologii i personelu spawalniczego
7.4.1 Kwalifikowanie technologii spawania
7.4.1.1 Postanowienia ogólne
Spawanie powinno być wykonywane z zastosowaniem kwalifikowanych technologii, według instrukcji techno-
logicznej spawania (WPS), zgodnie z odpowiednią częścią EN ISO 15609, EN ISO 14555 albo EN ISO 15620.
Jeśli zostało zdefiniowane, specjalne warunki wykonywania zgrzewania punktowego powinny być podane
w WPS. W instrukcji WPS dotyczącej połączeń kształtowników rurowych w konstrukcji kratowej określa się
strefy początku i końca oraz sposób przejścia spoiny pachwinowej w czołową na obwodzie złącza.
7.4.1.2 Kwalifikowanie technologii spawania w procesach 111, 114, 12, 13 i 14
a) Kwalifikowanie technologii spawania zależy od klas wykonania, materiału podstawowego i stopnia zme-
chanizowania podanych w Tablicy 12.
b) Gdy stosuje się kwalifikowanie technologii według EN ISO 15613 lub EN ISO 15614-1, to powinny być
spełnione następujące warunki:
1) Jeśli są wymagane badania udarności, to należy je wykonać w najniższej temperaturze, w której norma
dotycząca gatunku stali wymaga by właściwości te zostały uzyskane.
2) W przypadku stali według EN 10025-6, konieczne jest badanie mikroskopowe na jednej próbce. Należy
zachować fotografie stopiwa, strefy stopienia i HAZ (SWC strefy wpływu ciepła). Mikropęknięcia są
niedopuszczalne.
3) Przy spawaniu na powłoce czasowej ochrony, badania wykonuje się na powłoce o największej akcep-
towalnej grubości (grubość nominalna + tolerancja).
Licencja PKN dla PIN 2009-12-31
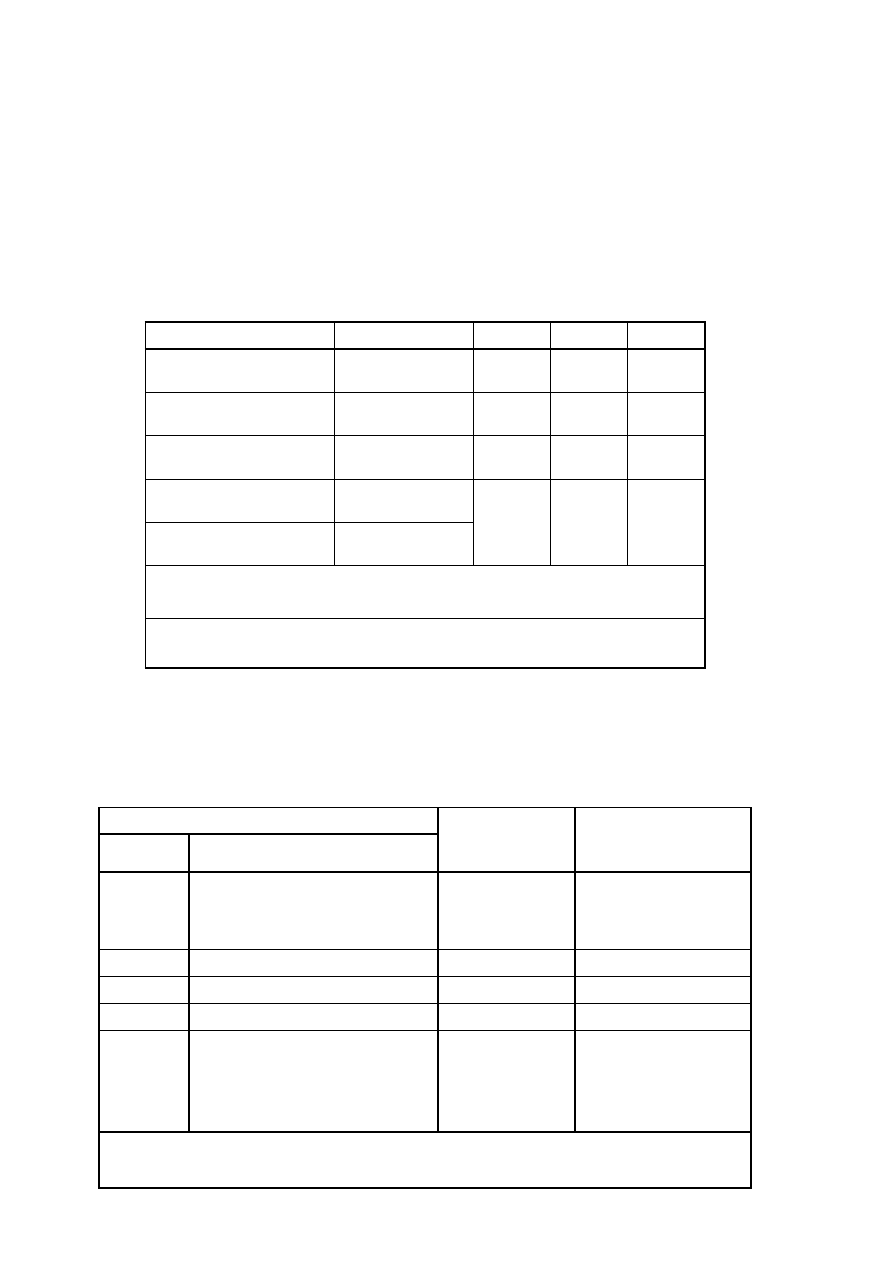
EN 1090-2:2008
46
c) W przypadku gdy procedurę kwalifikacyjną stosuje się do wytężonych poprzecznie spoin pachwinowych na
stali gatunków wyższych niż S275, badania powinny być przeprowadzone na krzyżowej próbie rozciąganej
zgodnie z EN ISO 9018. Należy zbadać trzy próbki tylko z a ≤ 0,5 t. Gdy pęknięcie następuje w materiale
podstawowym, powinna być osiągnięta minimalna nominalna wytrzymałość na rozciąganie. Gdy pęknięcie
występuje w materiale spoiny, to wyznacza się wytrzymałość rzeczywistego przekroju spoiny. W procesach
z głębokim wtopieniem uwzględnia się rzeczywisty przetop w grani. Wyznaczona średnia wytrzymałość
na rozerwanie nie powinna być mniejsza niż 0,8 R
m
(gdzie R
m
= nominalna wytrzymałość na rozciąganie
użytego materiału podstawowego).
Tablica 12 – Metody kwalifikacji technologii spawania
w procesach 111, 114, 12, 13 i 14
Metoda kwalifikacji
EXC 2
EXC 3
EXC 4
Badanie technologii
spawania
EN ISO 15614-1
X
X
X
Przedprodukcyjne badanie
spawania
EN ISO 15613
X
X
X
Standardowa technologia
spawania
EN ISO 15612
X
a
–
–
Wcześniej nabyte
doświadczenie
EN ISO 15611
X
b
–
–
Zbadanie materiałów
dodatkowych
EN ISO 15610
X
Dopuszczalne
–
Niedopuszczalne
a
Tylko do materiałów ≤ S 355 i do spawania ręcznego Iub półautomatycznego.
b
Tylko do materiałów ≤ S 275 i do spawania ręcznego Iub półautomatycznego.
7.4.1.3 Kwalifikowanie technologii spawania w innych procesach spawalniczych
Technologie spawania w procesach spawalniczych nieprzewidzianych w 7.4.1.2 kwalifikuje się zgodnie z Ta-
blicą 13.
Tablica 13 – Kwalifikowanie technologii spawania w procesach 21, 22, 23, 24, 42, 52, 783 i 784
Procesy spawania (według EN ISO 4063)
Instrukcja
technologiczna
spawania (WPS)
Kwalifikowanie
technologii spawania
Numer
Metoda
21
22
23
Zgrzewanie punktowe
Zgrzewanie liniowe
Zgrzewanie garbowe
EN ISO 15609-5
EN ISO 15612
24
Zgrzewanie iskrowe
EN ISO 15609-5
EN ISO 15614-13
42
Zgrzewanie tarciowe
EN ISO 15620
EN ISO 15620
52
Spawanie laserowe
EN ISO 15609-4
EN ISO 15614-11
783
784
Zgrzewanie łukiem ciągnionym kołków
w osłonie łuku tuleją ceramiczną lub
gazem osłonowym
Zgrzewanie krótkotrwałym łukiem
ciągnionym kołków
EN ISO 14555
EN ISO 14555
a
a
Dopuszcza się kwalifikowanie technologii spawania konstrukcji klasy EXC2, na podstawie wcześniej nabytego
doświadczenia, a konstrukcji klas EXC3 i EXC4, tylko na podstawie badania technologii spawania lub spawania
przedprodukcyjnego.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
47
7.4.1.4 Ważność kwalifikacji technologii spawania
Ważność kwalifikacji technologii spawania zależy od wymagań norm zastosowanych do tej kwalifikacji. Ba-
dania produkcyjne spawania, które zostały zadysponowane, należy prowadzić zgodnie z odpowiednią normą
kwalifikacji, np. EN ISO 14555.
Kwalifikowanie technologii spawania zgodnie z EN ISO 15614-1 w procesach spawalniczych dotychczas nie
stosowanych, wymaga wykonania następujących dodatkowych badań:
a) na okres od jednego do trzech lat: należy wykonać odpowiednie badania produkcyjne spawania stali ga-
tunków wyższych niż S355. Diagnostyka i badanie powinny obejmować kontrolę wizualną, radiologiczną
lub ultradźwiękową (nie jest wymagane dla spoin pachwinowych), wykrywanie pęknięć powierzchniowych
badaniami magnetyczno-proszkowymi lub penetracyjnymi, badania makroskopowe i badania twardości;
b) na okres dłuższy niż trzy lata:
1) dla stali gatunków nie wyższych niż S355 należy pobrać i sprawdzić (do akceptacji) próbę makrosko-
pową z badań produkcyjnych lub
2) dla stali gatunków wyższych niż S355 należy wykonać odpowiednie badania nowej technologii spawa-
nia.
Parametry zgrzewania oporowego (rezystancyjnego) można wyznaczać za pomocą badań według EN ISO 10447.
7.4.2 Kwalifikowanie spawaczy i operatorów
Kwalifikowanie spawaczy przeprowadza się zgodnie z EN 287-1, a operatorów urządzeń spawalniczych zgod-
nie z EN 1418.
Spawanie połączeń rozgałęźnych kształtowników rurowych o kącie odchylenia mniejszym niż 60° powinno być
kwalifikowane za pomocą badań specjalnych.
Zapisy wyników badań kwalifikacyjnych wszystkich spawaczy i operatorów spawalniczych powinny być prze-
chowywane w sposób dostępny.
7.4.3 Nadzór spawalniczy
Nadzór spawalniczy, przy spawaniu elementów klas EXC2, EXC3 i EXC4, powinien być prowadzony przez
odpowiednio uprawniony personel nadzoru, posiadający doświadczenie w nadzorowaniu operacji spawalni-
czych, jak podano w EN ISO 14731.
Personel nadzoru spawalniczego powinien posiadać wiedzę techniczną odpowiednią do nadzorowanych ope-
racji spawalniczych według Tablic 14 i 15.
UWAGA 1 Grupy stali zdefiniowano w ISO/TR 15608. Odniesienie do gatunków stali i odpowiednich norm można znaleźć
w ISO/TR 20172.
UWAGA 2 Symbole B, S i C oznaczają odpowiednio: podstawową, specjalistyczną i pełną wiedzę techniczną, jak podano
w EN ISO 14731.
Licencja PKN dla PIN 2009-12-31
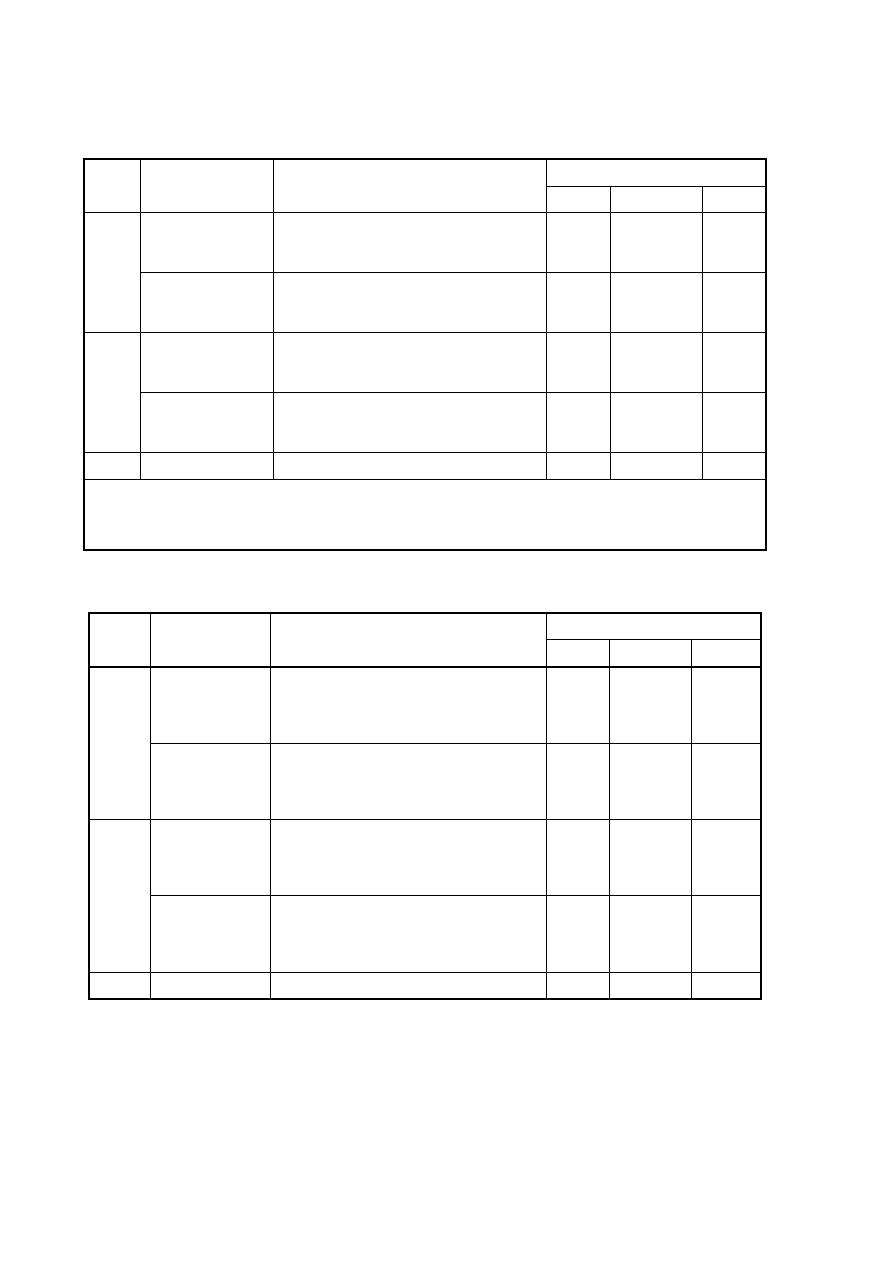
EN 1090-2:2008
48
Tablica 14 – Wiedza techniczna personelu nadzoru
Stale węglowe konstrukcyjne
EXC
Stal
(grupa stali)
Normy odniesienia
Grubość (mm)
t ≤ 25
a
25 < t ≤ 50
b
t > 50
EXC2
S235 do S355
(1.1, 1.2, 1.4)
EN 10025-2, EN 10025-3, EN 10025-4
EN 10025-5, EN 10149-2, EN 10149-3
EN 10210-1, EN 10219-1
B
S
C
c
S420 do S700
(1.3, 2, 3)
EN 10025-3, EN 10025-4, EN 10025-6
EN 10149-2, EN 10149-3
EN 10210-1, EN 10219-1
S
C
d
C
EXC3
S235 do S355
(1.1, 1.2, 1.4)
EN 10025-2, EN 10025-3, EN 10025-4
EN 10025-5, EN 10149-2, EN 10149-3
EN 10210-1, EN 10219-1
S
C
C
S420 do S700
(1.3, 2, 3)
EN 10025-3, EN 10025-4, EN 10025-6
EN 10149-2, EN 10149-3
EN 10210-1, EN 10219-1
C
C
C
EXC4
Wszystkie
Wszystkie
C
C
C
a
Blachy podstaw słupów i blachy czołowe ≤ 50 mm.
b
Blachy podstaw słupów i blachy czołowe ≤ 75 mm.
c
Dla stali gatunków nie wyższych niż S275 wystarczający jest poziom S.
d
Dla stali N, NL, M i ML wystarczający jest poziom S.
Tablica 15 – Wiedza techniczna personelu nadzoru
Stale nierdzewne
EXC
Stal
(grupa stali)
Normy odniesienia
Grubość (mm)
t ≤ 25
25 < t ≤ 50
t > 50
EXC2
Austenityczne
(8)
EN 10088-2:2005, Tablica 3
EN 10088-3:2005, Tablica 4
EN 10296-2:2005, Tablica 1
EN 10297-2:2005, Tablica 2
B
S
C
Austenityczno-
-ferrytyczne
(10)
EN 10088-2:2005, Tablica 4
EN 10088-3:2005, Tablica 5
EN 10296-2:2005, Tablica 1
EN 10297-2:2005, Tablica 3
S
C
C
EXC3
Austenityczne
(8)
EN 10088-2:2005, Tablica 3
EN 10088-3:2005, Tablica 4
EN 10296-2:2005, Tablica 1
EN 10297-2:2005, Tablica 2
S
C
C
Austenityczno-
-ferrytyczne
(10)
EN 10088-2:2005, Tablica 4
EN 10088-3:2005, Tablica 5
EN 10296-2:2005, Tablica 1
EN 10297-2:2005, Tablica 3
C
C
C
EXC4
Wszystkie
Wszystkie
C
C
C
7.5 Przygotowanie i wykonywanie spawania
7.5.1 Przygotowanie brzegów
7.5.1.1 Postanowienia ogólne
Brzegi należy przygotować odpowiednio do procesu spawania. Jeśli kwalifikowanie technologii spawania odby-
wa się zgodnie z EN ISO 15614-1, EN ISO 15612 lub EN ISO 15613, to przygotowanie brzegów powinno być
zgodne z przygotowaniem zastosowanym w badaniu technologii spawania. Tolerancje przygotowania brzegów
i dopasowania powinny być podane w instrukcji WPS.
Licencja PKN dla PIN 2009-12-31
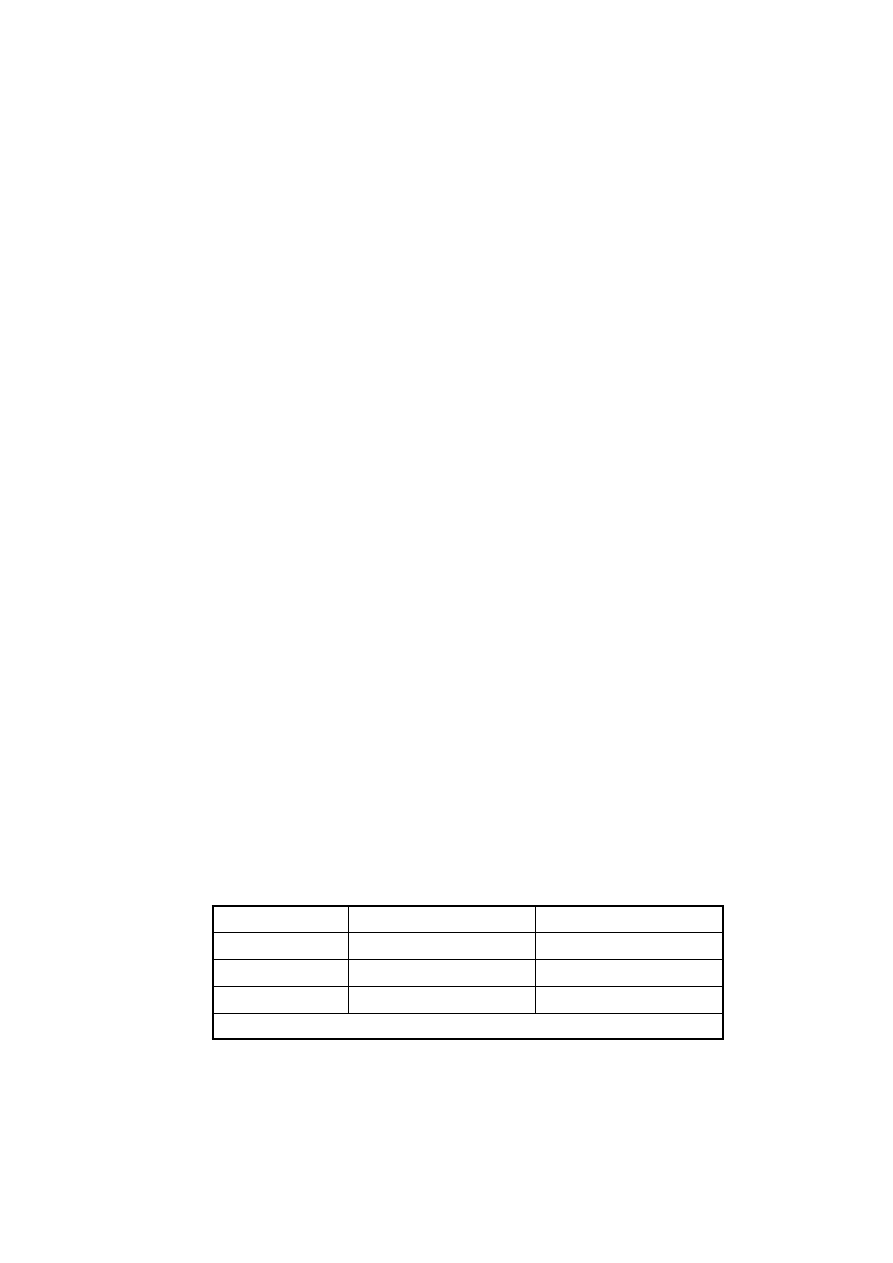
EN 1090-2:2008
49
UWAGA 1 W EN ISO 9692-1 i EN ISO 9692-2 podano niektóre zalecane szczegóły przygotowania złączy spawanych.
Szczegóły przygotowania złączy spawanych w płytach mostowych, patrz EN 1993-2:2006/ Załącznik C.
Przygotowane brzegi nie powinny mieć widocznych pęknięć. W przypadku stali gatunków wyższych niż S460,
strefa cięcia powinna być usunięta szlifowaniem oraz skontrolowana na obecność pęknięć – wizualnie, pene-
trantem lub badaniem magnetyczno-proszkowym. Ujawnione pęknięcia powinny być usunięte przez szlifowanie
lub, jeśli to konieczne, przez skorygowanie geometrii.
Przy korygowaniu spawaniem dużych karbów lub innych błędów geometrii złącza, stosuje się technologię
kwalifikowaną, po czym strefę należy całkowicie oczyścić łagodnie wyrównując brzegi do przylegającej po-
wierzchni.
Wszystkie powierzchnie przed spawaniem powinny być suche i pozbawione materiału, który mógłby obniżyć
jakość spoin lub utrudniać proces spawania (rdza, materiał organiczny lub ocynkowanie).
Powłoki ochrony czasowej można pozostawić na ściance rowka tylko wtedy, gdy nie mają szkodliwego wpływu
na proces spawania. Powłoki ochrony czasowej nie powinny pozostawać na ściankach rowków w elementach
klasy EXC3 i EXC4, chyba że ich obecność została potwierdzona badaniami technologii spawania zgodnie
z EN ISO 15614-1 lub EN ISO 15613.
UWAGA 2 W EN ISO 17652-2 opisano badania służące do oceny wpływu powłok czasowej ochrony na spawalność.
7.5.1.2 Kształtowniki rurowe
Kształtowniki rurowe w połączeniach rozgałęźnych na spoiny pachwinowe mogą być przycinane na proste odcinki
w celu dopasowania styków siodłowych do geometrii połączenia zgodnie z wymaganiami instrukcji WPS.
Przygotowanie brzegów w połączeniach kształtowników rurowych do spawania jednostronnego powinno
uwzględniać zalecenia EN ISO 9692-1 i EN ISO 9692-2. W Załączniku E pokazano przykłady zastosowania
tych zaleceń.
Ewentualne uzupełnianie stopiwem braku dopasowania styku w połączeniach rozgałęźnych kształtowników
rurowych konstrukcji kratowych powinno być uwzględnione w odpowiedniej technologii spawania.
7.5.2 Przechowywanie i stosowanie materiałów dodatkowych
Materiały dodatkowe do spawania powinny być przechowywane, podawane i stosowane zgodnie z zaleceniami
producenta.
W przypadku, gdy elektrody i topniki wymagają suszenia i przechowywania, należy spełnić wymagania dotyczące
poziomu temperatury i czasu podane przez producenta, a w razie ich braku wymagania podane w Tablicy 16.
Tablica 16 – Przechowywanie materiałów dodatkowych – temperatura i czas suszenia
Poziom temperatury (T)
Czas (t)
Suszenie
a
300 °C < T ≤ 400 °C
2 h < t ≤ 4 h
Przechowywanie
a
≥ 150 °C
przed spawaniem
Przechowywanie
b
≥ 100 °C
podczas spawania
a
Piec zamknięty
b
Termos
Materiały dodatkowe niezużyte w trakcie zmiany produkcyjnej mogą być suszone ponownie według powyższych
zaleceń. Elektrody nie powinny być suszone więcej niż dwukrotnie. Niewykorzystane materiały dodatkowe
należy zniszczyć.
Materiały dodatkowe ze śladami uszkodzeń lub obniżenia jakości uznaje się za wybrakowane.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
50
UWAGA Przykładami uszkodzeń lub obniżenia jakości są w szczególności: pęknięcia lub złuszczenia otuliny elektrod,
rdza lub brud na drutach elektrodowych oraz złuszczenia lub uszkodzenia powłoki miedzianej na drutach elektrodowych.
7.5.3 Ochrona przed wpływami atmosferycznymi
Zarówno spawacz, jak i strefa spawania powinny być odpowiednio zabezpieczone od wpływów wiatru, deszczu
i śniegu.
UWAGA Procesy spawania w osłonie gazowej są szczególnie wrażliwe na oddziaływanie wiatru.
Powierzchnie spawane powinny być utrzymywane w stanie suchym i wolnym od kondensacji.
Gdy temperatura materiału spawanego jest niższa niż 5 °C, może być konieczne odpowiednie podgrzewanie.
Wstępne podgrzewanie stosuje się przy spawaniu stali gatunków wyższych niż S355, gdy temperatura mate-
riału jest niższa niż 5 °C.
7.5.4 Scalanie i spawanie
Części przed spawaniem należy dopasować i utrzymywać podczas wstępnego spawania we właściwym po-
łożeniu, za pomocą spoin sczepnych lub zewnętrznego oprzyrządowania. Scalenie powinno zapewniać do-
pasowanie brzegów oraz utrzymanie docelowych wymiarów elementów w granicach wymaganych tolerancji.
Wpływy odkształceń spawalniczych i naddatki na skurcz powinny być odpowiednio uwzględnione.
Części przed spawaniem należy dopasować i utrzymywać we właściwym położeniu, aby złącza spawane były
łatwo dostępne i widoczne dla spawacza.
Scalanie kształtowników rurowych do spawania powinno się odbywać zgodnie z wytycznymi podanymi w Za-
łączniku E, chyba że ustalono inaczej.
Wprowadzanie spoin dodatkowych i zmiana położenia spoin nie są dozwolone, chyba że zostało to przewi-
dziane w specyfikacji. W konstrukcjach kratowych z kształtowników rurowych efektywne sposoby miejscowego
wzmacniania styków spawanych weryfikuje się poprzez badania nośności złączy po spawaniu. Można również
rozpatrywać ewentualne pogrubianie części.
UWAGA Typowe szczegóły obejmują siodełka, przepony, blachy dystansowe, zakrywające, boczne i zamykające.
7.5.5 Podgrzewanie wstępne
Podgrzewanie przeprowadza się zgodnie z EN ISO 13916 i EN 1011-2.
Podgrzewanie stosuje się zgodnie z odpowiednią instrukcją WPS podczas spawania oraz podczas wykonywania
spoin sczepnych i przyłączeń tymczasowych.
7.5.6 Przyłączenia tymczasowe
Jeśli podczas scalania lub montażu niezbędne jest przyspawanie elementów tymczasowych, to spoiny umiej-
scawia się tak, aby można je było łatwo usunąć bez uszkodzenia stałej konstrukcji. Spoiny łączące czasowe
oprzyrządowanie wykonuje się zgodnie z instrukcją WPS. Strefy, w których przyłączanie spawaniem oprzyrzą-
dowania jest niedopuszczalne, powinny być określone w specyfikacji.
Stosowanie przyłączeń tymczasowych do konstrukcji klas EXC3 i EXC4 powinno być określone w specyfikacji.
Gdy czasowo przyspawane elementy usuwa się za pomocą cięcia lub dłutowania, to następnie powierzchnia
materiału podstawowego powinna być starannie całkowicie wygładzona. Cięcie i dłutowanie w konstrukcjach
klas EXC3 I EXC4 jest niedopuszczalne, chyba że ustalono inaczej.
Odpowiednia kontrola powinna zapewnić, że wyrób konstrukcyjny nie ma pęknięć powierzchniowych w strefie
usytuowania spoin czasowych.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
51
7.5.7 Spoiny sczepne
Spoiny sczepne w konstrukcjach klas EXC2, ECX3 i EXC4 powinny być wykonywane według kwalifikowanej
technologii spawania. Jako minimalną długość spoin sczepnych przyjmuje się mniejszą z dwóch wartości,
czterokrotnej grubości części grubszej oraz 50 mm, o ile wyniki badań nie wykażą, że długość jeszcze mniejsza
jest wystarczająca.
Wszystkie spoiny sczepne niewbudowane w spoiny docelowe należy usunąć. Spoiny sczepne wbudowywane
w spoiny docelowe powinny być wykonane przez wykwalifikowanych spawaczy zgodnie z wymaganym kształtem
i bez wtrąceń. Przed spawaniem docelowym spoiny te należy całkowicie oczyścić, a spoiny pęknięte usunąć.
7.5.8 Spoiny pachwinowe
7.5.8.1 Postanowienia ogólne
Spoiny pachwinowe powinny mieć grubość i/lub wymiar boku nie mniejsze niż wyspecyfikowane, przy czym
uwzględnia się co następuje:
a) całkowitą grubość spoiny osiągalną przy stosowanej instrukcji WPS w procesach spawania o głębokim lub
częściowym wtopieniu;
b) możliwość zrekompensowania przekroczenia wartości granicznej odchyłki szczeliny h, przez powiększenie
grubości spoiny a = a
nom
+ 0,7 h, gdzie a
nom
– wyspecyfikowana nominalna grubość spoiny. Przy „niezgod-
ności przylegania” (617) stosuje się poziomy jakości pod warunkiem, że odchyłki grubości spoiny mieszczą
się w zakresie dopuszczalnym według (5213)
N2)
;
c) stosowanie szczególnych wymagań wykonawczych dla płyt pomostowych w mostach, np. dotyczących
grubości spoin pachwinowych, patrz 7.5.18 i D.2.16.
7.5.8.2 Spoiny pachwinowe w elementach cienkościennych
Zakończenia spoin pachwinowych na końcach lub brzegach elementów cienkościennych powinny być przedłu-
żane poza naroża na odległość nie mniejszą niż dwie długości boków spoiny, o ile brak dostępu lub ukształto-
wanie tego nadmiernie nie utrudnia. Przedłużanie zakończeń spoin pachwinowych należy stosować, o ile nie
ustalono inaczej.
Minimalna długość ściegu spoiny pachwinowej, nie licząc przedłużeń poza naroża, jest równa czterokrotnej
długości boku spoiny.
Spoin pachwinowych przerywanych nie należy stosować w miejscach, w których kapilarny dostęp wilgoci
może powodować gniazda korozji. Końcowe ściegi spoin pachwinowych powinny sięgać do samego końca
łączonych części.
Najmniejsza długość zakładu w połączeniach zakładkowych jest równa czterokrotnej grubości cieńszej z łą-
czonych części. Aby uniknąć rozwarcia złącza, jednostronne spoiny pachwinowe nie powinny być stosowane,
jeśli części nie są odpowiednio usztywnione.
Gdy element jest połączony na końcu tylko podłużnymi spoinami pachwinowymi, to długość każdej spoiny nie
powinna być mniejsza niż odległość między nimi.
7.5.9 Spoiny czołowe
7.5.9.1 Postanowienia ogólne
Umiejscowienie spoin czołowych w stykach korygujących długość wyrobu konstrukcyjnego powinno być zgodne
z projektem.
N2)
Odsyłacz krajowy: Błąd w oryginale; brak powołania normy EN ISO 6520-1 Welding and allied processes – Clasification of
geometric imperfections in metallic materials – Part 1: Fusion welding (ISO 6250-1:2007), w której podano klasyfikację niezgod-
ności spawalniczych.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
52
Spoiny czołowe powinny być wykonane na końcach w sposób zapewniający dobrą jakość i pełny przekrój
spoiny.
W konstrukcjach klasy EXC3 i EXC4 oraz EXC2, gdy tak ustalono, stosuje się płytki dobiegowe i wybiegowe,
w celu zapewnienia pełnej grubości spoin na końcach. Spawalność materiału tych płytek nie powinna być gorsza
od spawalności materiału podstawowego.
Po zakończeniu spawania wszystkie płytki dobiegowe i wybiegowe powinny być usunięte w sposób zgodny
z 7.5.6.
Gdy wymagana jest spoina z płaskim licem, nadlew spoiny należy usunąć spełniając wymagania jakości.
7.5.9.2 Spoiny jednostronne
Spoiny z pełnym przetopem mogą być wykonywane jako jednostronne na podkładkach metalowych lub z innych
materiałów, albo bez podkładek.
Jeśli nie ustalono inaczej, to mogą być stosowane stałe podkładki stalowe. Wymagania dotyczące ich stoso-
wania powinny być podane w instrukcji WPS.
Równoważnik węgla (CEV) w podkładkach stalowych nie powinien przekraczać wartości 0,43 % lub powinien
być taki sam, jak najlepiej spawalny materiał podstawowy w złączu.
Materiał podkładek powinien ściśle przylegać do materiału podstawowego oraz być w zasadzie ciągły na całej
długości złącza. W konstrukcjach klasy EXC3 i EXC4 stałe podkładki metalowe powinny być ciągłe dla uzyskania
pełnego przetopu spoin czołowych. Spoiny sczepne należy wbudować w spoiny czołowe.
Szlifowanie na płasko jednostronnych spoin czołowych w złączach kształtowników rurowych wykonywanych
bez podkładek jest niedopuszczalne, chyba że ustalono inaczej. Spoiny takie mogą być zeszlifowane na płasko
do powierzchni kształtu materiału podstawowego, jeśli wykonano je w całości na podkładkach.
7.5.9.3 Żłobienie grani
Żłobienie grani spoiny należy prowadzić do głębokości zapewniającej pełny przetop w uprzednio ułożonym
stopiwie.
Żłobienie grani powinno utworzyć rowek w kształcie U o ściankach dobrze dostępnych do spawania.
7.5.10 Spawanie stali trudnordzewiejącej
Spawanie stali o podwyższonej odporności na korozję atmosferyczną wykonuje się z użyciem odpowiednich
materiałów dodatkowych (patrz Tablica 6). Materiały dodatkowe C-Mn mogą być stosowane do spoin pachwino-
wych wielościegowych i spoin czołowych pod warunkiem, że ściegi licowe zostaną wykonane z odpowiednich
materiałów.
7.5.11 Połączenia rozgałęźne rur
Połączenia rozgałęźne kształtowników rurowych w konstrukcjach kratowych, zawierające kombinowane złącza
spawane (spoiny pachwinowe i jednostronne czołowe), mogą być spawane bez podkładek.
Gdy kąt nachylenia ścianek w połączeniu rozgałęźnym kształtowników rurowych jest mniejszy niż 60°, to brzegi
powinny być zukosowane jak do spawania czołowego.
UWAGA Zalecenia dotyczące połączeń rozgałęźnych podano w Załączniku E.
7.5.12 Zgrzewanie kołków
Zgrzewanie kołków wykonuje się zgodnie z EN ISO 14555.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
53
7.5.13 Spoiny otworowe
Otwory do spoin otworowych okrągłych i podłużnych powinny mieć proporcje stwarzające odpowiedni dostęp
do spawania. Wymiary otworów powinny być określone w specyfikacji.
UWAGA Odpowiednimi wymiarami są:
a)
szerokość: co najmniej o 8 mm większa od grubości części w której jest otwór;
b)
długość otworu podłużnego – mniejsza z dwóch wartości: 70 mm oraz pięciokrotnej grubości części.
Otwory można wypełniać stopiwem dopiero po pozytywnym odbiorze spoin pachwinowych. Wypełnianie otworów
bez uprzedniego wykonania spoin pachwinowych jest niedopuszczalne, chyba że ustalono inaczej.
7.5.14 Spoiny punktowe w elementach cienkościennych
7.5.14.1 Spoiny punktowe
Podkładki spawalnicze z wyciętymi otworami o średnicy nie mniejszej niż 10 mm powinny mieć grubość od
1,2 mm do 2,0 mm.
W przypadku stali nierdzewnej dopuszcza się stosowanie podkładek spawalniczych tylko wtedy, gdy ustalono
to w specyfikacji odpowiednio do warunków użytkowania.
UWAGA 1 Podkładki spawalnicze mogą spowodować korozję wżerową złączy, która jest uzależniona od warunków
użytkowania.
Minimalna widoczna szerokość, d
w
, okrągłej spoiny punktowej lub wydłużonej spoiny punktowej powinna być
określona w specyfikacji.
UWAGA 2 Wytyczne dotyczące zależności pomiędzy wymiarem obliczeniowym a widoczną szerokością spoin punktowych
okrągłych lub wydłużonych podano w EN 1993-1-3.
7.5.14.2 Punktowe zgrzeiny oporowe (rezystancyjne)
Średnica punktowej zgrzeiny oporowej odpowiada praktycznie zalecanej średnicy powierzchni roboczej elek-
trody kłowej d
r
(w mm), wyznaczanej z wzoru d
r
= 5 t
1/2
gdzie
t – grubość blachy w miejscu styku z elektrodą (w mm).
7.5.15 Inne rodzaje spoin
Wymagania dotyczące innych rodzajów spoin, np. spoin uszczelniających, powinny być określone w specyfikacji
w nawiązaniu do niniejszej Normy Europejskiej.
7.5.16 Obróbka cieplna po spawaniu
Gdy obróbka cieplna części spawanych jest konieczna, należy wykazać, że zastosowana technologia jest
właściwa.
UWAGA Wytyczne dotyczące wymagań jakości przy obróbce cieplnej podano w ISO/TR 17663.
7.5.17 Wykonywanie prac spawalniczych
Należy podjąć środki ostrożności, aby uniknąć śladów zajarzenia łuku poza spoiną, a gdy one wystąpią, po-
wierzchnię stali trzeba lekko oszlifować i skontrolować. Kontrolę wizualną uzupełnia się badaniem penetracyjnym
lub magnetyczno-proszkowym.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
54
Należy podjąć środki ostrożności w celu uniknięcia rozprysków stopiwa. W konstrukcjach klasy EXC3 i EXC4
pozostałości rozprysków powinny być usuwane.
Widoczne niezgodności, jak pęknięcia, wklęśnięcia i inne niedopuszczalne wady, powinny być usuwane przed
ułożeniem każdego następnego ściegu.
Żużel powinien być usuwany z powierzchni każdego ściegu przed ułożeniem następnego oraz z powierzchni
ukończonej spoiny. Szczególną uwagę należy zwracać na przejście od spoiny do materiału podstawowego.
Wszystkie wymagania dotyczące szlifowania i końcowej obróbki powierzchni spoin powinny być określone
w specyfikacji.
7.5.18 Spawanie płyt pomostowych w mostach
Badania produkcyjne powinny być wykonywane zgodnie z 12.4.4 c). Badania te nie są wymagane w przypad-
ku połączeń płyt użebrowanych, usytuowanych na zewnątrz pasa ruchu kołowego i nie obciążonych ruchem
kołowym.
W połączeniach płyt użebrowanych i złączach lokalnych, np. w połączeniach zakładkowych żeber, początki
i zakończenia spoin powinny być usunięte.
W połączeniach żeber z belkami poprzecznymi, gdy żebra przenikają przez nie (z wycięciami lub bez nich),
w pierwszej kolejności spawa się żebra do blachy pomostu, a następnie kolejno montuje się i spawa belki
poprzeczne.
7.6 Kryteria akceptacji
Materiały dodatkowe do spawania powinny odpowiadać wymaganiom podanym w Rozdziałach 10 i 11.
Kryteria akceptacji niezgodności spawalniczych przyjmuje się na podstawie EN ISO 5817, z wyjątkiem „Niewła-
ściwego kształtu spoiny” (505) i „Mikroprzyklejeń” (401), które nie są brane pod uwagę. Wszystkie dodatkowe
wymagania dotyczące geometrii i kształtu spoin powinny być określone w specyfikacji.
– EXC1 poziom jakości D;
– EXC2 na ogół poziom jakości C oraz poziom jakości D dla „Podtopienia" (5011, 5012), „Nawisu" (506),
„Śladu zajarzenia" (601) i „Pęcherzy kanalikowych w kraterze" (2025);
– EXC3 poziom jakości B;
– EXC4 poziom jakości B+, który jest poziomem jakości B z dodatkowymi wymaganiami podanymi w Ta-
blicy 17.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
55
Tablica 17 – Dodatkowe wymagania związane z poziomem jakości B+
Oznaczenie niezgodności
Ograniczenie niezgodności
a
Podtopienie (5011, 5012)
niedopuszczalne
Pęcherze i pory
(2011 do 2014)
Spoiny
czołowe
d ≤ 0,1 s, lecz max 2 mm
Spoiny
pachwinowe
d ≤ 0,1 a, lecz max 2 mm
Wtrącenia stałe
(300)
Spoiny czołowe
h ≤ 0,1 s, lecz max 1 mm
l ≤ s, lecz max 10 mm
Spoiny
pachwinowe
h ≤ 0,1 a, lecz max 1 mm
l ≤ a, lecz max 10 mm
Przesunięcie brzegów (507)
h < 0,05 t, lecz max 2 mm
Wklęśnięcie grani (515)
niedopuszczalne
Wymagania dodatkowe dotyczące płyt pomostowych w mostach
a
b
Pęcherze i pory (2011, 2012
i 2014)
Akceptowalne tylko pory pojedyncze
Gniazda pęcherzy (2013)
Maksymalna suma porów: 2 %
Pęcherze podłużne i kanalikowe
(2015 i 2016)
Pory długie niedopuszczalne
Nadmierny odstęp w grani spoiny
pachwinowej (617)
Spoiny poprzeczne badane całkowicie,
akceptowalne tylko małe lokalne podcięcie
grani
h ≤ 0,3 mm + 0,1 a, lecz max 1 mm
Podtopienie (5011)
a) spoiny czołowe: akceptowalne tylko lokalnie
h ≤ 0,5 mm
b) spoiny pachwinowe: niedopuszczalne
poprzeczne do kierunku naprężeń, podtopienia
należy usunąć szlifowaniem
Niezgodności spawalnicze
wielokrotne w dowolnym miejscu
poprzecznym (nr 4.1)
niedopuszczalne
Wtrącenia stałe (300)
niedopuszczalne
a
Symbole zdefiniowano w EN ISO 5817.
b
Wymagania uzupełniające do B+.
W przypadku niezgodności z powyższymi kryteriami, każdy przypadek rozstrzyga się indywidualnie. Przy podej-
mowaniu decyzji dotyczących akceptacji lub naprawy spoiny, uwzględnia się funkcję elementu i charakterystykę
niezgodności (rodzaj, wielkość, usytuowanie).
UWAGA Przy ocenie akceptowalności można stosować EN 1993-1-1, EN 1993-1-9 i EN 1993-2.
7.7 Spawanie stali nierdzewnych
7.7.1 Zmiana wymagań EN 1011-1
– Rozdział 13, Akapit 1 – Uzupełnienie:
Do pomiaru temperatury stosuje się pirometry (termopary) stykowe, jeśli nie ustalono inaczej. Nie należy
stosować termoindykatorów kredkowych (termokredek).
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
56
– Rozdział 19 – Uzupełnienie:
Protokół uznania technologii spawania i towarzysząca instrukcja WPS, które nie zawierają współczynnika
sprawności cieplnej w obliczeniach ciepła wprowadzonego, mogą być stosowane pod warunkiem, że wpro-
wadzenie ciepła jest regulowane z uwzględnieniem odpowiedniego współczynnika sprawności cieplnej.
7.7.2 Zmiana wymagań EN 1011-3
– 7.1, Akapit 4 – Modyfikacja:
Wymagany sposób obróbki powierzchni w strefach spawania powinien być określony w specyfikacji. Należy
przy tym podać czy barwna powłoka tlenkowa powstała podczas spawania powinna być usunięta. Bierze
się pod uwagę takie czynniki jak odporność na korozję, zanieczyszczenie środowiska, estetykę i wpływ
wykańczania i czyszczenia strefy spawania. Cały żużel powstający przy spawaniu powinien być usunięty,
jeśli nie ustalono inaczej.
UWAGA Odbarwienie strefy spawania jest spowodowane zawartością tlenu w gazie osłonowym podczas spawania.
Przy określaniu dopuszczalnego odbarwienia są pomocne barwne fotograficzne skale odniesienia [49].
– 7.1, Akapit 5 – Modyfikacja:
Po przygotowaniu brzegów spoiny, utlenienie, utwardzenie i ogólne zanieczyszczenie od cięcia termicznego
mogą wymagać obróbki mechanicznej do odpowiedniej głębokości od powierzchni cięcia. Podczas cięcia
mechanicznego mogą powstawać pęknięcia, które powinny być usunięte przed spawaniem.
– 7.3, Akapit 3 – Uzupełnienie na początku akapitu:
Podkładki miedziane nie powinny być stosowane, chyba że ustalono inaczej.
– Rozdział 10 – Uzupełnienie:
Należy zachować szczególną ostrożność przy stosowaniu wszystkich materiałów czyszczących po spawaniu.
– A.1.2, Akapit 1 – Modyfikacja ostatniego zdania:
Mikrostrukturę, która powstaje w spoinie, można orientacyjnie określić – w zależności od udziału pierwiastków
stabilizujących ferryt i austenit – za pomocą wykresów Schaefflera, DeLonga, W.R.C. lub Espy. W takich
przypadkach należy powołać w specyfikacji odpowiedni wykres.
– A.2.2, Akapit 4 – Modyfikacja:
Wykresy Schaefflera, DeLonga, W.R.C. lub Espy mogą być stosowane w celu wskazania, czy spoiwo zapewni
właściwą zawartość ferrytu (w stopiwie), przy uwzględnieniu efektu wymieszania. W takich przypadkach
należy powołać w specyfikacji odpowiedni wykres.
– A.4.1 – Uzupełnienie:
Połączeń spawanych nie należy poddawać obróbce cieplnej po spawaniu, chyba że w specyfikacji ustalono
inaczej.
– C.4. – Uzupełnienie:
Połączeń spawanych nie należy poddawać obróbce cieplnej po spawaniu, chyba że w specyfikacji ustalono
inaczej.
7.7.3 Spawanie stali różnych gatunków
Wymagania dotyczące spawania stali nierdzewnych różnych gatunków ze sobą lub z innymi stalami, jak stale
węglowe, powinny być określone w specyfikacji.
Nadzór spawalniczy powinien wziąć pod uwagę odpowiednie techniki i procesy spawania oraz materiały
dodatkowe. Powinien także rozpatrzyć wpływ zanieczyszczenia stali nierdzewnej i korozji elektrolitycznej
(kontaktowej).
Licencja PKN dla PIN 2009-12-31
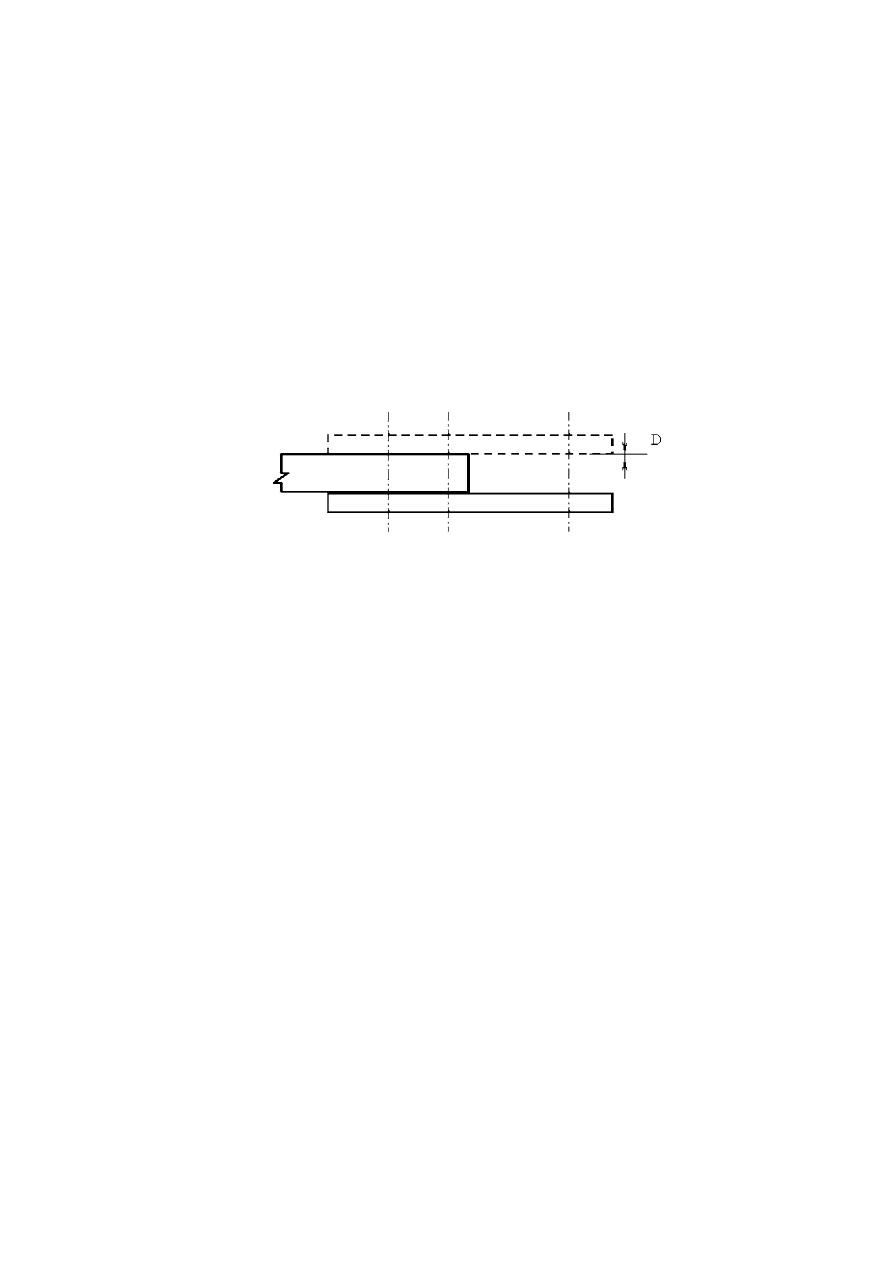
EN 1090-2:2008
57
8 Łączenie mechaniczne
8.1 Postanowienia ogólne
Niniejszy rozdział zawiera wymagania dotyczące mechanicznych połączeń warsztatowych i montażowych,
z uwzględnieniem połączeń poszycia z blach profilowanych.
Różnica grubości części w połączeniach z obustronnymi nakładkami nie powinna być większa niż wartość D,
gdzie D=2 mm w połączeniach niesprężanych lub D=1 mm w połączeniach sprężanych, patrz Rysunek 3.
Przekładki wyrównujące stosuje się o grubości nie mniejszej niż 2 mm.
W warunkach zagrożenia korozją szczelinową wymagane jest ściślejsze dopasowanie styku.
Liczba przekładek nie powinna być większa niż trzy.
Rysunek 3 – Różnica grubości części w połączeniu z obustronnymi nakładkami
Odporność na korozję i właściwości wytrzymałościowe przekładek powinny odpowiadać właściwościom czę-
ści łączonych. Szczególną uwagę należy zwracać na niebezpieczeństwo wystąpienia korozji elektrolitycznej
w styku różnych metali.
8.2 Stosowanie zestawów śrubowych
8.2.1 Postanowienia ogólne
Niniejszy rozdział dotyczy zestawów śrubowych wymienionych w 5.6, składających się z odpowiednio dobranych
śrub, nakrętek i podkładek (jeśli konieczne).
Gdy oprócz dokręcenia mają być zastosowane inne środki zapobiegające odkręcaniu się nakrętek, powinno
to być określone w specyfikacji.
W połączeniach śrubowych o małej grubości zaciskowej elementów cienkościennych narażonych na znaczące
drgania, jak np. w regałach magazynowych, stosuje się blokady nakrętek.
W połączeniach sprężanych nie stosuje się dodatkowych środków blokujących nakrętki.
Śruby i nakrętki nie powinny być spawane, chyba że w specyfikacji ustalono inaczej.
UWAGA To nie dotyczy specjalnych nakrętek spawanych według EN ISO 21670 ani kołków zgrzewanych.
8.2.2 Śruby
Nominalna średnica śruby w połączeniach elementów konstrukcji nie powinna być mniejsza niż M12, chyba że
w specyfikacji ustalono inaczej. Minimalna średnica każdego typu łączników w elementach cienkościennych
lub w poszyciu z blach powinna być określona w specyfikacji.
Długość śruby należy dobrać tak, aby po dokręceniu, część wystająca poza lico nakrętki oraz długość części
gwintowanej trzpienia spełniały następujące wymagania:
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
58
Część wystająca, mierzona od lica nakrętki do końca trzpienia, powinna mieć długość nie mniejszą niż jedna
podziałka gwintu.
Jeśli w projekcie wykorzystuje się nośność na ścinanie przekroju niegwintowanej części trzpienia, to długość
niegwintowanej części trzpienia śruby z uwzględnieniem tolerancji powinna być określona w specyfikacji.
UWAGA Długość niegwintowanej części trzpienia o pełnym przekroju jest mniejsza od długości nominalnej (np. do 12 mm
w śrubach M20).
W połączeniach niesprężanych pod nakrętką powinien pozostać co najmniej jeden pełny zwój gwintu (nie licząc
wybiegu gwintu) pomiędzy płaszczyzną docisku nakrętki a niegwintowaną częścią trzpienia.
W połączeniach sprężanych śrubami według EN 14399-3 i EN 14399-7 pod nakrętką powinny pozostać co
najmniej cztery pełne zwoje gwintu (nie licząc gwintu w nakrętce) pomiędzy płaszczyzną docisku nakrętki
a niegwintowaną częścią trzpienia.
W połączeniach sprężanych śrubami według EN 14399-4 i EN 14399-8 należy stosować długości zaciskowe
zgodne z EN 14399-4:2005/ Tablica A.1.
8.2.3 Nakrętki
Nakrętki powinny obracać się swobodnie na gwintach trzpieni śrub, co łatwo sprawdzić przy ręcznym scalaniu.
Zestawy śrubowe, w których nakrętki nie obracają się swobodnie, uważa się za wybrakowane. W przypadku
używania narzędzi mechanicznych może być stosowany jeden z następujących sposobów sprawdzania:
a) ręczne scalanie kontrolne śrub z nakrętkami z każdego nowo otwartego pojemnika przed montażem;
b) próbne sprawdzanie swobody obrotu nakrętek po uprzednim rozluźnieniu zestawów śrubowych.
Nakrętki należy zakładać tak, aby ich oznaczenia były widoczne podczas kontroli po montażu.
8.2.4 Podkładki
Na ogół stosowanie podkładek w połączeniach niesprężanych do śrub osadzanych w normalnych otworach
okrągłych nie jest konieczne. Jeśli jest potrzebne, to należy określić, czy podkładki mają być umieszczane pod
nakrętką lub łbem śruby, w zależności od tego co jest dokręcane, czy też z obu stron. W połączeniach zakład-
kowych pojedynczych na jeden szereg śrub potrzebne są podkładki pod łbem i nakrętką.
UWAGA Zastosowanie podkładek może zmniejszyć miejscowe uszkodzenia powłok metalowych szczególnie, jeśli są
one grube.
Podkładki według EN 14399-6 stosowane pod łbami śrub w połączeniach sprężanych ustawia się ścięciem od
strony łba. Podkładki według EN 14399-5 stosuje się tylko pod nakrętkami.
Podkładki płaskie (lub w razie potrzeby hartowane podkładki klinowe) powinny być stosowane w połączeniach
sprężanych jak następuje:
a) do śrub 8.8 podkładki stosuje się pod łbem lub pod nakrętką, w zależności od tego co jest dokręcane;
b) do śrub10.9 podkładki stosuje się pod łbem i pod nakrętką.
W połączeniach z otworami owalnymi długimi powinny być stosowane podkładki z blachy. W celu dopasowa-
nia grubości zaciskowej można zastosować jedną dodatkową podkładkę z blachy lub najwyżej trzy podkładki,
o maksymalnej łącznej grubości 12 mm, umieszczone od strony części niedokręcanej.
Wymiary i gatunki stali podkładek z blachy powinny być określone w specyfikacji. Podkładki te nie powinny
być cieńsze niż 4 mm.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
59
Podkładki klinowe stosuje się wtedy, gdy powierzchnia wyrobu konstrukcyjnego jest nachylona do płaszczyzny
prostopadłej do osi śruby pod kątem większym niż:
a) 1/20 (3°) przy śrubach o średnicy d ≤ 20 mm;
b) 1/30 (2°) przy śrubach o średnicy d > 20 mm.
Wymiary i gatunki stali podkładek klinowych powinny być określone w specyfikacji.
8.3 Dokręcanie śrub w połączeniach niesprężanych
Części łączone należy dociskać, aż będą szczelnie do siebie przylegały, przy czym można stosować przekładki.
Gdy nie jest wymagany pełny docisk części w połączeniach blach i poszycia o grubości t ≥ 4 mm oraz kształ-
towników o grubości ścianek ≥ 8 mm, to na krawędziach można pozostawić szczeliny do 4 mm, jeśli uzyskano
docisk w środkowej części połączenia.
Każde połączenie śrubowe powinno być doprowadzone co najmniej do stanu ścisłego docisku. Przy dokręcaniu
śrub bardzo krótkich i śrub M12 należy zachować szczególną ostrożność, aby nie doprowadzić do ich znisz-
czenia. Śruby w każdej grupie dokręca się kolejno, rozpoczynając od części połączenia najbardziej sztywnej
w kierunku malejącej sztywności. Aby osiągnąć stan ścisłego docisku części w połączeniu, może być potrzebny
więcej niż jeden cykl dokręcania.
UWAGA 1 Najbardziej sztywną częścią połączenia zakładkowego dwuteowników jest najczęściej środek grupy śrub.
Najbardziej sztywne części śrubowego połączenia doczołowego dwuteowników są zwykle położone przy pasach.
UWAGA 2 Określenie „ścisły docisk” może być używane ogólnie, jako stan osiągany siłą ramienia z użyciem zwykłego
klucza bez przedłużenia, lub może być uznawane za stan, w którym klucz udarowy zaczyna uderzać.
Po dokręceniu śruby, co najmniej jeden zwój gwintu powinien wystawać poza lico nakrętki.
8.4 Przygotowanie powierzchni styków w połączeniach ciernych
Niniejszy rozdział nie odnosi się do stali nierdzewnych, dla których wymagania dotyczące powierzchni styku
powinny być określone w specyfikacji.
Niniejszy rozdział nie dotyczy zabezpieczeń przed korozją, do których odpowiednie wymagania zostały podane
w Rozdziale 10 i Załączniku F.
Pola powierzchni styków w połączeniach sprężanych powinny być określone w specyfikacji.
Powierzchnie styku powinny być przygotowane do uzyskania wymaganego współczynnika tarcia, którego
wartość sprawdza się zwykle za pomocą badań zgodnie z Załącznikiem G.
Przed montażem połączenia powinny być wykonane następujące zabiegi wstępne:
a) powierzchnie styku powinny być wolne od zanieczyszczeń, takich jak olej, brud lub farby. Zadziory, które
mogłyby uniemożliwić ścisłe przyleganie powierzchni łączonych, powinny być usunięte;
b) powierzchnie niepowlekane powinny być pozbawione nalotu rdzy i innych luźnych materiałów. Należy przy
tym uważać, aby nie naruszać (wygładzać) szorstkich powierzchni styków. Powierzchnie nieobrobione wokół
styku ciernego pozostawia się w tym stanie, do czasu zakończenia kontroli wykonania połączeń.
Minimalne współczynniki tarcia, odpowiadające klasom powierzchni ciernych, które można przyjmować bez
badań, podano w Tablicy 18 w zależności od sposobu przygotowania powierzchni.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
60
Tablica 18 – Klasyfikacja powierzchni ciernych
Sposób przygotowania powierzchni
Klasa Współczynnik
tarcia
m
Powierzchnia śrutowana lub piaskowana, bez wżerów, z usunięciem luźnej rdzy.
A
0,50
Powierzchnia śrutowana lub piaskowana:
a) metalizowanie natryskowe stopami aluminium lub cynku;
b) malowanie farbą alkilokrzemianowo-cynkową o grubości od 50
m
m do 80
m
m
B
0,40
Powierzchnia oczyszczona szczotkami drucianymi lub oczyszczona płomieniowo,
z usunięciem luźnej rdzy
C
0,30
Powierzchnia po walcowaniu
D
0,20
Powyższe wymagania odnoszą się także do przekładek, przy różnicach grubości podanych w 8.1.
8.5 Dokręcanie śrub w połączeniach sprężanych
8.5.1 Postanowienia ogólne
Jeśli nie podano inaczej, to zgodnie z EN 1993-1-8, za nominalną wartość minimalną siły sprężania F
p,C
przyj-
muje się:
F
p,C
= 0,7 f
ub
A
s
gdzie f
ub
– nominalna wytrzymałość na rozciąganie materiału śruby, A
s
– pole przekroju
czynnego śruby.
Odpowiednie wartości, zależne od klasy i średnicy śrub podano w Tablicy 19. Ten poziom sprężania powinien
być stosowany we wszystkich połączeniach ciernych i innych połączeniach sprężanych, chyba że ustalono niż-
szą wartość siły sprężania. W takim przypadku należy również określić zestawy śrubowe, metodę i parametry
dokręcania oraz wymagania dotyczące kontroli połączeń.
UWAGA Sprężanie połączeń stosuje się ze względu na nośność na poślizg, zmęczenie, oddziaływania sejsmiczne,
podwyższenie jakości (np. trwałości) lub w celach montażowych.
Tablica 19 – Wartości F
p,C
w [kN]
Klasa śruby
Średnica śruby w mm
12
16
20
22
24
27
30
36
8.8
47
88
137
170
198
257
314
458
10.9
59
110
172
212
247
321
393
572
Wszystkie metody dokręcania śrub podane w Tablicy 20 mogą być stosowane,
chyba że w specyfikacji wpro-
wadzono ograniczenia w ich stosowaniu. W zależności od metody dokręcania stosuje się odpowiednie k-klasy
zestawów śrubowych (kalibrowanie w warunkach dostawy) zgodnie z Tablicą 20.
Tablica 20 –
k
-klasy w zależności od metody dokręcania
Metoda dokręcania
k-klasy
Metoda kontrolowanego momentu
dokręcania
K2
Metoda kombinowana
K2 lub K1
Metoda HRC
K0 tylko z nakrętką HRD lub K2
Metoda bezpośrednich wskaźników
napięcia (DTI)
K2, K1 lub K0
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
61
Można stosować kalibrowanie według Załącznika H, ale w przypadku metody kontrolowanego momentu do-
kręcania tylko wtedy, gdy zostało to dopuszczone w specyfikacji wykonawczej.
Kalibrowanie w warunkach dostawy odnosi się do dokręcania przez obrót nakrętki. Gdy dokręcanie odbywa
się przez obrót łba śruby, kalibrację należy wykonać zgodnie z Załącznikiem H lub za pomocą dodatkowych
badań u producenta śrub zgodnie z EN 14399-2.
Zadziory, luźny materiał i nadmierna grubość powłok, które mogą utrudniać ścisłe przyleganie części łączonych,
powinny być usunięte przed scaleniem.
Przed rozpoczęciem sprężania łączone części powinny być dopasowane, a śruby w poszczególnych grupach
dokręcone zgodnie z 8.3, tak aby szczeliny pozostałe w styku nie przekraczały 2 mm.
Dokręcanie wykonuje się przez obrót nakrętki, jeśli dostęp do nakrętki jest możliwy.
Przy dokręcaniu przez obrót
łba śruby, należy zachować szczególną ostrożność odpowiednio do metody dokręcania.
Śruby dokręca się kolejno od najbardziej do najmniej sztywnej strefy styku. W celu uzyskania równomiernego
sprężenia może być konieczny więcej niż jeden cykl dokręcania.
Klucze dynamometryczne stosowane we wszystkich fazach metody kontrolowanego momentu dokręcania po-
winny mieć dokładność ± 4 % według EN ISO 6789. Dokładność każdego klucza należy sprawdzać nie rzadziej
niż co tydzień, a kluczy pneumatycznych przy każdej zmianie długości przewodu. Klucze dynamometryczne
stosowane w pierwszym etapie metody kombinowanej powinny mieć dokładność ± 10 %, którą sprawdza się
raz w roku.
Klucze należy sprawdzać po każdym incydencie, który wystąpił podczas ich używania (znaczne uderzenie,
upadek, przeciążenie itp.) lub niesprawności.
Inne metody dokręcania (np. sprężenie osiowe urządzeniami hydraulicznymi lub naciąg z kontrolą ultradźwię-
kową) powinny być kalibrowane zgodnie z zaleceniami producenta urządzenia.
Śruby o wysokiej wytrzymałości do sprężania stosuje się ze smarem nałożonym przez producenta (bez zmian),
chyba że stosuje się metodę DTI lub procedury według Załącznika H.
Zestaw śrubowy, który został dokręcony do minimalnej wartości sprężenia i następnie odkręcony, nie nadaje
się do dalszego użycia i powinien być wybrakowany.
Zestawy śrubowe użyte do wstępnego scalenia zwykle nie wymagają dokręcania do minimalnego sprężenia
lub odkręcania, a więc mogą być wykorzystane w połączeniu jako stałe.
UWAGA Gdy proces dokręcania opóźnia się w niekontrolowanych warunkach ekspozycji, właściwości smarowania mogą
ulec zmianie i powinny być sprawdzone.
Potencjalny spadek siły sprężenia w stosunku do wartości początkowej pod wpływem szeregu czynników, jak
np. relaksacja, pełzanie wywołane przez powłoki ochronne (patrz Załącznik F.4 i Tablica 18), jest uwzględnia-
ny w metodach dokręcania podanych poniżej. W przypadku powłok o dużej grubości, powinny być określone
w specyfikacji ewentualne środki kompensujące prawdopodobny spadek siły sprężenia.
UWAGA Przy stosowaniu metody kontrolowanego momentu dokręcania można zastosować dokręcanie po upływie kilku dni.
8.5.2 Zalecane wartości momentu dokręcania
Zalecaną wartość momentu dokręcania M
r,i
potrzebną do uzyskania nominalnej minimalnej siły sprężenia F
p,C
wyznacza się dla każdego typu zestawu śrubowego, przyjmując jedną z następujących opcji:
a) wartości wyznaczone na podstawie k-klasy podanej przez producenta łączników zgodnie z odpowiednią
częścią EN 14399:
1) M
r,2
= k
m
d F
p,C
gdzie k
m
dla k-klasy K2.
2) M
r,1
= k
m
d F
p,C
gdzie k
m
dla k-klasy K1.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
62
b) wartości wyznaczone według Załącznika H:
1) M
r,test
= M
m
gdzie M
m
moment wyznaczony zgodnie z procedurą odpowiednią dla stosowanej metody
dokręcania.
8.5.3 Metoda kontrolowanego momentu dokręcania
Śruby powinny być dokręcane kluczem dynamometrycznym o odpowiednim zakresie operacyjnym. Mogą
być stosowane klucze ręczne lub z napędem mechanicznym. Do pierwszego etapu dokręcania śrub można
stosować klucze udarowe.
Dokręcanie powinno być wykonywane w sposób ciągły i równomierny.
Dokręcanie metodą kontrolowanego momentu składa się z następujących dwóch etapów:
a) pierwszy etap dokręcenia: klucz ustawia się na moment o wartości około 0,75 M
r,i
, gdzie M
r,i
= M
r,2
lub M
r,test
.
W pierwszym etapie dokręca się wszystkie śruby w danym połączeniu, przed rozpoczęciem drugiego etapu
dokręcania;
b) drugi etap dokręcenia: klucz ustawia się na moment o wartości 1,10 M
r,i
, gdzie M
r,i
= M
r,2
lub M
r,test.
UWAGA Współczynnik 1,10 do M
r,2
odpowiada wartości (1 + 1,65 V
k
), gdzie V
k
= 0,06 dla klasy K2.
8.5.4 Metoda kombinowana
Dokręcanie metodą kombinowaną składa się z dwóch etapów:
a) pierwszy etap dokręcenia, z zastosowaniem klucza dynamometrycznego o odpowiednim zakresie użytko-
wym. Klucz ustawia się na moment o wartości około 0,75 M
r,i
, gdzie M
r,i
= M
r,2
lub M
r,1
lub M
r,test
. W pierwszym
etapie dokręca się wszystkie śruby w danym połączeniu, przed rozpoczęciem drugiego etapu dokręcania;
Wartość M
r,1
, można w przybliżeniu wyznaczać według wzoru M
r,1
= 0,13 d F
p,C
, chyba że ustalono inaczej.
b) drugi etap dokręcenia, w którym wykonuje się dodatkowy obrót obracanej części zestawu śrubowego.
Położenie nakrętki w stosunku do gwintu trzpienia śruby oznacza się po pierwszym etapie dokręcenia za
pomocą kredki lub rysika, tak aby docelowy obrót nakrętki mógł być łatwo zidentyfikowany.
W drugim etapie dokręcania stosuje się dodatkowy obrót nakrętki o wartość podaną w Tablicy 21, jeśli nie
zadysponowano inaczej.
Tablica 21 – Metoda kombinowana: dodatkowy obrót
(śrub klasy 8.8 i 10.9)
Całkowita grubość nominalna „t ” części
łączonych (łącznie z wszystkimi
przekładkami i podkładkami)
Dodatkowy obrót, podczas drugiego etapu
dokręcania
d = średnica śruby
Stopnie
Część pełnego obrotu
t < 2 d
60
1/6
2 d ≤ t < 6 d
90
1/4
6 d ≤ t ≤ 10 d
120
1/3
UWAGA Gdy powierzchnia pod łbem śruby lub pod nakrętką (uwzględniając ewentualną podkładkę klinową)
nie jest prostopadła do osi śruby, wymagany kąt obrotu wyznacza się na podstawie badań.
8.5.5 Metoda HRC
Śruby HRC dokręca się używając specjalnych kluczy szczękowych, wyposażonych w dwa współosiowe uchwyty
obracające się w przeciwnych kierunkach. Uchwyt zewnętrzny powoduje dokręcanie nakrętki zgodnie z ruchem
wskazówek zegara. Uchwyt wewnętrzny zapobiega obrotowi końcówki trzpienia śruby.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
63
UWAGA 1 Klucz szczękowy działa następująco:
– podczas dokręcania zestawu śrubowego, uchwyt obracający dokręca, aż do wyczerpania wytrzymałości materiału;
– od początku aż do końcowego etapu dokręcania, zewnętrzny uchwyt na nakrętce obraca się zgodnie z ruchem wska-
zówek zegara, a uchwyt wewnętrzny przytrzymuje końcówkę trzpienia śruby, co powoduje dokręcanie przez obrót nakrętki;
– w końcowym etapie dokręcania, tj. gdy została osiągnięta wytrzymałość na skręcanie zwężonego przekroju szyjki koń-
cówki trzpienia, wewnętrzny uchwyt obraca się przeciwnie, a uchwyt zewnętrzny na nakrętce zapobiega obrotowi;
– osadzenie zastawu śrubowego jest zakończone, gdy końcówka trzpienia urywa się w zwężonym przekroju szyjki.
Wartość specyfikowanej siły sprężenia zależy od charakterystyki geometrycznej, mechanicznej i smarowania
śrub HRC. Sprzęt nie wymaga kalibrowania.
W celu zapewnienia osiągnięcia specyfikowanej minimalnej wartości siły sprężenia w śrubach połączenia,
dokręcanie śrub wykonuje się zwykle w dwóch etapach, każdy za pomocą kluczy szczękowych.
Pierwszy etap dokręcania kończy się, gdy zewnętrzny uchwyt klucza szczękowego przestaje się obracać. W razie
potrzeby można zadysponować wielokrotne powtarzanie pierwszego etapu dokręcania. Pierwszy etap dokrę-
cania wszystkich śrub danego połączenia powinien być zakończony przed rozpoczęciem etapu drugiego.
UWAGA 2 Zalecenia producenta sprzętu mogą zawierać dodatkowe informacje dotyczące sposobu identyfikacji stanu
osiągnięcia napięcia śruby, np. przez zmianę dźwiękową pracy klucza lub przez stosowanie innych metod.
Drugi etap dokręcania jest osiągnięty, gdy końcówka trzpienia urywa się w zwężonym przekroju szyjki.
Gdy w połączeniu nie ma możliwości zastosowania kluczy szczękowych do zestawów śrub HRC, np. z powodu
braku dostępu, można stosować metodę kontrolowanego momentu dokręcania, patrz 8.5.3, przyjmując dane
dla k-klasy K2, lub też stosować bezpośrednie wskaźniki napięcia, patrz 8.5.6.
8.5.6 Metoda bezpośrednich wskaźników napięcia
Niniejszy podrozdział dotyczy podkładek ściśliwych, takich jak bezpośrednie wskaźniki napięcia według
prEN 14399-9, które pokazują osiągnięcie w śrubie wymaganej minimalnej siły sprężenia. Nie dotyczy on
wskaźników reagujących na skręcanie ani bezpośrednich pomiarów siły w śrubie za pomocą urządzeń hy-
draulicznych.
Bezpośrednie wskaźniki napięcia i związane z nimi podkładki osadza się zgodnie z Załącznikiem J.
Pierwszy etap dokręcania – do osiągnięcia w zestawie śrubowym stanu równomiernego „ścisłego docisku”
– następuje, gdy rozpoczyna się zgniatanie wypustek podkładek DTI. Ten etap należy uzyskać we wszystkich
śrubach danego połączenia przed rozpoczęciem drugiego etapu dokręcania.
Dokręcanie w drugim etapie wykonuje się według prEN 14399-9 i Załącznika J. Pomiary szczelin między pod-
kładkami mogą być uśredniane przy ocenie akceptowalności dokręcenia śruby.
8.6 Śruby pasowane
Śruby pasowane mogą być stosowane w połączeniach sprężanych i niesprężanych według 8.1 do 8.5 oraz
następujących wymagań dodatkowych:
Licencja PKN dla PIN 2009-12-31
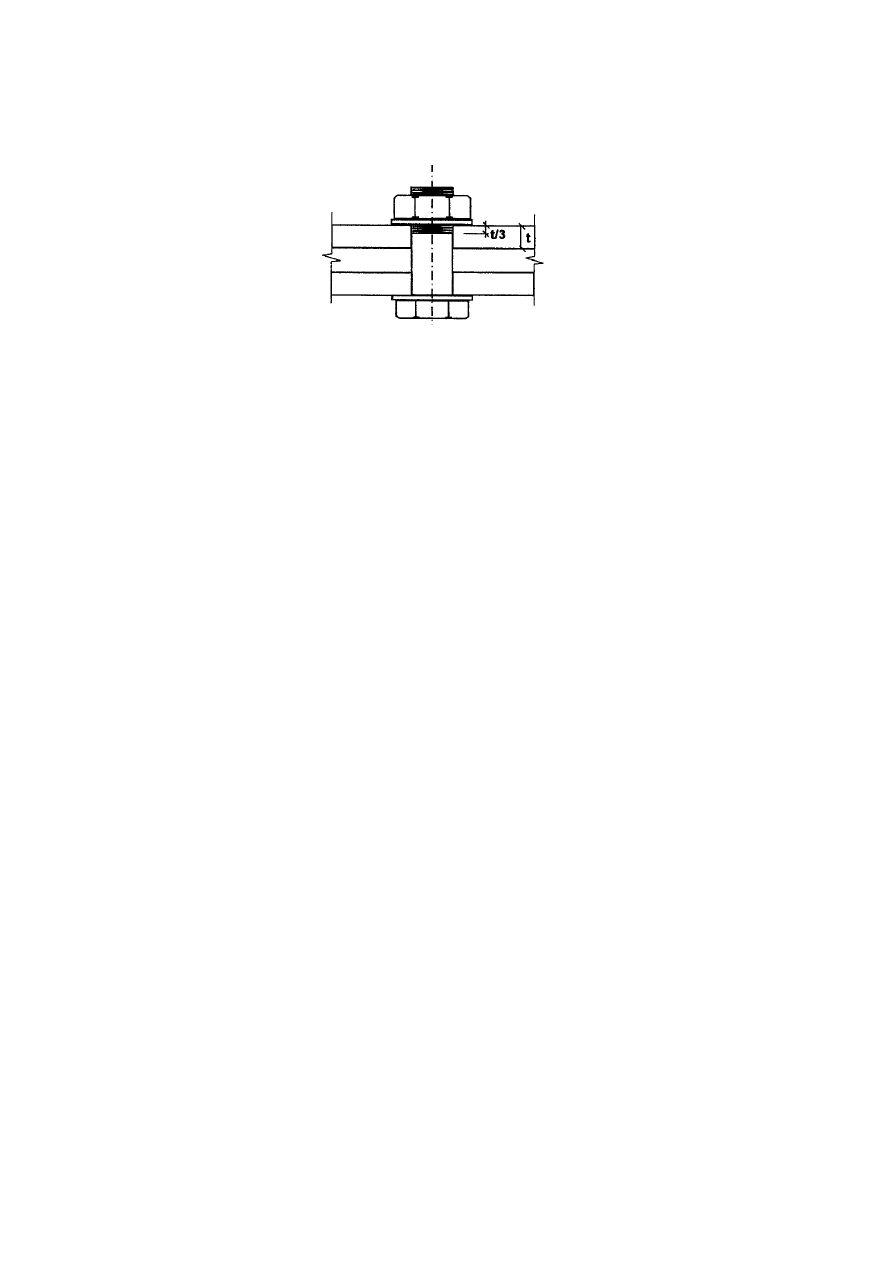
EN 1090-2:2008
64
Długość części gwintowanej trzpienia śruby pasowanej w strefie docisku (uwzględniając wybieg gwintu) nie
powinna przekroczyć 1/3 grubości blachy, o ile nie ustalono inaczej, patrz Rysunek 4.
Rysunek 4 – Część gwintowana trzpienia śruby pasowanej w strefie docisku
Śruby pasowane należy osadzać bez używania nadmiernej siły, aby uniknąć uszkodzenia gwintu.
8.7 Nity osadzane na gorąco
8.7.1 Nity
Każdy nit powinien mieć długość umożliwiającą uformowanie łba o znormalizowanych wymiarach i pełne wy-
pełnienie otworu, a także uniknięcie wgnieceń od zakuwarki na zewnętrznej powierzchni złącza.
8.7.2 Osadzanie nitów
Części łączone należy dociskać, aż będą szczelnie przylegały do siebie oraz przytrzymywać podczas nitowania.
Mimośród usytuowania otworów w częściach scalonych do osadzenia nitu nie powinien być większy niż 1 mm.
W celu spełnienia tego wymagania dopuszcza się stosowanie rozwiercania, ale wtedy może być konieczne
zwiększenie średnicy nitu.
W połączeniach na wiele nitów, najpierw osadza się śruby montażowe, nie mniej niż w co czwartym otworze,
a następnie rozpoczyna nitowanie od środka grupy nitów. W połączeniach na jeden nit stosuje się specjalne
środki do przytrzymania części (np. zaciski).
Do nitowania stosuje się, jeśli to możliwe, sprzęt stałociśnieniowy. Po spęczeniu nitu ciśnienie napędowe
utrzymuje się przez krótki czas, aż łeb nitu stanie się czarny.
Każdy nit należy rozgrzać równomiernie na jego długości, bez przepalenia lub szczególnej zgorzeliny. Powi-
nien być w stanie jasnoczerwonego żaru do chwili wkładania i spęczony na całej długości, aż do całkowitego
wypełnienia otworu. Szczególną staranność należy zachować przy rozgrzewaniu i osadzaniu nitów długich.
Każdy nit należy pozbawić zgorzeliny obijaniem gorącego nitu o twardą powierzchnię, przed włożeniem do
otworu.
Nity przepalone lub nie wykorzystane po nagrzaniu nie powinny być używane.
Gdy wymagana jest płaska powierzchnia nitów z łbem wpuszczanym, części wystające nitów należy spiłować
lub zeszlifować.
8.7.3 Kryteria akceptacji
Łby nitów powinny być usytuowane centrycznie. Mimośród łba w stosunku do osi trzpienia nie powinien prze-
kraczać 0,15 d
0
, gdzie d
0
– średnica otworu.
Nity powinny mieć łby odpowiednio uformowane, bez pęknięć i wgłębień.
Nity powinny ściśle przylegać do ścianek otworów i do powierzchni zewnętrznych złącza. Lekkie uderzenia
młotka w łeb nie powinny powodować ruchu ani drgań nitu.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
65
Mały dobrze uformowany i centryczny kołnierz może być akceptowany, jeśli występuje tylko w małej liczbie
nitów w grupie.
W specyfikacji można podać wymaganie, aby zewnętrzne powierzchnie złączy były pozbawione wgnieceń od
zakuwarki.
Łby wpuszczane nitów powinny całkowicie wypełniać sfazowany otwór w blasze po zanitowaniu. Jeśli ten otwór
nie zostanie wypełniony całkowicie, to nit należy wymienić.
Wszystkie nity, które nie spełniają kryteriów akceptacji, powinny być usuwane i zastępowane nowymi.
8.8 Łączenie elementów cienkościennych
8.8.1 Postanowienia ogólne
Niniejszy rozdział dotyczy elementów cienkościennych o grubości do 4 mm.
Dobór łączników o odpowiednich właściwościach, odpowiednio do warunków montażu, może być dokonywany
na podstawie badań procedury wykonywania połączeń. Badania procedury stosuje się w celu wykazania, że
wymagane połączenia mogą być wykonane w określonych warunkach na budowie. Rozpatruje się następujące
czynniki:
a) możliwość wykonania otworów o prawidłowych wymiarach dla wkrętów samogwintujących i nitów jedno-
stronnych;
b) możliwość prawidłowego ustawienia siły naciągu wkrętarek mechanicznych w położeniu obrót/głębokość;
c) możliwość osadzania wkrętów samowiercących prostopadle do powierzchni łączonych i podkładek uszczel-
niających, przy utrzymaniu ściśnięcia podkładek w granicach zalecanych przez ich producenta;
d) możliwość doboru i zastosowania kołków wstrzeliwanych;
e) możliwość ukształtowania właściwych połączeń nośnych i rozpoznanie niewłaściwych.
Łączniki powinny być stosowane zgodnie z zaleceniami producenta.
Stosownie specjalnych łączników i metod połączeń, patrz 8.9.
8.8.2 Stosowanie wkrętów samogwintujących i samowiercących
Wkręty dobiera się pod względem długości i kształtu gwintu, odpowiednio do specyfiki stosowania i grubości
łączonych wyrobów. Efektywna długość gwintu powinna zapewniać jego zagłębienie w podłoże.
W pewnych przypadkach potrzebne są wkręty z gwintem przerywanym. Przy doborze długości gwintu uwzględ-
nia się także grubość podkładki uszczelniającej.
Jeśli nie ustalono inaczej, to łączniki umieszcza się w bruzdach fałd.
W przypadku gdy łączniki są usytuowane na grzbietach fałd, należy zapobiec wystąpieniu wgnieceń i nieszczel-
ności wokół łączników.
Sprzęt mechaniczny do osadzania łączników powinien być kontrolowany pod względem głębokości i/lub ob-
rotu, zgodnie z zaleceniami producenta. Szybkość wiercenia lub wkręcania (w obrotach na minutę) wkrętarek
mechanicznych powinna być zgodna z zaleceniami producenta łączników.
Łączniki z podkładkami uszczelniającymi należy osadzać tak, by uzyskać odpowiednie ściśnięcie podkładki,
co pokazano na Rysunku 5.
Wskaźnik głębokości w mechanicznej wkrętarce powinien być ustawiony tak, aby uzyskać ściśnięcie podkładki
elastomerowej w zakresie podanym przez producenta wyrobu.
Licencja PKN dla PIN 2009-12-31
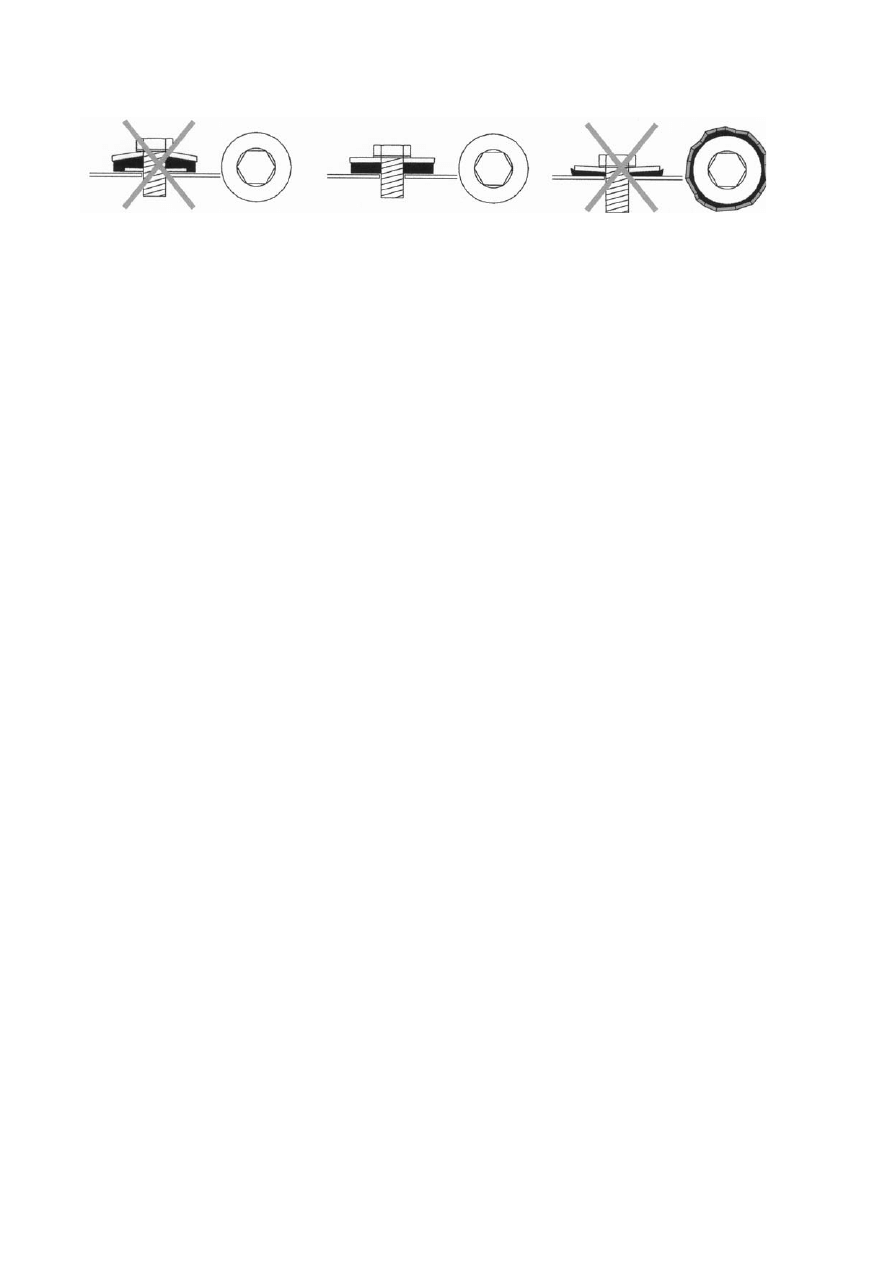
EN 1090-2:2008
66
Rysunek 5 – Prawidłowy stopień ściśnięcia podkładek uszczelniających
Wkręty bez podkładek uszczelniających osadza się za pomocą sprzętu z odpowiednią kontrolą obrotu lub
głębokości, aby zapobiec przekręceniu.
Moment dokręcania powinien być ustawiony tak, aby wkręcanie kończyło się przed zniszczeniem gwintu lub
ścięciem łba wkręta.
8.8.3 Stosowanie nitów jednostronnych
Długość nitu jednostronnego dobiera się do grubości zaciskowej części łączonych.
UWAGA 1 Długość nitu zalecana przez producenta zwykle uwzględnia pewne dociśnięcie łączonych blach.
UWAGA 2 Większość producentów oferuje sprzęt ręczny i mechaniczny o małej lub wysokiej wydajności. Często jest on
łatwo dostosowywany, przez wymianę tylko końcówki i/lub uchwytu, do osadzania nitów innych typów lub o innych wymia-
rach. Wymienne głowice są zwykle przydatne, gdy dostęp do osadzania nitów jest utrudniony, jak w przypadku wnętrza
ceowników lub kształtowników rurowych.
UWAGA 3 Właściwe dobranie charakterystyki łącznika, wynikającej z zależności między tuleją a trzpieniem nitu, decyduje
o jakości połączenia.
Nity należy osadzać zgodnie z zaleceniami producenta.
Ze względu na korozję, zerwane końcówki trzpieni nitów należy po nitowaniu zebrać i usunąć z zewnętrznych
powierzchni.
8.8.4 Szwy podłużne
Szwy podłużne między arkuszami blach i innymi częściami, jak obróbki i elementy dodatkowe, powinny zapew-
niać odpowiednie przyleganie blach na zakładach.
Złącza zakładkowe blach profilowanych eksponowane na powierzchni dachu wykonuje się zgodnie z zaleceniami
producenta wyrobów. Średnica łączników stosowanych w tych złączach nie powinna być mniejsza niż:
4,8 mm – dla wkrętów samogwintujących i samowiercących oraz 4,0 mm – dla nitów jednostronnych.
Jeśli poszycie ma pełnić funkcję tarczy, to powinny być określone w specyfikacji wymagania dotyczące łączni-
ków nośnych w złączach podłużnych.
8.9 Stosowanie specjalnych łączników i metod
Specjalne łączniki i metody połączeń stosuje się zgodnie z zaleceniami producentów oraz wymaganiami po-
danymi w 8.1 do 8.8. Dotyczy to także śrub łączących konstrukcję stalową z innymi materiałami, w tym także
kotwi wklejanych.
UWAGA 1 Przykładami specjalnych metod połączeń są: specjalnie otwory stożkowe, kołki gwintowane, klejenie oraz
zaciskanie z użyciem blach z lokalnymi deformacjami.
Metody specjalne stosuje się tylko wtedy, gdy tak ustalono w specyfikacji. Badania procedur wymagane do
zastosowania specjalnych łączników i metod połączeń niesprężanych lub sprężanych powinny być określone
w specyfikacji.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
67
Specjalnie zbieżne otwory lub kołki gwintowane można stosować zamiast zestawów śrubowych według 5.6.3,
pod warunkiem że materiały, kształt i tolerancje gwintu odpowiadają odpowiednim normom wyrobu.
Wymagania dotyczące stosowania śrub z łbem sześciokątnym z iniekcją powinny być określone w specyfikacji.
UWAGA 2 Informacje dotyczące dostawy i stosowania śrub z łbem sześciokątnym z iniekcją, patrz Załącznik K.
8.10 Korozja cierna stali nierdzewnych
Korozja cierna może być skutkiem miejscowego przywarcia lub uszkodzenia na powierzchni pod wpływem
obciążenia lub przemieszczeń podczas łączenia. W pewnych przypadkach jej przyczyną może być również
spawanie na zimno lub szlifowanie.
Korozji ciernej można zapobiegać następującymi sposobami:
a) stosując niejednakowe gatunki stali nierdzewnych, różniące się składem chemicznym, stopniem umocnie-
nia i twardością (np. gatunki A2-C4, A4-C4 lub A2-A4 w zestawie śruby z nakrętką według EN ISO 3506-1
i EN ISO 3506-2);
b) w przypadku trudnych warunków, stosując w jednym elemencie markową ulepszoną cieplnie stal nierdzewną
lub trwałe powłoki powierzchniowe, np. azotowanie lub twarde chromowanie;
c) stosując środki zabezpieczające, takie jak natryskiwana powłoka PTFE.
W przypadku stosowania niejednakowych metali lub powłok konieczne jest zapewnienie wymaganej odporności
na korozję.
UWAGA Smarowanie śrub, chociaż jest korzystne, może spowodować zanieczyszczenie i stworzyć problem przy prze-
chowywaniu.
9 Montaż
9.1 Postanowienia ogólne
Niniejszy rozdział zawiera wymagania dotyczące montażu i innych robot na budowie, w tym podlewek funda-
mentowych, jak również inne wymagania związane z bezpieczeństwem robót oraz dokładnym przygotowaniem
podpór.
Roboty na budowie, które obejmują spawanie, łączenie mechaniczne, zabezpieczenie powierzchni, wykonuje
się zgodnie z odpowiednimi wymaganiami podanym w Rozdziałach 6, 7, 8 i 10.
Kontrolę i odbiór konstrukcji przeprowadza się zgodnie z wymaganiami podanymi w Rozdziale 12.
9.2 Warunki na placu budowy
Przed rozpoczęciem montażu należy sprawdzić, czy są spełnione wymagania techniczne dotyczące bezpie-
czeństwa robot, uwzględniając przy tym następujące czynniki:
a) ustawienie i pracę dźwigów stacjonarnych oraz ich wyposażenia;
b) drogi dojazdowe na budowę i na placu budowy;
c) warunki gruntowe wpływające na bezpieczeństwo ruchu i robót na budowie;
d) prawdopodobne osiadanie podpór konstrukcji;
e) instalacje podziemne, linie napowietrzne i przeszkody budowlane;
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
68
f) ograniczenia wymiarów i ciężaru elementów, które mają być dostarczane na budowę;
g) warunki środowiskowe i klimatyczne na placu budowy i w jego otoczeniu;
h) szczegóły (właściwości) konstrukcji w bezpośrednim sąsiedztwie robót.
Na planie budowy powinny być pokazane drogi dojazdowe na budowę i na placu budowy, z wymiarami i rzęd-
nymi dróg dojazdowych oraz z rzędnymi placów operacyjnych i składowych.
Gdy roboty montażowe są związane z pracami innych wykonawców, należy sprawdzić, czy te prace zostały
uwzględnione w wymaganiach technicznych związanych z bezpieczeństwem robot. Sprawdzenie to powinno
uwzględniać następujące czynniki:
i) wstępne procedury współpracy wykonawców;
j) możliwości istniejącego wyposażenia i instalacji na budowie;
k) największe dopuszczalne obciążenia wykonawcze konstrukcji stalowych podczas montażu (z uwzględnie-
niem składowania);
l) kontrolę układania betonu w konstrukcjach zespolonych.
UWAGA W EN 1991-1-6 podano reguły dotyczące wyznaczania obciążeń wykonawczych z uwzględnieniem betonu.
9.3 Metoda (projekt) montażu
9.3.1 Założenia projektowe do metody montażu
Należy stosować bezpieczną metodę montażu opartą na obliczeniach, we wszystkich przypadkach, gdy statecz-
ność konstrukcji w poszczególnych stadiach montażu nie jest oczywista. W projektowanej metodzie montażu
powinny być rozpatrzone następujące czynniki:
a) usytuowanie i rodzaj połączeń montażowych;
b) największe wymiary, ciężar i położenie elementów;
c) kolejność montażu;
d) koncepcja zapewnienia stateczności w poszczególnych stadiach montażu, z uwzględnieniem wymagań
dotyczących tymczasowych stężeń i podpór;
e) podpory tymczasowe lub inne zabiegi wykonawcze w fazie betonowania konstrukcji zespolonych;
f) warunki usuwania stężeń i podpór tymczasowych, oraz wymagania dotyczące odprężania lub doprężania
konstrukcji;
g) czynniki, które mogą spowodować zagrożenie bezpieczeństwa podczas budowy;
h) etapy i metody przygotowania połączeń z fundamentami lub łożyskami i wykonania podlewek;
i) podniesienia wykonawcze i wstępne ustawienia, wymagane w odniesieniu do wartości wprowadzonych
podczas wytwarzania;
j) wykorzystanie poszycia z blach profilowanych do zapewnienia stateczności ogólnej;
k) wykorzystanie poszycia z blach profilowanych jako stężenia bocznego;
l) transportowanie elementów, z uwzględnieniem osprzętu do podnoszenia, obracania lub wyciągania;
m) usytuowanie i warunki dotyczące podpierania i lewarowania;
n) koncepcja stabilności łożysk;
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
69
o) przemieszczenia częściowo zmontowanej konstrukcji;
p) spodziewane osiadanie podpór;
q) usytuowanie i obciążenia od dźwigów, składowanych elementów, obciążników itp. w różnych fazach montażu
konstrukcji;
r) wytyczne dostawy, składowania, podnoszenia, wbudowywania i wstępnego napinania odciągów;
s) szczegóły dotyczące wszystkich tymczasowych elementów i przyłączeń do stałej konstrukcji z wytycznymi
ich usuwania.
9.3.2 Projekt wykonawczy montażu
Projekt wykonawczy montażu (opracowany przez wykonawcę) powinien być sprawdzony zgodnie z regułami
obliczeń, ze szczególnym uwzględnieniem stanów konstrukcji częściowo zmontowanej przy obciążeniach
wykonawczych i innych.
Projekt wykonawczy montażu może się różnić od projektowanej metody montażu, pod warunkiem że zapewnia
taki sam stopień bezpieczeństwa.
Zmiany w projekcie wykonawczym montażu, łącznie z tymi, które zostały wymuszone przez warunki na budowie,
powinny być rozpatrzone i sprawdzone zgodnie z powyższym wymaganiem.
Projekt wykonawczy montażu powinien zawierać opis procedur stosowanych do montażu konstrukcji, z uwzględ-
nieniem wymagań technicznych związanych z bezpieczeństwem robót.
Procedury te stosuje się łącznie ze specjalistycznymi instrukcjami wykonywania robót.
Projekt wykonawczy montażu powinien uwzględniać wszystkie odpowiednie czynniki wymienione w 9.3.1 oraz
wymienione poniżej:
a) doświadczenie z próbnego montażu wykonanego zgodnie z 9.6.4;
b) usztywnienia konieczne do zapewnienia stabilności przed spawaniem i w celu kontrolowania lokalnych
przemieszczeń złącza;
c) osprzęt niezbędny do podnoszenia;
d) konieczność oznakowania ciężaru i/lub środków ciężkości elementów dużych lub o nieregularnym kształcie;
e) zależność pomiędzy udźwigiem a promieniem wysięgu w zastosowanych dźwigach;
f) określenie sił przechyłu lub wywracania, szczególnie przy oddziaływaniu wiatru podczas montażu oraz
właściwych sposobów zapewnienia stabilności położenia;
g) operacje o większym ryzyku zagrożenia bezpieczeństwa;
h) postanowienia dotyczące bezpieczeństwa na stanowiskach pracy i w dostępie do nich;
Dodatkowo, w odniesieniu do konstrukcji zespolonych, uwzględnia się co następuje:
i) kolejność łączenia poszycia ze stalowych blach profilowanych pod płyty zespolone powinna być przyjmo-
wana tak, aby zapewnić odpowiednie podparcie blach belkami i bezpieczne wykonanie połączeń zanim
zostaną one włączone do następnego etapu pracy;
j) nie należy zgrzewać kołków ścinanych na stalowych blachach profilowanych, dopóki te blachy nie zostaną
odpowiednio zabezpieczone połączeniami zgodnie z i);
k) kolejność układania oraz sposób zabezpieczenia i uszczelnienia pokrycia powinny zapewnić, że będzie
ono bezpiecznie pełnić funkcję szalunku podczas wykonywania następnych czynności montażowych oraz
układania zbrojenia i betonu.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
70
Bierze się również pod uwagę odpowiednie czynniki związane z wykonywaniem robót betonowych jak: kolejność
układania betonu, sprężanie, różnica temperatury między konstrukcją stalową a świeżym betonem, wypieranie
oraz podparcia.
9.4 Pomiary kontrolne
9.4.1 Układ odniesienia
Pomiary konstrukcji na budowie wykonuje się w układzie odniesienia przyjętym do ustalania położenia i pomia-
rów konstrukcji budowlanych zgodnie z ISO 4463-1.
Jako układ odniesienia do ustalania położenia konstrukcji stalowej i odchyłek punktów podparcia przyjmuje
się drugorzędną siatkę pomiarową, która powinna być udokumentowana. Współrzędne drugorzędnej siatki
pomiarowej uznaje się za właściwe, jeśli spełniają kryteria akceptacji podane w ISO 4463-1.
Temperatura odniesienia przy ustalaniu położenia i pomiarach konstrukcji stalowej powinna być określona
w specyfikacji.
9.4.2 Punkty położenia
Punkty położenia, określające projektowane usytuowanie montowanych elementów, powinny być zgodne
z ISO 4463-1.
9.5 Podpory, zakotwienia i łożyska
9.5.1 Kontrola podpór
Przed rozpoczęciem montażu sprawdza się stan i usytuowanie podpór, stosując odpowiednie środki wizualne
i pomiarowe.
Ujawnione niezgodności podpór powinny być udokumentowane i usunięte przed rozpoczęciem montażu.
9.5.2 Przygotowanie podpór
Wszystkie fundamenty, zakotwienia i inne podpory konstrukcji stalowej powinny być właściwie przygotowane
do połączenia z konstrukcją. Łożyska montuje się zgodnie z zaleceniami EN 1337-11.
Nie rozpoczyna się montażu dopóki usytuowanie i rzędne podpór oraz zakotwienia i łożyska nie spełnią kry-
teriów akceptacji podanych w 11.2 lub uprzednio wydanych odpowiednich poprawek do wyspecyfikowanych
wymagań.
Wyniki pomiarów sprawdzających położenie podpór powinny być udokumentowane.
Gdy śruby kotwiące będą wstępnie napinane, przyjmuje się, że górny odcinek trzpienia śruby na długości co
najmniej 100 mm nie ma przyczepności do betonu.
Tuleje, które mają zapewnić możliwość doginania śrub kotwiących, powinny mieć długość nie mniejszą niż trzy
średnice śruby i nie mniejszą niż 75 mm.
9.5.3 Utrzymanie podpór
Podczas montażu podpory konstrukcji stalowej powinny być utrzymywane w takim stanie, w jakim znajdowały
się przy jego rozpoczęciu.
UWAGA 1 Powierzchnie podpór, które wymagają ochrony przed osadzaniem rdzy, powinny być wyznaczone i odpowiednio
zabezpieczone.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
71
Kompensacja osiadania podpór jest akceptowalna, chyba że w specyfikacji ustalono inaczej. Operację tę prze-
prowadza się za pomocą pakietów blach lub podlewki, między konstrukcją a podporą.
UWAGA 2 Kompensację wykonuje się zwykle pod łożyskiem.
9.5.4 Podpory tymczasowe
Pakiety podkładek i inne elementy podpierające, używane jako podpory tymczasowe pod blachami podstaw,
powinny mieć płaską powierzchnię od strony stali oraz odpowiednie wymiary, wytrzymałość i sztywność, po-
zwalające uniknąć miejscowego skruszenia podłoża betonowego lub murowanego.
Podlewka stosowana wokół pakietów podkładek powinna je całkowicie zakrywać warstwą o grubości nie mniej-
szej niż 25 mm, chyba że w specyfikacji ustalono inaczej.
Pakietów podkładek na podporach mostów nie pozostawia się, chyba że ustalono inaczej.
Materiał pakietów blach pozostawianych w podlewkach powinien mieć tę samą trwałość co konstrukcja.
Nakrętki służące do regulacji pod blachą podstawy można pozostawiać, chyba że ustalono inaczej. Nakrętki
te powinny być zdolne do zapewnienia stabilności konstrukcji podczas montażu, ale nie do pełnienia funkcji
zakotwienia podczas jej użytkowania.
UWAGA Zamiast pakietów podkładek i bloków, do regulacji są często stosowane nakrętki obniżone lub nakrętki z tworzywa.
9.5.5 Podlewka i uszczelnienie
Jako podlewki stosuje się świeże materiały według 5.8.
Podlewki powinny być wykonywane w następujący sposób:
a) materiał do podlewki powinien być przygotowywany i używany zgodnie z zaleceniami producenta, z zacho-
waniem właściwej konsystencji. Mieszanie materiału w temperaturze poniżej 0 °C jest niedopuszczalne,
chyba że z zaleceń producenta wynika inaczej;
b) podlewkę wlewa się za pomocą odpowiedniej głowicy, tak aby całkowicie wypełniła przestrzeń pod stopą;
c) ubijanie lub podbijanie względem odpowiednio zamocowanych podpór stosuje się wtedy, gdy zostało to
przewidziane w specyfikacji i/lub zalecone przez producenta zaprawy;
d) otwory odpowietrzające wykonuje się w razie potrzeby.
Bezpośrednio przed podlewaniem, przestrzeń pod stalową blachą podstawy nie powinna zawierać cieczy, lodu,
gruzu ani zanieczyszczeń.
Stopy kielichowe po osadzeniu słupów zapełnia się gęstym betonem o wytrzymałości na ściskanie nie mniejszej
niż beton stopy.
Część słupa osadzona w kielichu stopy powinna być początkowo otoczona betonem na odpowiedniej długości,
aby zapewnić tymczasowo stabilność. Beton powinien pozostać w stanie nienaruszonym do czasu osiągnię-
cia co najmniej połowy wytrzymałości charakterystycznej na ściskanie, zanim zostaną usunięte tymczasowe
podpory i kliny.
Wymagany sposób obróbki powierzchni konstrukcji stalowej, łożysk i betonu przed wykonaniem podlewki po-
winien być określony w specyfikacji.
Należy zwrócić uwagę na to, aby ukształtowanie podlewki umożliwiało odpływ wody od części stalowych.
Gdy występuje niebezpieczeństwo zamknięcia odpływu wody lub agresywnej cieczy podczas użytkowania,
podlewka wokół blach podstawy nie powinna mieć pęknięć ponad dolną powierzchnią blachy podstawy na
skutek dodatkowego obciążenia. Podlewka betonowa powinna być wtedy uformowana pod kątem od blachy
podstawy, zgodnie z Rysunkiem 6.
Licencja PKN dla PIN 2009-12-31
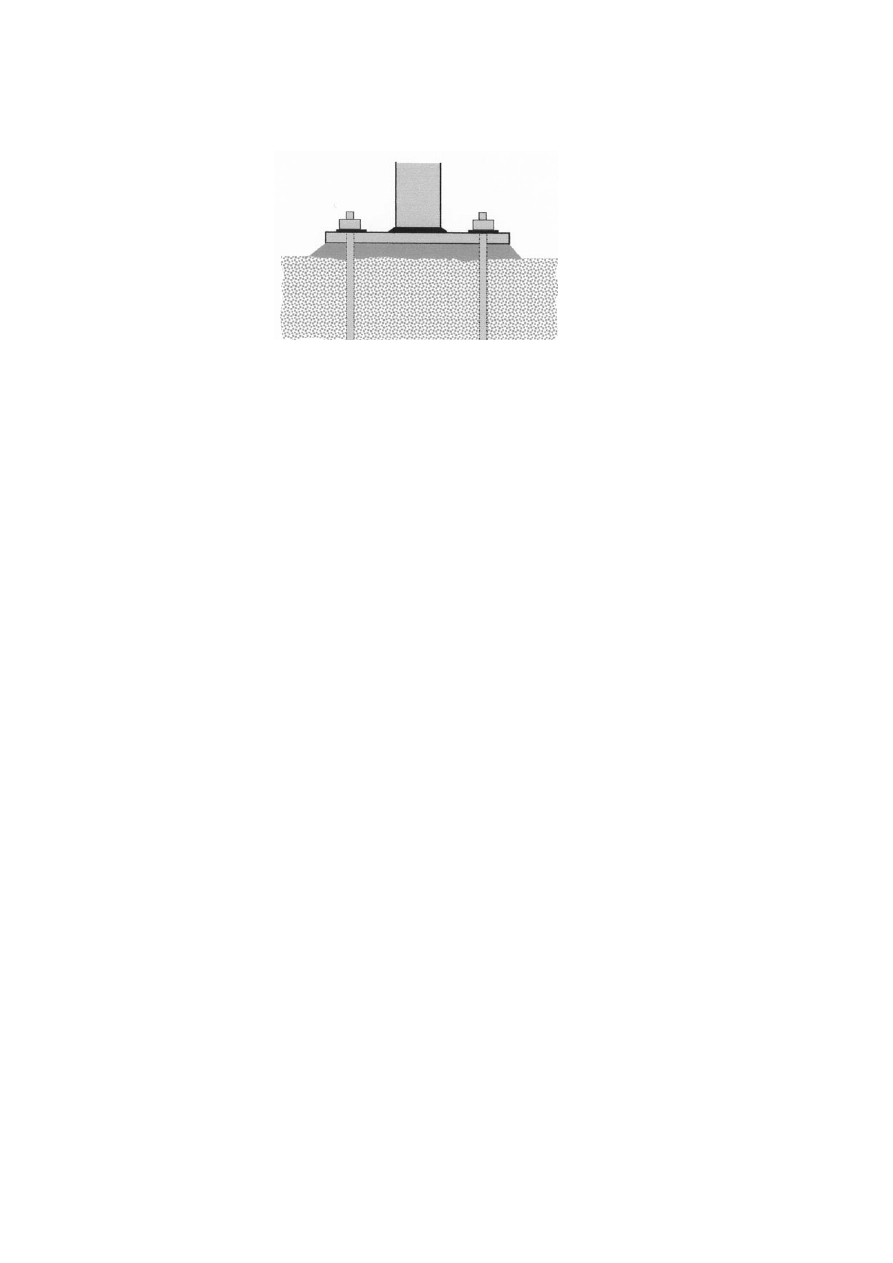
EN 1090-2:2008
72
Gdy podlewka nie jest potrzebna, a brzegi blachy podstawy wymagają uszczelnienia, to sposób wykonania
powinien być określony w specyfikacji.
Rysunek 6 – Podlewka pod blachą podstawy
Beton i zaprawę wykonuje się zgodnie z 5.8 i prEN 13670.
9.5.6 Zakotwienie
Elementy zakotwień w częściach betonowych konstrukcji lub w konstrukcjach przylegających osadza się zgod-
nie z ich specyfikacją.
Aby uzyskać wymaganą nośność zakotwienia stosuje się odpowiednie środki zapobiegające uszkodzeniu
betonu.
UWAGA Dotyczy to zwłaszcza kotwi rozporowych, przy których odległość od lica betonu nie może być zbyt mała, aby
nie dopuścić do rozsadzenia.
9.6 Montaż i roboty na placu budowy
9.6.1 Rysunki montażowe
Rysunki montażowe lub równoważne im instrukcje powinny stanowić część składową projektu wykonawczego
montażu.
Na rysunkach montażowych przedstawia się rzuty i elewacje konstrukcji z pokazaniem, w skali umożliwiającej
odczytanie oznaczeń wszystkich elementów składowych.
Na rysunkach należy pokazać usytuowanie siatki, położenie podpór i scalenie elementów oraz podać wyma-
gane tolerancje.
Na planie fundamentów pokazuje się usytuowanie stóp i zorientowanie konstrukcji stalowej oraz ewentualnie
inne elementy bezpośrednio stykające się z fundamentami z usytuowaniem i rzędnymi ich podstaw, a także
projektowane rzędne podparcia oraz poziom odniesienia. Plan fundamentów powinien zawierać podpory pod-
staw słupów oraz inne podpory konstrukcji.
Na elewacjach należy pokazać wymagane rzędne stropów i/lub konstrukcji.
Na rysunkach powinny być podane niezbędne szczegóły połączeń stali lub śrub z fundamentami, sposób re-
gulacji pakietami podkładek oraz wymagania dotyczące podklinowywania i podlewek, a także sposób łączenia
i przekazywania docisku przez konstrukcję stalową na podpory.
Na rysunkach pokazuje się szczegóły scalania konstrukcji stalowej oraz innych elementów tymczasowych,
niezbędnych do zapewnienia stateczności konstrukcji i bezpieczeństwa pracowników podczas montażu.
Na rysunkach należy podawać ciężary elementów lub zestawów montażowych o masie powyżej 5 ton oraz
określać położenie środków ciężkości wszystkich dużych elementów o nieregularnym kształcie.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
73
Rysunki wykonawcze poszycia z elementów cienkościennych są niezbędne i powinny zawierać co najmniej
następujące informacje:
a) typ, grubość, materiał, długość i oznaczenie arkuszy blach;
b) rodzaj i typ łączników oraz kolejność łączenia, z uwzględnieniem uwag dotyczących sposobu osadzania
łączników danego typu (np. średnica wiertła i minimalny moment dokręcania);
c) system konstrukcyjny poszycia;
d) złącza na rąbek lub na zakład, ze specyfikacją rodzaju łączników, podkładek i kolejności wykonania;
e) wymagania dotyczące wytwarzania na budowie;
f) usytuowanie wszystkich połączeń montażowych bez wstępnie wierconych otworów;
g) dane i szczegóły istotne przy scalaniu poszycia, takie jak: materiał, podziałka osiowa, rodzaj podparcia,
nachylenie oraz szczegóły kalenicy i okapu;
h) dylatacje;
i) otwory i niezbędne obramowania (np. świetliki, klapy dymowe, wentylacja, odprowadzenie wody);
j) zamocowania i osprzęt (np. do rurociągów i tras kablowych lub sufitów podwieszonych);
k) ograniczenia przejść podczas montażu i wymagania dotyczące sposobów rozkładania obciążeń.
9.6.2 Znakowanie
Elementy indywidualnie montowane lub wbudowywane powinny mieć znakowanie montażowe.
Na elemencie należy umieścić oznaczenie kierunku usytuowania, jeśli to nie wynika jasno z jego kształtu.
UWAGA Oznaczenia umieszcza się, w miarę możliwości, w miejscach widocznych podczas składowania i po zmontowaniu.
Sposób znakowania powinien być zgodny z 6.2.
9.6.3 Transport i składowanie na budowie
Transport i składowanie na budowie powinny spełniać warunki podane w 6.3 oraz poniżej.
Elementy powinny być podnoszone i układane tak, aby zminimalizować prawdopodobieństwo uszkodzeń.
Należy zwracać szczególną uwagę na możliwość uszkodzenia elementu lub jego powłok, przy stosowaniu
metody narzucania ciężaru.
Uszkodzenia konstrukcji podczas transportu, rozładunku, składowania i montażu powinny być naprawione,
w stopniu zapewniającym zgodność konstrukcji z wymaganiami.
Sposób naprawy powinien być określony w specyfikacji, przed jej rozpoczęciem. W konstrukcjach klasy EXC2,
EXC 3 i EXC 4 sposób naprawy powinien być udokumentowany.
Łączniki przed użyciem, przechowuje się na budowie w suchych warunkach, odpowiednio opakowane i ozna-
czone. Łączniki dostarcza i stosuje się zgodnie z zaleceniami producenta.
Wszystkie drobne elementy i blachy oraz inne elementy złączne powinny być odpowiednio opakowane i ozna-
kowane.
9.6.4 Montaż próbny
Montaż próbny wykonuje się zgodnie z wymaganiami podanymi w 6.10.
Montaż próbny przeprowadza się, aby sprawdzić:
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
74
a) wzajemne dopasowanie elementów;
b) planowany przebieg montażu, gdy stateczność konstrukcji zależy od kolejności montażu;
c) czas trwania operacji, jeśli warunki budowy wymagają ograniczenia czasu montażu.
9.6.5 Sposób montażu
9.6.5.1 Postanowienia ogólne
Montaż konstrukcji stalowej wykonuje się zgodnie z projektem montażu, zapewniając przez cały czas jej sta-
teczność.
Kotwy fundamentowe nie powinny być wykorzystywane do zabezpieczenia słupów przed przewróceniem, chyba
że zostały sprawdzone na tę okoliczność.
Bezpieczeństwo konstrukcji stalowej podczas montażu powinno być sprawdzane przy obciążeniach wyko-
nawczych, łącznie z ciężarem i oddziaływaniami operacyjnymi osprzętu montażowego oraz oddziaływaniami
wiatru w stadiach montażu.
Można uznać, że połączenia zapewniają stateczność fragmentu całej konstrukcji budynku, jeśli zmontowano
nie mniej niż jedną trzecią stałych śrub w każdym połączeniu.
9.6.5.2 Konstrukcje tymczasowe
Wszystkie tymczasowe stężenia i odciągi powinny pozostawać w swoim położeniu, aż do czasu, gdy stan
zaawansowania montażu pozwoli na bezpieczne ich usunięcia.
Jeśli w budynkach wysokich jest wymagane odprężanie stężeń w miarę postępu montażu, w celu redukcji
sił spowodowanych obciążeniem pionowym, tę operację wykonuje się stopniowo w poszczególnych polach.
Podczas takiego odprężania, stateczność powinny zapewniać stężenia zastępcze, na przykład dodatkowe
stężenia tymczasowe.
Wszystkie połączenia tymczasowych elementów montażowych powinny być wykonywane zgodnie z wyma-
ganiami niniejszej Normy Europejskiej w taki sposób, aby nie osłabić stałej konstrukcji i nie pogorszyć jej
użytkowalności.
Pręty i kliny oraz ich połączenia spawane, stosowane do podpierania konstrukcji podczas spawania, należy
sprawdzić pod względem nośności przy obciążeniach wykonawczych podczas montażu.
Gdy sposób montażu przewiduje przetaczanie lub inne przemieszczanie zmontowanego fragmentu lub całej
konstrukcji w położenie finalne, należy przewidzieć sposób i kontrolę zatrzymania przemieszczanej masy,
łącznie z rozpatrzeniem ewentualnej zmiany kierunku ruchu.
Wszystkie tymczasowe elementy kotwiące powinny być zabezpieczone przed niezamierzonymi oddziaływa-
niami.
Jeśli w specyfikacji nie ustalono inaczej, to stosuje się podnośniki, które mogą być zablokowane w dowolnym
położeniu pod ciężarem.
9.6.5.3 Odchyłki i dopasowanie
Należy zwracać uwagę, aby żadna część konstrukcji nie została trwale odkształcona lub przeciążona składo-
wanymi elementami albo obciążeniami podczas montażu.
Każdą podniesioną część konstrukcji należy niezwłocznie dopasować, a następnie jak najszybciej zakończyć
jej montaż.
Stałe połączenia elementów nie powinny być wykonywane finalnie, przed odpowiednim wyregulowaniem
konstrukcji pod względem poziomowania, pionowania i dopasowania styków. W tym celu zabezpiecza się
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
75
elementy połączeniami tymczasowymi, przed zmianą położenia podczas postępującego montażu i trudnością
dopasowywania dalszych elementów.
Odchyłki konstrukcji i brak dopasowania połączeń można korygować przekładkami regulacyjnymi, które powinny
być zabezpieczone przed wysunięciem. W konstrukcjach klasy EXC3 i EXC4 zabezpieczanie przekładek za
pomocą spawania wykonuje się zgodnie z wymaganiami podanymi w Rozdziale 7.
Jeśli nie ustalono inaczej, przekładki regulacyjne wykonuje się ze stali o tej samej trwałości co konstrukcja.
W konstrukcjach ze stali nierdzewnej przekładki powinny być również z takiej stali i mieć grubość nie mniejszą
niż 2 mm, jeśli są używane na zewnątrz.
W konstrukcjach z materiałów powlekanych przekładki regulacyjne powinny mieć powłoki o takiej samej trwa-
łości, o ile nie są wymagane powierzchnie cierne.
Szczeliny w złączach śrubowych niesprężanych i sprężanych nie powinny być większe przed sprężeniem niż
podano w 8.3 lub 8.5.1
Gdy brak zgodności w połączeniu montowanych elementów nie może być skorygowany przekładkami, to sto-
suje się metody podane w niniejszej Normie Europejskiej. Taka korekta może być wykonana na budowie, ale
nie powinna mieć wpływu na właściwości konstrukcji w stanie montażu i użytkowania. W relatywnie sztywnych
konstrukcjach ze spawanych elementów kratowych i w konstrukcjach przestrzennych należy zwracać uwagę,
aby przy dopasowywaniu elementów nie wprowadzać nadmiernych sił wewnętrznych.
Otwory w połączeniach można naprowadzać szpilkami montażowymi, chyba że zostało to zakazane. Owalizo-
wanie otworów na śruby nośne nie powinno przekraczać wartości podanych w 6.9.
Sposób korygowania połączenia w przypadku braku zgodności otworów na śruby powinien być zgodny z wy-
maganiami podanymi w Rozdziale 12.
Dopasowywane otwory mogą być akceptowane pod względem powiększenia i owalizacji według wymagań
podanych w 8.1, pod warunkiem sprawdzenia prawidłowości przekazania obciążeń.
Przy korygowaniu niezgodności otworów zaleca się stosowanie rozwiercania lub frezowania. W przypadku sto-
sowania innych metod wycinania, sposób wykończenia wewnętrznych powierzchni wszystkich takich otworów
powinien być sprawdzony pod względem zgodności z wymaganiami Rozdziału 6.
Wykonanie połączeń montażowych sprawdza się zgodnie z 12.5.
10 Zabezpieczenie powierzchni
10.1 Postanowienia ogólne
W niniejszym rozdziale podano wymagania dotyczące przygotowania powierzchni stali (po wytwarzaniu i spa-
waniu), do nakładania powłok malarskich lub innych. Wymagania niezbędne przy stosowaniu konkretnego
systemu powłok powinny być określone w specyfikacji.
W rozdziale nie podano szczegółowych wymagań dotyczących systemów ochrony przed korozją, znajdujących
się w następujących dokumentach odniesienia:
a) EN ISO 12944 oraz Załącznik F – w zakresie malowania powierzchni;
b) EN 14616, EN 15311, EN ISO 14713 i Załącznik F – w zakresie powłok metalowych zanurzeniowych i na-
tryskowych;
c) EN ISO 1461, EN ISO 14713 i Załącznik F – w zakresie metalowych powłok galwanicznych.
Konstrukcje projektowane na krótki okres użytkowania lub znajdujące się w środowisku o znikomej korozyjności
(np. C1), pomalowane tylko w celach estetycznych albo z naddatkiem na korozję, nie wymagają zabezpieczania
przed korozją w celu zapewnienia nośności i stateczności.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
76
UWAGA 1 Jako krótki okres użytkowania można przyjmować jeden rok.
Gdy malowanie ma charakter estetyczny, to stosuje się Tablicę 22 łącznie z Załącznikiem F.
Łączne stosowanie systemów powłok zabezpieczających przed ogniem i korozją wymaga potwierdzenia ich
zgodności.
UWAGA 2 Zabezpieczenie przed ogniem, na ogół nie jest uznawane za dostateczną ochronę przed korozją.
10.2 Przygotowanie powierzchni stalowych
Niniejsze postanowienia nie dotyczą stali nierdzewnych, dla których wymagania dotyczące czystości powierzchni
powinny być określone w specyfikacji.
Przygotowanie powierzchni do nakładania powłok malarskich lub innych powinno spełniać warunki określone
w EN ISO 8501. Stopień przygotowania powierzchni według EN ISO 8501-3 powinien być określony w spe-
cyfikacji.
Gdy określono oczekiwaną trwałość powłok i kategorię korozyjności, to stopień przygotowania powierzchni
przyjmuje się zgodnie z Tablicą 22.
Tablica 22 – Stopień przygotowania powierzchni
Oczekiwana trwałość powłok
a
Kategoria korozyjności
b
Stopień przygotowania
c
powyżej 15 lat
C1 / C2
P1
Powyżej C2
P2
od 5 lat do 15 lat
C1 do C3
P1
Powyżej C3
P2
poniżej 5 lat
C1 do C4
P1
C5 – Im
P2
a
b
Oczekiwane trwałości powłok i kategorie korozyjności podano w kontekście EN ISO 12944 i EN ISO 14713.
c
Stopień przygotowania P3 wymagany jest w szczególnych przypadkach.
Powierzchnie po cięciu termicznym, brzegi i spoiny powinny być odpowiednio gładkie i zdolne do uzyskania
wymaganej szorstkości podczas przygotowania powierzchni (patrz Załącznik F).
UWAGA Czasem nie można uzyskać odpowiedniej chropowatości powierzchni po cięciu termicznym, ponieważ jest
zbyt twarda dla materiału ściernego. W celu określenia twardości powierzchni i konieczności śrutowania można stosować
procedurę badań podaną w 6.4.4.
10.3 Stale trudnordzewiejące
W razie konieczności, procedury zapewniające wizualną akceptowalność pokrytej rdzą powierzchni stali
trudnordzewiejącej oraz procedury zabezpieczające ją przez zanieczyszczeniem (np. olejem, smarem, farbą,
betonem lub asfaltem) powinny być określone w specyfikacji.
UWAGA Na przykład powierzchnie eksponowane mogą wymagać piaskowania w celu uzyskania równomiernego rdze-
wienia.
Wymagany sposób zabezpieczenia powierzchni innych stali stykających się z niepowlekaną stalą trudnordze-
wiejącą powinien być określony w specyfikacji.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
77
10.4 Korozja kontaktowa
Należy wykluczyć wystąpienie niezamierzonego styku wyrobów z różnych metali, np. stali nierdzewnej z alu-
minium lub ze stalą konstrukcyjną. W przypadku spawania stali nierdzewnej ze stalą konstrukcyjną, powłoka
ochronna powinna zachodzić na powierzchnię stali nierdzewnej nie mniej niż 20 mm, licząc od brzegu spoiny
(patrz także 6.3, 6.9 i 7.7.3).
10.5 Cynkowanie zanurzeniowe
Gdy przed cynkowaniem stosuje się trawienie, to wszystkie szczeliny w złączach spawanych należy wcześniej
uszczelnić przed dostępem kwasu, o ile nie jest to sprzeczne z postanowieniami podanymi w 10.6.
W elementach zawierających przestrzenie zamknięte należy przewidzieć otwory wentylacyjne i odpływowe.
Powierzchnie w przestrzeniach wewnętrznych są zwykle cynkowane, a jeśli nie, to powinno być określone
w specyfikacji, czy te przestrzenie mają być uszczelnione po cynkowaniu i w jaki sposób.
10.6 Uszczelnianie
Gdy przestrzenie zamknięte mają być uszczelnione spawaniem lub zabezpieczone wewnętrznymi powłokami
ochronnymi, to system zabezpieczania powierzchni wewnętrznych powinien być określony w specyfikacji.
Gdy dopuszczalne niezgodności spoin, stosowanych w celu szczelnego zamknięcia przestrzeni, umożliwiają
dostęp wilgoci, odpowiedni materiał i sposób uszczelnienia powinny być określone w specyfikacji. Spoiny
stosowane tylko w celu uszczelnienia kontroluje się wizualnie. W razie potrzeby powinna być określona w spe-
cyfikacji kontrola bardziej szczegółowa.
UWAGA Należy zwracać uwagę na niewykrywalne kontrolą wizualną pęknięcia spoin, które mogą umożliwiać przenikanie
wody do zamkniętych przestrzeni.
Kształtowniki rurowe nie powinny być uszczelniane przed cynkowaniem. Powierzchnie pod nakładkami połą-
czonymi spoinami ciągłymi na obwodzie wymagają odpowietrzenia, chyba że te powierzchnie są na tyle małe,
że ryzyko rozerwania przez gazy podczas cynkowania jest nieznaczne.
Gdy w ściankach przestrzeni zamkniętych są osadzone łączniki, to sposób uszczelnienia ścianek powinien
być określony w specyfikacji.
10.7 Powierzchnie styku z betonem
Powierzchnie, które będą się stykały z betonem, również od spodu blach podstawy, powinny mieć powłokę
ochronną taką jak cała konstrukcja, ale bez warstwy wykończeniowej na szerokości nie mniejszej niż 50 mm
od krawędzi styku, chyba że ustalono inaczej. Pozostała powierzchnia styku z betonem nie wymaga zabez-
pieczania, chyba że ustalono inaczej. Powierzchnie niepowlekane powinny być oczyszczone strumieniowo lub
szczotkami z zendry walcowniczej, a także oczyszczone z brudu, oleju i smaru. Bezpośrednio przed betono-
waniem usuwa się luźną rdzę i brud.
10.8 Powierzchnie niedostępne
Powierzchnie które są trudno dostępne po scaleniu elementów, zabezpiecza się przed montażem.
W połączeniach ciernych powierzchnie styku powinny spełniać wymagania niezbędne do uzyskania wymaganego
współczynnika tarcia przy danym sposobie obróbki (patrz 8.4). W innych połączeniach nie jest wymagane, by
powierzchnie styku miały powłokę o pełnej grubości. Powierzchnie w stykach i pod nakładkami, powinny mieć
najwyżej powłokę gruntującą i podkładową, chyba że ustalono inaczej (patrz F.4).
Jeśli nie ustalono inaczej, to połączenia śrubowe – łącznie ze strefą obwodową – zabezpiecza się po obwodzie
pełnym systemem ochrony przed korozją stosowanym do całej konstrukcji.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
78
10.9 Naprawa po cięciu i spawaniu
Wymagania dotyczące sposobu naprawy i dodatkowego zabezpieczania brzegów lub styków powierzchni po
cięciu powinny być określone w specyfikacji.
System i zakres niezbędnych napraw powłok określa się, gdy wyroby zabezpieczone powłokami mają być
spawane.
Gdy powłoka cynkowa została usunięta lub zniszczona podczas spawania, to powierzchnie należy oczyścić
i przygotować, a następnie pokryć bogatą w cynk warstwą gruntującą i systemem powłok o podobnej trwałości co
powłoka cynkowa, przy danej kategorii korozyjności środowiska (dodatkowe wytyczne, patrz EN ISO 1461).
10.10 Czyszczenie po montażu
10.10.1 Czyszczenie elementów cienkościennych
Konstrukcja powinna być codziennie czyszczona z pozostałości po nitach jednostronnych, wierceniu itp., aby
uniknąć zanieczyszczeń od korozji.
10.10.2 Czyszczenie elementów ze stali nierdzewnej
Procedury czyszczenia powinny być dostosowane do rodzaju i funkcji elementu konstrukcyjnego, wykończenia
jego powierzchni oraz ryzyka korozji. Sposób, stopień i zakres czyszczenia powinny być określone w specy-
fikacji.
Należy unikać kontaktu kwasu stosowanego do czyszczenia muru i oblicówki budynków ze stalą konstrukcyj-
ną lub nierdzewną. W przypadku takiego zanieczyszczenia powierzchnię stali należy natychmiast zmyć dużą
ilością czystej wody.
11 Tolerancje geometryczne
11.1 Rodzaje tolerancji
W niniejszym rozdziale zdefiniowano różne typy odchyłek geometrycznych oraz określono dopuszczalne war-
tości dwóch rodzajów odchyłek:
a) podstawowych – istotnych ze względu na podstawowe kryteria oceny nośności i stateczności całej kon-
strukcji;
b) funkcjonalnych – istotnych ze względu na możliwość dopasowania lub wygląd.
Zarówno tolerancje podstawowe, jak i funkcjonalne mają charakter normatywny.
UWAGA prEN 1090-1 odnosi się do stalowych elementów konstrukcyjnych o tolerancjach podstawowych.
Podane odchyłki dopuszczalne nie uwzględniają odkształceń sprężystych spowodowanych ciężarem własnym
elementów.
Dodatkowo, w specyfikacji mogą być określone tolerancje specjalne pod względem rodzaju lub wielkości odchy-
łek. Jeśli tolerancje specjalne są wymagane, należy podać – gdy jest to właściwe – następujące informacje:
– zmienione wartości dopuszczalne tolerancji funkcjonalnych;
– parametry i wartości dopuszczalne odchyłek geometrycznych, które mają być przedmiotem kontroli;
– zakres przedmiotowy – czy te specjalne tolerancje dotyczą wszystkich, czy tylko elementów wymienionych
w specyfikacji.
W każdym przypadku wymagania odnoszą się do akceptacyjnego badania końcowego. Gdy wykonane elementy
są częściami konstrukcji montowanej na budowie, tolerancje zdefiniowane dla kontroli końcowej zmontowanej
konstrukcji powinny uwzględniać również tolerancje wytwarzania.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
79
11.2 Tolerancje podstawowe
11.2.1 Postanowienia ogólne
Tolerancje podstawowe powinny być zgodne z D.1. Podane wartości są wartościami dopuszczalnymi. Gdy
rzeczywiste odchyłki przekraczają wartości dopuszczalne, to wartości zmierzone traktuje się jako niezgodne
według Rozdziału 12.
W niektórych przypadkach odchyłki przekraczające tolerancje podstawowe mogą być zaakceptowane, jeśli
taka konkluzja wynika z ponownych obliczeń projektowych, w których te odchyłki uwzględniono. W przeciwnym
razie niezgodności te powinny być skorygowane.
11.2.2 Tolerancje wytwarzania
11.2.2.1 Kształtowniki walcowane
Odchyłki wyrobów walcowanych lub wykańczanych na gorąco albo profilowanych na zimno powinny mieścić się
w granicach dopuszczalnych tolerancji podanych w odpowiednich normach wyrobów. Te odchyłki dopuszczalne
stosuje się również w elementach wytwarzanych z tych wyrobów, chyba że zostaną zastąpione ostrzejszymi
kryteriami podanymi w D.1.
11.2.2.2 Kształtowniki spawane
Dopuszczalne odchyłki dla elementów spawanych wytwarzanych z blach zamieszczono w Tablicy D.1.1 i w Ta-
blicach od D.1.3 do D.1.6.
11.2.2.3 Kształtowniki profilowane na zimno
Dopuszczalne odchyłki dla części kształtowanych na zimno na prasach podano w Tablicy D.1.2. Elementy
wytwarzane z kształtowników profilowanych na zimno na rolkach, patrz.11.2.2.1.
UWAGA Na przykład: tolerancje przekroju poprzecznego kształtowników spawanych wytwarzanych z rozciętych kształ-
towników walcowanych powinny być zgodne z odpowiednią normą wyrobu, a całkowita wysokość i geometria środnika
zgodne z Tablicą D.1.1; tolerancje przekroju poprzecznego według EN 10162 stosuje się do kształtowników profilowanych
na zimno, a Tablicę D.1.2 do kształtowników formowanych na prasach.
11.2.2.4 Płyty użebrowane
Dopuszczalne odchyłki dla płyt użebrowanych podano w Tablicy D.1.6.
11.2.2.5 Blachy profilowane
Dopuszczalne odchyłki blach profilowanych, stosowanych jako elementy konstrukcyjne, podano w EN 508-1
i EN 508-3 oraz dodatkowo w Tablicy D.1.7.
11.2.2.6 Konstrukcje powłokowe
Dopuszczalne odchyłki dla konstrukcji powłokowych podano w Tablicy D.1.9, w której wybór odpowiedniej klasy
jest oparty na EN 1993-1-6.
11.2.3 Tolerancje montażu
11.2.3.1 System odniesienia
Odchyłki zmontowanych elementów powinny być mierzone w odniesieniu do ich punktów położenia (patrz
ISO 4463). Jeśli punkt położenia nie został ustalony, odchyłki mierzy się w odniesieniu do drugorzędnej siatki
pomiarowej.
Licencja PKN dla PIN 2009-12-31
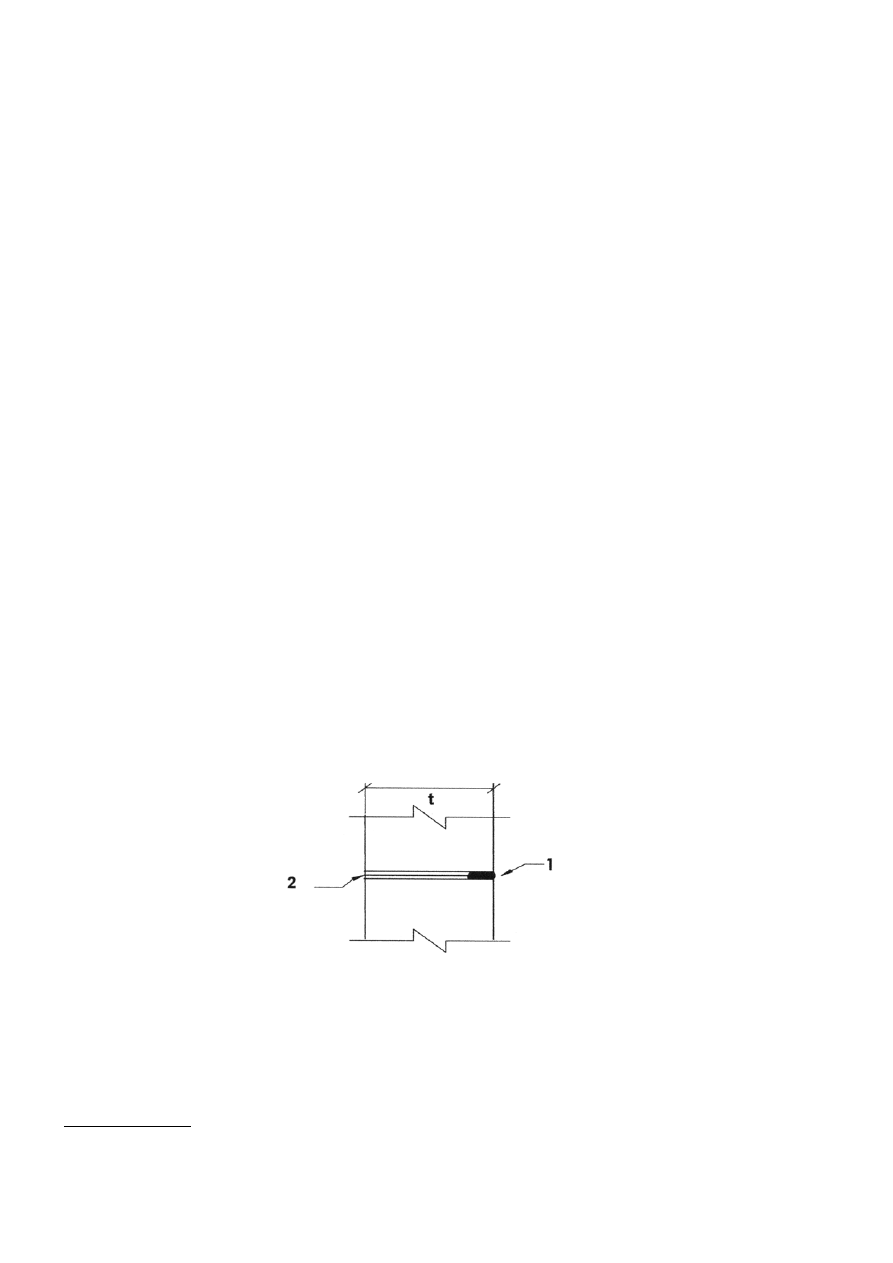
EN 1090-2:2008
80
11.2.3.2 Zakotwienia i inne podpory
Usytuowanie środka grupy śrub kotwiących lub innej podpory nie powinno być odchylone bardziej niż ± 6 mm
od wymaganego położenia w odniesieniu do drugorzędnej siatki pomiarowej.
Przy pomiarach kontrolnych wybiera się położenie najlepsze pod względem zgodności dopasowania grupy
śrub kotwiących do konstrukcji.
11.2.3.3 Podstawy słupów
Otwory w blachach podstawy i w innych blachach stosowanych do połączeń z podporami wymiaruje się z od-
powiednim luzem, uwzględniając dopuszczalne odchyłki wykonania podpór i konstrukcji. Może to wymagać
zastosowania dodatkowych dużych podkładek pod śruby kotwiące na górnej powierzchni blachy podstawy.
11.2.3.4 Słupy
Dopuszczalne odchyłki montażu słupów podano w Tablicach od D.1.10 do D.1.11
N3)
.
Dopuszczalne odchyłki dla grup sąsiadujących słupów (innych niż słupy ram portalowych lub podpierające
jezdnie suwnic) zaprojektowanych na podobne obciążenia pionowe, przyjmuje się jak następuje:
a) średnia arytmetyczna odchyłka w płaszczyźnie pochylenia kolejnych sześciu współpracujących słupów, nie
powinna przekraczać dopuszczalnych odchyłek podanych w Tablicach od D.1.10 do D.1.11
N5)
;
b) dopuszczalne odchyłki pochylenia poszczególnych słupów w tej grupie, pomiędzy poziomami sąsiednich
pięter, mogą być zwiększone do wartości = ± h/100.
11.2.3.5 Styki dociskowe
Powierzchnie styków zmontowanych elementów, w których wymaga się pełnego docisku, powinny być dopa-
sowane zgodnie z Tablicą D.1.12
N4)
.
Gdy po wstępnym dokręceniu śrub szczeliny w stykach przekraczają zdefiniowane wartości dopuszczalne,
można stosować przekładki redukujące wielkość szczelin, chyba że w specyfikacji wykonawczej podano inaczej.
Przekładki wykonuje się z płaskich blach z miękkiej stali i stosuje w ilości nie większej niż trzy w jednym punk-
cie. Położenie przekładek stabilizuje się w razie potrzeby spoinami pachwinowymi lub czołowymi z niepełnym
przetopem na ich brzegach, jak pokazano na Rysunku 7.
Objaśnienia
1 spoina czołowa z niepełnym przetopem lub pachwinowa
2 przekładki
Rysunek 7 – Przykład stabilizacji położenia przekładek w styku śrubowym z pełnym dociskiem
N3)
Odsyłacz krajowy: Błąd w oryginale. Powinno być: od D.1.11 do D.1.12.
N4)
Odsyłacz krajowy: Błąd w oryginale. Powinno być: D.1.13.
N5)
Odsyłacz krajowy: Błąd w oryginale. Powinno być: D.2.20.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
81
11.3 Tolerancje funkcjonalne
11.3.1 Postanowienia ogólne
Tolerancje funkcjonalne, jako akceptowalne odchyłki geometryczne stosuje się zgodnie z jedną z następujących
opcji, jako:
a) wartości stablicowane przedstawione w 11.3.2 lub
b) kryteria alternatywne zdefiniowane w 11.3.3.
Gdy żadna z opcji nie została określona w specyfikacji, stosuje się wartości stablicowane.
11.3.2 Wartości stablicowane
Wartości stablicowane dla dwóch klas tolerancji funkcjonalnych podano w D.2. Klasa tolerancji może być do-
bierana dla poszczególnych elementów, wybranych fragmentów lub całej montowanej konstrukcji.
UWAGA W odniesieniu do fragmentów konstrukcji, do których łączy się elewację szklaną, przyjmuje się klasę tolerancji 2,
aby zmniejszyć prześwity i uzyskać wymagane dopasowanie wewnętrznego lica obudowy.
Gdy klasa tolerancji dla D.2 nie została ustalona, przyjmuje się klasę tolerancji 1.
W uzupełnieniu Tablicy D.2.19
N5)
; – wystająca część trzpieni pionowych śrub kotwiących (w najdogodniejszym
położeniu po dopasowaniu) nie powinna być odchylona od pionu bardziej niż 1 mm na 20 mm. Podobne wy-
maganie stosuje się do osi śrub osadzanych poziomo lub pod innym kątem.
11.3.3 Kryteria alternatywne
W specyfikacji mogą być określone następujące kryteria alternatywne:
a) do konstrukcji spawanych – klasy według EN ISO 13920 jak niżej:
1) klasa C dla wymiarów długości i kątowych;
2) klasa G dla prostości, płaskości i równoległości;
b) do elementów niespawanych – kryteria te same co w (a);
c) w innych przypadkach, dla wymiaru d przyjmuje się odchyłkę dopuszczalną ± równą większej z wartości
d/500 lub 5 mm.
12 Kontrola, badania i działania korygujące
12.1 Postanowienia ogólne
W niniejszym rozdziale podano wymagania dotyczące kontroli i badań jakości w zakresie określonym w doku-
mentacji jakości (patrz 4.2.1) lub w planie jakości (patrz 4.2.2).
Kontrola, badanie i działania korygujące konstrukcji powinny być wykonywane na podstawie specyfikacji wy-
konawczej oraz wymagań jakości podanych w niniejszej Normie Europejskiej.
Wszystkie kontrole i badania prowadzi się według uprzednio opracowanego planu i udokumentowanych pro-
cedur. Specjalistyczne badania kontrolne i towarzyszące im korekty należy udokumentować.
12.2 Wyroby konstrukcyjne i części składowe
12.2.1 Wyroby konstrukcyjne
Dokumenty dostarczane z wyrobami konstrukcyjnymi sprawdza się i weryfikuje pod względem zgodności z do-
stawą według wymagań podanych w Rozdziale 5.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
82
UWAGA 1 Dokumenty te zawierają świadectwa kontroli, wyniki badań i deklaracje zgodności dla blach, kształtowników,
kształtowników rurowych, materiałów dodatkowych do spawania, łączników mechanicznych, kołków zgrzewanych itp.
UWAGA 2 Podczas sprawdzania tej dokumentacji należy ustalić niezbędne badania ogólne wyrobów.
W planach kontroli i badań należy uwzględnić kontrolę powierzchni wyrobów z uwagi na uszkodzenia, które
mogą wystąpić podczas jej obróbki.
Wyroby stalowe, których uszkodzenia zaistniałe podczas obróbki powierzchni zostały naprawione metodami
zgodnymi z niniejszą Normą Europejską, mogą być stosowane, pod warunkiem że ich właściwości nie są gorsze
niż wyspecyfikowane dla wyrobu oryginalnego.
Ewentualne wymagania dotyczące badań specjalistycznych podaje się w specyfikacji.
12.2.2 Części składowe
Dokumenty dostarczane z częściami składowymi sprawdza się i weryfikuje pod względem zgodności podanych
informacji z dostawą.
UWAGA Dotyczy to wszystkich półfabrykatów dostarczonych do dalszej obróbki w wytwórni (np. dwuteowniki spawane
do produkcji dźwigarów blachownicowych) oraz wyrobów otrzymanych przez wykonawcę na budowie, jeśli nie były przez
niego wykonane.
12.2.3 Wyroby niezgodne
Gdy dostarczona dokumentacja nie zawiera deklaracji dostawcy o zgodności wyrobów ze specyfikacją, wyro-
by powinny być traktowane jako niezgodne, dopóki nie zostanie wykazane, że spełniają wymagania podane
w planie kontroli i badań.
Wyniki badań potwierdzających zgodność wyrobów uznanych pierwotnie za niezgodne powinny być udoku-
mentowane.
12.3 Wytwarzanie: wymiary geometryczne elementów
Plan kontroli powinien obejmować niezbędne wymagania i sprawdzenia dotyczące przygotowanych stalowych
części składowych i wykonanych elementów.
Wymiary elementów powinny być zawsze sprawdzane. Metody i przyrządy pomiarowe dobiera się według
ISO 7976-1 lub ISO 7976-2. Dokładność pomiarów ocenia się zgodnie z odpowiednimi częściami ISO 17123.
Miejsca i częstość pomiarów powinny być określone w planie kontroli.
Kryteria akceptacji przyjmuje się zgodnie z 11.2. Odchyłki mierzy się z uwzględnieniem podniesień wykonaw-
czych i wstępnych ustawień podanych w specyfikacji.
W przypadku stwierdzenia niezgodności, należy podjąć następujące działania:
a) gdy korekta jest możliwa do wykonania, niezgodność koryguje się metodami zgodnymi z niniejszą Normą
Europejską i sprawdza ponownie;
b) gdy korekta jest niemożliwa do wykonania, to można zastosować modyfikację konstrukcji, kompensując
niezgodności zgodnie z procedurą ich usuwania.
Uszkodzenia w postaci miejscowych wgnieceń powierzchni kształtowników rurowych należy ocenić np. w spo-
sób pokazany na Rysunku 8.
Licencja PKN dla PIN 2009-12-31
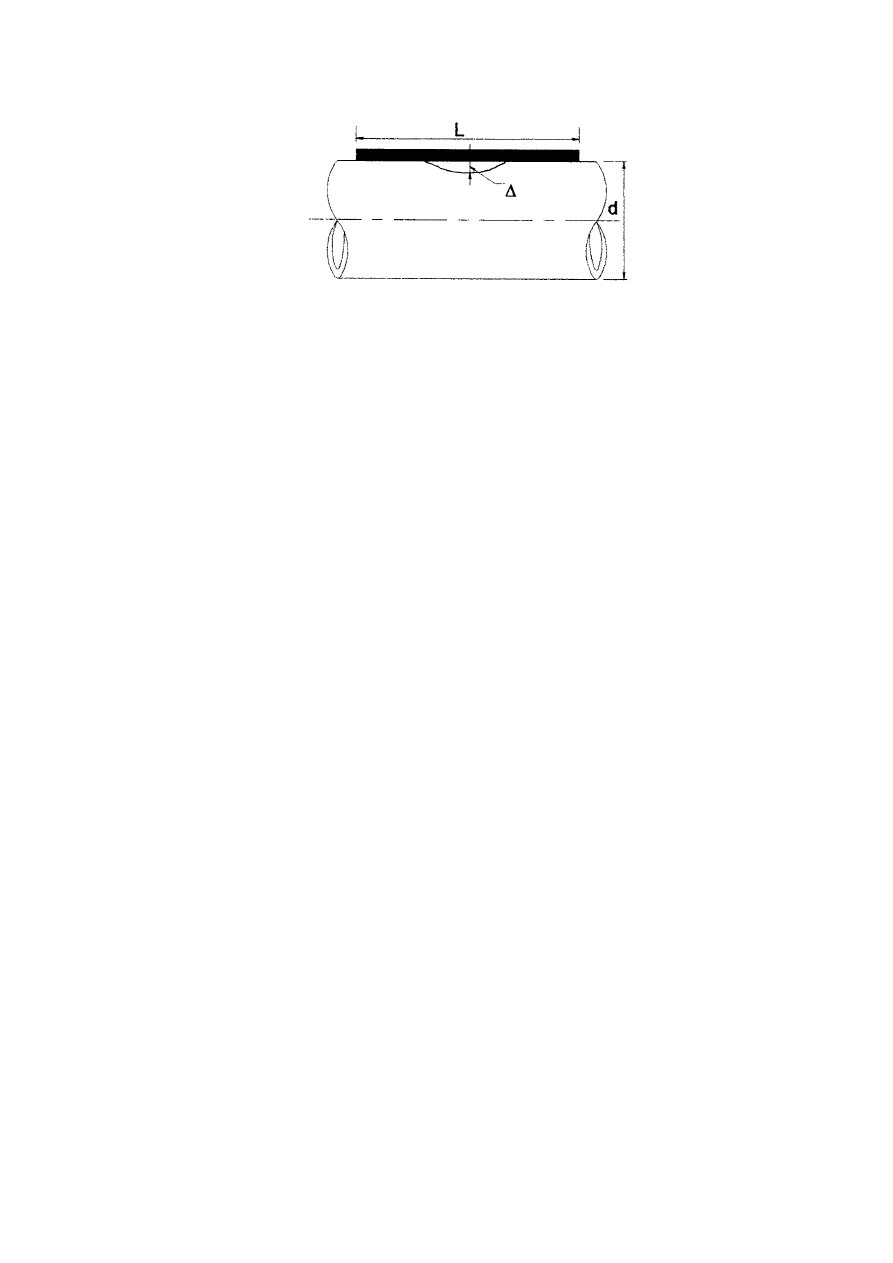
EN 1090-2:2008
83
Charakterystyczny wymiar przekroju poprzecznego kształtownika: d.
Długość przymiaru L ≥ 2d; Dopuszczalna szczelina
≤ max (d/100; 2 mm)
Rysunek 8 – Sposób oceny wgnieceń na powierzchni kształtowników rurowych
Gdy głębokość wgniecenia przekracza wartość dopuszczalną to, jeśli nie ustalono inaczej, można zastosować
nakładkę z blachy o tej samej grubości co ścianka kształtownika, przyspawaną po obwodzie.
UWAGA Takie naprawy nie są nadzwyczajne, ponieważ wiele kształtowników rurowych ma względnie cienkie ścianki.
Zaleca się stosowanie tej procedury zamiast procedur prostowania na gorąco według 6.5.
Wymagania kontroli podczas próbnego montażu według 6.10 powinny być podane w planie kontroli.
12.4 Spawanie
12.4.1 Kontrola przed spawaniem i podczas spawania
Kontrola przed spawaniem i podczas spawania powinna być przewidziana w planie kontroli, zgodnie z wyma-
ganiami podanymi w odpowiednich częściach EN ISO 3834.
Metody badań nieniszczących (NDT) powinny być wytypowane zgodnie z EN 12062, przez personel posiadający
kwalifikacje na poziomie 3 według EN 473. Zwykle badania ultradźwiękowe i radiologiczne stosuje się do spoin
czołowych, a badania penetracyjne lub magnetyczno-proszkowe do spoin pachwinowych.
Badania NDT, z wyjątkiem badań wizualnych, stosuje personel o kwalifikacjach na poziomie 2 według EN 473.
Gdy w planie kontroli wymagane jest sprawdzenie dopasowania przed spawaniem kształtowników rurowych
w połączeniach rozgałęźnych, szczególną uwagę należy zwrócić na następujące miejsca:
– w złączach rur okrągłych: pozycje skrajne przednia i tylna oraz dwie na środku powierzchni bocznych;
– w złączach rur prostokątnych i kwadratowych: cztery naroża.
12.4.2 Kontrola po spawaniu
12.4.2.1 Czas przetrzymania
Badania NDT spoin przeprowadza się zwykle dopiero po upływie czasu podanego w Tablicy 23.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
84
Tablica 23 – Minimalny czas przetrzymania
Wymiar spoiny
(mm)
a
Ciepło wprowadzone Q
(kJ/mm)
b
Czas przetrzymania
(godzin)
c
S235 do S420
S460 i powyżej
a lub s ≤ 6
wszystkie
tylko czas stygnięcia
24
6 < a lub s ≤ 12
≤ 3
8
24
> 3
16
40
a lub s > 12
≤ 3
16
40
> 3
40
48
a
Wymiar odnosi się do nominalnej grubości a spoiny pachwinowej lub nominalnej grubości s materiału ze spoiną
czołową z pełnym przetopem. Dla spoin czołowych z niepełnym przetopem kryterium wiodącym jest nominalna
grubość spoiny a lub suma grubości spoin a, gdy spoiny te są wykonywane jednocześnie z obu stron.
b
Ciepło wprowadzone Q oblicza się zgodnie z EN 1011-1:1998/ Rozdział 19.
c
Czas pomiędzy zakończeniem spawania a rozpoczęciem badań NDT powinien być zapisany w raporcie
z badań. Jako „czas stygnięcia” przyjmuje się czas potrzebny do ostudzenia spoiny do temperatury pozwalającej
na rozpoczęcie badań NDT.
Wartości podane w Tablicy 19 można zmniejszyć, gdy stosuje się podgrzewanie przed spawaniem oraz po
spawaniu, aż do jego zakończenia według EN 1011-2:2001/ Załącznik C.
Gdy kolejne prace uniemożliwią dostęp do spoiny, jej kontrolę należy wykonać przed rozpoczęciem tych
prac.
Wszystkie spoiny należy skontrolować ponownie w strefach, w których korygowano odkształcenia.
12.4.2.2 Zakres kontroli
Wszystkie spoiny powinny być kontrolowane wizualnie na całej długości. Do kontroli niezgodności powierzch-
niowych spoin stosuje się badania penetracyjne lub magnetyczno-proszkowe.
W konstrukcjach klasy EXC1 nie kontroluje się spoin wykonując badania NDT, chyba że ustalono inaczej. Zakres
badań NDT spoin w konstrukcjach klas EXC2, EXC3 i EXC4 określono poniżej.
Badania NDT stosuje się do wykrywania niezgodności spoin zarówno powierzchniowych, jak i wewnętrznych.
W odniesieniu do pierwszych pięciu złączy wykonanych według tej samej nowej instrukcji WPS powinny być
spełnione następujące wymagania:
a) poziom jakości spoin B uzyskany z zastosowaniem WPS w warunkach produkcyjnych;
b) zakres badań dwukrotnie większy niż podany w Tablicy 24, (max 100 %);
c) minimalna badana długość spoiny 900 mm.
W przypadku stwierdzenia niezgodności, należy ustalić i usunąć jej przyczynę oraz wykonać badanie nowego
zestawu pięciu złączy, patrz wytyczne w EN 12062:1997/ Załącznik C.
UWAGA 1 Celem wyżej opisanych badań jest ustalenie, czy zastosowanie instrukcji WPS w warunkach produkcyjnych
umożliwia uzyskanie wymaganej jakości. Przygotowywanie i stosowanie instrukcji WPS, patrz schemat działania w Załącz-
niku L.
Gdy spawanie produkcyjne według instrukcji WPS spełnia wymagania jakości, to zakres dodatkowych badań
NDT powinien być zgodny z Tablicą 24, przy czym dalsze złącza, spawane zgodnie z tą samą instrukcją WPS,
traktuje się jako kontynuowaną odrębną partię badaną. Zakresy procentowe badań NDT określa się, jako sku-
mulowaną ilość w poszczególnych badanych partiach.
Złącza powinny być wybierane do badań według Tablicy 24 na podstawie EN 12062:1997/ Załącznik C, przy
minimalnej długości odcinka partii badanej x 900 mm, pod warunkiem że uwzględnia ona – w możliwie naj-
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
85
szerszym zakresie – następujące zmienne: typ złącza, gatunek materiału, sprzęt spawalniczy i pracę spawa-
czy. W specyfikacji wykonawczej można określić złącza specjalne wymagające kontroli, łącznie z zakresem
i metodą ich badań.
Gdy na kontrolowanym odcinku spoiny badania wykazują niezgodności większe niż określone w kryteriach
akceptacji, należy je rozszerzyć na dwa odcinki kontrolne położone po obu stronach tego, na którym wykryto
defekt. W przypadku stwierdzenia dalszych niezgodności, należy ustalić przyczynę ich występowania.
UWAGA 2 Celem badań wymienionych w Tablicy 24 jest uzyskanie potwierdzenia zgodności spoin wykonywanych w pro-
cesie produkcyjnym.
Tablica 24 – Zakres dodatkowych badań NDT
Rodzaj spoin
Spoiny warsztatowe lub
montażowe
EXC2
EXC3
EXC4
Poprzeczne rozciągane spoiny czołowe z pełnym i niepełnym przetopem:
U ≥ 0,5
U < 0,5
10 %
0 %
20 %
10 %
100 %
50 %
Poprzeczne spoiny czołowe z pełnym i niepełnym przetopem:
w złączach krzyżowych
w złączach T
10 %
5 %
20 %
10 %
100 %
50 %
Poprzeczne spoiny pachwinowe rozciągane lub ścinane:
gdy a > 12 mm lub t > 20 mm
gdy a ≤ 12 mm i t ≤ 20 mm
5 %
0 %
10 %
5 %
20 %
10 %
Spoiny podłużne i spoiny do usztywnień (żeber)
0 %
5 %
10 %
UWAGA 1 Spoinami podłużnymi są spoiny równoległe do osi elementów. Wszystkie pozostałe spoiny traktowane są jako poprzeczne.
UWAGA 2 U = Stopień wykorzystania nośności spoiny przy oddziaływaniach przeważająco statycznych. U = E
d
/R
d
, gdzie E
d
– naj-
większy efekt oddziaływania R
d
– nośność spoiny.
UWAGA 3 Oznaczenia a i t odnoszą się odpowiednio do grubości spoiny i grubości najcieńszej z łączonych części.
12.4.2.3 Kontrola wizualna spoin
Badania wizualne wykonuje się po zakończeniu spawania w danej strefie, przed rozpoczęciem badań NDT.
Badania wizualne powinny obejmować:
a) sprawdzenie obecności i usytuowania wszystkich spoin;
b) badanie spoin zgodnie z EN 970;
c) rozpryski łuku i strefy rozprysku stopiwa.
Podczas kontroli kształtu i powierzchni spoin w złączach rozgałęźnych kształtowników rurowych należy zwracać
szczególną uwagę na następujące miejsca:
a) w złączach rur okrągłych: pozycje skrajne przednia i tylna oraz dwie na środku powierzchni bocznych;
b) w złączach rur prostokątnych i kwadratowych: cztery naroża.
12.4.2.4 Metody badań NDT
Zgodnie z ogólnymi zasadami i wymaganiami podanymi w EN 12062 stosuje się następujące metody badań
NDT:
a) badania penetracyjne (PT) według EN 571-1;
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
86
b) badania magnetyczno-proszkowe (MT) według EN 1290;
c) badania ultradźwiękowe (UT) według EN 1714, EN 1713;
d) badania radiologiczne (RT) według EN 1435.
Zakres stosowania poszczególnych metod badań NDT jest podany w normach, które ich dotyczą.
12.4.2.5 Naprawa spoin
Naprawę spoin w konstrukcjach klasy EXC2, EXC3 i EXC4 wykonuje się zgodnie z kwalifikowanymi techno-
logiami spawania.
Naprawione spoiny powinny być sprawdzone pod względem zgodności z wymaganiami dla spoin oryginal-
nych.
12.4.3 Kontrola i badanie kołków zgrzewanych do zespolenia stali z betonem
Kontrolę i badanie kołków zgrzewanych do zespolenia stali z betonem przeprowadza się zgodnie z EN ISO 14555.
Podczas tej kontroli sprawdza się również długość kołków po zgrzewaniu.
Kołki niezgodne należy wymienić. Nowe kołki zaleca się umieszczać w nowych miejscach.
Stosowany na budowie sprzęt do zgrzewania sprawdza się ponownie, przy każdej zmianie miejsca i fazy robót,
stosując badania kołków zgrzewanych zgodnie z EN ISO 14555.
12.4.4 Badania produkcyjne spawania
Badania produkcyjne spawania, jeśli są wymagane dla konstrukcji klas EXC3 i EXC4, przeprowadza się jak
następuje:
a) Każdą kwalifikowaną technologię spawania gatunków stali wyższych niż S460 sprawdza się wykonując
badania produkcyjne. Stosowane są: badania wizualne, penetracyjne magnetyczno-proszkowe, ultradź-
więkowe lub radiologiczne (do spoin czołowych), badania twardości i makroskopowe. Badania i ich wyniki
powinny być zgodne z odpowiednimi normami badań technologii spawania;
b) przy stosowaniu technologii spawania spoin pachwinowych z głębokim przetopem należy sprawdzać głę-
bokość przetopu i dokumentować wyniki badania;
c) w stalowych ortotropowych płytach mostowych:
1) w pełni zmechanizowana technologia spawania połączeń żeber z blachą pokrycia powinna być spraw-
dzana przez wykonanie badań produkcyjnych na każdym odcinku 120 m długości mostu, ale nie mniej
niż jednego badania na moście, oraz kontrolowana badaniami zgładów makro. Badania zgładów prze-
kroju makro wykonuje się na początku, w środku i na końcu spoiny;
2) połączenia żeber z poprzecznicami (przecięte blachami) należy sprawdzać wykonując badania produk-
cyjne.
12.5 Łączenie mechaniczne
12.5.1 Kontrola połączeń śrubowych niesprężanych
Wszystkie połączenia niesprężane sprawdza się wizualnie po osadzeniu łączników i lokalnym dopasowaniu
konstrukcji.
Połączenia, w których podczas dokręcania stwierdzono niekompletny zestaw śrub, sprawdza się ponownie pod
względem dopasowania, po osadzeniu śrub brakujących.
Kryteria akceptacji i korygowanie niezgodności powinny być zgodne z 8.3 i 9.6.5.3.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
87
Gdy niezgodność spowodowana różnicą grubości blach przekracza kryteria podane w 8.1, to połączenie należy
wykonać ponownie. Inne niezgodności usuwa się w miarę możliwości przez lokalne dopasowanie części.
Po skorygowaniu połączenia należy sprawdzić ponownie.
Jeśli w specyfikacji wymagany jest system izolacji stali nierdzewnej od innych metali, to sposób kontroli tego
systemu powinien być określony w specyfikacji.
12.5.2 Kontrola połączeń śrubowych sprężanych
12.5.2.1 Kontrola powierzchni ciernych
Powierzchnie cierne w połączeniach sprawdza się wizualnie, bezpośrednio przed scaleniem. Kryteria akceptacji
oraz sposoby usuwania niezgodności powinny być zgodne z 8.4.
W przypadku połączeń sprężanych elementów ze stali nierdzewnej, wymagania dotyczące kontroli i badań
powinny być określone w specyfikacji.
12.5.2.2 Kontrola przed sprężaniem
Wszystkie połączenia sprężane łącznikami mechanicznymi sprawdza się wizualnie przed sprężaniem, po wstęp-
nym dokręceniu śrub i lokalnym dopasowaniu konstrukcji. Kryteria akceptacji powinny być zgodne z 8.5.1.
Gdy niezgodność spowodowana różnicą grubości blach przekracza kryteria podane w 8.1, to połączenie na-
leży wykonać ponownie. Inne niezgodności można usunąć w miarę możliwości przez lokalne dopasowanie
części.
Ułożenie podkładek ze ścięciem sprawdza się wizualnie pod względem zgodności z 8.2.4 i Załącznikiem J.
Po skorygowaniu połączenia sprawdza się ponownie.
W przypadku konstrukcji klas EXC2, EXC3 i EXC4, należy sprawdzać procedurę sprężania. Gdy stosuje się
metodę kontrolowanego momentu dokręcania lub metodę kombinowaną, to certyfikaty kalibracji kluczy spraw-
dza się pod względem zgodności z 8.5.1.
12.5.2.3 Kontrola podczas sprężania i po sprężeniu
Do wymienionych niżej wymagań ogólnych dotyczących wszystkich metod dokręcania śrub, z wyjątkiem me-
tody HRC, stosuje się dodatkowo wymagania podane w 12.5.2.4 do 12.5.2.7.
W przypadku konstrukcji klas EXC2, EXC3 i EXC4 przeprowadza się następującą kontrolę podczas sprężania
i po sprężeniu:
a) osadzanie i/lub metody osadzania łączników kontroluje się w zależności od zastosowanych metod dokrę-
cania. Miejsca wybiera się na zasadzie próby losowej uwzględniającej następujące odpowiednie zmienne:
typ połączenia; grupę śrub; liczność, typ i wymiary śrub; stosowany sprzęt i jego operatora;
b) w celach kontroli, grupa śrub jest definiowana jako zestawy śrubowe w podobnych połączeniach, takie
same pod względem pochodzenia wymiarów i klasy. Duże grupy śrub w celach kontroli można dzielić na
podgrupy;
c) w całej konstrukcji kontroluje się następujące liczby zestawów śrubowych:
– EXC2: 5 % w drugim etapie metody kontrolowanego momentu lub przy metodzie kombinowanej albo
DTI (patrz 8.5.6);
– EXC3 i EXC4:
i. 5 % w pierwszym etapie, 10 % w drugim etapie metody kombinowanej;
ii. 10 % w drugim etapie metody kontrolowanego momentu i przy metodzie DTI;
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
88
d) jeśli w specyfikacji nie ustalono inaczej, to kontrolę przeprowadza się na wystarczającej liczbie zestawów
śrubowych metodą sekwencyjną zgodnie z Załącznikiem M, dopóki nie zostaną spełnione kryteria akcep-
tacji lub odrzucenia dla typu badania sekwencyjnego (lub zbadania wszystkich zestawów). Stosuje się
następujące typy sekwencji:
– EXC2 i EXC3: – sekwencja typu A;
– EXC4: – sekwencja typu B;
e) na etapie wstępnego dokręcenia połączenie sprawdza się wizualnie pod względem uzyskania ścisłego
przylegania styków;
f) końcową kontrolę dokręcenia zestawów śrubowych stosuje się w celu wykrycia niedokręcenia lub, jeśli tak
ustalono w specyfikacji, nadmiernego dokręcenia śrub;
g) kontrolę wstępnego dokręcenia przeprowadza się tylko pod względem niedokręcenia śrub;
h) kryteria definiujące niezgodność i wymagania dotyczące korygowania podano niżej dla każdej metody
dokręcania śrub;
i) gdy kontrola wykazuje niezgodność, wszystkie zestawy śrubowe w danej podgrupie śrub powinny być
sprawdzone i odpowiednio skorygowane. Gdy negatywne wyniki kontroli uzyskano przy stosowaniu se-
kwencji typu A, to można rozszerzyć kontrolę stosując sekwencję typu B;
j) po wprowadzeniu korekty przeprowadza się ponowną kontrolę.
Jeśli łączniki zostały zastosowane niezgodnie z ustaloną metodą dokręcania, to należy wymienić całą grupę
śrub i potwierdzić tę wymianę.
12.5.2.4 Metoda kontrolowanego momentu dokręcania
Zestawy śrubowe kontroluje się według Tablicy 25, obracając kalibrowanym kluczem dynamometrycznym na-
krętkę (lub łeb śruby, jeśli tak ustalono). Celem kontroli jest sprawdzenie, czy wartość momentu niezbędna do
zainicjowania obrotu wynosi co najmniej 1,1 M
r,i
(tj. M
r,2
lub M
r, test
). Obrót powinien ściśle odpowiadać wartości
minimalnej. Obowiązują przy tym następujące warunki:
a) klucz dynamometryczny stosowany do kontroli powinien być starannie wykalibrowany i mieć dokładność
±
4 %;
b) kontrola powinna być wykonana pomiędzy 12 h i 72 h po zakończeniu docelowego dokręcania śrub w danej
podgrupie;
UWAGA 1 Gdy mają być kontrolowane zestawy śrubowe różniące się partią oraz wartością momentu kontrol-
nego, to lokalizacja każdej partii powinna być ustalona.
UWAGA 2 Gdy powierzchnie styku mają powłoki ochronne, a zwłaszcza malarskie, to może nastąpić spadek
wartości siły sprężenia, uniemożliwiający spełnienie kryteriów projektowych. W takich przypadkach może być
konieczne zastosowanie specjalnych procedur kontrolnych, jak np. kontynuacja kontroli sprężenia.
c) gdy wynikiem kontroli jest wymiana śruby, należy sprawdzić dokładność klucza dynamometrycznego.
Tablica 25 – Kontrola momentu dokręcania
Klasa wykonania
Na początku sprężania
Po sprężeniu
EXC2
–
Identyfikacja lokalizacji poszczególnych
partii zestawów śrubowych
Kontrola drugiego etapu dokręcania
EXC3 i EXC4
–
Identyfikacja lokalizacji poszczególnych
partii zestawów śrubowych,
–
sprawdzanie procedury dokręcania śrub
w każdej grupie.
Kontrola drugiego etapu dokręcania
UWAGA Definicja partii zestawów śrubowych, patrz EN 14399-1.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
89
Zestaw śrubowy, w którym nakrętka po przyłożeniu momentu kontrolnego obróciła się więcej niż o 15°, uznaje
się za niedokręcony (< 100 %) i należy dokręcić do wartości 100 % wymaganego momentu.
12.5.2.5 Metoda kombinowana
W przypadku konstrukcji klas EXC3 i EXC4 kontrolę pierwszego etapu dokręcania przeprowadza się przed
oznakowaniem, stosując ten sam moment co przy dokręcaniu (75 % M
r,i
). Śruba, która po przyłożeniu momentu
kontrolnego obróci się więcej niż 15°, jest uznawana za niezgodną i powinna być dokręcona.
Gdy w połączeniach nie ma ścisłego przylegania części zgodnie z 8.3 i 8.5.1, to aby uzyskać prawidłową
siłę sprężenia, należy sprawdzić na podstawie dodatkowych badań – kalibrację kluczy dynamometrycznych
z uwzględnieniem przykładanych obciążeń. W razie konieczności powtarza się pierwszy etap dokręcania ze
skorygowanymi wartościami momentów.
Gdy nadal nie ma ścisłego przylegania, to grubość i odstawanie z płaszczyzny scalonych połączeń należy
sprawdzić i skorygować.
Przed rozpoczęciem drugiego etapu sprawdza się wizualnie znakowanie na wszystkich nakrętkach i na gwintach
śrub. Brakujące oznaczenia należy uzupełnić.
Po drugim etapie znakowanie należy skontrolować według następujących wymagań:
a) gdy uzyskany kąt obrotu jest mniejszy o ponad 15° od wartości wymaganej, należy go skorygować;
b) gdy uzyskany kąt obrotu jest większy o ponad 30° od wartości wymaganej, albo śruba lub nakrętka została
zniszczona, to zestaw śrubowy wymienia się na nowy.
12.5.2.6 Metoda HRC
Kontroluje się wizualnie 100 % zestawów śrubowych. Jako całkowicie dokręcone traktuje się zestawy śrubowe
ze ściętą (zerwaną) końcówką trzpienia. Zestaw śrubowy, w którym końcówka trzpienia nie została zerwana,
uważa się za niedokręcony.
Gdy do dokręcania zestawów śrubowych HRC stosuje się metodę kontrolowanego momentu według 8.5.3 lub
metodę DTI według 8.5.6, to kontrolę przeprowadza się zgodnie z 12.5.2.4 lub 12.5.2.7.
12.5.2.7 Metoda bezpośrednich wskaźników napięcia
Po etapie wstępnego dokręcania połączenia kontroluje się pod względem uzyskania ścisłego przylegania
zgodnie z 8.3. Lokalne niezgodności połączeń powinny być skorygowane przed rozpoczęciem dokręcania
końcowego.
Po końcowym dokręceniu w zestawach śrubowych wybranych do kontroli zgodnie z 12.5.2.3 sprawdza się,
czy dociśnięcie wskaźników jest zgodne z wymaganiami podanymi w Załączniku J. Kontrola wizualna powin-
na obejmować sprawdzenie i identyfikację wskaźników, które zostały w pełni dociśnięte. Nie więcej niż 10 %
wskaźników w grupie śrub połączenia może wykazywać niepełny docisk.
Gdy łączniki zostały osadzone niezgodnie z Załącznikiem J, lub gdy dociśnięcie wskaźników nie mieści się
w wyznaczonych granicach, to niezgodne zestawy śrubowe usuwa i wymienia się pod nadzorem, a całą grupę
śrub poddaje się następnie kontroli. Gdy bezpośredni wskaźnik napięcia nie mógł być dociśnięty do wyznaczonej
granicy, to zestaw śrubowy można później dokręcić, aby ją osiągnąć.
12.5.3 Kontrola, badanie i naprawa nitów
12.5.3.1 Kontrola
Liczba nitów kontrolowanych w całej konstrukcji powinna wynosić co najmniej 5 %, lecz nie mniej niż 5.
Zakuwane łby nitów kontroluje się wizualnie pod względem zgodności z kryteriami akceptacji według 8.7.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
90
Prawidłowość spęczenia nitu sprawdza się przez lekkie ostukiwanie jego łba młotkiem 0,5 kg. Kontrola jest
prowadzona według sekwencyjnego planu prób, zgodnie z Załącznikiem M, na wystarczającej liczbie nitów, aż
do spełnienia warunków akceptacji lub odrzucenia. Stosuje się następujące typy badań sekwencyjnych:
– EXC2 i EXC3: sekwencja typu A;
– EXC4: sekwencja typu B.
Gdy wynikiem kontroli jest wymiana nitu, to wszystkie nity należy sprawdzić i niezgodności skorygować.
12.5.3.2 Naprawa
Wadliwe nity wymienia się przed obciążeniem konstrukcji. Nity można wycinać za pomocą dłutowania lub
skrawania.
Ścianki otworu po usunięciu nitu należy starannie skontrolować. W przypadku pęknięć, wgłębień lub zniekształ-
ceń otwór należy rozwiercić. Jeśli to konieczne nowy nit powinien mieć większą średnicę niż stary.
12.5.4 Kontrola połączeń elementów profilowanych na zimno i poszycia z blach
12.5.4.1 Wkręty samogwintujące i samowiercące
Średnice otworów wierconych do wkrętów samogwintujących kontroluje się cyklicznie (pod względem zgodności
z zaleceniami producentów łączników), stosując próbę losową na budowie.
Gwint wkrętów samowiercących i samogwintujących sprawdza się cyklicznie po osadzeniu wkrętów, stosując
próbę losową na budowie. Taki sposób sprawdzania zaleca się stosować w każdym przypadku. Łączniki, w któ-
rych deformacja gwintu przekracza granice podane przez producenta, należy uznać za niezgodne i wymienić
na nowe.
UWAGA Przy wymianie łączników bierze się pod uwagę zalecenia producenta. Mogą one zawierać wymaganie stoso-
wania łączników o większej średnicy, aby zapewnić bezpieczeństwo osadzenia w odkształconym otworze.
12.5.4.2 Nity jednostronne
Średnice otworów wierconych do nitów jednostronnych kontroluje się cyklicznie (pod względem zgodności
z zaleceniami producentów łączników), stosując próbę losową na budowie.
Otwory z zadziorami na krawędziach, które utrudniają dociśnięcie łączonych części, uznaje się za niezgodne,
dopóki nie zostaną skorygowane.
Kontrola połączeń na nity jednostronne obejmuje sprawdzenie prawidłowości spęczenia. Połączenie, w którym
spęczenie nitu nastąpiło pomiędzy łączonymi blachami uznaje się za niezgodne, a nit zepsuty należy wymienić
na nowy.
Gdy zepsuty nit usuwa się przez rozwiercenie otworu pierwotnego, to nowy nit powinien mieć odpowiednio
zmienioną średnicę.
12.5.5 Specjalne łączniki i metody połączeń
12.5.5.1 Postanowienia ogólne
Wymagania dotyczące kontroli połączeń na łączniki specjalne lub stosowania specjalnych metod wykonywania
połączeń według 8.9 powinny być określone w specyfikacji.
Jednorodność materiału na obwodzie otworów zbieżnych w odlewach sprawdza się za pomocą badania
NDT.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
91
12.5.5.2 Kołki wstrzeliwane i osadzane pneumatycznie
Połączenia na gwoździe wstrzeliwane lub osadzane pneumatycznie kontroluje się pod względem prawidłowości
osadzenia.
UWAGA Zbyt mocne ładunki powodują znaczne wgniecenia lub nadmierną deformację podkładek (nadmierne wbicie).
Niedostateczne zagłębienie (wbicie) łącznika jest skutkiem zbyt słabego ładunku.
Znak identyfikacyjny producenta powinien być rozpoznawalny po osadzeniu łączników.
12.5.5.3 Inne łączniki mechaniczne
Kontrolę połączeń na inne łączniki mechaniczne (jak np. sworznie jednostronne, łączniki specjalne) prze-
prowadza się zgodnie z krajowymi normami wyrobów, wytycznymi producentów lub metodami określonymi
w specyfikacji.
12.6 Przygotowanie powierzchni i zabezpieczenie przed korozją
Kontrolę konstrukcji, która ma być zabezpieczana przed korozją, przeprowadza się – przed rozpoczęciem tych
prac – według wymagań podanych w Rozdziale 10.
Wszystkie powierzchnie, spoiny i brzegi kontroluje się wizualnie. Kryteria akceptacji powinny być zgodne z wy-
maganiami EN ISO 8501.
Elementy niezgodne przygotowuje się i bada ponownie, a następnie poddaje ponownej kontroli.
Kontrolę zabezpieczeń przed korozją przeprowadza się zgodnie z Załącznikiem F.
12.7 Montaż
12.7.1 Kontrola próbnego montażu
Wymagania dotyczące kontroli próbnego montażu według 9.6.4 powinny być określone w specyfikacji.
12.7.2 Kontrola zmontowanej konstrukcji
Stan zmontowanej konstrukcji powinien być sprawdzony w celu wykrycia deformacji lub przeciążenia elemen-
tów i upewnienia się, że wszystkie tymczasowe przyłącza zostały usunięte w odpowiedni sposób lub pozostały
zgodnie ze ustalonymi wymaganiami.
12.7.3 Pomiar usytuowania punktów węzłowych
12.7.3.1 Metody i dokładność pomiarów
Pomiar kompletnie zmontowanej konstrukcji przeprowadza się w odniesieniu do drugorzędnej siatki pomiarowej.
Wyniki pomiaru konstrukcji klasy EXC3 i EXC4 powinny być udokumentowane. Wymaganie zapisu wyników
kontroli wymiarów konstrukcji przy jej odbiorze powinno być określone w specyfikacji.
Metody i instrumenty pomiarowe dobiera się według ISO 7976-1 i ISO 7976-2. Przy doborze bierze się pod
uwagę ich przydatność w procesie pomiarowym pod względem dokładności, w odniesieniu do kryteriów ak-
ceptacji. W razie potrzeby pomiary koryguje się, ze względu na wpływ temperatury. Dokładność pomiarów
w odniesieniu do 9.4.1 oszacowuje się zgodnie z odpowiednią częścią ISO 17123.
UWAGA W większości przypadków, gdy wykonuje się pomiary w temperaturze otoczenia w przedziale od 5 °C do 15 °C,
korekta nie jest konieczna.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
92
12.7.3.2 System pomiarowy
System dopuszczalnych odchyłek jest odnoszony do punktów położenia na poziomie podstaw oraz rozwijany
pionowo dla słupów i serii poziomów pośrednich, łącznie z dachowym, przedstawianych jako wykonawcze
poziomy stropów.
UWAGA Punkty położenia oznaczają usytuowanie poszczególnych elementów, np. słupów (patrz ISO 4463-1).
Poszczególne wartości powinny być zgodne z wartościami podanymi na rysunkach lub w tablicach. Algebraiczna
suma poszczególnych wartości nie powinna być większa od dopuszczalnej odchyłki całej konstrukcji.
W systemie ustala się wymagania dotyczące punktów położenia połączeń (punktów węzłowych). Dopuszczalne
odchyłki między tymi punktami wynikają z tolerancji wytwarzania.
W systemie nie ustala się bezpośrednich wymagań dotyczących elementów drugorzędnych, takich jak słupki
ścienne i płatwie.
Szczególną uwagę należy zwracać na ustalenie linii i poziomów przy dowiązywaniu się do istniejącej konstrukcji.
12.7.3.3 Punkty i poziomy odniesienia
Tolerancje montażu określa się zwykle w stosunku do następujących punktów odniesienia na każdym elemencie:
a) elementy w zakresie nachylenia 10° od pionu: środek elementu na każdym końcu;
b) elementy w zakresie nachylenia 45° od poziomu (włączając pas górny wiązarów kratowych): środek górnej
powierzchni na każdym końcu;
c) elementy wewnętrzne scalanych dźwigarów i konstrukcji kratowych: środek elementu na każdym końcu;
d) inne elementy: punkty położenia należy wskazać na rysunkach montażowych; zwykle będzie to środek
zewnętrznej powierzchni elementów przeważająco zginanych i oś elementów przeważająco ściskanych
lub rozciąganych.
Dla ułatwienia można stosować alternatywne punkty położenia, pod warunkiem że ich skuteczność będzie
podobna do punktów wyżej określonych.
12.7.3.4 Lokalizacja i częstość pomiarów
Jeśli w specyfikacji nie ustalono inaczej to pomiary przeprowadza się tylko w odniesieniu do położenia elemen-
tów połączonych wzajemnie w punktach węzłowych jak ustalono poniżej. Miejsca i częstość pomiarów powinny
być określone w planie kontroli.
UWAGA W planie kontroli uwzględnia się sprawdzenie wymiarów krytycznych w konstrukcji zmontowanej, w niezbędnym
odniesieniu do tolerancji specjalnych.
Dokładność położenia zmontowanej konstrukcji jest mierzona przy obciążeniu tylko ciężarem własnym kon-
strukcji stalowej, chyba że w specyfikacji ustalono inaczej. Jeśli ma to wpływ na potwierdzenie wymiarów, to
warunki, w których wykonuje się pomiary, powinny być później zapisane, łącznie z przemieszczeniami i ruchami
od obciążeń innych niż ciężar własny konstrukcji stalowej.
12.7.3.5 Kryteria akceptacji
Kryteria akceptacji podano w 11.2 i 11.3.
12.7.3.6 Definiowanie niezgodności
Przy ocenie wystąpienia niezgodności bierze się pod uwagę nieuniknioną zmienność w metodach pomiaru,
obliczoną zgodnie z 12.7.3.1.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
93
UWAGA 1 W ISO 3443-1 do -3 podano wytyczne dotyczące tolerancji w budynkach i wpływu czynników zmiennych na
wzajemne dopasowanie elementów (łącznie z odchyłkami wytwarzania, wytyczenia i montażu).
Dokładność montażu konstrukcji interpretuje się biorąc pod uwagę przewidywane przemieszczenia, podniesienia
wykonawcze, wstępne ustawienia, przemieszczenia sprężyste i odkształcenia termiczne elementów.
UWAGA 2 W EN 1993-1-4 podano wartości współczynników rozszerzalności cieplnej zwykłych stali nierdzewnych.
Jeśli istotne przemieszczenia konstrukcji mogą mieć wpływ na sprawdzanie wymiarów (np. w konstrukcjach
cięgnowych), to obwiednia dopuszczalnego położenia powinna być określona w specyfikacji.
12.7.3.7 Działanie w przypadku niezgodności
Działania podejmowane w przypadku niezgodności powinny być zgodne z 12.3. Korekty wprowadza się me-
todami zgodnymi z niniejszą Normą Europejską.
Gdy odbiór konstrukcji stalowej następuje pomimo niezgodności, to przewidywane skutki i dalsze działania
należy określić.
12.7.4 Inne badania akceptacyjne
Do elementów konstrukcji, których zdolność do przenoszenia specyficznych obciążeń jest istotniejsza niż
położenie, powinny być określone w specyfikacji szczegółowe wymagania, łącznie z zakresem tolerancji dla
tego obciążenia.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
94
Załącznik A
(normatywny)
Informacje dodatkowe, wykaz opcji i wymagań związanych z klasami wykonania
A.1 Wykaz wymaganych informacji dodatkowych
W Tablicy A.1 wymieniono rodzaje informacji dodatkowych (wymagań), które ‘powinny być określone w spe-
cyfikacji’ (jak zaznaczono w tekście normy), a które są niezbędne z punktu widzenia kompletności wymagań
przy wykonywaniu konstrukcji zgodnie z niniejszą Normą Europejską.
Tablica A.1 – Informacje dodatkowe
Pozycja
Wymagane informacje dodatkowe
5 – Wyroby konstrukcyjne
5.1
Cechy wyrobów niebędących przedmiotem przywołanych norm
5.3.1
Gatunki, klasy, ewentualnie ciężary jednostkowe powłok i wykończenie wyrobów stalowych
5.3.3
Wymagania specjalne dotyczące stanu powierzchni lub jej naprawy przez szlifowanie, zgodnie
z EN 10163 lub EN 10088 dla stali nierdzewnej
5.3.3
Wymagania dotyczące wykończenia powierzchni innych wyrobów
5.3.4
Klasa jakości nieciągłości wewnętrznych S1 wg EN 10160, w przypadku klas EXC3 oraz EXC4
5.3.4
Wymagania dotyczące właściwości szczególnych (w razie potrzeby)
5.4
Gatunki i klasy jakościowe odlewów staliwnych
5.6.3
Klasy właściwości mechanicznych śrub i nitów oraz rodzaje powierzchni zestawów śrubowych
złącznych do połączeń niesprężanych
Cechy mechaniczne niektórych zestawów śrubowych
Szczegóły stosowania przekładek izolacyjnych
5.6.4
Klasy śrub i nitów oraz sposób wykończenia powierzchni zestawów śrubowych do połączeń
sprężanych
5.6.6
Skład chemiczny zestawów trudnordzewiejących
5.6.11
Typy łączników mechanicznych w połączeniach poszycia zaprojektowanego z uwzględnieniem
współpracy tarczowej ze szkieletem
5.6.12
Wymagania dotyczące łączników niestandardowych, nieobjętych normami CEN ani ISO, w tym także
niezbędne badania
5.8
Specyfikacja materiałów na podlewki
5.9
Typy i charakterystyki złączy dylatacyjnych
5.10
Wytrzymałość na rozciąganie i klasa powłok ochronnych drutów
Oznaczenie i klasa splotek
Minimalne obciążenie zrywające i średnica liny stalowej oraz wymagane zabezpieczenie
antykorozyjne
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
95
Pozycja
Wymagane informacje dodatkowe
6 – Obróbka i scalanie
6.2 d)
Obszary, gdzie sposób znakowania nie będzie miał wpływu na trwałość zmęczeniową
6.2
Strefy, w których znakowanie nie jest dozwolone lub nie będzie widoczne po scaleniu
6.5.4 b)
Minimalne promienie gięcia dla gatunków stali nierdzewnej niewymienionych w normie
6.5.4 c)
Wymóg stosowania folii ochronnych przy profilowaniu elementów cienkościennych
6.6.1
Specjalne wymiary złączy przesuwnych
6.6.1
Nominalne średnice otworów na nity zakuwane na gorąco
6.6.1
Wymiary wgłębień na łby wpuszczane
6.7
Miejsca, gdzie wklęsłe naroża w elementach cienkościennych i poszyciu nie powinny być ostre, lecz
wymagają zaokrąglenia o odpowiednim promieniu
6.9
Specjalne wymagania, w tym także związane ze zmęczeniem, dotyczące przyłączeń elementów
tymczasowych
7 – Spawanie
7.5.6
Strefy, gdzie tymczasowe przyłączenia spawane nie są dozwolone
7.5.6
Sposób stosowania (usuwania) przyłączeń tymczasowych w przypadku klas EXC3 oraz EXC4
7.5.13
Wymiary otworów na spoiny otworowe – podłużne lub okrągłe
7.5.14.1
Minimalne widoczne wymiary spoin punktowych
7.5.15
Wymagania dotyczące innych typów spoin
7.5.17
Wymagania związane ze szlifowaniem i obróbką wykończeniową powierzchni spoin
7.7.2
Sposób wykończenia stref spawania w przypadku stali nierdzewnych
7.6
Dodatkowe wymagania dotyczące geometrii i kształtu spoin
7.7.3
Wymagania dotyczące spawania różnych stali nierdzewnych oraz stali nierdzewnych z innymi rodza-
jami stali
8 – Łączenie mechaniczne
8.2.2
Minimalne średnice łączników do łączenia elementów cienkościennych i poszycia
Wymiary śrub w połączeniach, w których wykorzystuje się nośność na ścinanie niegwintowanej części
trzpienia
8.2.4
Wymiary i gatunki stali podkładek z blachy przy otworach owalnych długich i otworach powiększonych
Wymiary i gatunki stali podkładek klinowych
8.4
Wymagania dotyczące powierzchni styku w połączeniach ciernych elementów ze stali nierdzewnych
8.4
Pole powierzchni styku w połączeniach sprężanych
8.8.4
Wymagania dotyczące łączników do złączy podłużnych poszycia zaprojektowanego z uwzględnieniem
współpracy tarczowej ze szkieletem
8.9
Wymagania, w tym ewentualne niezbędne badania, dotyczące stosowania niestandardowych łączni-
ków lub metod łączenia
8.9
Wymagania dotyczące stosowania śrub z łbem sześciokątnym z iniekcją
9 – Montaż
9.4.1
Temperatura odniesienia przy ustalaniu położenia i pomiarach montowanej konstrukcji
9.5.5
Sposób uszczelnienia brzegów blachy podstawy, gdy nie jest wymagana podlewka
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
96
Pozycja
Wymagane informacje dodatkowe
10 – Zabezpieczenie powierzchni
10.1
Wymagania związane z konkretnym systemem powłok ochronnych, który ma być zastosowany
10.2
Stopień przygotowania powierzchni lub oczekiwana trwałość powłok antykorozyjnych w kontekście
korozyjności środowiska
10.3
W razie potrzeby, procedury wykazujące wizualną akceptowalność powierzchni elementów ze stali
trudnordzewiejącej po okresie pasywacji
10.3
Wymagania dotyczące styku powierzchni elementów ze stali zwykłej i trudnordzewiejącej
10.6
System zabezpieczania powierzchni wewnętrznych, gdy przestrzenie wewnętrzne mają być szczelnie
odizolowane za pomocą spawania lub odpowiednio zabezpieczone
10.6
Przewidywany sposób uszczelnienia styku, gdy łączniki mechaniczne przenikają przez ścianki
zamkniętej przestrzeni, która ma być odizolowana
10.9
Sposób i zakres napraw po cięciu lub spawaniu
10.10.2
Sposób, stopień i zakres czyszczenia elementów ze stali nierdzewnych
11 – Tolerancje geometryczne
11.1
Dodatkowe informacje dotyczące tolerancji specjalnych, gdy te są wymagane
11.3.1
Przyjęty system tolerancji funkcjonalnych
12 – Kontrola, badania i działania korygujące
12.3
Lokalizacja i częstość pomiarów przy inwentaryzacji wymiarowej elementów
12.5.1
Wymagania związane ze sprawdzeniem zastosowanego systemu izolacyjnego
12.5.2.1
Wymagania związane z kontrolą i badaniami połączeń sprężanych elementów ze stali nierdzewnej
12.5.5.1
Wymagania związane z kontrolą połączeń, w których zastosowano niestandardowe łączniki
lub metody łączenia
12.7.1
Wymagania związane z kontrolą próbnego montażu
12.7.3.4
Miejsca i częstość pomiarów położenia punktów węzłowych
12.7.4
Zakres tolerancji obciążeń, gdy elementy są montowane pod specyficzne obciążenie
Załącznik F – Ochrona przed korozją
F.1.2
Specyfikacja eksploatacyjna zabezpieczenia antykorozyjnego
F.1.3
Wymagania technologiczne dla powłok antykorozyjnych
F.4
Wielkość powierzchni docisku w połączeniach doczołowych sprężanych
F.6.3
Wymagania związane z procedurą kwalifikacyjną procesu cynkowania zanurzeniowego (ogniowego)
elementów profilowanych na zimno
F.6.3
Wymagania związane z badaniami i kontrolą jakości powierzchni elementów ocynkowanych, przed
nałożeniem kolejnych powłok ochronnych
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
97
A.2 Wykaz opcji
W Tablicy A.2 wyszczególniono przewidziane w niniejszej Normie Europejskiej okoliczności, w których istnieje
możliwość wprowadzenia do specyfikacji wykonawczej tzw. wymagań opcjonalnych.
Tablica A.2 – Wykaz opcji
Pozycja
Uwarunkowania wymagań opcjonalnych
4 – Specyfikacje i dokumentacja
4.2.2
Gdy wymagany jest plan jakości wykonania konstrukcji obiektu
5 – Wyroby konstrukcyjne
5.2
Gdy ustala się wymóg identyfikowalności dla każdego wyrobu
5.3.1
Gdy stosuje się stalowe wyroby konstrukcyjne inne niż te wyszczególnione w Tablicach 2, 3 i 4
5.3.2
Gdy ustala się inne tolerancje grubości dla blach stalowych w elementach nośnych
5.3.2
Gdy do wyrobów ze stali konstrukcyjnej lub nierdzewnej stosuje się klasę grubości inną niż klasa A
5.3.3
Gdy wymagane są ostrzejsze warunki wykończenia powierzchni blach w przypadku klas EXC3
oraz EXC4
5.3.3 b)
Gdy wymagana jest naprawa powierzchniowych nieciągłości w postaci pęknięć, złuszczeń i rys
5.3.3
Gdy ustala się dekoracyjne lub specjalistyczne wykończenie powierzchni
5.3.4
Gdy strefy w pobliżu nośnych przepon lub żeber podlegają sprawdzeniu na okoliczność
występowania nieciągłości wewnętrznych
5.5
Gdy stosuje się opcje inne niż wymienione w Tablicy 6
5.6.3
Gdy łączniki wg EN ISO 898-1 i EN 20898-2 przewiduje się do łączenia elementów
ze stali nierdzewnych wg EN 10088
5.6.4
Gdy w połączeniach sprężanych przewiduje się stosowanie śrub ze stali nierdzewnej
5.6.7
Gdy dopuszcza się śruby fundamentowe ze stali zbrojeniowej określonego gatunku
5.6.8
Gdy wymagane są środki blokujące
5.6.8
Gdy stosuje się wyroby niebędące przedmiotem przywołanych norm
6 – Obróbka i scalanie
6.2
Gdy stosuje się inne wymagania dotyczące znaków wytłaczanych, wybijanych lub wierconych
6.2
Gdy dopuszczalne jest znakowanie miękkie lub niskonaprężeniowe
6.2
Gdy znakowanie miękkie lub niskonaprężeniowe nie może być zastosowane do elementów
ze stali nierdzewnych
6.4.3
Gdy dla stali węglowej ustala się twardość powierzchni brzegów po cięciu
6.4.4
Gdy ustala się inne wymagania co do przydatności procesów cięcia
6.5.4 b)
Gdy wymagane są inne minimalne promienie gięcia, dla gatunków stali nierdzewnej
6.5.4 d)
Gdy wymagane są inne warunki przy gięciu rur okrągłych na zimno
6.6.1
Tablica 11a)
Gdy wymagane są inne nominalne prześwity w normalnych otworach okrągłych,
jak np. w połączeniach wież i masztów
6.6.2
Gdy średnice otworów podlegają innym tolerancjom
6.6.3
Gdy przewiduje się rozwiercanie otworów wykrawanych w przypadku klas EXC1 oraz EXC2
6.6.3
Gdy stosuje się inne wymagania dla otworów owalnych długich
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
98
Pozycja
Uwarunkowania wymagań opcjonalnych
6.8
Gdy wymagany jest pełny kontakt powierzchni w strefie docisku
6.10
Gdy przewiduje się montaż próbny
7 – Spawanie
7.3
Gdy zastosowanie innych metod spawania jest wyraźnie dozwolone
7.4.1.1
Gdy wymagane są specjalne warunki wykonywania spoin sczepnych
7.4.1.2 b) 1) Gdy wymagane są badania udarności
7.4.1.4
Gdy wymagane są badania produkcyjne spawania
7.5.4
Gdy szczegóły połączeń kształtowników rurowych są inne niż podano w Załączniku E
7.5.6
Gdy dopuszcza się operacje cięcia i strugania w konstrukcjach klas EXC3 oraz EXC4
7.5.8.2
Gdy należy stosować przedłużanie zakończeń spoin pachwinowych w elementach cienkościennych
7.5.9.1
Gdy wymagane są płytki dobiegowe i wybiegowe w przypadku klasy EXC2
7.5.9.1
Gdy wymagane jest lico płaskie
7.5.9.2
Gdy nie stosuje się podkładek stałych w przypadku spoin jednostronnych
7.5.9.2
Gdy dopuszcza się szlifowanie spoin jednostronnych w złączach kształtowników rurowych
wykonywanych bez podkładek
7.5.13
Gdy dopuszcza się wypełnienie spoin otworowych bez uprzedniego wykonania spoin pachwinowych
7.5.14.1
Gdy dla stali nierdzewnej stosuje się podkładki spawalnicze
7.7.1
Gdy temperaturę mierzy się metodą inną niż za pomocą pirometru stykowego
7.7.2
Gdy dla stali nierdzewnej wymagane jest usunięcie powstałych podczas spawania barwnych
powłok tlenkowych
7.7.2
Gdy usunięcie żużla spawalniczego nie jest wymagane
7.7.2
Gdy dla stali nierdzewnej dopuszcza się stosowanie podkładek miedzianych
8 – Łączenie mechaniczne
8.2.1
Gdy oprócz odpowiedniego (kontrolowanego) dokręcania śrub stosuje się dodatkowe środki
zapewniające trwałość dokręcenia
8.2.1
Gdy dopuszcza się przyspawanie śrub I nakrętek
8.2.2
Gdy do połączeń nośnych dopuszcza się stosowanie łączników o średnicy mniejszej niż M12
8.2.4
Gdy wymagane są podkładki w połączeniach śrubowych niesprężanych
8.3
Gdy wymagany jest pełny kontakt powierzchni w strefie docisku (patrz 6.8)
8.5.1
Gdy do określonych zestawów śrubowych, metod i parametrów sprężania oraz wymagań
kontrolnych stosuje się inne niż standardowe nominalne wartości minimalne siły sprężającej
8.5.1
Gdy stosowanie którejkolwiek z metod wymienionych w Tablicy 20 jest wykluczone
8.5.1
Gdy w metodzie kontrolowanego momentu dopuszcza się kalibrację według Załącznika H
8.5.1
Gdy wymagane jest zastosowanie odpowiednich środków rekompensujących ewentualny spadek
siły sprężającej
8.5.4 a)
Gdy stosuje się momenty dokręcania o wartości innej niż M
r,1
= 0,13 d F
p,C
8.5.4
Gdy wymagane są wartości inne niż podane w Tablicy 21
8.5.5
Gdy wymagane jest powtarzanie pierwszego etapu przy napinaniu śrub HRC
8.6
Gdy długość odcinka gwintowanej części trzpienia śrub pasowanych w strefie docisku może
przekraczać 1/3 grubości elementu
8.7.2
Gdy wymagana jest płaska powierzchnia nitów wpuszczanych
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
99
Pozycja
Uwarunkowania wymagań opcjonalnych
8.7.3
Gdy powierzchnie złączy mają być wolne od wgnieceń od zakuwarki
8.8.2
Gdy dopuszczalne jest umiejscowienie łączników poza bruzdami blach fałdowych
9 – Montaż
9.5.3
Gdy kompensacja osiadania podpór nie jest akceptowalna
9.5.4
Gdy wymagane jest usunięcie nakrętek poziomujących na śrubach fundamentowych pod blachą
podstawy
9.5.4
Gdy nie jest wymagane całkowite zakrycie podkładek pod blachą podstawy
9.5.4
Gdy w przypadku mostów dopuszcza się pozostawienie podkładek
9.5.5
Gdy przed zastosowaniem podlewki wymagana jest obróbka powierzchni konstrukcji stalowej,
łożysk lub betonu
9.6.5.2
Gdy w budynkach wysokich wymagane jest odprężanie stężeń w miarę wznoszenia konstrukcji
9.6.5.3
Gdy stosuje się podkładki regulacyjne inne niż z blach gładkich
10 – Zabezpieczenie powierzchni
10.1
Gdy wymagane jest zabezpieczenie antykorozyjne
10.2
Gdy wymagane jest odpowiednie przygotowanie powierzchni stali nierdzewnej
10.5
Gdy wymagane jest odizolowanie przestrzeni zamkniętych po cynkowaniu i określenie sposobu
uszczelnienia
10.6
Gdy dopuszczone w specyfikacji spawalniczej nieciągłości spoin wymagają uszczelnienia
za pomocą odpowiedniego spoiwa
10.6
Gdy spoiny uszczelniające wymagają dodatkowej kontroli oprócz oględzin
10.7
Gdy wymagane jest specjalne zabezpieczenie powierzchni stykających się z betonem
10.8
Gdy powierzchnie stykowe i powierzchnie pod podkładkami mogą pozostać nieobrobione
10.8
Gdy w odniesieniu do połączeń śrubowych nie może być zastosowany pełny system
zabezpieczenia antykorozyjnego przewidziany dla konstrukcji stalowej
10.9
Gdy wymagana jest naprawa lub dodatkowe zabezpieczenie antykorozyjne brzegów lub sąsiednich
powierzchni po cięciu
11 – Tolerancje geometryczne
11.2.3.5
Gdy stosowanie przekładek dystansowych w stykach dociskowych nie jest wymagane
11.3.3
Gdy mają zastosowanie kryteria alternatywne
12 – Kontrola, badania i działania korygujące
12.2.1
Gdy wymagane są specjalne badania wyrobów konstrukcyjnych
12.3
Gdy w odniesieniu do kształtowników rurowych stosuje się inne sposoby naprawy powierzchni
wykazujących lokalne wgniecenia
12.4.2.2
Gdy wymagane są dodatkowe badania (NDT) dla klasy EXC1
12.4.2.2
Gdy w odniesieniu do wybranych złączy wymagana jest szczególna kontrola i badania
12.4.4
Gdy wymagane są badania produkcyjne dla klas EXC3 oraz EXC4
12.5.2.3
Gdy stosuje się metodę kontroli inną niż metoda sekwencyjna według Załącznika M
12.5.2.3
Gdy wymagane jest sprawdzanie skuteczności metody dokręcania śrub
12.7.3.1
Gdy przy odbiorze konstrukcji klas EXC3 oraz EXC4 wymagana jest dokumentacja kontroli
wymiarowej
12.7.3.4
Gdy wymagany jest inny zakres pomiarów przy geodezyjnej kontroli położenia punktów węzłowych
12.7.3.4
Gdy pomiary wykonuje się pod obciążeniem innym niż ciężar własny konstrukcji
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
100
Pozycja
Uwarunkowania wymagań opcjonalnych
Załącznik F – Ochrona przed korozją
F.2.2
Gdy wymagania dotyczące przygotowania powierzchni stali węglowych są inne niż określone
w EN ISO 8501 oraz EN ISO 1461
F.5
Gdy przewidziane do zabetonowania dolne odcinki śrub fundamentowych nie wymagają
zabezpieczenia
F.7.3
Gdy dla systemów ochrony antykorozyjnej nie określa się miejsc referencyjnych w przypadku
kategorii korozyjności od C3 do C5 oraz od Im1 do Im3
F.7.4
Gdy kontrola elementów po cynkowaniu (LMAC) nie jest wymagana
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
101
A.3 Wymagania związane z klasami wykonania
Ten rozdział zawiera wykaz wymagań związanych z poszczególnymi klasami wykonania przywołanymi w ni-
niejszej Normie Europejskiej. Skrót „BW” w tablicy oznacza brak określonych wymagań w tekście normy.
Występujące w Tablicy A.3 tytuły rozdziałów zapisane pismem pogrubionym odnoszą się do ogólnego systemu
kontroli wykonania i związane są z ustalaniem klas wykonania dla rożnych konstrukcji lub faz ich wykonywania.
Pozostałe pozycje tematyczne związane są z indywidualnym ustalaniem klas wykonania dla poszczególnych
elementów i połączeń.
Tablica A.3 – Wymagania związane z poszczególnymi klasami wykonania
Pozycja
EXC1
EXC2
EXC3
EXC4
4 – Specyfikacje i dokumentacja
4.2 Dokumentacja wykonawcy
4.2.1
Dokumentacja jakości
BW
(brak wymagań)
Tak
Tak
Tak
5 – Wyroby konstrukcyjne
5.2 Identyfikacja i dokumenty kontrolne
Dokumenty kontrolne Patrz Tablica 1
Patrz Tablica 1
Patrz Tablica 1
Patrz Tablica 1
Identyfikacja
BW
Tak (częściowa)
Tak (pełna)
Tak (pełna)
Znakowanie
BW
Tak
Tak
Tak
5.3 Wyroby hutnicze
5.3.2
Tolerancje grubości
Klasa A
Klasa A
Klasa A
Klasa B
5.3.3
Stan powierzchni
Płaskie – klasa A2
Długie – klasa C1
Płaskie – klasa A2
Długie – klasa C1
Wymagania
ostrzejsze
– opcjonalnie
Wymagania
ostrzejsze
– opcjonalnie
5.3.4
Właściwości specjalne
BW
BW
Dla spawanych
złączy krzyżowych
klasa jakości
nieciągłości
wewnętrznych: S1
Dla spawanych
złączy krzyżowych
klasa jakości
nieciągłości
wewnętrznych: S1
6 – Obróbka i scalanie
6.2 Identyfikacja
BW
BW
Elementy
wykończone/
Dokumenty
kontrolne
Elementy
wykończone/
Dokumenty
kontrolne
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
102
Pozycja
EXC1
EXC2
EXC3
EXC4
6.4 Cięcie
6.4.3
Cięcie termiczne
Brak znaczących
nieregularności
Twardość, jeśli jest
wymagana,
określa się zgodnie
z Tablicą 10
EN ISO 9013
u = zakres 4
Rz5 = zakres 4
Twardość, jeśli jest
wymagana,
określa się zgodnie
z Tablicą 10
EN ISO 9013
u = zakres 4
Rz5 = zakres 4
Twardość jeśli jest
wymagana,
określa się zgodnie
z Tablicą 10
EN ISO 9013
u = zakres 3
Rz5 =zakres 3
Twardość, jeśli jest
wymagana,
określa się zgodnie
z Tablicą 10
6.5 Kształtowanie
6.5.3
Prostowanie termiczne
BW
BW
Wymóg
opracowania
odpowiedniej
procedury
Wymóg
opracowania
odpowiedniej
procedury
6.6 Otwory
6.6.3
Wykonywanie otworów
Wykrawanie
Wykrawanie
Wykrawanie
+ rozwiercanie
Wykrawanie
+ rozwiercanie
6.7 Wycięcia
BW
Min. promień
5 mm
Min. promień
5 mm
Min. promień 10 mm
Wycinanie
niedozwolone
6.9 Scalanie
Owalizacja otworów
w ramach tolerancji
funkcjonalnych
klasy 1
Owalizacja otworów
w ramach tolerancji
funkcjonalnych
klasy 1
Owalizacja otworów
w ramach tolerancji
funkcjonalnych
klasy 2
Owalizacja otworów
w ramach tolerancji
funkcjonalnych
klasy 2
7 – Spawanie
7.1 Postanowienia
ogólne
EN ISO 3834-4
EN ISO 3834-3
EN ISO 3834-2
EN ISO 3834-2
7.4 Kwalifikowanie technologii i personelu spawalniczego
7.4.1 Kwalifikowanie
technologii spawania
BW
Patrz Tablica 12
i Tablica 13
Patrz Tablica 12
i Tablica 13
Patrz Tablica 12
i Tablica 13
7.4.2 Kwalifikowanie
spawaczy
i operatorów
Spawacze:
EN 287-1
Operatorzy:
EN 1418
Spawacze:
EN 287-1
Operatorzy:
EN 1418
Spawacze:
EN 287-1
Operatorzy:
EN 1418
Spawacze:
EN 287-1
Operatorzy:
EN 1418
7.4.3 Nadzór
spawalniczy
BW
Wiedza techniczna
personelu według
Tablicy 14 lub 15
Wiedza techniczna
personelu według
Tablicy 14 lub 15
Wiedza techniczna
personelu według
Tablicy 14 lub 15
7.5.1 Przygotowanie
brzegów
BW
BW
Bez powłok
gruntowych
Bez powłok
gruntowych
7.5.6 Przyłączenia
tymczasowe
BW
BW
Do określenia
w specyfikacji;
Cięcie i struganie
niedozwolone
Do określenia
w specyfikacji;
Cięcie i struganie
niedozwolone
7.5.7 Spoiny sczepne BW
Kwalifikowana
technologia
spawania
Kwalifikowana
technologia
spawania
Kwalifikowana
technologia
spawania
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
103
Pozycja
EXC1
EXC2
EXC3
EXC4
7.5.9 Spoiny czołowe
7.5.9.1 Postanowienia
ogólne
7.5.9.2 Spoiny
jednostronne
BW
Płytki dobiegowe
i wybiegowe
opcjonalnie
Płytki dobiegowe
i wybiegowe
Stała podkładka
ciągła
Płytki dobiegowe
i wybiegowe
Stała podkładka
ciągła
7.5.17
Wykonywanie prac
spawalniczych
Usunięcie
rozprysków
Usunięcie
rozprysków
7.6
Kryteria akceptacji
EN ISO 5817
Poziom jakości D
– opcjonalnie
EN ISO 5817
Poziom jakości C
– ogólnie
EN ISO 5817
Poziom jakości B
EN ISO 5817
Poziom jakości B +
9 – Montaż
9.6 Montaż i prace na placu budowy
9.6.3
Transport
i składowanie
na budowie
BW
Udokumentowana
procedura
odnawiania
Udokumentowana
procedura
odnawiania
Udokumentowana
procedura
odnawiania
9.6.5.3
Odchyłki
i dopasowanie
BW
BW
Zabezpieczenie
przekładek
za pomocą
spawania podlega
wymaganiom
Rozdziału 7
Zabezpieczenie
przekładek
za pomocą
spawania podlega
wymaganiom
Rozdziału 7
12 – Kontrola, badania i działania korygujące
12.4.2 Kontrola po spawaniu
12.4.2.2
Zakres kontroli
12.4.2.5
Naprawa spoin
Oględziny
Kwalifikacja
WPQ nie jest
wymagana
NDT: patrz
Tablica 24
Zgodnie z WPQ
NDT: patrz
Tablica 24
Zgodnie z WPQ
NDT: patrz
Tablica 24
Zgodnie z WPQ
12.4.4
Badania produkcyjne
spawania
BW
BW
Jeśli są wymagane
Jeśli są wymagane
12.5.2
Kontrola połączeń
śrubowych
sprężanych
BW
jak następuje:
jak następuje:
jak następuje:
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
104
12.5.2.2
Kontrola przed
sprężaniem
12.5.2.3
Kontrola podczas
sprężania
i po sprężaniu
12.5.2.4
Metoda
kontrolowanego
momentu dokręcania
12.5.2.5
Metoda
kombinowana
Sprawdzenie
procedury sprężania
2 etap dokręcania
Kontrola metodą
sekwencyjną typu A
Lokalizacja
zestawów
śrubowych
2 etap dokręcania
Kontrola
znakowania
2 etap dokręcania
Sprawdzenie
procedury sprężania
1 etap dokręcania
2 etap dokręcania
Kontrola metodą
sekwencyjną typu A
Lokalizacja
zestawów
śrubowych
Sprawdzenie
procedury
dokręcania
każdej partii śrub
2 etap dokręcania
1 etap dokręcania
Kontrola znakowania
2 etap dokręcania
Sprawdzenie
procedury sprężania
1 etap dokręcania
2 etap dokręcania
Kontrola metodą
sekwencyjną typu B
Lokalizacja
zestawów
śrubowych
Sprawdzenie
procedury
dokręcania
każdej partii śrub
2 etap dokręcania
1 etap dokręcania
Kontrola znakowania
2 etap dokręcania
12.5.3.1
Kontrola nitów
BW
Badanie młotkiem
Kontrola
sekwencyjna
typu A
Badanie młotkiem
Kontrola
sekwencyjna
typu A
Badanie młotkiem
Kontrola
sekwencyjna
typu B
12.7.3.1
Metody i dokładność
pomiarów
BW
BW
Rejestr wyników
Rejestr wyników
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
105
Załącznik B
(informacyjny)
Wytyczne ustalania klas wykonania
B.1 Wprowadzenie
Niniejszy załącznik zawiera wytyczne ustalania klas wykonania z uwzględnieniem tych czynników, które mają
wpływ na niezawodność wykonanej konstrukcji i które determinują stosowanie określonych wymagań podanych
w niniejszej Normy Europejskiej.
UWAGA Aby uzyskać pożądaną spójność między zasadami projektowania a wymaganiami wykonawczymi, zalecaną pro-
cedurę ustalania i egzekwowania klas wykonania zgodnie z EN 1090-2 stosuje się do konstrukcji stalowych projektowanych
wg EN 1993 oraz do części stalowych konstrukcji zespolonych projektowanych wg EN 1994. Ustalenie klasy wykonania
przeprowadza się w fazie projektowania, przy ocenie założeń projektowych i uwarunkowań wykonawczych konstrukcji,
przy czym informacje dotyczące wymagań wykonawczych podaje się w specyfikacji wykonawczej. Wytyczne podane w tym
załączniku mogą być w całości lub częściowo zastąpione wytycznymi dołączonymi do EN 1993.
B.2 Czynniki determinujące wybór klasy wykonania
B.2.1 Klasy konsekwencji
W Załączniku B do EN 1990:2002 podano kryteria wyboru klas konsekwencji z myślą o różnicowaniu nieza-
wodności. Trzy klasy konsekwencji dla elementów konstrukcji oznacza się: CC1, CC2 i CC3.
UWAGA Załącznik B do EN 1990:2002 ma charakter informacyjny. Zatem Załącznik krajowy do EN 1990 może zawierać
postanowienia dotyczące stosowania Załącznika B.
W nawiązaniu do EN 1990:2002/ Załącznik B, w EN 1991-1-7 podano przykładowe – rodzajowe i użytkowe
– kryteria klasyfikacji różnego typu budynków, w aspekcie konsekwencji ich zniszczenia.
Częściom lub poszczególnym elementom konstrukcji mogą być przypisane różne klasy konsekwencji.
B.2.2 Ryzyko związane z wykonaniem i użytkowaniem konstrukcji
B.2.2.1 Postanowienia ogólne
Ryzyko może powstać wskutek złożoności procesu wykonywania konstrukcji oraz niepewności co do wpływów
otoczenia oraz oddziaływań, które mogą doprowadzić do ujawnienia się wad konstrukcji podczas jej użytko-
wania.
Potencjalne rodzaje ryzyka uwarunkowane są w szczególności następującymi czynnikami:
– czynnikami użytkowania, które wynikają z oddziaływań, na jakie konstrukcja i jej części są narażone podczas
montażu i użytkowania, oraz z poziomów naprężeń w elementach w stosunku do ich nośności;
– czynnikami produkcji wynikającymi ze złożoności procesu wykonywania konstrukcji i jej elementów, np.
z zastosowaniem specjalnych technologii, procedur lub sposobów kontroli.
Aby móc uwzględniać zróżnicowanie czynników ryzyka wprowadza się kategorie użytkowania oraz kategorie
produkcji.
B.2.2.2 Ryzyko związane z użytkowaniem konstrukcji
Kategorie użytkowania można ustalać na podstawie Tablicy B.1
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
106
Tablica B.1 – Zalecane kryteria kategorii użytkowania
Kategoria
Kryteria
SC1
•
Konstrukcje i elementy projektowane na oddziaływania przeważająco statyczne,
np. budynki
•
Konstrukcje, elementy i połączenia projektowane na oddziaływania sejsmiczne w rejonach
niskiej aktywności sejsmicznej, gdy wymagana jest niska klasa ciągliwości DCL*
•
Konstrukcje i elementy projektowane na oddziaływania zmęczeniowe od dźwignic
klasy S
0
**
SC2
•
Konstrukcje i elementy projektowane na oddziaływania zmęczeniowe wg EN 1993.
(np.: mosty drogowe i kolejowe, dźwignice klas od S
1
do S
9
**, konstrukcje wrażliwe na
drgania wywołane wiatrem, tłumem lub maszynami wirnikowymi)
•
Konstrukcje, elementy i połączenia projektowane na oddziaływania sejsmiczne w rejonach
średniej i wysokiej aktywności sejsmicznej, gdy wymagana jest średnia lub wysoka klasa
ciągliwości DCM* lub DCH*
* DCL, DCM, DCH: klasy ciągliwości wg EN 1998-1
** Klasyfikacja oddziaływań zmęczeniowych od dźwignic – patrz EN 1991-3 i EN 13001-1.
Poszczególnym elementom konstrukcji lub jej częściom mogą być przypisane różne kategorie użytkowania.
B.2.2.3 Ryzyko związane z wykonaniem konstrukcji
Kategorie produkcji można ustalać na podstawie Tablicy B.2.
Tablica B.2 – Zalecane kryteria kategorii produkcji
Kategoria
Kryteria
PC1
•
Elementy niespawane wykonywane ze stali dowolnego gatunku
•
Elementy spawane wykonywane ze stali gatunków niższych niż S355
PC2
•
Elementy spawane wykonywane ze stali gatunku S355 i wyższych
•
Elementy kluczowe dla integralności konstrukcji scalane za pomocą spawania
na terenie budowy
•
Elementy formowane na gorąco lub poddawane obróbce termicznej podczas wytwarzania
•
Elementy dźwigarów kratowych z rur okrągłych (CHS), które wymagają profilowania
końców
Poszczególnym elementom konstrukcji lub jej częściom mogą być przypisane różne kategorie produkcji.
B.3 Ustalanie klas wykonania
Zalecana procedura ustalania klas wykonania obejmuje trzy kroki:
a) wybór klasy konsekwencji (CC), z uwzględnieniem potencjalnych konsekwencji zniszczenia elementu (ka-
tastrofy konstrukcji), w postaci strat ludzkich, ekonomicznych i związanych z degradacją środowiska (patrz
EN 1990);
b) określenie kategorii użytkowania (SC) oraz kategorii produkcji (PC), patrz Tablice B.1 i B.2;
c) ustalenie, w zależności od CC, SC i PC, klasy wykonania według Tablicy B.3.
UWAGA Klasę wykonania ustala projektant w porozumieniu ze zleceniodawcą robót, biorąc pod uwagę krajowe prze-
pisy techniczno-budowlane. W tym procesie decyzyjnym pożądane są opinie ze strony kierownika projektu i wykonawcy
konstrukcji, w kontekście uregulowań obowiązujących w miejscu realizacji konstrukcji.
W Tablicy B.3 podano zależności, jakie zaleca się brać pod uwagę przy ustalaniu klasy wykonania na podstawie
określonej klasy konsekwencji oraz wybranych kategorii produkcji i użytkowania.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
107
Tablica B.3 – Zalecane zależności przy ustalaniu klas wykonania
Klasy konsekwencji
CC1
CC2
CC3
Kategorie użytkowania
SC1
SC2
SC1
SC2
SC1
SC2
Kategorie produkcji
PC1
EXC1
EXC2
EXC2
EXC3
EXC3
a
EXC3
a
PC2
EXC2
EXC2
EXC2
EXC3
EXC3
a
EXC4
a
Klasa EXC4 ma zastosowanie do konstrukcji specjalnych w rozumieniu przepisów krajowych
lub konstrukcji, których zniszczenie groziłoby ekstremalnymi konsekwencjami.
Klasa wykonania determinuje wymagania dotyczące różnych działań wykonawczych będących przedmiotem
niniejszej Normy Europejskiej. Wymagania te podano w Załączniku A.3.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
108
Załącznik C
(informacyjny)
Lista kontrolna zawartości planu jakości
C.1 Wprowadzenie
Zgodnie z 4.2.2 w niniejszym załączniku podano listę pozycji tematycznych, które zaleca się uwzględniać
w odpowiednim dla danego obiektu planie jakości wykonania konstrukcji stalowej.
C.2 Zawartość tematyczna
C.2.1 Zarządzanie
Określenie konstrukcji stalowej oraz jej lokalizacji na tle całego przedsięwzięcia budowlanego.
Organizacja struktury zarządzającej realizacją obiektu, nazwiska osób sprawujących kluczowe funkcje, ich
zakresy odpowiedzialności podczas realizacji, system kierowania i sposób komunikacji.
Określenie zasad planowania i koordynacji działań wszystkich uczestników (stron) przedsięwzięcia, a także
zasad monitorowania sposobu i zaawansowania jego realizacji.
Określenie funkcji (uprawnień) delegowanych do podwykonawców oraz innych podmiotów pozostających poza
strukturą wewnętrzną wykonawcy.
Określenie wymaganych kompetencji i dokumentów je potwierdzających dla kwalifikowanego personelu, który
ma być zatrudniony przy realizacji obiektu, w szczególności dla personelu nadzorującego prace spawalnicze,
inspektorów, spawaczy i operatorów spawalniczych.
Określenie sposobu wprowadzania istotnych odstępstw, zmian i koncesji, jakie mogą pojawić się podczas
realizacji projektu.
C.2.2 Przegląd specyfikacji
Wymóg przeglądu specyfikacji obiektu pod kątem klas wykonania i wymagań, które pociągają za sobą ko-
nieczność zastosowania dodatkowych lub specjalnych środków, oprócz tych zapewnionych przez wykonawcę
w ramach jego systemu zarządzania jakością.
Dodatkowe procedury zarządzania jakością, wynikające z przeglądu wymagań określonych dla realizowanego
obiektu.
C.2.3 Dokumentacja
C.2.3.1 Uwaga ogólna
Procedury zarządzania otrzymywanymi i wydawanymi dokumentami wykonawczymi, uwzględniające iden-
tyfikację aktualnego statusu dokumentu i zapobiegające stosowaniu przez podmioty wewnętrzne lub przez
podwykonawców dokumentów nieaktualnych lub wycofanych z użytku.
C.2.3.2 Dokumentacja poprzedzająca wykonanie
Procedury dostarczania dokumentów poprzedzających wykonanie, w tym:
a) dokumenty kontroli wyrobów konstrukcyjnych i materiałów dodatkowych do spawania;
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
109
b) instrukcje technologiczne spawania oraz dokumenty potwierdzające kwalifikacje;
c) projekty technologiczne, w tym dotyczące montażu konstrukcji oraz sprężania połączeń;
d) obliczenia projektowe dla konstrukcji tymczasowych wymaganych ze względu na metodę montażu;
e) ustalenie zakresów oraz terminów zatwierdzania lub odbioru przez podmiot zamawiający (stronę drugą)
lub podmiot niezależny (stronę trzecią ) dokumentacji poprzedzającej wykonanie.
C.2.3.3 Zapisy czynności wykonawczych
Procedury dostarczania zapisów czynności wykonawczych, obejmujące:
a) identyfikację wyrobów konstrukcyjnych w wykonanych elementach;
b) sprawozdania z kontroli i badań oraz działania korygujące dotyczące niezgodności w zakresie:
1) Przygotowania brzegów części przed spawaniem,
2) Spawania i wykonanych złączy,
3) Tolerancji geometrycznych gotowych elementów,
4) Przygotowania i obróbki powierzchni,
5) Kalibracji sprzętu, w szczególności tego, który jest stosowany do kontroli sprężania;
c) wyniki pomiarów geodezyjnych, potwierdzające odpowiednie przygotowanie placu budowy do rozpoczęcia
montażu;
d) harmonogramy dostaw elementów wysyłkowych na plac budowy oraz ich identyfikację ich umiejscowienia
w zmontowanej konstrukcji;
e) inwentaryzację wymiarową konstrukcji i stosowne działania korygujące;
f) certyfikaty (protokóły) dokumentujące ukończenie montażu i przekazanie konstrukcji.
C.2.3.4 Przechowywanie dokumentacji
Sposób udostępniania dokumentacji dla celów kontroli oraz przechowywania jej przez okres 5 lat lub dłużej,
gdy tak ustalono w specyfikacji obiektu.
C.2.4 Kontrola i procedury badawcze
Określenie niezbędnych badań i kontroli wymaganych przez tę normę oraz tych, wynikających z systemu jakości
wykonawcy, które mają zastosowanie do wykonywanej konstrukcji, z uwzględnieniem takich informacji, jak:
a) przedmiot i zakres kontroli;
b) warunki odbioru;
c) sposób postępowania z niezgodnościami, działania korygujące i ustępstwa;
d) procedury zwalniania/odrzucania (przedmiotu kontroli).
Odpowiednie dla danego obiektu wymagania dotyczące kontroli i badań, z wyszczególnieniem tych pozycji,
które wymagają potwierdzenia lub kontroli przez nominowaną trzecią stronę.
Określenie punktów kontrolnych polegających na potwierdzeniu, zatwierdzeniu lub odbiorze wyników badań
lub kontroli przez drugą lub trzecią stronę.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
110
Załącznik D
(normatywny)
Tolerancje geometryczne
D.1 Tolerancje podstawowe
Dopuszczalne odchyłki w ramach tolerancji podstawowych określono w poniższych tablicach:
D.1.1: Podstawowe tolerancje wytwarzania – Kształtowniki spawane
D.1.2: Podstawowe tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach
D.1.3: Podstawowe tolerancje wytwarzania – Pasy kształtowników spawanych
D.1.4: Podstawowe tolerancje wytwarzania – Blachownice skrzynkowe
D.1.5: Podstawowe tolerancje wytwarzania – Żebra środników w kształtownikach i blachownicach
D.1.6: Podstawowe tolerancje wytwarzania – Płyty pomostowe użebrowane
D.1.7: Podstawowe tolerancje wytwarzania – Blachy profilowane na zimno
D.1.8: Podstawowe tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte
D.1.9: Podstawowe tolerancje wytwarzania – Powłoki walcowe i stożkowe
D.1.10: Podstawowe tolerancje wytwarzania – Elementy kratowe
D.1.11: Podstawowe tolerancje montażu – Słupy jednokondygnacyjne
D.1.12: Podstawowe tolerancje montażu – Słupy wielokondygnacyjne (ciągłe)
D.1.13: Podstawowe tolerancje montażu – Styki dociskowe
D.1.14: Podstawowe tolerancje montażu – Wieże i maszty
D.1.15: Podstawowe tolerancje montażu – Elementy zginane lub ściskane
Licencja PKN dla PIN 2009-12-31
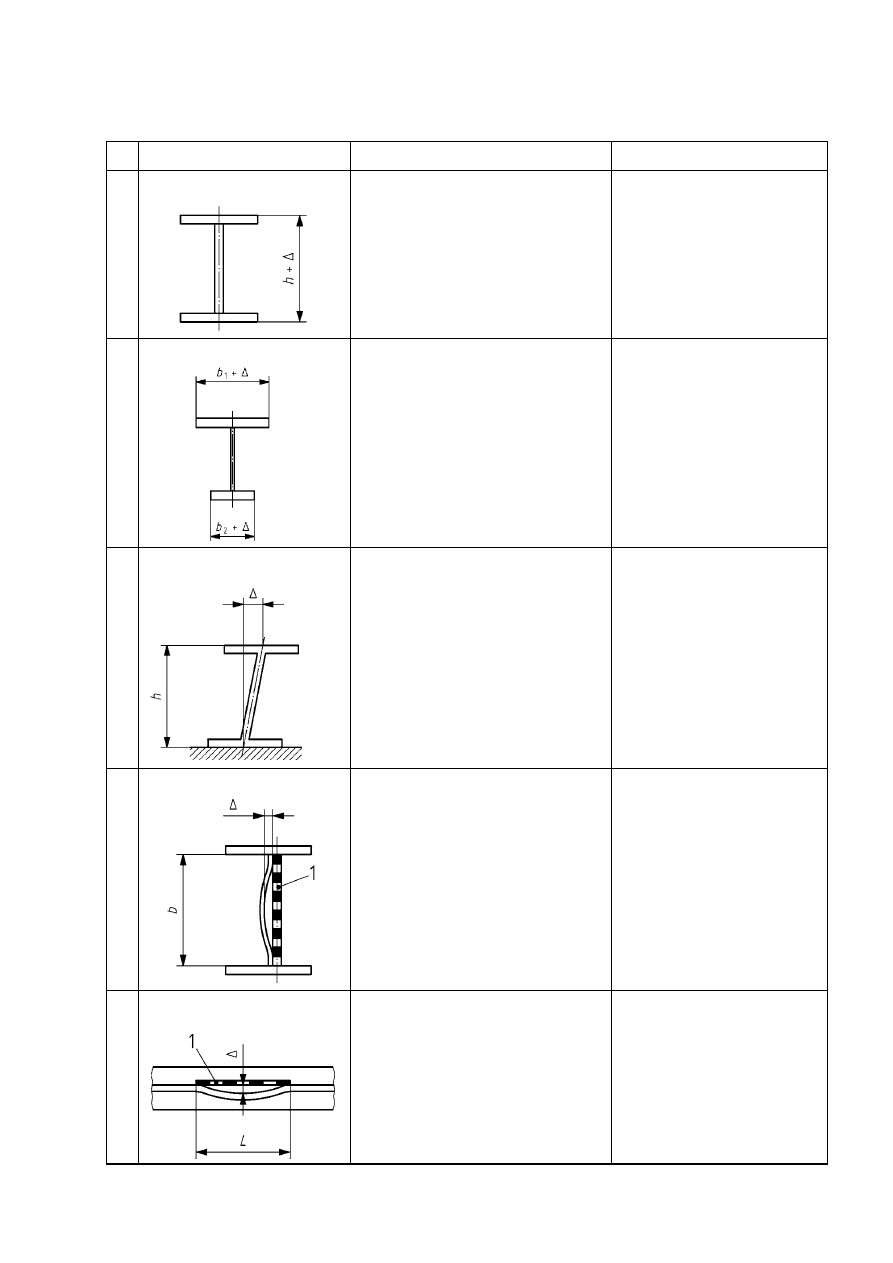
EN 1090-2:2008
111
D.1.1 Podstawowe tolerancje wytwarzania – Kształtowniki spawane
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Wysokość:
Wysokość kształtownika h:
= – h
/50
(nie określa się dopuszczalnej
odchyłki dodatniej)
2
Szerokość pasa:
Szerokość b = b
1
lub b
2
:
= – b
/100
(nie określa się dopuszczalnej
odchyłki dodatniej)
3
Prostopadłość środnika
nad podporą:
Pochylenie środnika bez żeber
podporowych względem osi
prostopadłej do płaszczyzny
docisku:
= ± h
/200
lecz
≥ t
w
(t
w
= grubość środnika)
4
Płaskość środnika:
Strzałka wygięcia
na wysokości
środnika b:
= ± b
/100
lecz
≥ t
(t = grubość blachy)
5
Płaskość środnika –
wgniecenia:
Strzałka wgniecenia
na długości
bazowej L równej wysokości b:
= ± b
/100
lecz |
| ≥ t
(t = grubość blachy)
Licencja PKN dla PIN 2009-12-31
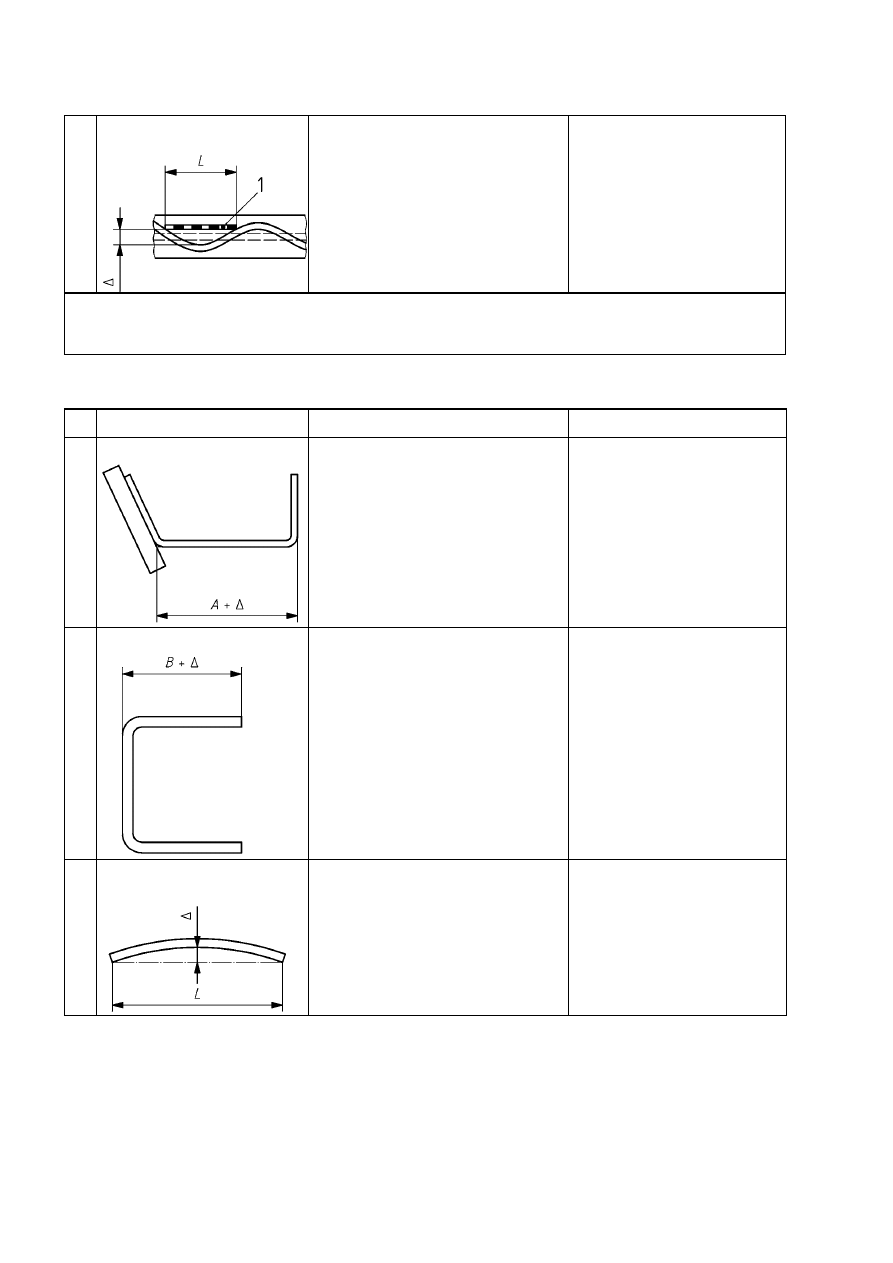
EN 1090-2:2008
112
6
Płaskość środnika –
sfalowanie:
Strzałka sfalowania
na długości
bazowej L równej wysokości b:
= ± b
/100
lecz |
| ≥ t
(t = grubość blachy)
Objaśnienia
1 długość bazy pomiarowej
UWAGA Zapis typu: || = b
/100 lecz || ≥ t oznacza, że dopuszczalna jest wartość większa.
D.1.2 Podstawowe tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Szerokość ścianki przęsłowej:
Szerokość gabarytowa A:
–
= A / 50
(nie określa się dopuszczalnej
odchyłki dodatniej)
2
Szerokość ścianki wspornikowej
Szerokość gabarytowa B:
–
= B / 80
(nie określa się dopuszczalnej
odchyłki dodatniej)
3
Prostoliniowość elementu na
odcinku swobodnym (bez stężeń):
Strzałka wygięcia
względem cięciwy
= ± L / 750
Licencja PKN dla PIN 2009-12-31
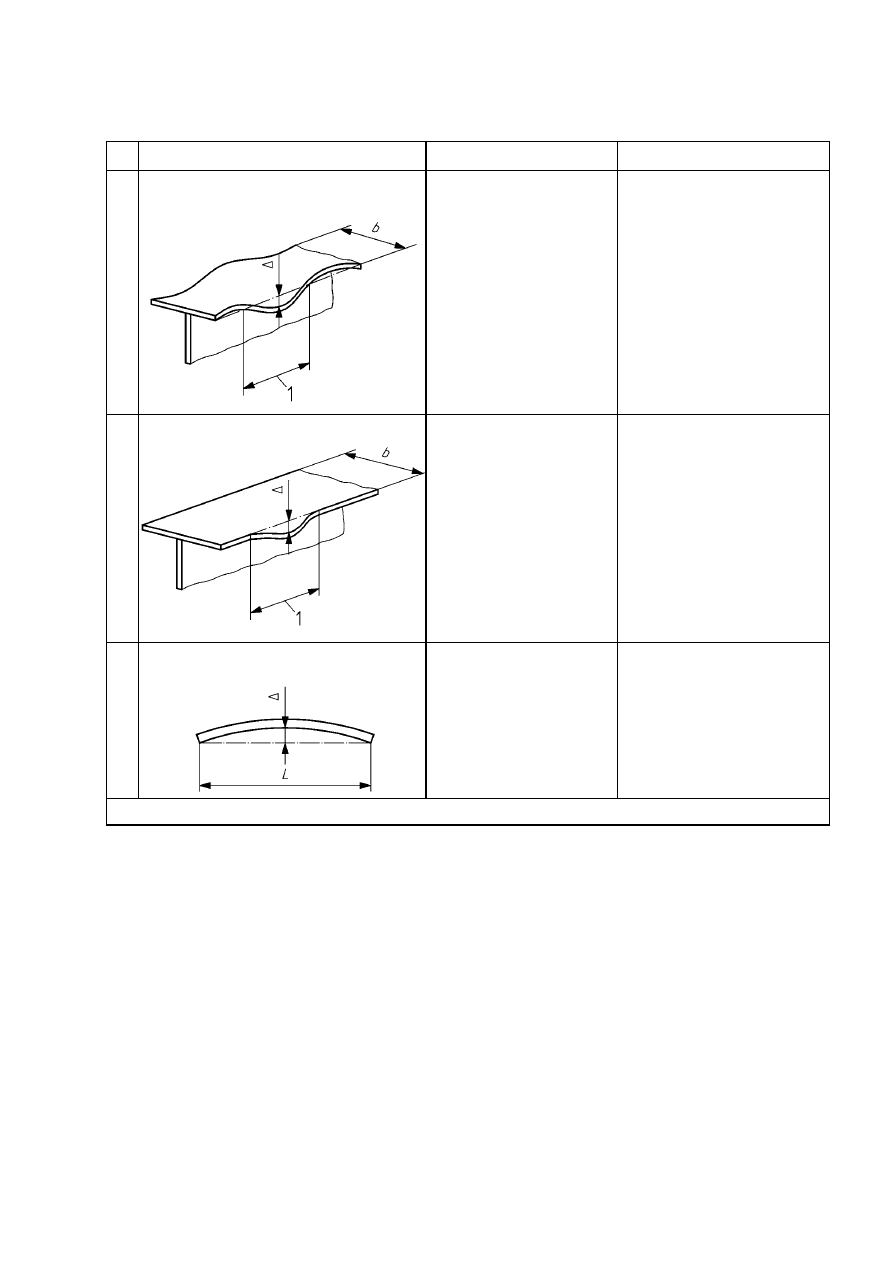
EN 1090-2:2008
113
D.1.3 Podstawowe tolerancje wytwarzania – Pasy kształtowników spawanych
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Płaskość pasa dwuteownika – wgniecenie
(dystorsja):
Strzałka wgniecenia na
długości bazowej L równej
szerokości b:
= ± b / 100
2
Płaskość pasa dwuteownika – sfalowanie:
Strzałka sfalowania na
długości bazowej L równej
szerokości b:
= ± b / 100
3
Prostoliniowość elementu na odcinku
swobodnym (bez stężeń):
Strzałka wygięcia
względem cięciwy
= ± L / 750
Objaśnienie: 1 – długość bazowa
Licencja PKN dla PIN 2009-12-31
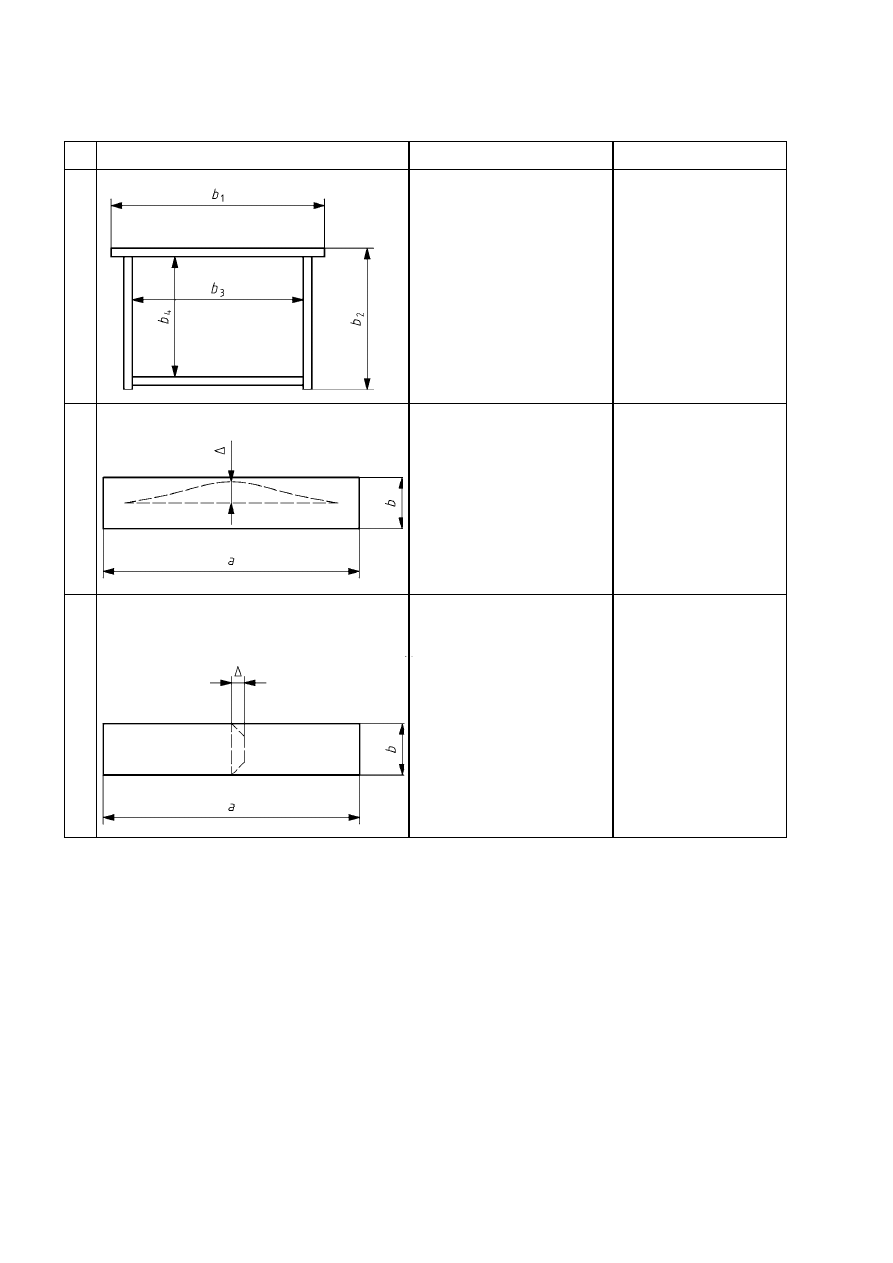
EN 1090-2:2008
114
D.1.4 Podstawowe tolerancje wytwarzania – Blachownice skrzynkowe
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Wymiary przekroju:
Wymiary zewnętrzne lub
wewnętrzne:
gdzie:
b = b
1
, b
2
, b
3
lub b
4
– = b
/100
(nie określa się
dopuszczalnej
odchyłki dodatniej)
2
Płaskość paneli między środnikami lub
żebrami – kryterium ogólne:
Strzałka wgniecenia Δ
względem płaszczyzny panelu:
gdy a ≤ 2b:
gdy a > 2b:
= ± a/250
= ± b/125
3
Płaskość paneli między środnikami lub żebrami,
w szczególnym przypadku paneli ściskanych
w kierunku poprzecznym; przy braku takiej
informacji stosuje się kryterium ogólne:
Strzałka wgniecenia
względem płaszczyzny panelu:
gdy b ≤ 2a:
gdy b > 2a:
= ± b/250
= ± a/125
Licencja PKN dla PIN 2009-12-31
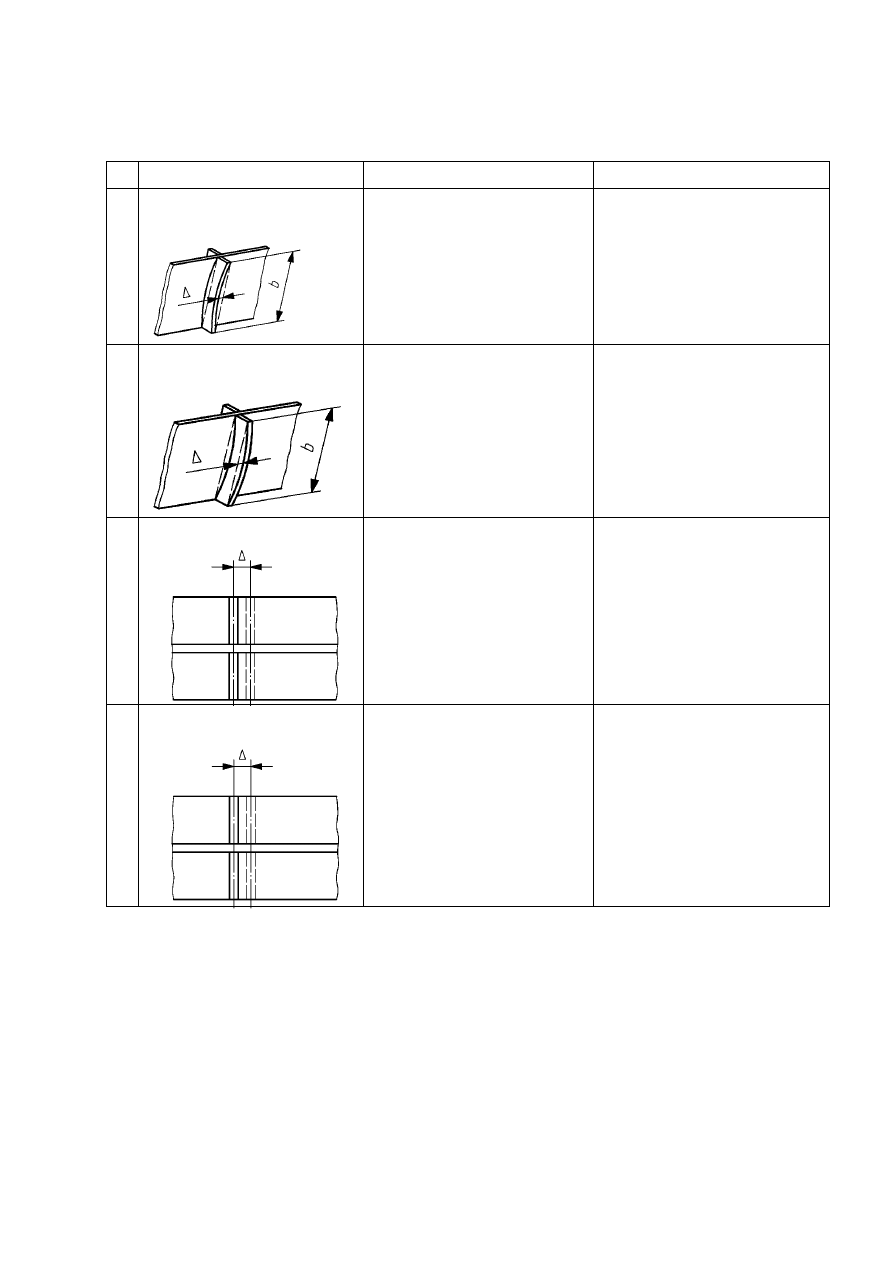
EN 1090-2:2008
115
D.1.5 Podstawowe tolerancje wytwarzania – Żebra środników w kształtownikach
i blachownicach
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Prostoliniowość żebra
w płaszczyźnie środnika:
Strzałka wygięcia w kierunku
równoległym do środnika:
= ± b
/250
lecz || ≥ 4 mm
2
Prostoliniowość żebra w kierunku
prostopadłym do środnika:
Strzałka wygięcia w kierunku
prostopadłym do środnika:
= ± b
/500
lecz || ≥ 4 mm
3
Usytuowanie żeber środnika:
Przesunięcie względem
położenia projektowanego:
= ± 5 mm
4
Usytuowanie żeber środnika
przy podporze:
Przesunięcie względem
położenia projektowanego:
= ± 3 mm
Licencja PKN dla PIN 2009-12-31
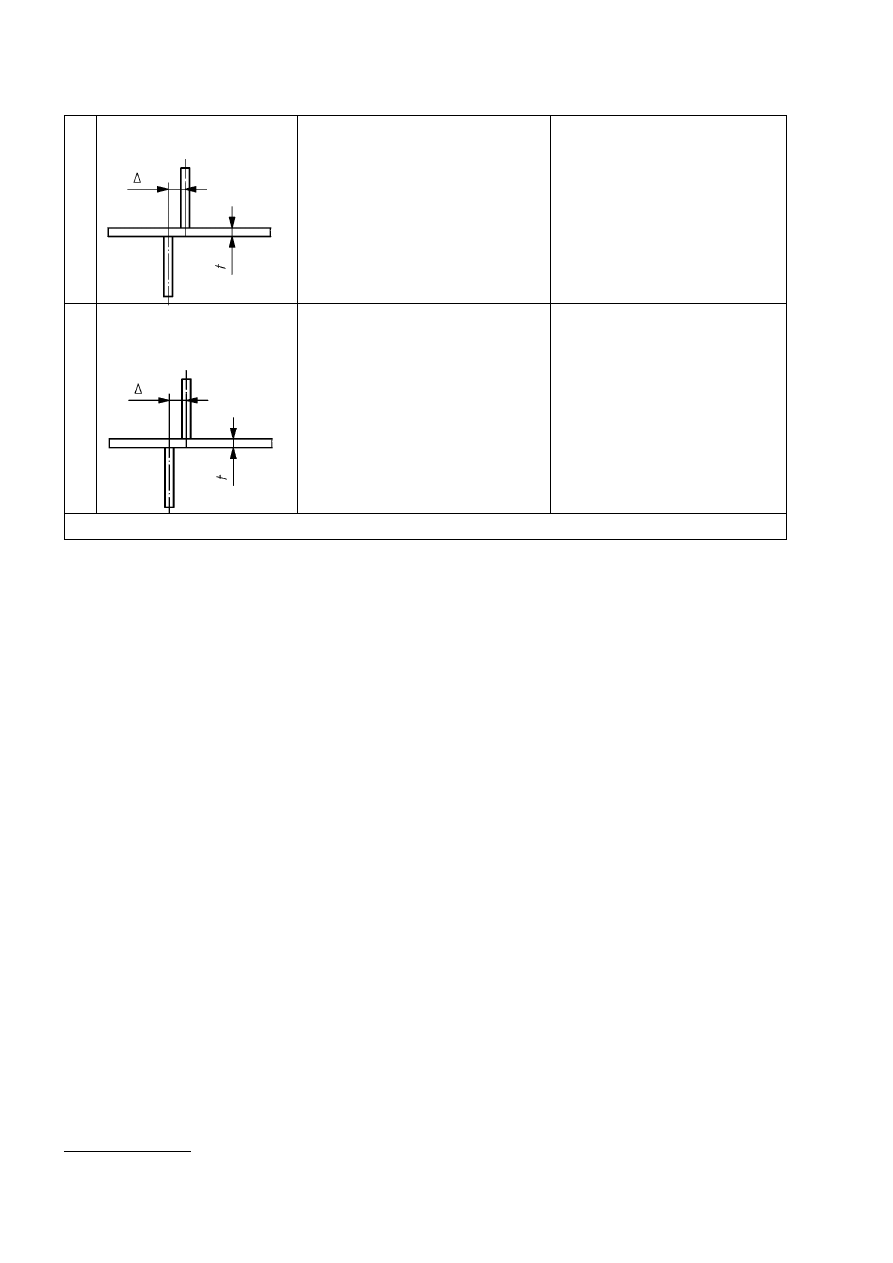
EN 1090-2:2008
116
5
Mimośrodowe ustawienie
żeber dwustronnych:
Wzajemny mimośród żeber:
= ± t
w
/2
6
Mimośrodowe ustawienie
żeber dwustronnych przy
podporze:
Wzajemny mimośród żeber:
= ± t
w
/3
UWAGA Zapis typu: || = d
/100 lecz || ≥ 5 mm
N6)
oznacza, że dopuszczalna jest wartość większa.
N6)
Odsyłacz krajowy: Błąd w oryginale, zapis taki nie występuje w tej tablicy. Poprawnym przykładem jest zapis || = b
/250 lecz
|| ≥ 4 mm. Tego typu błedy występują w Tablicach D.1.10, D.2.1, D.2.4, D.2.5, D.2.6, D.2.7, D.2.10.
Licencja PKN dla PIN 2009-12-31
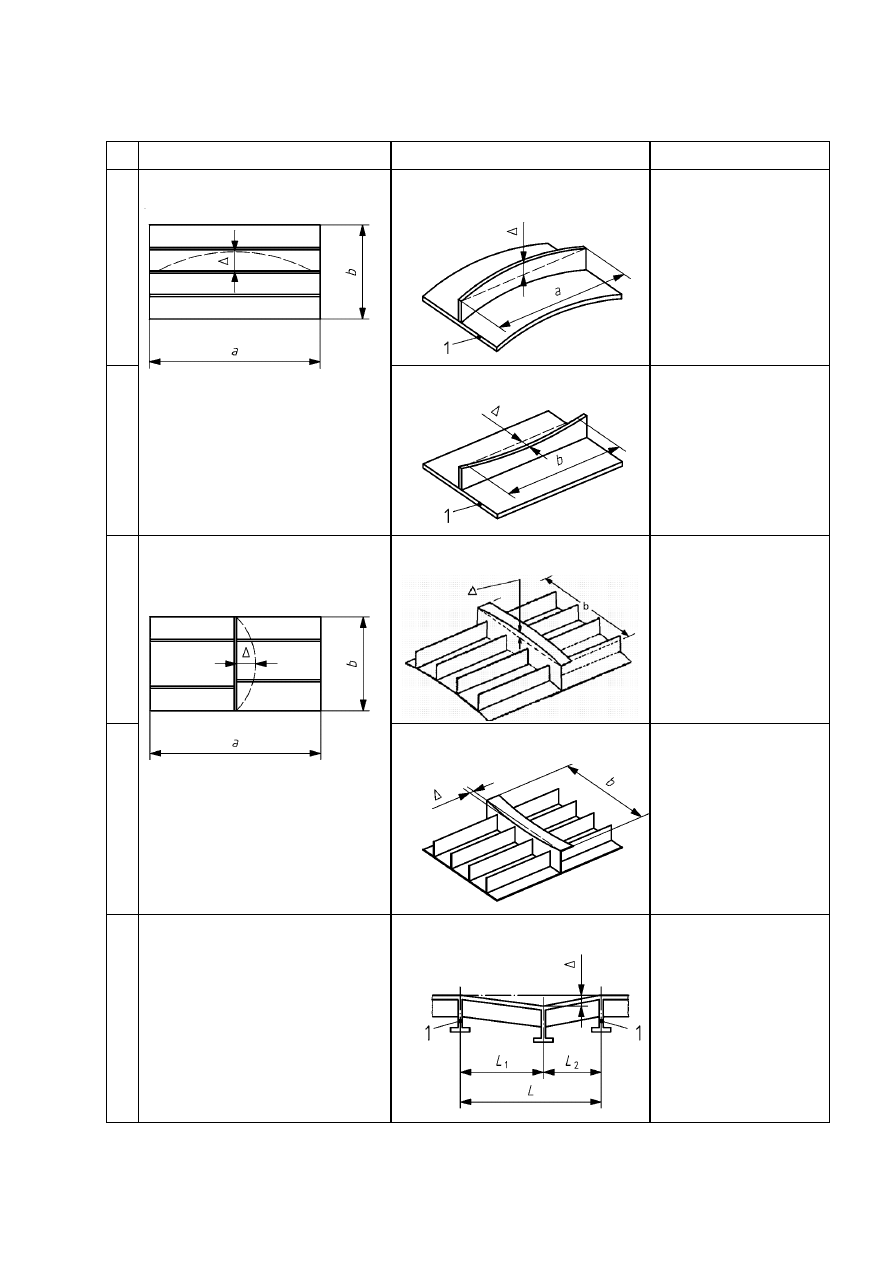
EN 1090-2:2008
117
D.1.6 Podstawowe tolerancje wytwarzania – Płyty pomostowe użebrowane
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Prostoliniowość żeber w płytach
użebrowanych podłużnie:
Objaśnienie
1 płyta
Strzałka wygięcia w kierunku
prostopadłym do płyty:
= ± a/400
2
Strzałka wygięcia w kierunku
równoległym do płyty:
= ± b/400
3
Prostoliniowość żeber poprzecznych
w płytach użebrowanych poprzecznie
i podłużnie:
Strzałka wygięcia w kierunku
prostopadłym do płyty:
Mniejsza z wartości:
= ± a/400
lub
= ± b/400
4
Strzałka wygięcia w kierunku
równoległym do płyty:
= ± b/400
5
Zróżnicowanie poziomów elementów
poprzecznych w płycie użebrowanej:
Objaśnienie
1 element poprzeczny (belka)
Względna różnica poziomów
elementów sąsiednich:
= ± L / 400
Licencja PKN dla PIN 2009-12-31
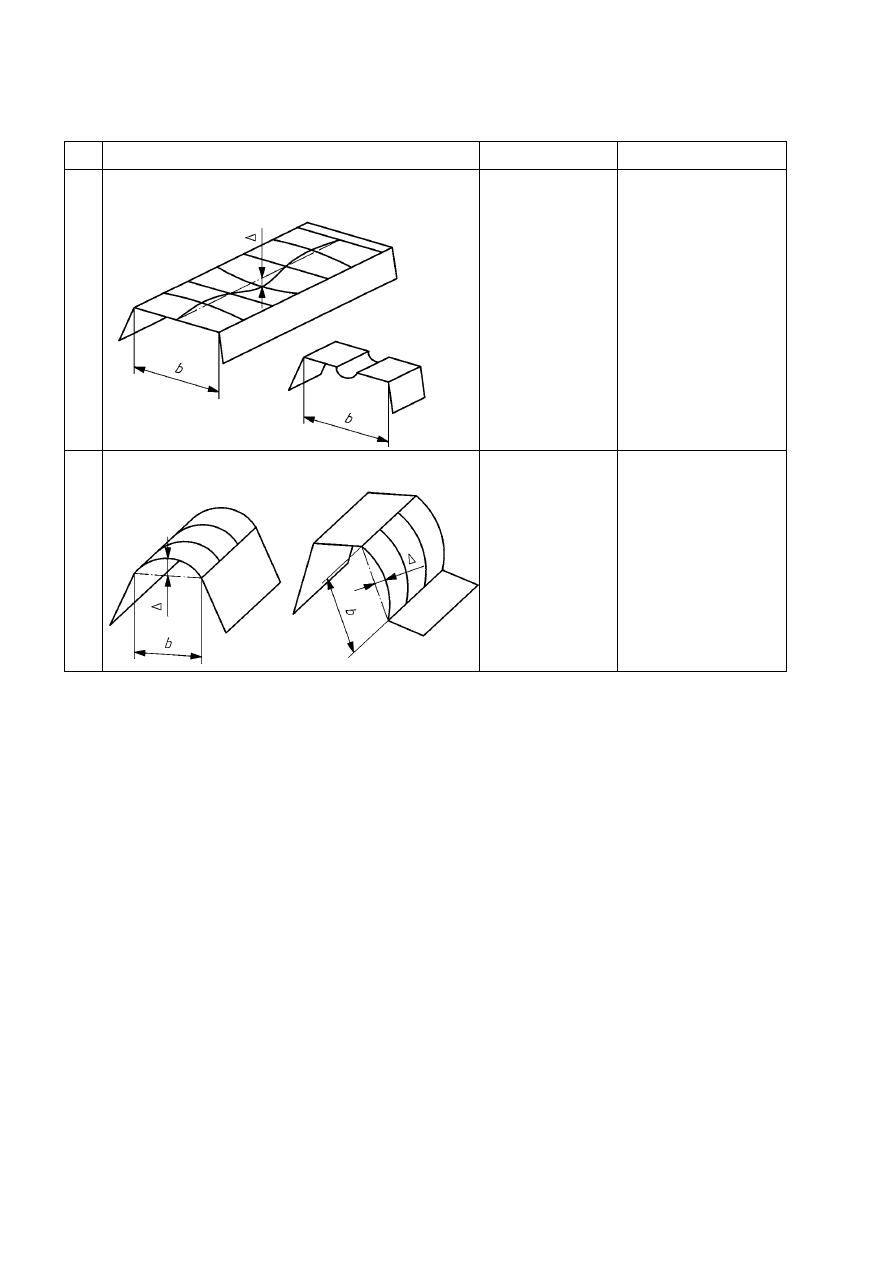
EN 1090-2:2008
118
D.1.7 Podstawowe tolerancje wytwarzania – Blachy profilowane na zimno
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Płaskość pasów lub środników, usztywnionych lub
nieusztywnionych:
Strzałka wygięcia
ścianki nominalnie
płaskiej
o szerokości b
≤ ± b/50
2
Płaskość środników lub pasów, (w kierunku poprzecznym):
Strzałka wygięcia
pasa lub
środnika względem
cięciwy o długości b
≤ ± b/50
Licencja PKN dla PIN 2009-12-31
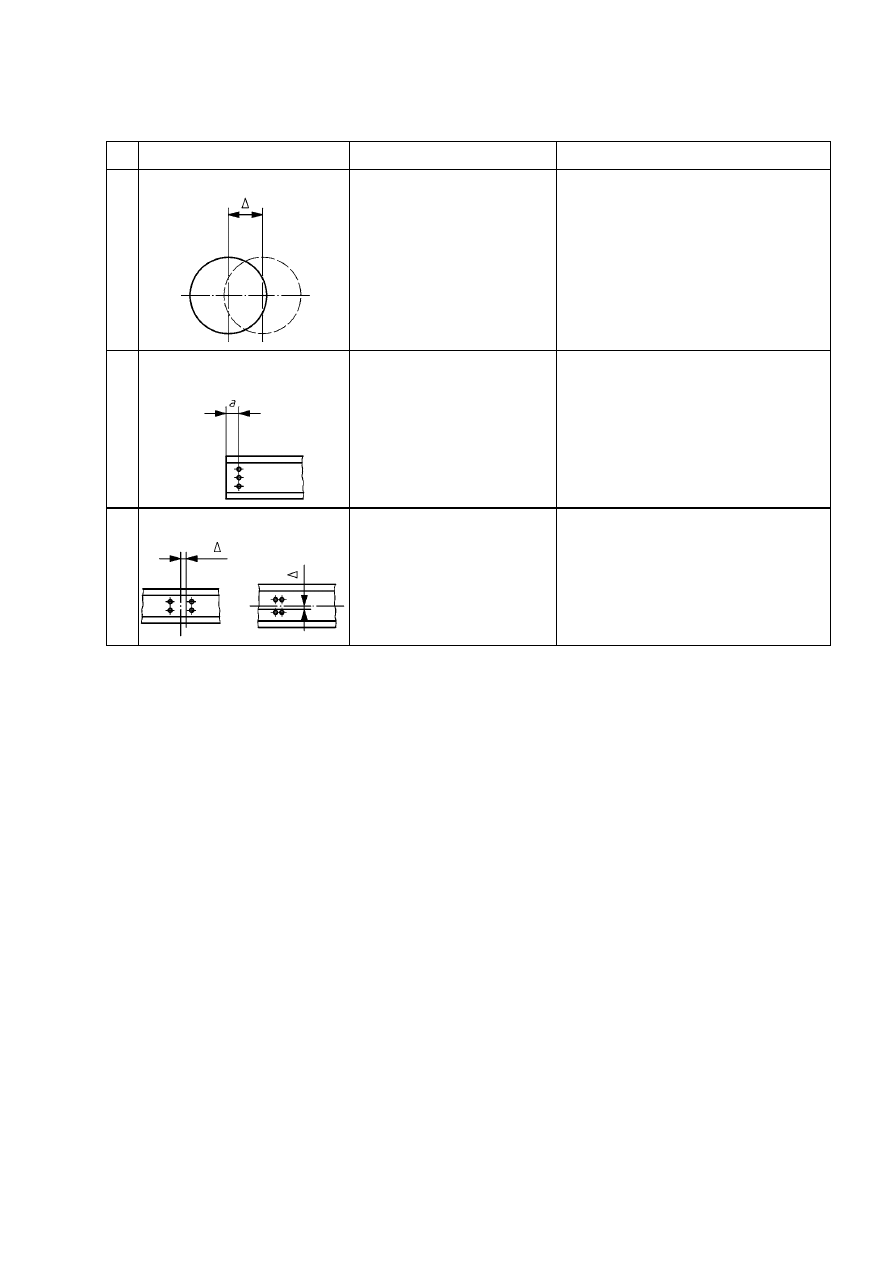
EN 1090-2:2008
119
D.1.8 Podstawowe tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Położenie otworu na łącznik:
Przesunięcie
osi pojedynczego otworu
względem jego nominalnego
położenia w grupie otworów
= ± 2 mm
2
Położenie otworów na łączniki
względem brzegu:
Odchyłka odległości a
między osią otworu
a brzegiem swobodnym:
– = 0
(nie określa się dopuszczalnej odchyłki
dodatniej)
3
Położenie grupy otworów:
Odchyłka położenia grupy
otworów od ich położenia
nominalnego:
= ± 2 mm
Licencja PKN dla PIN 2009-12-31
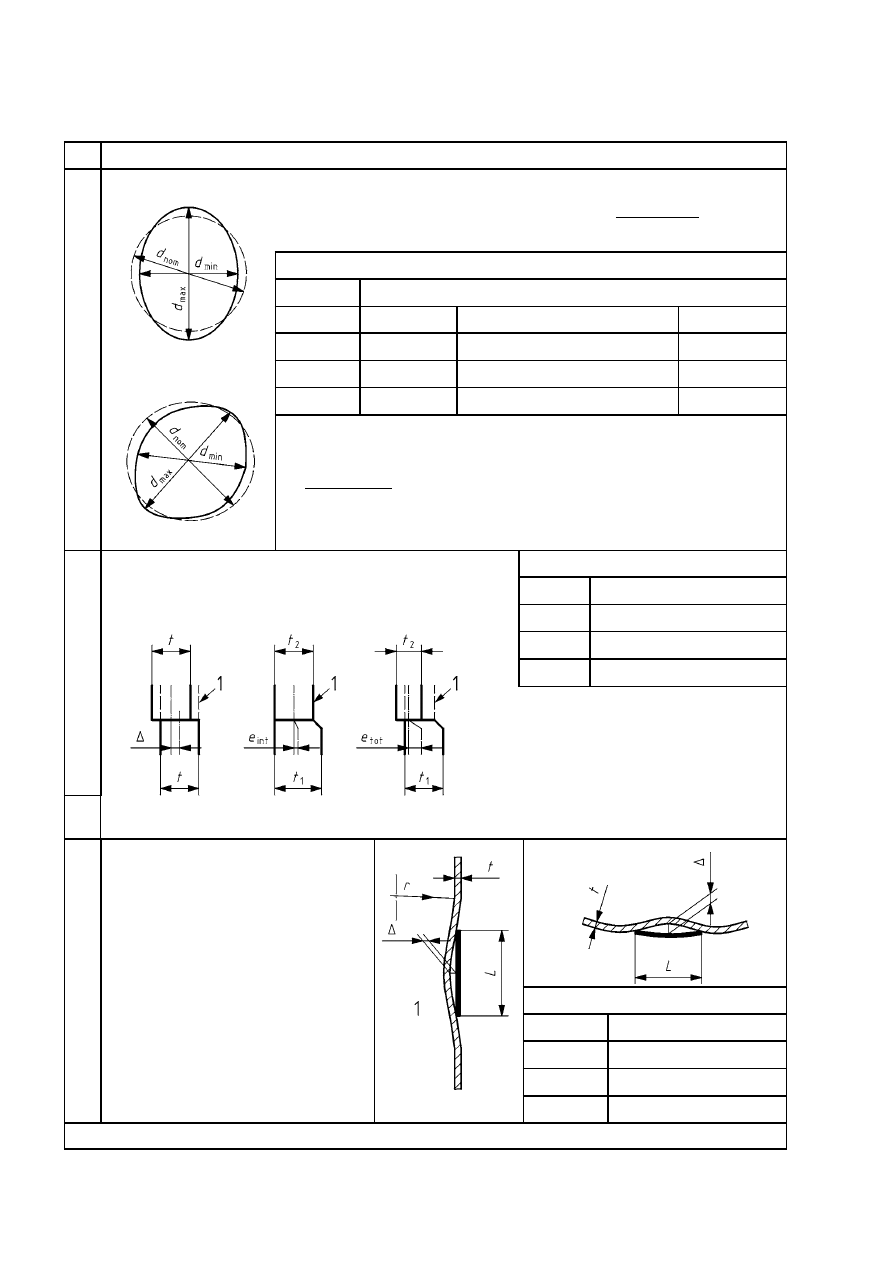
EN 1090-2:2008
120
D.1.9 Podstawowe tolerancje wytwarzania – Powłoki walcowe i stożkowe
Nr
Kryteria, szczegóły i oznaczenia
1
Owalność:
a) owal symetryczny
(spłaszczenie przekroju)
b) owal niesymetryczny
Różnica między ekstremalnymi wartościami pomiarów średnicy wewnętrznej
odniesiona do wartości nominalnej: ∆ =
−
(
)
d
d
d
max
min
nom
Tolerancje
Dopuszczalna odchyłka
Średnica
d ≤ 0,50 m
0,50 m < d < 1,25 m
d ≥ 1,25 m
Klasa A
= ± 0,014
= ± [0,007 + 0,009 3(1,25 – d)]
= ± 0,007
Klasa B
= ± 0,020
= ± [0,010 + 0,013 3(1,25 – d)]
= ± 0,010
Klasa C
= ± 0,030
= ± [0,015 + 0,020 0(1,25 – d)]
= ± 0,015
UWAGA
d oznacza średnicę nominalną d
nom
w metrach.
2
Brak współosiowości:
Niezamierzony mimośród blach w złączu poziomym.
Przy ocenie odchyłki w miejscu zmiany grubości blach
nie uwzględnia się mimośrodu nominalnego.
Tolerancje
Klasa
Dopuszczalna odchyłka
Klasa A
= ± 0,14t lecz || ≤ 2 mm
Klasa B
= ± 0,20t lecz || ≤ 3 mm
Klasa C
= ± 0,30t lecz || ≤ 4 mm
W miejscu zmiany grubości blach:
t = (t
1
+ t
2
)/2
= e
tot
– e
int
gdzie:
t
1
– grubość większa;
t
2
– grubość mniejsza.
Objaśnienie
1 nominalna geometria złącza
3
Wgniecenia (wgłębienia):
a) mierzone w kierunku południkowym:
L = 4 (rt)
0,5
b) mierzone w kierunku obwodowym
(promień bazowy = r):
L = 4 (rt)
0,5
L = 2,3 (h
2
rt)
0,25
lecz L ≤ r
gdzie h – wysokość segmentu powłoki
c) dodatkowo, mierzone w poprzek spoin:
L = 25t lecz L ≤ 500 mm
UWAGA Przy zmianie grubości: t = t
2
Objaśnienie
1 wnętrze powłoki
Tolerancje
Klasa
Dopuszczalna odchyłka
Klasa A
= ± 0,006L
Klasa B
= ± 0,010L
Klasa C
= ± 0,016L
UWAGA Klasy jakości wytwarzania wg EN 1993-4-1: Klasa A = najwyższa, Klasa B = wysoka, Klasa C = normalna.
Licencja PKN dla PIN 2009-12-31
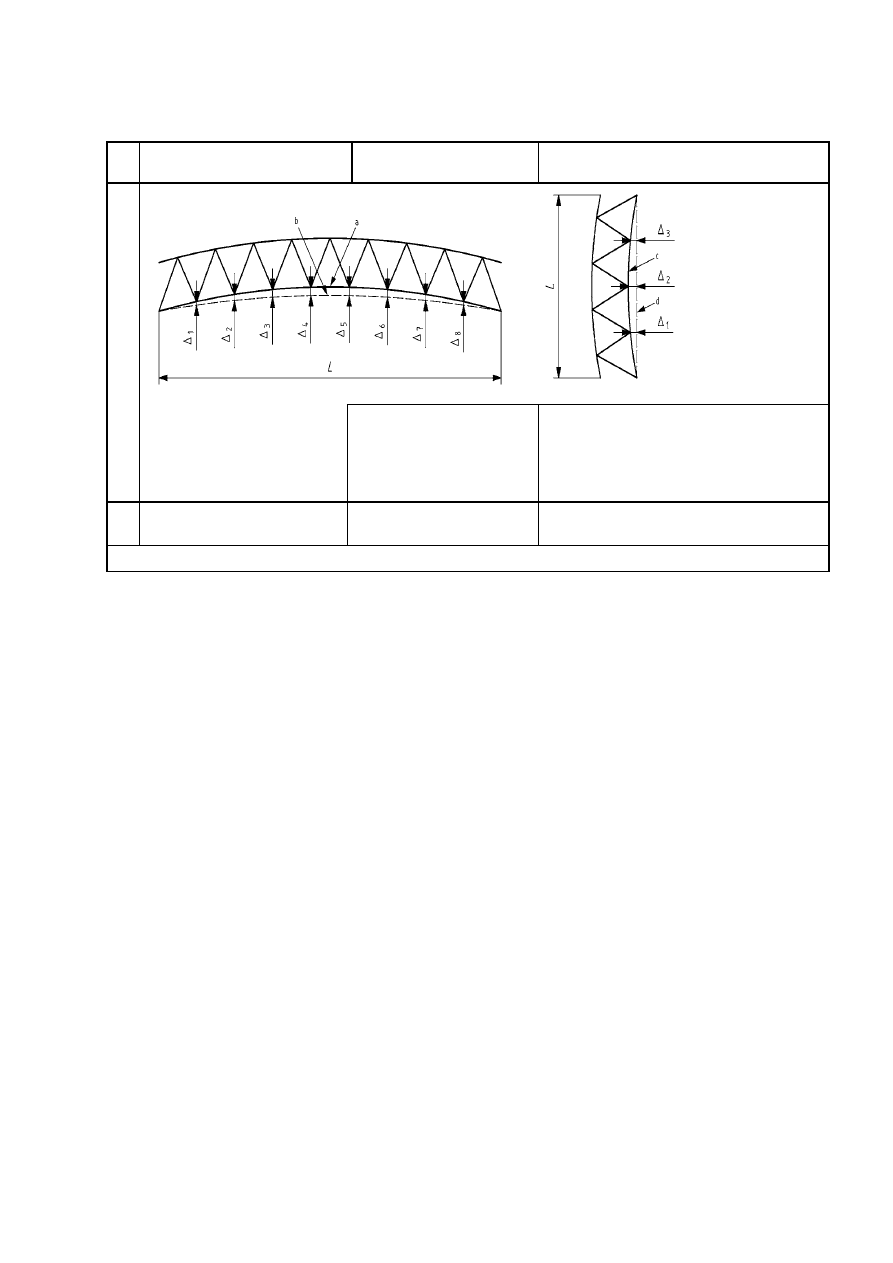
EN 1090-2:2008
121
D.1.10 Podstawowe tolerancje wytwarzania – Elementy kratowe
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Prostoliniowość lub wstępne wygięcie (uwypuklenie)
UWAGA Odchyłki mierzy się po zakończeniu spawania w pozycji na płask.
Objaśnienia
a wypukłość zrealizowana
b wypukłość nominalna
c oś realna (linia krzywa)
d oś nominalna (linia prosta)
Odchylenie punktów
węzłowych względem
projektowanej linii prostej
lub krzywej
= ± L/500
lecz || ≥ 12 mm
2
Prostoliniowość prętów
skratowania:
Strzałka wygięcia pręta
skratowania:
= ± L/750
lecz || ≥ 6 mm
UWAGA Zapis typu: = ± L / 500 lecz || ≥ 6 mm oznacza, że dopuszczalna jest wartość większa.
Licencja PKN dla PIN 2009-12-31
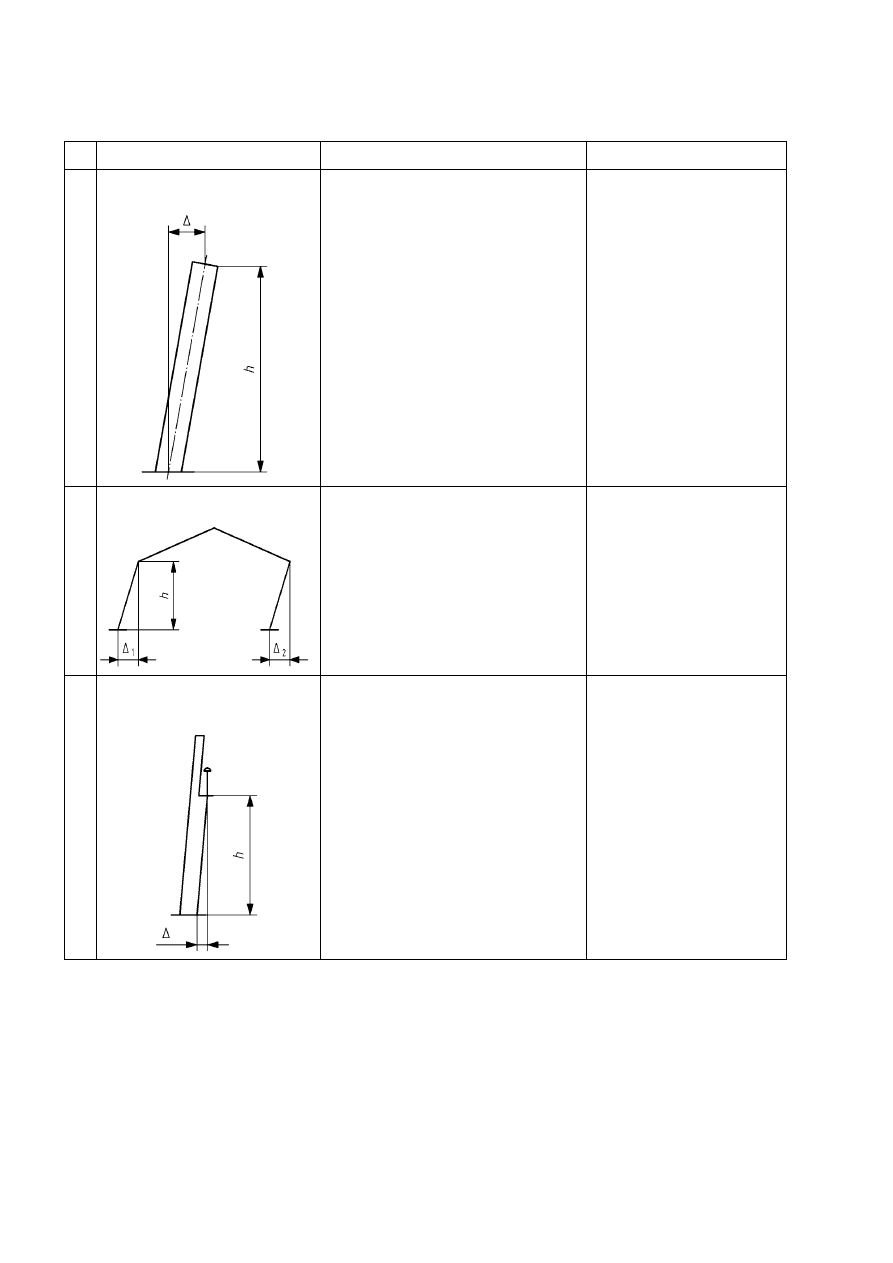
EN 1090-2:2008
122
D.1.11 Podstawowe tolerancje montażu – Słupy jednokondygnacyjne
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Pochylenie słupów
jednokondygnacyjnych – ogólnie:
Wzajemne przesunięcie końców słupa
o wysokości h:
= ± h
/300
2
Pochylenie słupów w ramach
portalowych:
Wartość średnia przesunięć końców
wszystkich słupów jednej ramy:
[ Dla dwóch słupów: = (
1
+
2
)/2 ]
= ± h
/500
3
Pochylenie każdego słupa
podpierającego belkę
podsuwnicową:
Przesunięcie punktu podparcia belki
wskutek pochylenia słupa:
= ± h
/1000
Licencja PKN dla PIN 2009-12-31
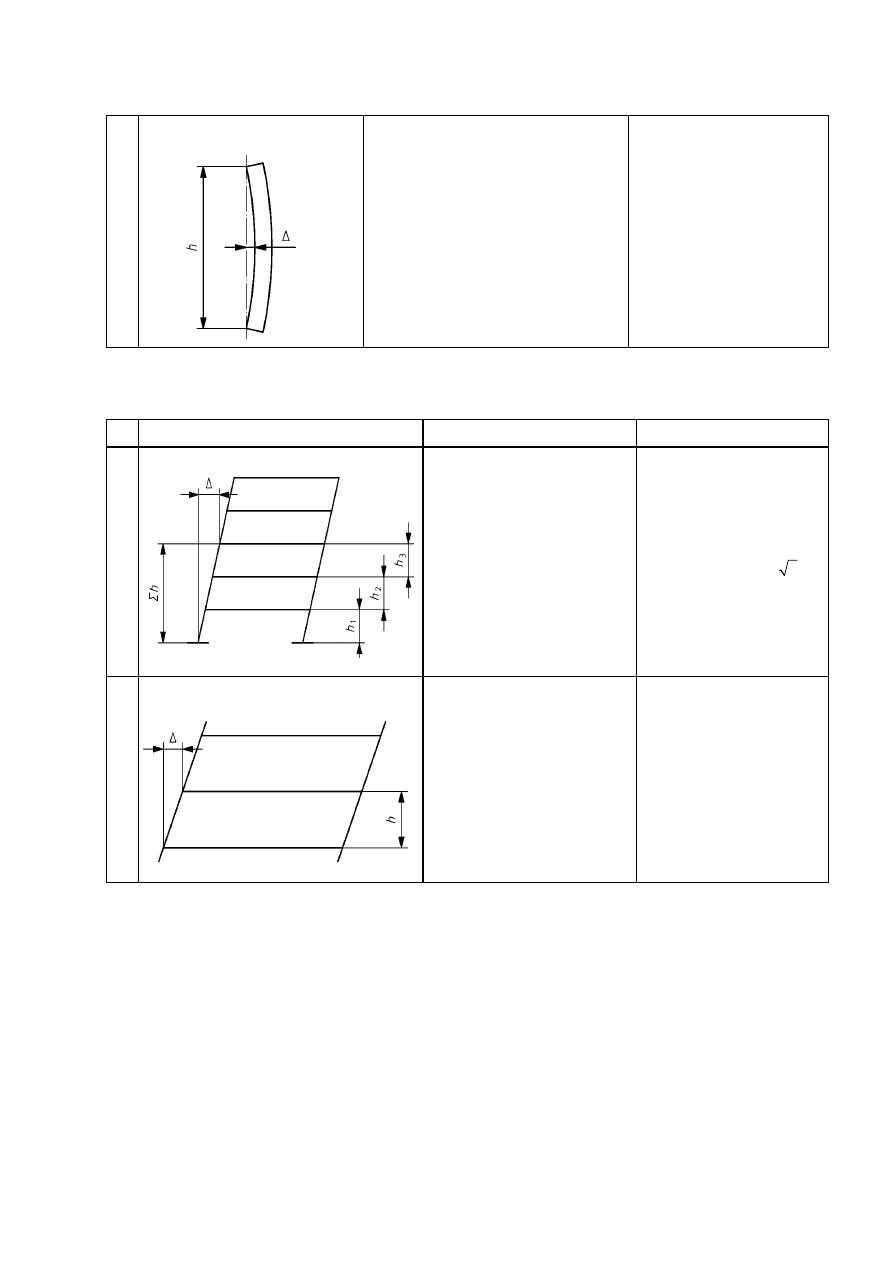
EN 1090-2:2008
123
4
Prostoliniowość słupa
jednokondygnacyjnego:
Strzałka wygięcia względem cięciwy:
– ogólnie
– kształtowniki rurowe
= ± h/750
= ± h/750
D.1.12 Podstawowe tolerancje montażu – Słupy wielokondygnacyjne (ciągłe)
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Pochylenie słupa wielokondygnacyjnego:
Przesunięcie węzła na
rozpatrywanym poziomie
względem podstawy słupa:
(n – liczba kondygnacji)
= ± ∑h
/500
∆ = ±Σh
n
/(
)
300
2
Pochylenie słupa między sąsiednimi
stropami:
Wzajemne przesunięcie
końców odcinka słupa w ramach
jednej kondygnacji
= ± h
/500
Licencja PKN dla PIN 2009-12-31
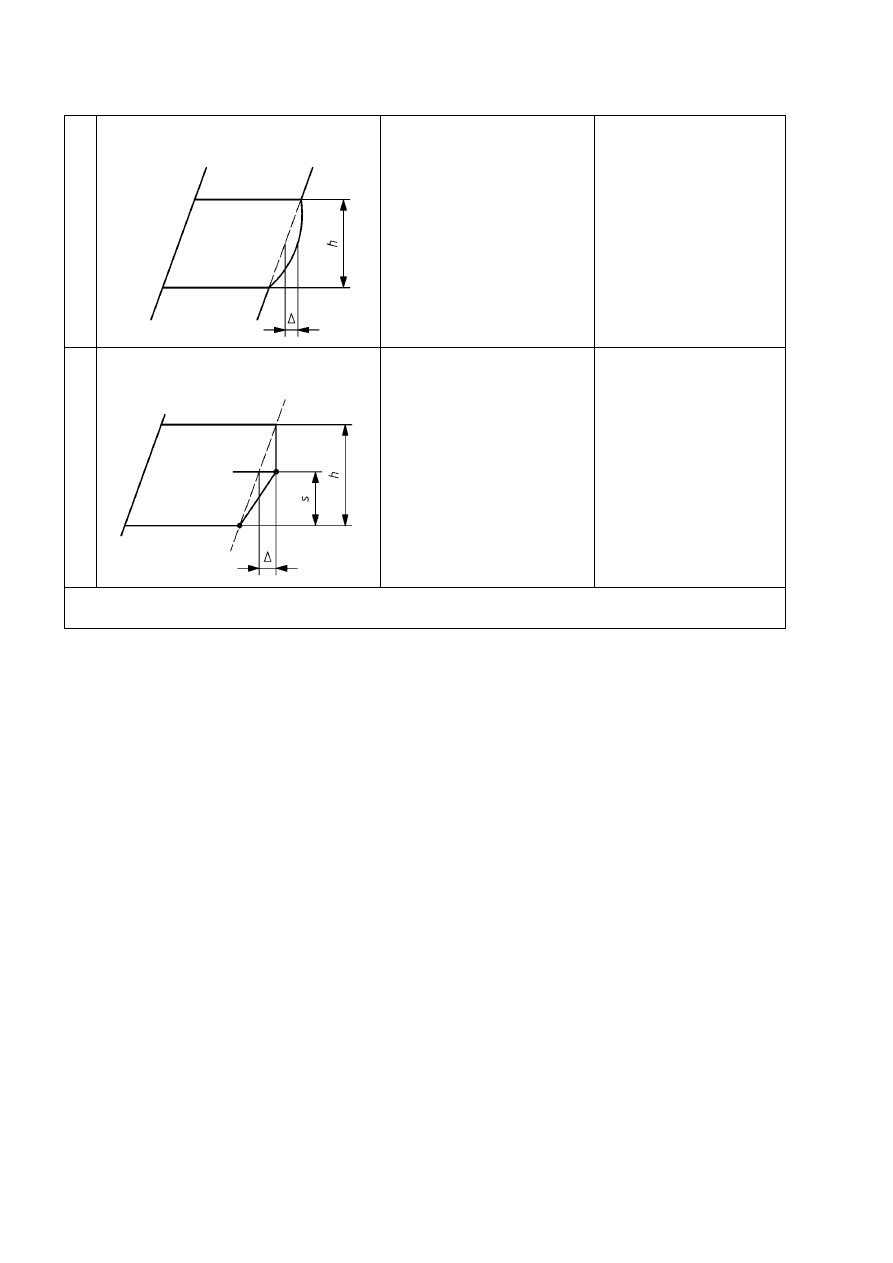
EN 1090-2:2008
124
3
Prostoliniowość słupa ciągłego między
sąsiednimi stropami:
Strzałka wygięcia względem
cięciwy między punktami
węzłowymi:
= ± h
/750
4
Prostoliniowość słupa ze stykiem między
sąsiednimi stropami:
Przesunięcie styku słupa
względem cięciwy między
punktami węzłowymi:
= ± s
/750
przy czym s ≤ h
/2
UWAGA Tablica D.1.12 odnosi się do słupów, które zachowują ciągłość przez więcej niż jedną kondygnację.
W odniesieniu do słupów jednokondygnacyjnych w szkieletach wielokondygnacyjnych stosuje się Tablicę D.1.11.
Licencja PKN dla PIN 2009-12-31
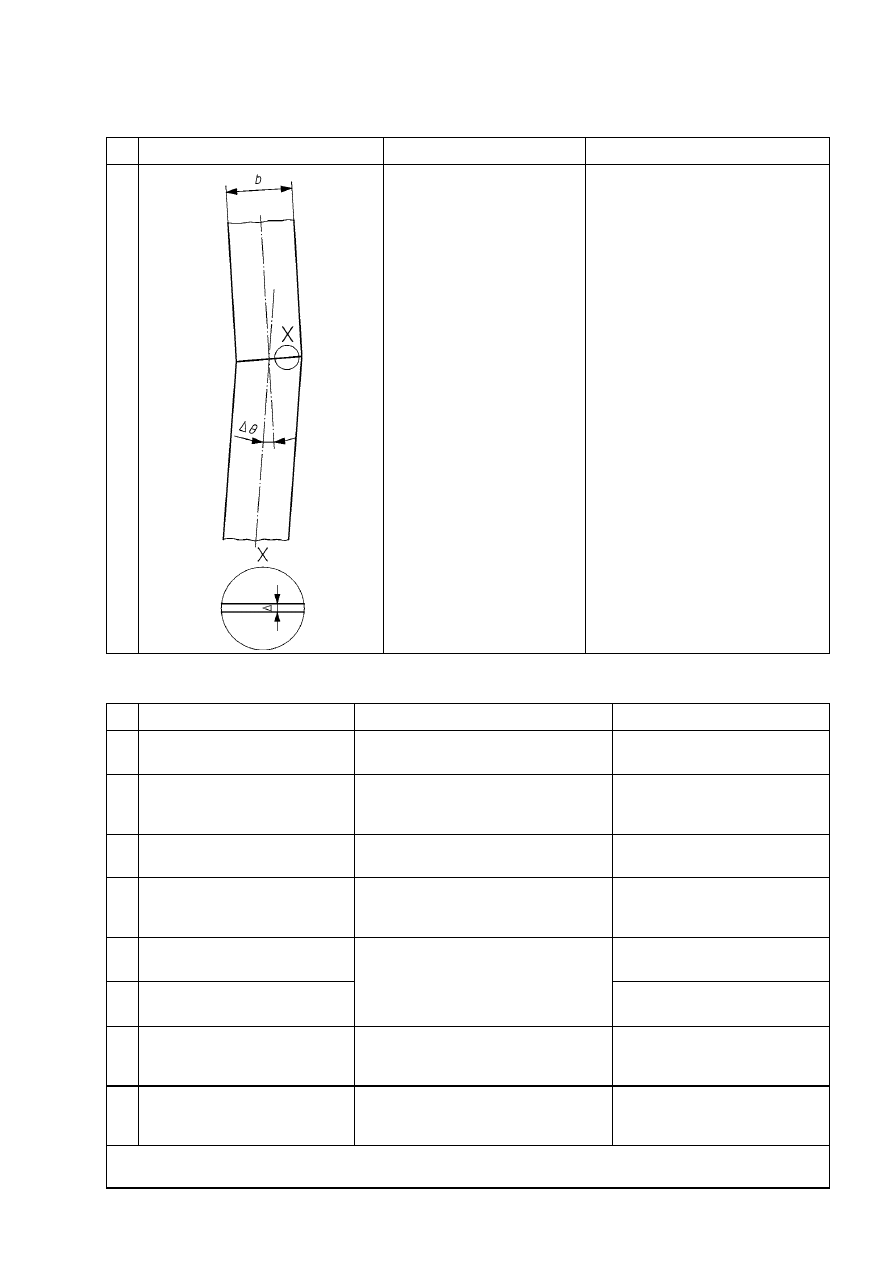
EN 1090-2:2008
125
D.1.13 Podstawowe tolerancje montażu – Styki dociskowe
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Lokalny kąt załamania
θ
oraz towarzysząca mu
szczelina ,
patrz szczegół „X”
θ
= ± h/500
gdzie h – wysokość kondygnacji
(patrz D.1.11 nr 4)
przy czym jednocześnie:
•
= 0,5 mm – wartość, która nie
powinna być przekroczona na co
najmniej 2/3 powierzchni
•
= 1,0 mm – dopuszczalna lokal-
nie wartość maksymalna
D.1.14 Podstawowe tolerancje montażu – Wieże i maszty
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Prostoliniowość krawężników
i pasów
Wygięcie odcinka (o długości L) między
punktami węzłowymi
L/1 000
2
Główne wymiary przekroju
poprzecznego i skratowania
masztu:
Moduł skratowania < 1 000 mm:
Moduł skratowania ≥ 1 000 mm:
= ±
3 mm
= ±
5 mm
3
Niezamierzony mimośród osi
prętów skratowania w węzłach:
Przesunięcie względem położenia
nominalnego:
= ±
3 mm
4
Odchylenie od współosiowości
w złączu dwóch odcinków
krawężnika:
Wzajemne przesunięcie dwóch
odcinków krawężnika
= ±
2 mm
5
Pionowość masztu:
Odchylenie od pionu linii łączącej dwa
dowolne punkty konstrukcji nominalnie
przynależne do linii pionowej, zmierzone
w warunkach powietrza statycznego
= ±
0,05 %
lecz || ≥ 5 mm
6
Pionowość wieży:
= ±
0,10 %
lecz || ≥ 5 mm
7
Skręcenie całkowite ∆ na całej
wysokości konstrukcji
[patrz UWAGA 1]:
Konstrukcje o wysokości < 150 m:
Konstrukcje o wysokości ≥ 150 m:
= ±
2,0°
= ±
1,5°
8
Skręcenie między sąsiednimi
poziomami konstrukcji
[patrz UWAGA 1]:
Konstrukcje o wysokości < 150 m:
Konstrukcje o wysokości ≥ 150 m:
= ±
0,10° na każde 3 metry
= ±
0,05° na każde 3 metry
UWAGA 1 Kryterium skręcenia nie ma zastosowania do wież narażonych na stałe oddziaływania boczne.
UWAGA 2 Zapis typu: || = 0,10 % lecz || ≥ 5 mm oznacza, że dopuszczalna jest wartość większa.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
126
D.1.15 Podstawowe tolerancje montażu – Elementy zginane lub ściskane
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Prostoliniowość elementów zginanych
lub ściskanych na odcinku swobodnym
(bez stężeń):
Strzałka wygięcia względem
cięciwy
= L/750
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
127
D.2 Tolerancje funkcjonalne
Dopuszczalne odchyłki w ramach tolerancji funkcjonalnych określono w poniższych tablicach:
D.2.1: Funkcjonalne tolerancje wytwarzania – Kształtowniki spawane
D.2.2: Funkcjonalne tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach
D.2.3: Funkcjonalne tolerancje wytwarzania – Pasy kształtowników spawanych
D.2.4: Funkcjonalne tolerancje wytwarzania – Spawane blachownice skrzynkowe
D.2.5: Funkcjonalne tolerancje wytwarzania – Środniki w spawanych kształtownikach i blachownicach
skrzynkowych
D.2.6: Funkcjonalne tolerancje wytwarzania – Żebra środników w spawanych kształtownikach i blachownicach
skrzynkowych
D.2.7: Funkcjonalne tolerancje wytwarzania – Elementy składowe
D.2.8: Funkcjonalne tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte
D.2.9: Funkcjonalne tolerancje wytwarzania – Styki i podstawy słupów
D.2.10: Funkcjonalne tolerancje wytwarzania – Elementy kratowe
D.2.11: Funkcjonalne tolerancje wytwarzania – Płyty użebrowane
D.2.12: Funkcjonalne tolerancje wytwarzania – Wieże i maszty
D.2.13: Funkcjonalne tolerancje wytwarzania – Blachy profilowane na zimno
D.2.14: Funkcjonalne tolerancje wytwarzania – Płyty pomostowe w mostach
D.2.15: Funkcjonalne tolerancje montażu – Mosty
D.2.16: Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 1/3)
D.2.17: Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 2/3)
D.2.18: Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 3/3)
D.2.19: Funkcjonalne tolerancje wytwarzania i montażu – Belki podsuwnicowe i szyny
D.2.20: Funkcjonalne tolerancje ustawienia – Fundamenty betonowe i zakotwienia
D.2.21: Funkcjonalne tolerancje montażu – Tory belek podsuwnicowych
D.2.22: Funkcjonalne tolerancje montażu – Ustawienie słupów
D.2.23: Funkcjonalne tolerancje montażu – Słupy jednokondygnacyjne
D.2.24: Funkcjonalne tolerancje montażu – Słupy wielokondygnacyjne
D.2.25: Funkcjonalne tolerancje montażu – Szkielety budynków
D.2.26: Funkcjonalne tolerancje montażu – Belki w budynkach
D.2.27: Funkcjonalne tolerancje montażu – Poszycie dachu zaprojektowane jako współpracujące tarczowo ze
szkieletem
D.2.28: Funkcjonalne tolerancje montażu – Poszycie ze stalowej blachy profilowanej
Licencja PKN dla PIN 2009-12-31
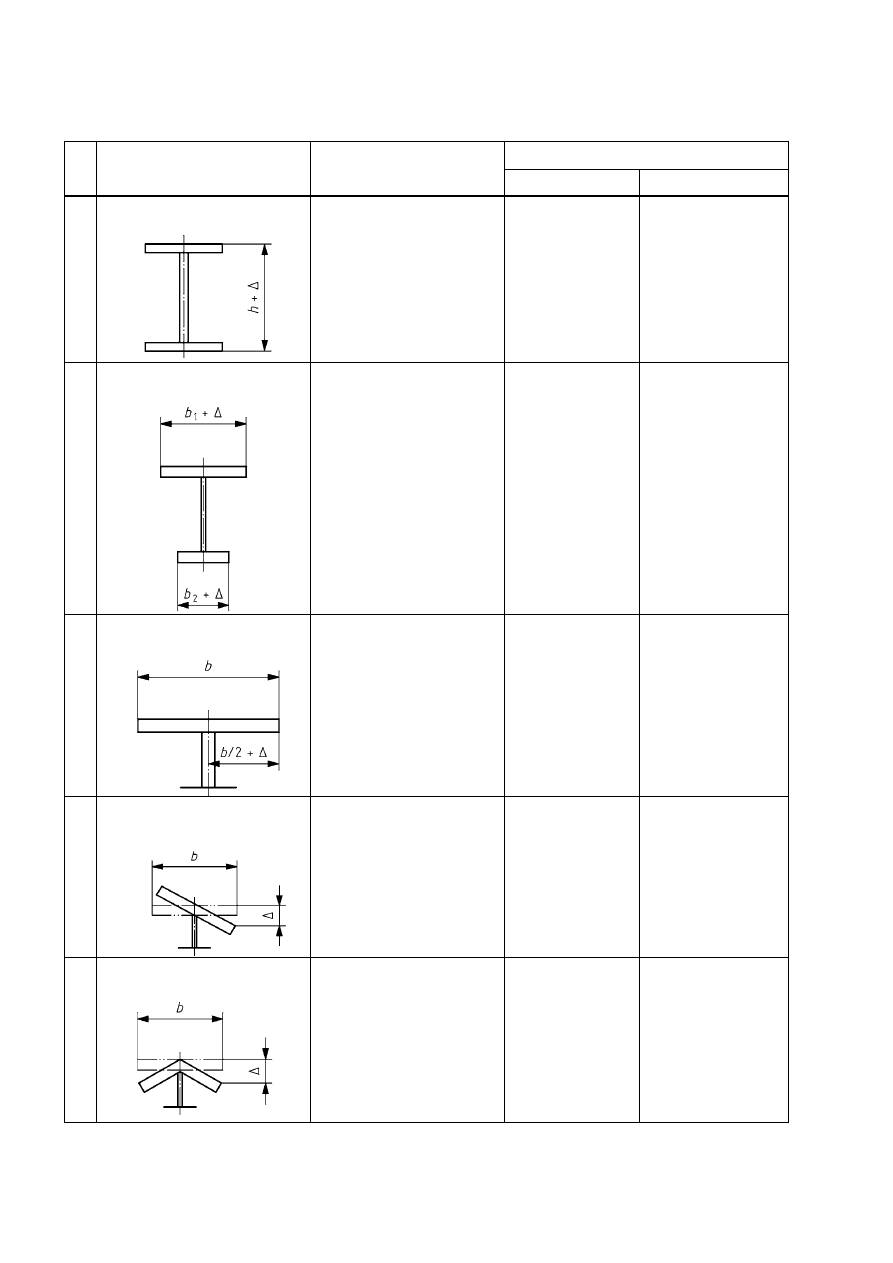
EN 1090-2:2008
128
D.2.1 Funkcjonalne tolerancje wytwarzania – Kształtowniki spawane
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Wysokość:
Wysokość gabarytowa h:
h ≤ 900 mm
900 < h ≤ 1 800 mm
h > 1 800 mm
= ± 3 mm
= ± h
/300
= ± 6 mm
= ± 2 mm
= ± h
/450
= ± 4 mm
2
Szerokość pasa:
Szerokość b
1
lub b
2
+ = b
/100
lecz || ≥ 3 mm
+ = b
/100
lecz || ≥ 2 mm
3
Mimośrodowość środnika:
Mimośród względem środka
pasa:
– ogólnie
– w miejscach podparcia
= ± 5 mm
= ± 3 mm
= ± 4 mm
= ± 2 mm
4
Prostopadłość pasa względem
środnika:
Odchyłka od kąta prostego:
– ogólnie
– w miejscach podparcia
= ± b
/100
lecz || ≥ 5 mm
= ± b
/400
= ± b
/100
lecz || ≥ 3 mm
= ± b
/400
5
Płaskość pasa:
Strzałka wygięcia:
– ogólnie
– w miejscach podparcia
= ± b
/150
lecz || ≥ 3 mm
= ± b
/400
= ± b
/150
lecz || ≥ 2 mm
= ± b
/400
Licencja PKN dla PIN 2009-12-31
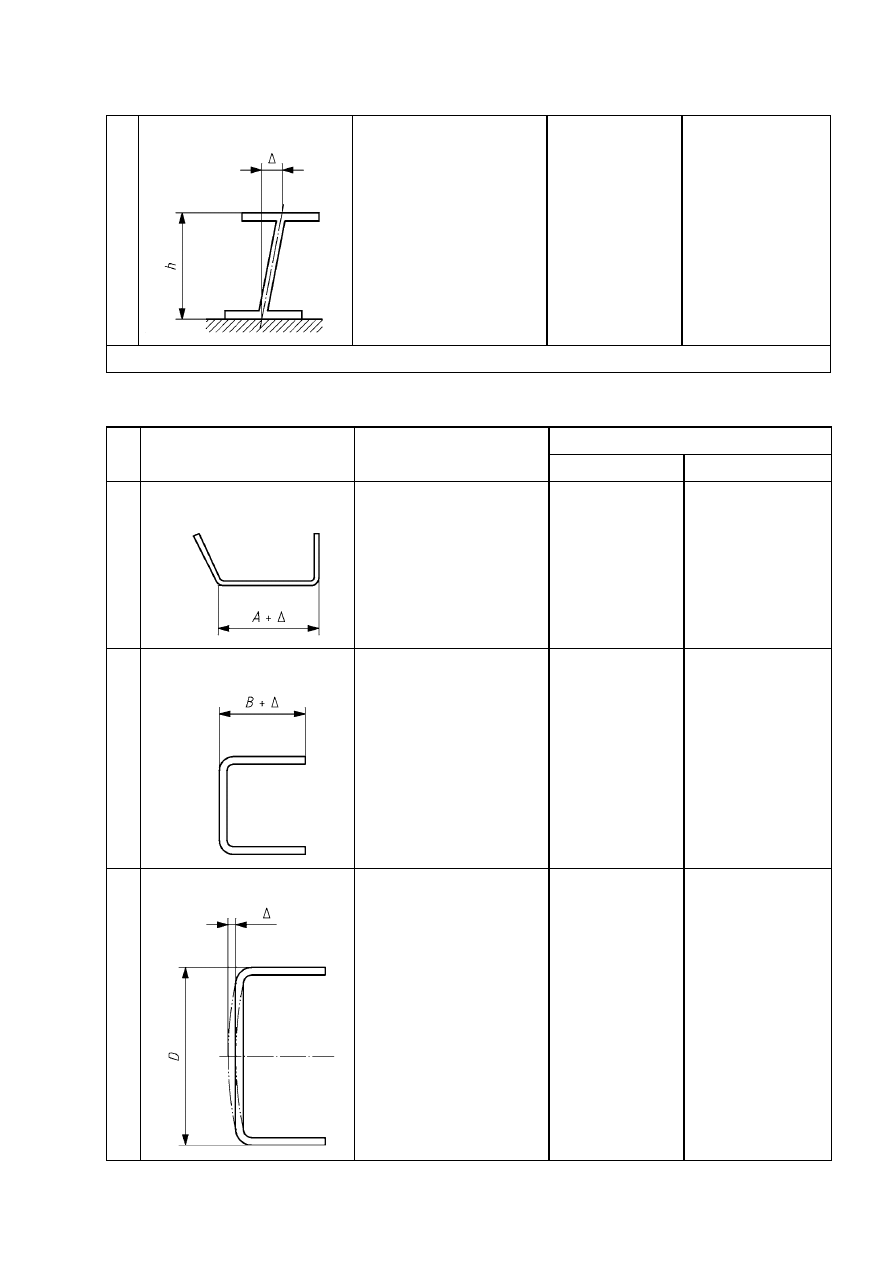
EN 1090-2:2008
129
6
Prostopadłość środnika
nad podporą:
Pochylenie środnika
bez żeber podporowych
względem osi prostopadłej
do płaszczyzny docisku:
= ± h
/300
lecz || ≥ 3 mm
= ± h
/500
lecz || ≥ 2 mm
UWAGA Zapis typu: = ±
d
/100 lecz || ≥ 5 mm oznacza, że dopuszczalna jest wartość większa
.
D.2.2 Funkcjonalne tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Szerokość ścianki
przęsłowej:
Szerokość gabarytowa A:
t < 3 mm: Długość < 7 m
Długość ≥ 7 m
t > 3 mm: Długość < 7 m
Długość ≥ 7 m
(t – grubość ścianki)
= ± 3 mm
= –3 mm / +5 mm
= ± 5 mm
= –5 mm / +9 mm
= ± 2 mm
= –2 mm / +4 mm
= ± 3 mm
= –3 mm / +6 mm
2
Szerokość ścianki
wspornikowej:
Szerokość gabarytowa B:
– gdy brzeg oryginalny:
t < 3 mm
t > 3 mm
– gdy brzeg przycinany:
t < 3 mm
t > 3 mm
(t – grubość ścianki)
= –3 mm / +6 mm
= –5 mm / +7 mm
= –2 mm / +5 mm
= –3 mm / +6 mm
= –2 mm / +4 mm
= –3 mm / +5 mm
= –1 mm / +3 mm
= –2 mm / +4 mm
3
Płaskość ścianki
przęsłowej:
Strzałka
uwypuklenia/wklęśnięcia:
= ± D/50
= ± D/100
Licencja PKN dla PIN 2009-12-31
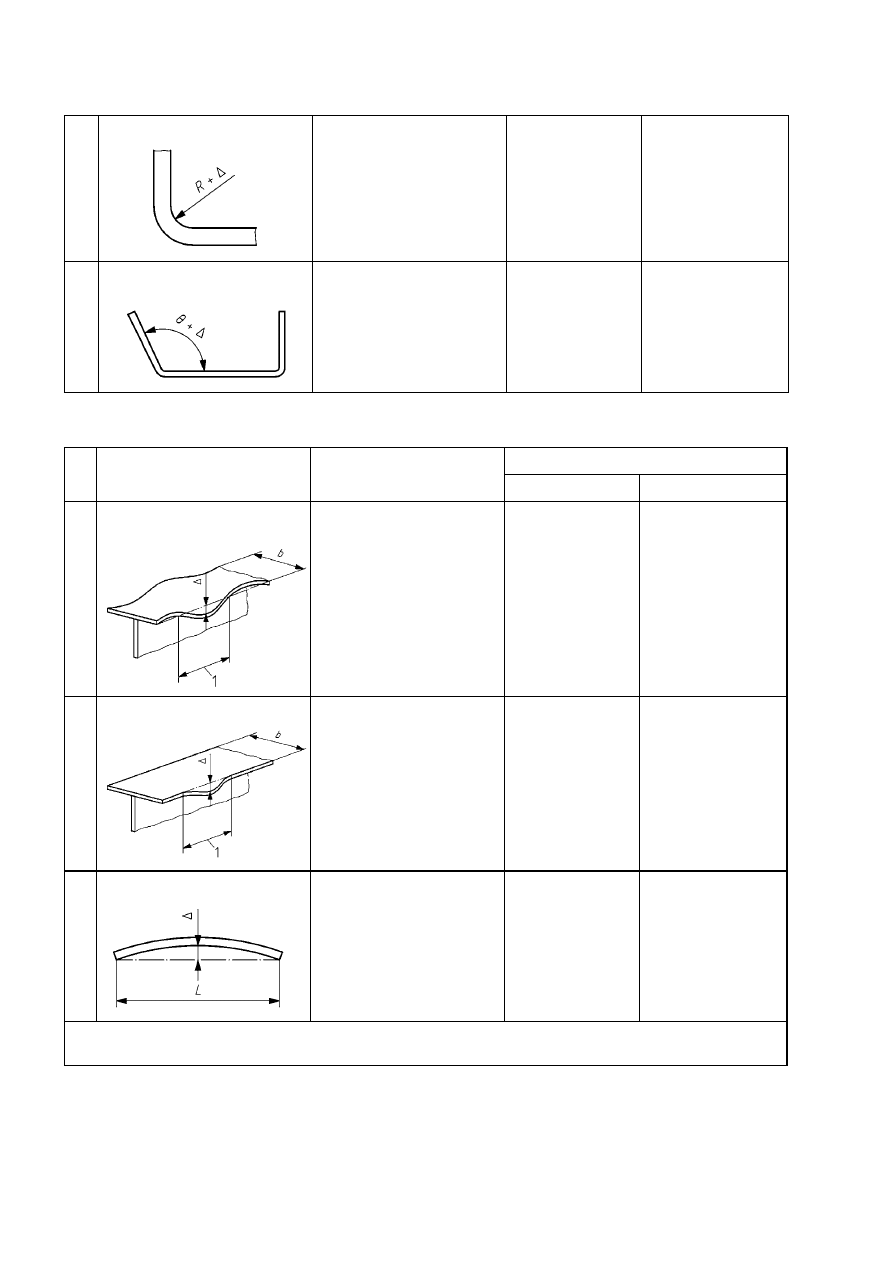
EN 1090-2:2008
130
4
Promień gięcia:
Wewnętrzny promień
gięcia R
= ± 2 mm
= ± 1 mm
5
Kształt (dokładność gięcia):
Odchyłka kąta między
sąsiednimi ściankami
= ± 3°
= ± 2°
D.2.3 Funkcjonalne tolerancje wytwarzania – Pasy kształtowników spawanych
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Płaskość pasa dwuteownika
– wgniecenie (dystorsja):
Strzałka wgniecenia
na długości bazowej L
równej szerokości b:
= ± b/100
= ± b/150
2
Płaskość pasa dwuteownika –
sfalowanie:
Strzałka sfalowania
na długości bazowej L
równej szerokości b:
= ± b/100
= ± b/150
3
Prostoliniowość pasa:
Strzałka wygięcia
względem cięciwy
= ± L/500
= ± L/1 000
Objaśnienie
1 długość bazowa
Licencja PKN dla PIN 2009-12-31
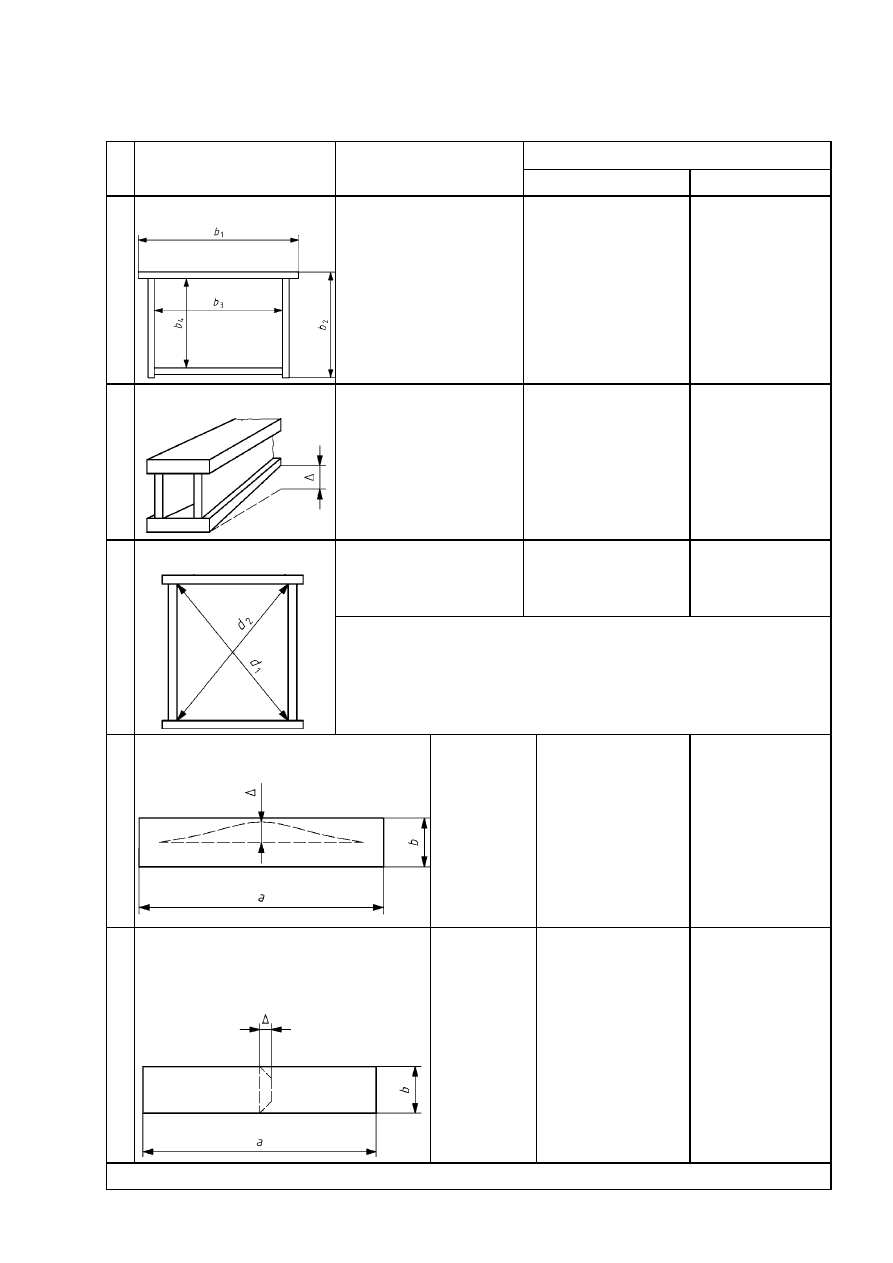
EN 1090-2:2008
131
D.2.4 Funkcjonalne tolerancje wytwarzania – Spawane blachownice skrzynkowe
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Wymiary przekroju:
Odchyłki wymiarów
wewnętrznych lub
zewnętrznych:
b < 900 mm
900 mm < b < 1 800 mm
b > 1 800 mm
gdzie:
b = b
1
, b
2
, b
3
lub b
4
= ± 3 mm
= ± b
/300
= ± 6 mm
= ± 2 mm
= ± b
/450
= ± 4 mm
2
Skręcenie na długości:
Wzajemne przesunięcie
poprzeczne punktów
referencyjnych
w przekrojach elementu
oddalonych o wielkość L
= ± L/700
lecz
4 mm ≤ || ≤ 10 mm
= ± L/1 000
lecz
3 mm ≤ || ≤ 8 mm
3
Prostokątność przekroju:
Różnica długości
przekątnych w miejscach
przepon:
= |d
1
– d
2
|
= (d
1
+ d
2
)/400
lecz ≥ 6 mm
= (d
1
+ d
2
)/600
lecz ≥ 4 mm
Gdy długości przekątnych d
1
i d
2
są nominalnie zróżnicowane:
= | (d
1
– d
2
)
pomierzona
– (d
1
– d
2
)
nominalna
|
4
Płaskość paneli między środnikami lub
żebrami – kryterium ogólne:
Strzałka
wgniecenia
względem
płaszczyzny
panelu:
gdy a ≤ 2b
gdy a > 2b
= ± a/250
= ± b/125
= ± a/250
= ± b/125
5
Płaskość paneli między środnikami lub
żebrami, w szczególnym przypadku
ściskania w kierunku poprzecznym;
przy braku takiej informacji stosuje się
kryterium ogólne:
Strzałka
wgniecenia
względem
płaszczyzny
panelu:
gdy b ≤ 2a
gdy b > 2a
= ± b/250
= ± a/125
= ± b/250
= ± a/125
UWAGA Zapis typu: = ±
d
/100 lecz || ≥ 5 mm oznacza, że dopuszczalna jest wartość większa
.
Licencja PKN dla PIN 2009-12-31
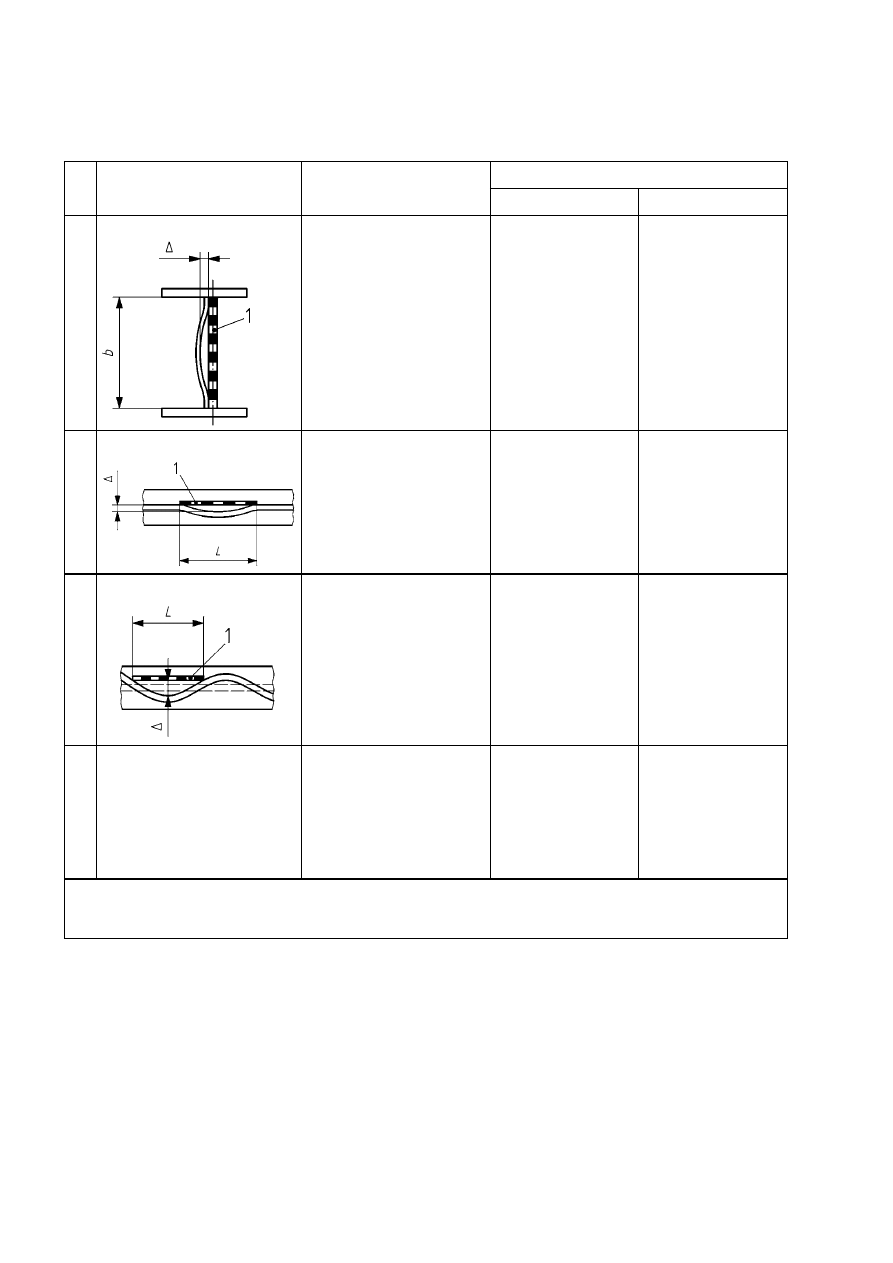
EN 1090-2:2008
132
D.2.5 Funkcjonalne tolerancje wytwarzania – Środniki w spawanych kształtownikach
i blachownicach skrzynkowych
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Płaskość środnika:
Strzałka wygięcia na
wysokości środnika równej b
= ± b/100
lecz || ≥ 5 mm
= ± b/150
lecz || ≥ 3 mm
2
Płaskość środnika – wgniecenie:
Strzałka wgniecenia na
długości bazowej L równej
wysokości b:
= ± b
/100
lecz || ≥ 5 mm
= ± b
/150
lecz || ≥ 3 mm
3
Płaskość środnika – sfalowanie:
Strzałka sfalowania na
długości bazowej L równej
wysokości b:
= ± b
/100
lecz || ≥ 5 mm
= ± b
/150
lecz || ≥ 3 mm
4
Belki ażurowe (wykonywane
z blach lub kształtowników
walcowanych na gorąco)
z otworami opisanymi
na okręgu o średnicy D
Niewspółosiowość
łączonych części środnika:
– przesunięcie poprzeczne
– przesunięcie podłużne
przy otworach o promieniu:
r = D/2 < 200 mm
r = D/2 ≥ 200 mm
= ± 2 mm
= ± 2 mm
= ± r/100 ≤ 5 mm
= ± 2 mm
= ± 2 mm
= ± r/100 ≤ 5 mm
Objaśnienie
1 długość bazowa
UWAGA Zapis typu:
= ± d
/100 lecz |
| ≥ 5 mm oznacza, że dopuszczalna jest wartość większa
.
Licencja PKN dla PIN 2009-12-31
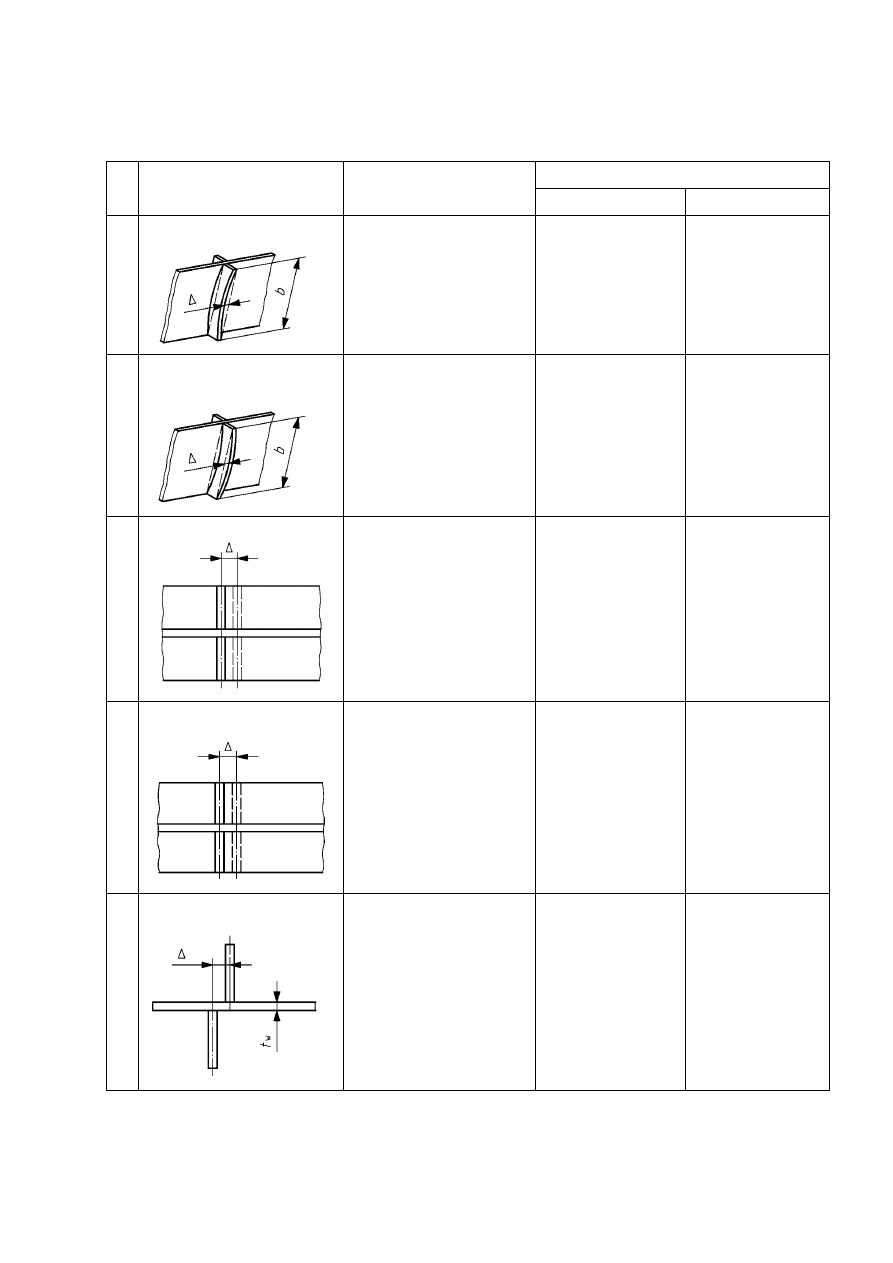
EN 1090-2:2008
133
D.2.6 Funkcjonalne tolerancje wytwarzania – Żebra środników w spawanych
kształtownikach i blachownicach skrzynkowych
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Prostoliniowość żebra
w płaszczyźnie środnika:
Strzałka wygięcia
w płaszczyźnie środnika:
= ± b
/250
lecz || ≥ 4 mm
= ± b
/375
lecz || ≥ 2 mm
2
Prostoliniowość żebra
w kierunku prostopadłym do
środnika:
Strzałka wygięcia
w kierunku prostopadłym
do środnika:
= ± b
/500
lecz || ≥ 4 mm
= ± b
/750
lecz || ≥ 2 mm
3
Usytuowanie żeber środnika:
Przesunięcie względem
położenia projektowanego:
= ± 5 mm
= ± 3 mm
4
Usytuowanie żeber środnika:
przy podporze:
Przesunięcie względem
położenia projektowanego:
= ± 3 mm
= ± 2 mm
5
Mimośrodowe ustawienie żeber
dwustronnych:
Wzajemny mimośród żeber:
= ± t
w
/2
= ± t
w
/3
Licencja PKN dla PIN 2009-12-31
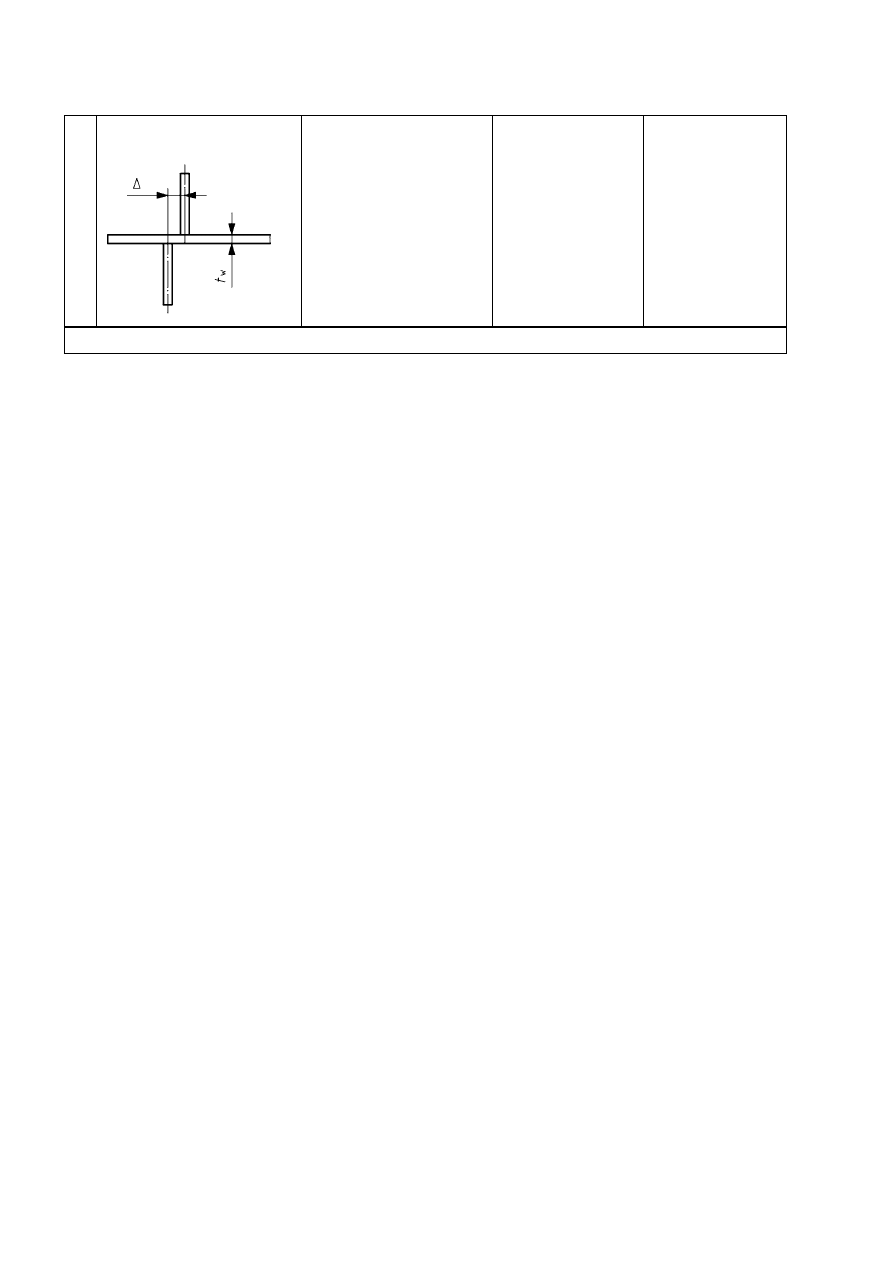
EN 1090-2:2008
134
6
Mimośrodowe ustawienie żeber
dwustronnych przy podporze:
Wzajemny mimośród żeber:
= ± t
w
/3
= ± t
w
/4
UWAGA Zapis typu: = ± d
/100 lecz || ≥ 5 mm oznacza, że dopuszczalna jest wartość większa
.
Licencja PKN dla PIN 2009-12-31
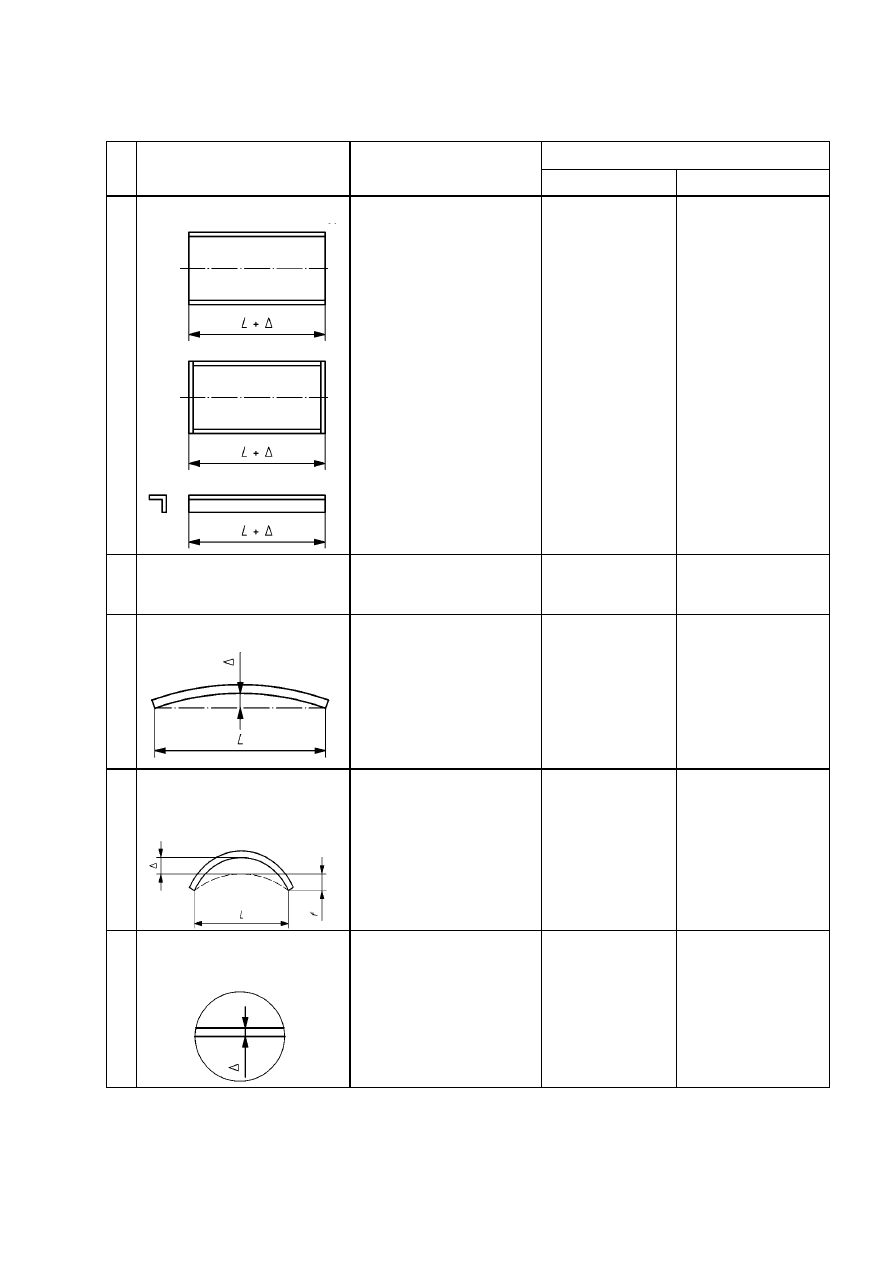
EN 1090-2:2008
135
D.2.7 Funkcjonalne tolerancje wytwarzania – Elementy składowe
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Długość (dokładność cięcia)
Długość odcinka
mierzona wzdłuż osi
(lub krawędzi w przypadku
kątownika):
– ogólnie:
– w przypadku końców
przygotowanych do
styku dociskowego:
UWAGA W razie potrzeby przy
pomiarze długości L uwzględnia się
blachy czołowe.
= ± (L/5
000 + 2) mm
= ± 1 mm
= ± (L/10
000 + 2) mm
= ± 1 mm
2
Długość (dokładność cięcia), gdy
istnieje możliwość
kompensacji:
Długość odcinka
mierzona w osi:
= ± 50 mm
= ± 50 mm
3
Prostoliniowość elementu:
Odchyłka osi
kształtownika
wytwarzanego lub
giętego na prasie od linii
prostej:
UWAGA Kształtowniki wykony-
wane na gorąco – patrz normy
wyrobów.
= ± L/500
lecz || ≥ 5 mm
= ± L/750
lecz || ≥ 3 mm
4
Wstępne wygięcie (uwypuklenie)
w płaszczyźnie:
Odchyłka od
projektowanej strzałki
wygięcia f w środku
długości:
UWAGA Strzałkę pionową
elementu mierzy się w pozycji
na płask.
= ± L/500
lecz || ≥ 6 mm
= ± L/1 000
lecz || ≥ 4 mm
5
Obróbka powierzchni do
styków dociskowych:
Szczelina między
prostoliniowym brzegiem
a powierzchnią:
UWAGA Chropowatości po-
wierzchni nie określa się.
= 0,5 mm
Wypukłości
zniwelowane do
wartości nie większej
niż 0,5 mm.
= 0,25 mm
Wypukłości
zniwelowane do
wartości nie większej
niż 0,25 mm.
Licencja PKN dla PIN 2009-12-31
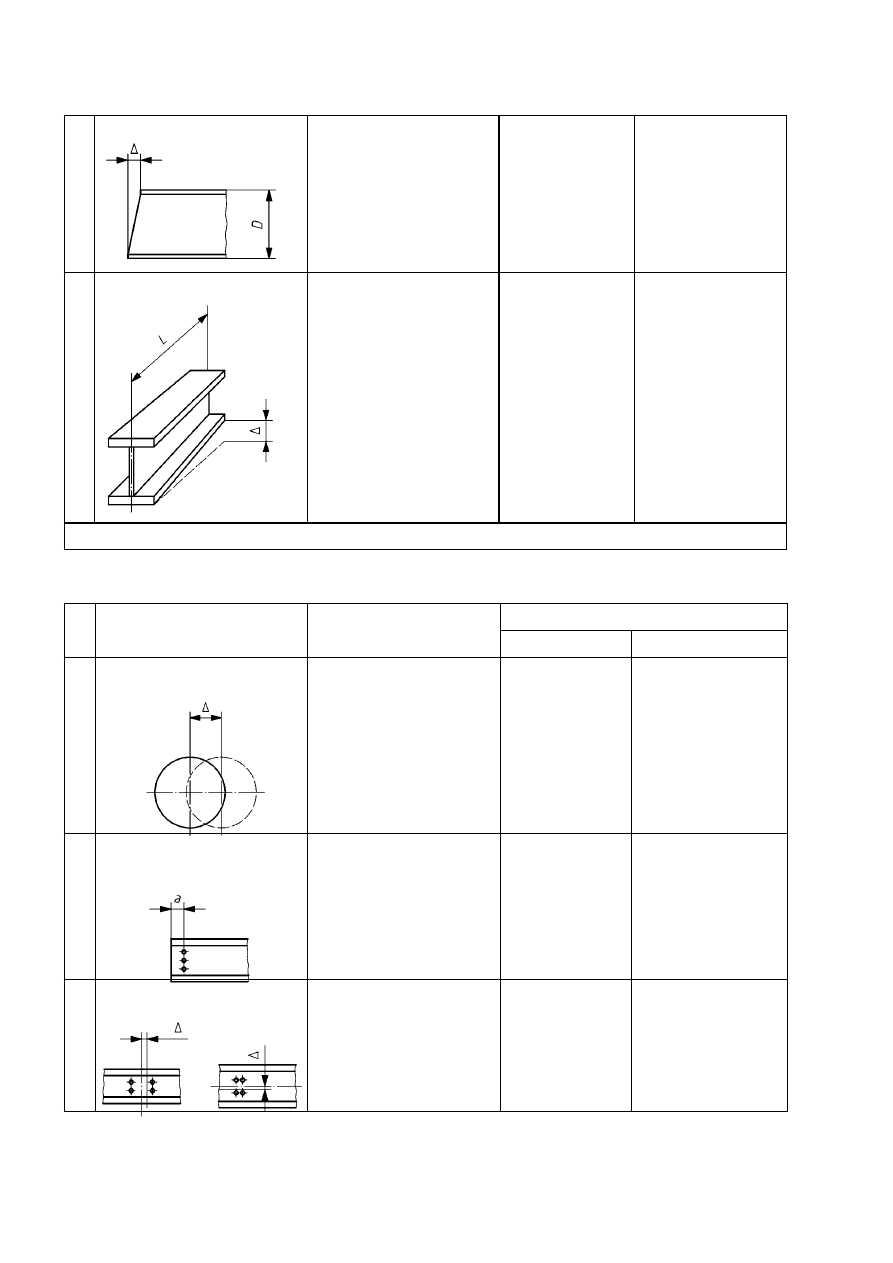
EN 1090-2:2008
136
6
Prostopadłość końców:
Odchyłka przekroju od
płaszczyzny prostopadłej
– gdy wymagany jest
pełny docisk w styku
– gdy pełny docisk nie jest
wymagany
= ± D
/1 000
= ± D
/100
= ± D
/1 000
= ± D
/300
lecz || ≤ 10 mm
7
Skręcenie na długości:
Wzajemne przesunięcie
poprzeczne punktów
referencyjnych
w przekrojach elementu
oddalonych o wielkość L:
UWAGA 1 Blachownice skrzyn-
kowe – patrz Tablica D.2.4.
UWAGA 2 Kształtowniki rurowe
– patrz normy wyrobów.
= ± L/700
lecz
4 mm ≤ || ≤ 20 mm
= ± L/1 000
lecz
3 mm ≤ || ≤ 15 mm
UWAGA Zapis typu: = ± d
/100 lecz || ≥ 5 mm oznacza, że dopuszczalna jest wartość większa.
D.2.8 Funkcjonalne tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte
Nr
Kryterium
Parametr
Dopuszczalna odchyłka ∆
Klasa 1
Klasa 2
1
Położenie otworu na łącznik:
Przesunięcie
osi pojedynczego otworu
względem jego nominalnego
położenia w grupie otworów:
= ± 2 mm
= ± 1 mm
2
Położenie otworów na łączniki
względem brzegu:
Odchyłka odległości a
między osią otworu
a brzegiem swobodnym:
– = 0
+ ≤ 3 mm
– = 0
+ ≤ 2 mm
3
Położenie grupy otworów:
Odchyłka położenia
grupy otworów od ich
położenia nominalnego:
= ± 2 mm
= ± 1 mm
Licencja PKN dla PIN 2009-12-31
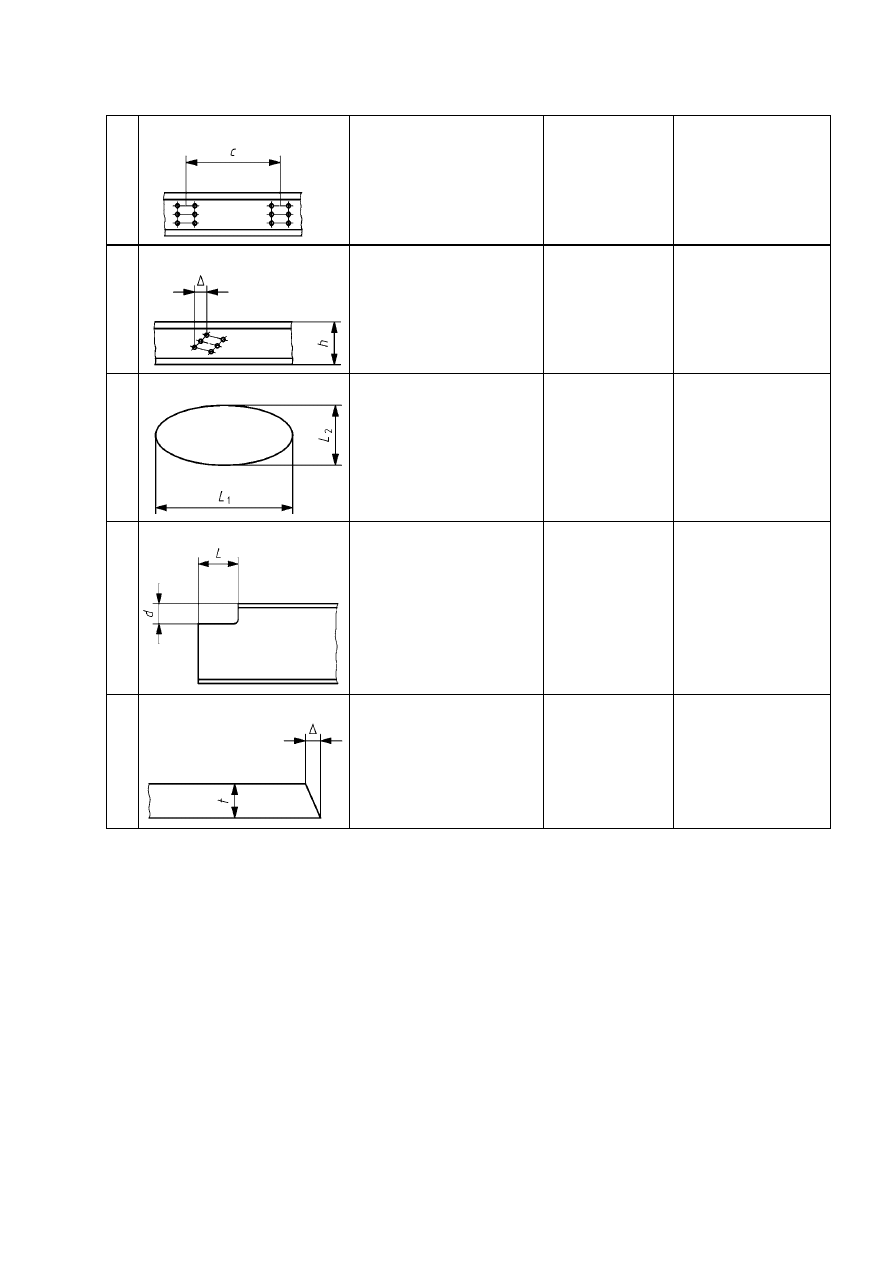
EN 1090-2:2008
137
4
Rozstaw grup otworów:
Odchyłka osiowego
rozstawu c grup otworów:
– ogólnie:
– gdy dwie grupy łączników
służą do łączenia jednego
elementu:
= ± 5 mm
= ± 2 mm
= ± 2 mm
= ± 1 mm
5
Obrót osi grupy otworów:
Odchyłka będąca miarą
obrotu:
– gdy h ≤ 1 000 mm
– gdy h > 1 000 mm
= ± 2 mm
= ± 4 mm
= ± 1 mm
= ± 2 mm
6
Owalność otworów:
= L
1
– L
2
= ± 1 mm
= ± 0,5 mm
7
Wycięcia:
Odchyłki wymiarów :
– głębokość d
– długość L
– = 0 mm
+ ≤ 3 mm
– = 0 mm
+ ≤ 3 mm
– = 0 mm
+ ≤ 2 mm
– = 0 mm
+ ≤ 2 mm
8
Prostopadłość cięcia:
Odchyłka krawędzi cięcia
od płaszczyzny prostopadłej
= ± 0,1t
= ± 0,05t
Licencja PKN dla PIN 2009-12-31
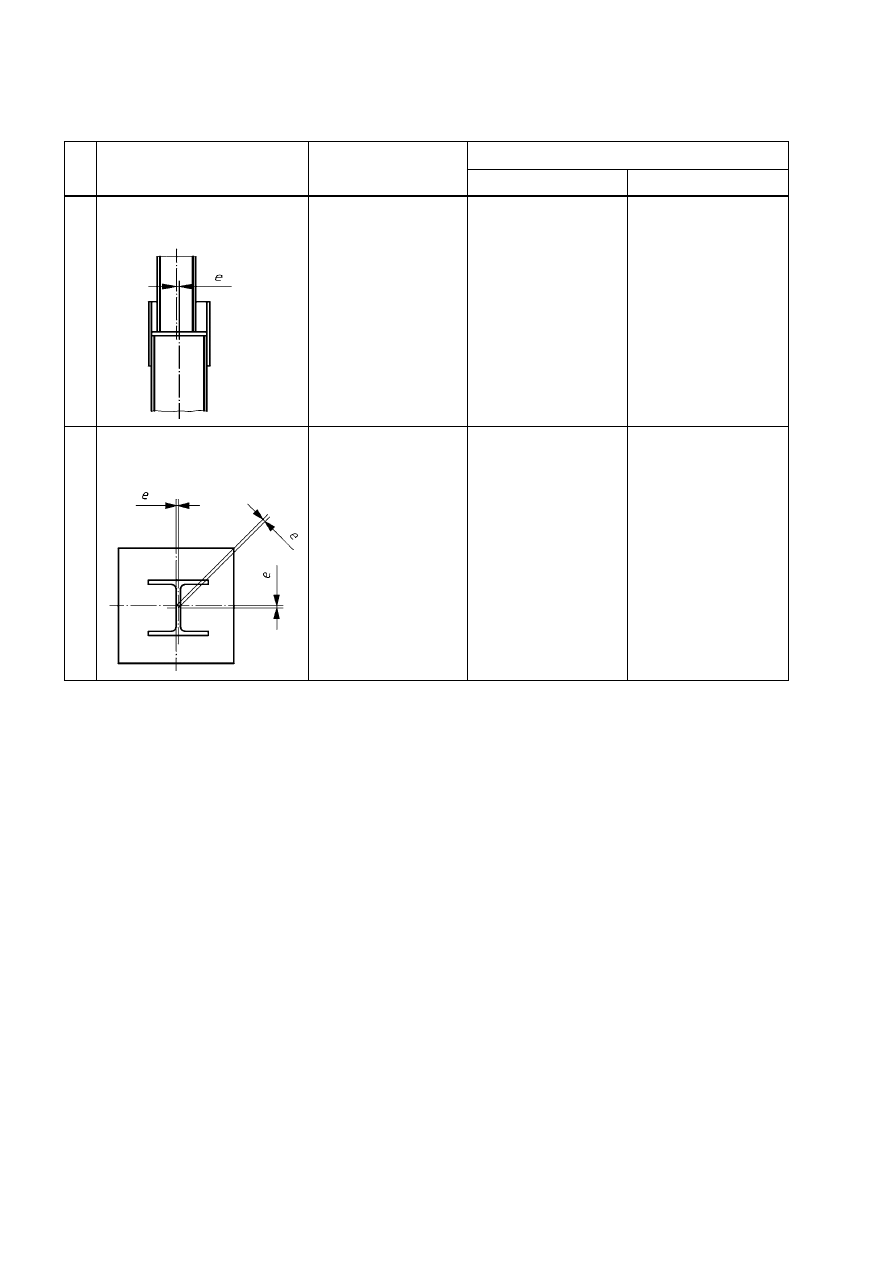
EN 1090-2:2008
138
D.2.9 Funkcjonalne tolerancje wytwarzania – Styki i podstawy słupów
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Styk słupa – niewspółosiowość
łączonych elementów:
Niezamierzony
mimośród e
(względem dowolnej
osi głównej przekroju):
5 mm
3 mm
2
Podstawa słupa – przesunięcie
blachy podstawy względem
osi słupa:
Niezamierzony
mimośród e
(w dowolnym kierunku):
5 mm
3 mm
Licencja PKN dla PIN 2009-12-31
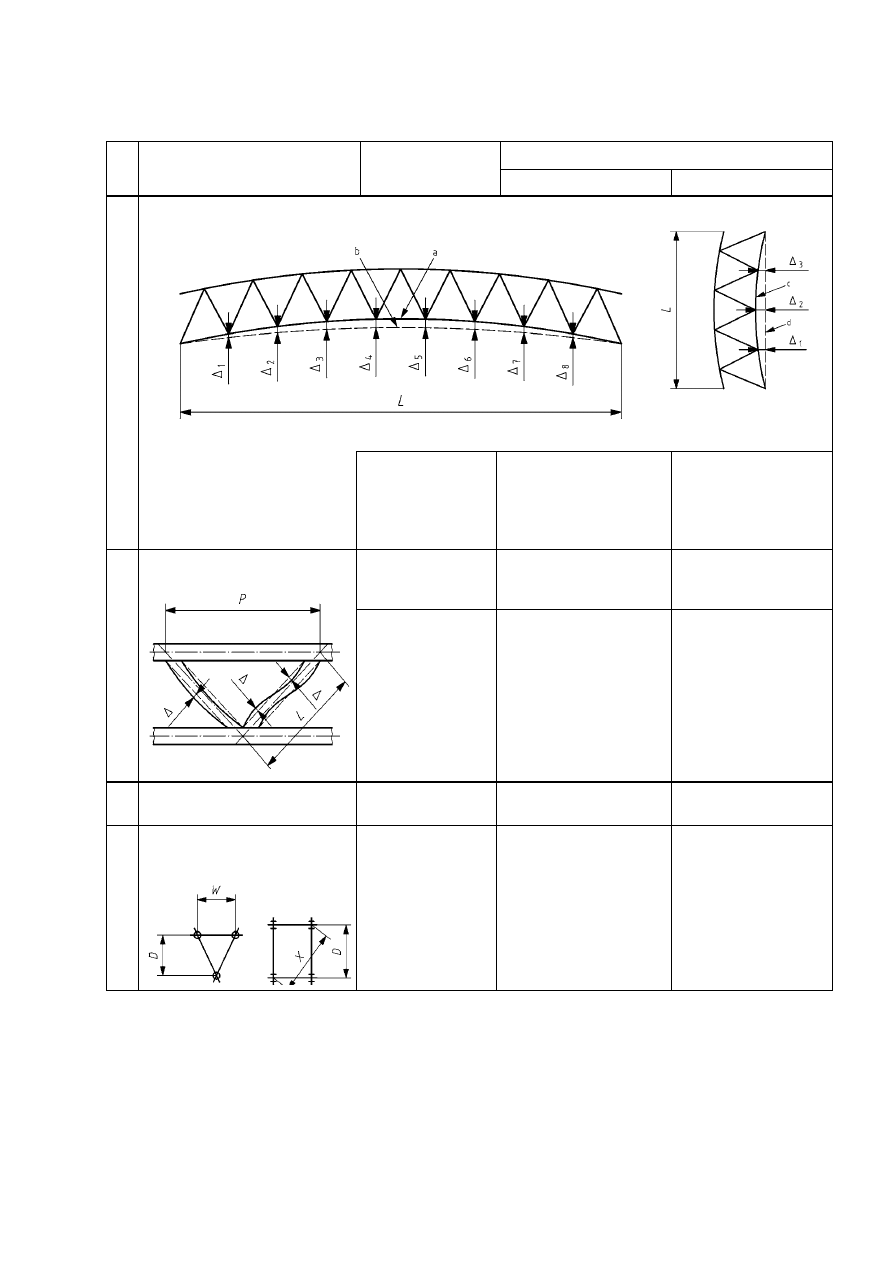
EN 1090-2:2008
139
D.2.10 Podstawowe tolerancje wytwarzania – Elementy kratowe
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Prostoliniowość lub wstępne wygięcie (uwypuklenie):
UWAGA Odchyłki mierzy się po zakończeniu spawania w pozycji na płask.
Objaśnienia
a wypukłość zrealizowana
b wypukłość nominalna
c oś realna (linia krzywa)
d oś nominalna (linia prosta)
Odchylenie punktów
węzłowych względem
projektowanej linii
prostej lub krzywej
= ± L/500
lecz || ≥ 12 mm
= ± L/500
lecz || ≥ 6 mm
2
Wymiary przedziałów
skratowania:
Długość przedziału p
między punktami
węzłowymi:
= ± 5 mm
= ± 3 mm
Odległość
sumaryczna p
między punktami
węzłowymi:
= ± 10 mm
= ± 6 mm
3
Prostoliniowość elementów
skratowania (patrz wyżej):
Strzałka wygięcia
względem cięciwy:
= ± L/500
lecz || ≥ 6 mm
= ± L/1 000
lecz || ≥ 3 mm
4
Wymiary przekroju
poprzecznego:
Odchyłki wymiarów
D, W i X o wielkości:
s ≤ 300 mm:
300 < s < 1 000 mm
s ≥ 1 000 mm
UWAGA s = D, W lub
X – odpowiednio
= ± 3 mm
= ± 5 mm
= ± 10 mm
= ± 2 mm
= ± 4 mm
= ± 6 mm
Licencja PKN dla PIN 2009-12-31
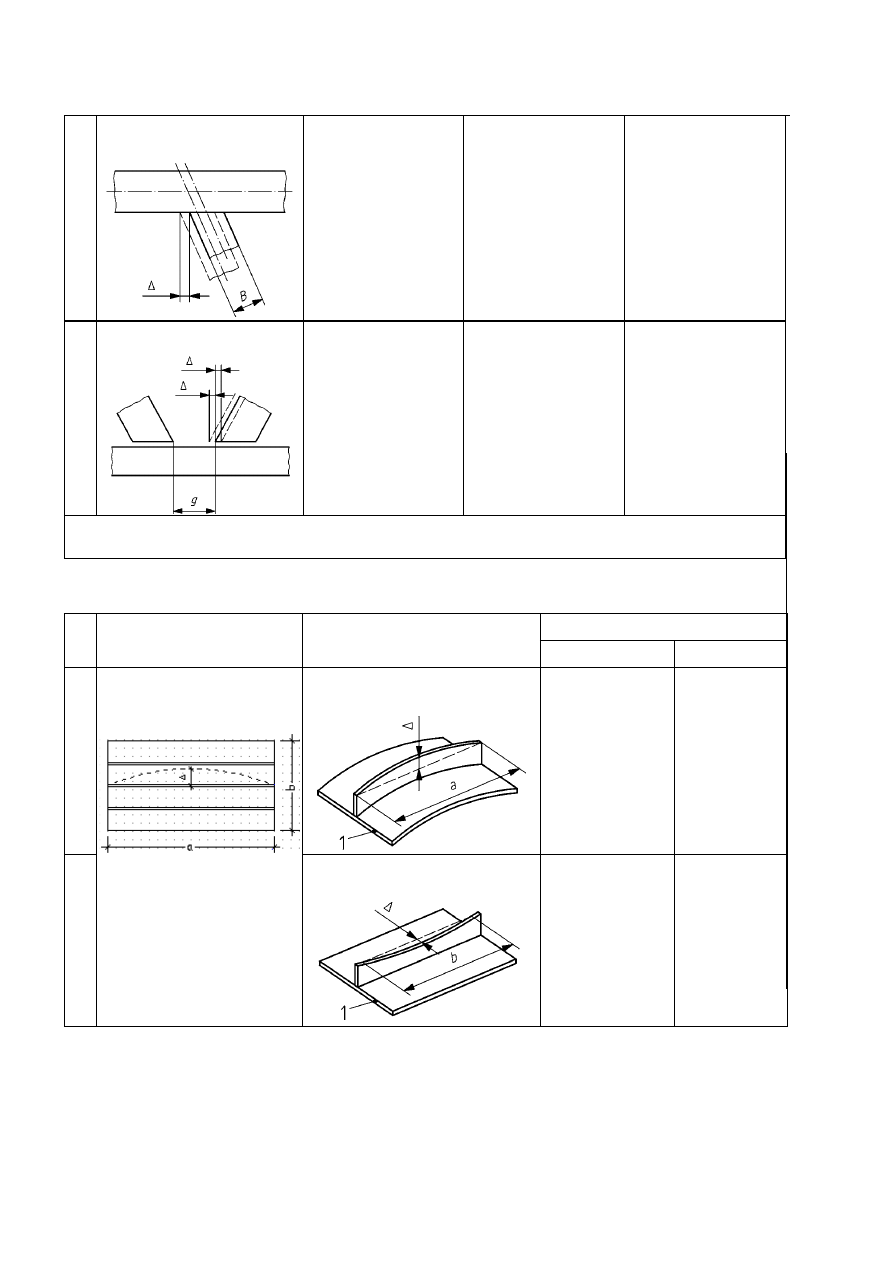
EN 1090-2:2008
140
5
Punkt przecięcia osi prętów
w węźle:
Przesunięcie wzdłuż
pasa (niezamierzony
mimośród):
= ± (B/20 + 5) mm
= ± (B/40 + 3) mm
6
Węzły z odstępem:
Zmiana odstępu g
między prętami
skratowania:
g ≥ (t
1
+ t
2
), gdzie t
1
oraz t
2
są grubościami
ścianek prętów
skratowania
|| = (t
1
+ t
2
)
lecz || ≤ 5 mm
|| = (t
1
+ t
2
)
lecz || ≤ 3 mm
UWAGA Zapis typu: = ±
L
/500 lecz || ≥ 6 mm oznacza, że dopuszczalna jest wartość większa.
Zapis typu: = ±
(t
1
+ t
2
) lecz || ≤ 5 mm oznacza, że dopuszczalna jest wartość mniejsza.
D.2.11 Funkcjonalne tolerancje wytwarzania – Płyty użebrowane
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Prostoliniowość żeber
w płytach użebrowanych
podłużnie:
Objaśnienie
1 płyta
Strzałka wygięcia w kierunku
prostopadłym do płyty:
= ± a/400
= ± a/750
lecz
|| ≥ 2 mm
2
Strzałka wygięcia ∆ w kierunku
równoległym do płyty:
= ± b/400
= ± b/500
Licencja PKN dla PIN 2009-12-31
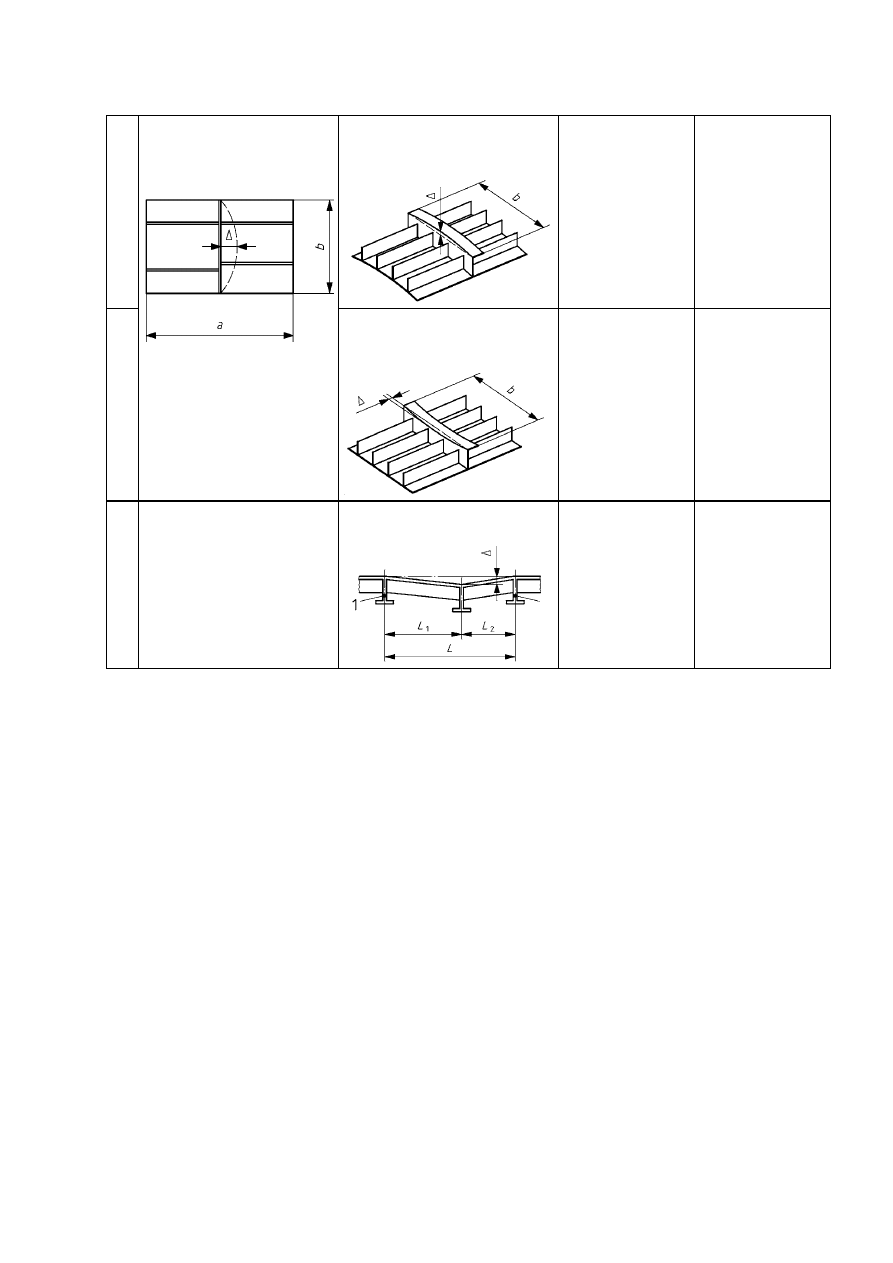
EN 1090-2:2008
141
3
Prostoliniowość żeber
poprzecznych w płytach
użebrowanych poprzecznie
i podłużnie:
Strzałka wygięcia
w kierunku prostopadłym
do płyty:
Mniejsza z wartości:
= ± a / 400
lub
= ± b / 400
Mniejsza z wartości:
= ± a / 500
lub
= ± b / 750
lecz
|| ≥ 2 mm
4
Strzałka wygięcia ∆
w kierunku równoległym
do płyty:
= ± b / 400
= ± b / 500
5
Zróżnicowanie poziomów
elementów poprzecznych
w płycie użebrowanej:
Objaśnienie
1 element poprzeczny
(płyta)
Względna różnica poziomów
elementów sąsiednich:
= ± L / 400
= ± L / 500
lecz
|| ≥ 2 mm
Licencja PKN dla PIN 2009-12-31
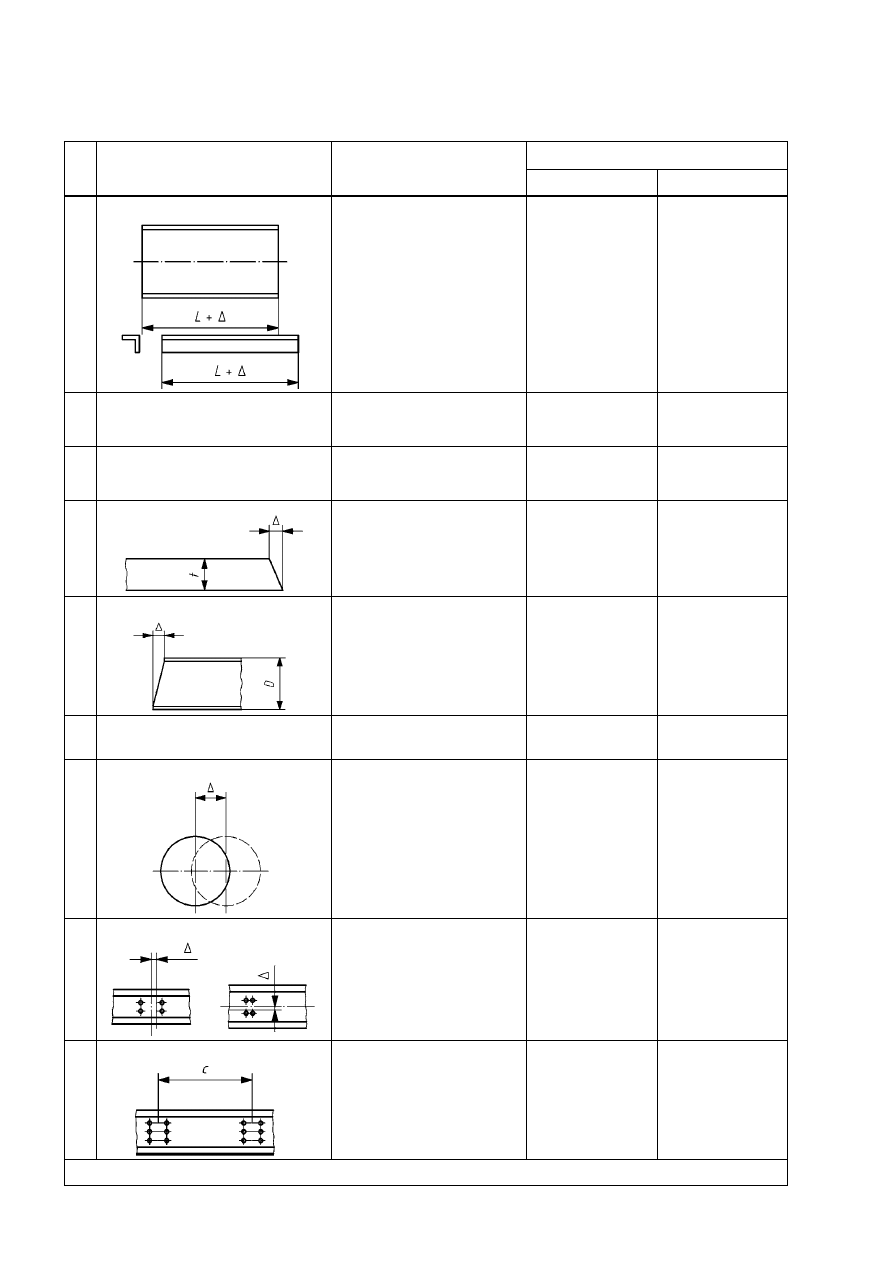
EN 1090-2:2008
142
D.2.12 Funkcjonalne tolerancje wytwarzania – Wieże i maszty
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Długość (dokładność cięcia)
Długość odcinka mierzona
wzdłuż osi (lub krawędzi
w przypadku kątownika):
= ± 1 mm
= ± 1 mm
2
Długość lub rozstaw:
Gdy określono wymiar
minimalny:
– = 0 mm
+ ≤ 1 mm
– = 0 mm
+ ≤ 1 mm
3
Trasowanie otworów
w kątownikach:
Odległość osi otworu od
krawędzi narożnej:
= ± 0,5 mm
= ± 0,5 mm
4
Prostopadłość cięcia:
Odchyłka ciętego brzegu
od płaszczyzny prostopadłej:
= ± 0,05t
= ± 0,05t
5
Prostopadłość końców:
Odchyłka przekroju od
płaszczyzny prostopadłej
– gdy wymagany jest
pełny docisk w styku:
– gdy pełny docisk nie jest
wymagany:
= ± D
/1 000
= ± D
/300
= ± D
/1 000
= ± D
/300
6
Płaskość powierzchni styku do
pełnego docisku:
Odchyłka w stosunku
do długości odniesienia:
1 do 1 500
1 do 1 500
7
Położenie otworu na łącznik:
Przesunięcie
osi pojedynczego otworu
względem jego nominalnego
położenia w grupie otworów:
= ± 2 mm
= ± 1 mm
8
Położenie grupy otworów:
Odchyłka położenia
grupy otworów od ich
położenia nominalnego:
= ± 2 mm
= ± 1 mm
9
Rozstaw grup otworów:
Odchyłka osiowego
rozstawu c grup otworów:
= ± 1 mm
= ± 0,5 mm
UWAGA Zapis typu: = ± 0,10 % lecz || ≥ 5 mm oznacza, że dopuszczalna jest wartość większa.
Licencja PKN dla PIN 2009-12-31
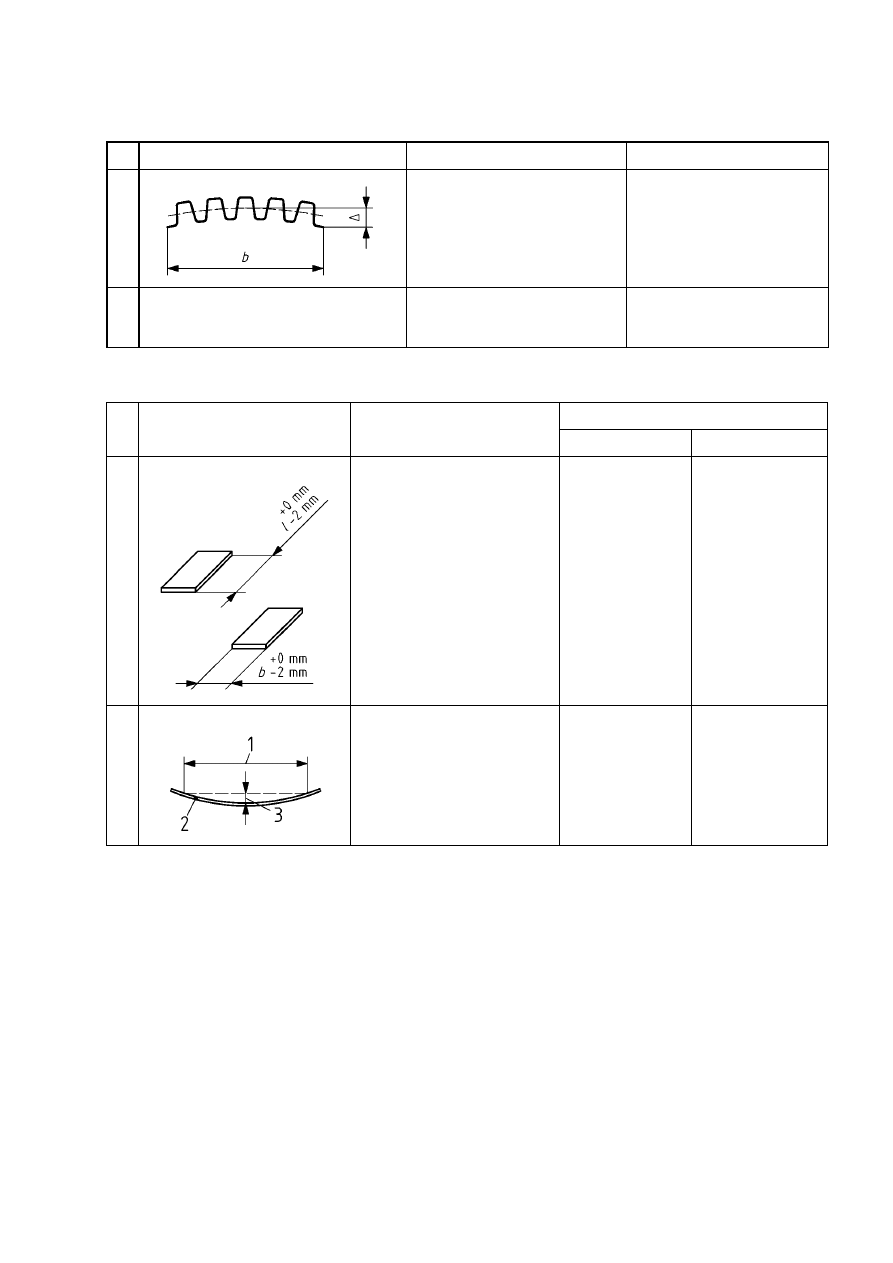
EN 1090-2:2008
143
D.2.13 Funkcjonalne tolerancje wytwarzania – Blachy profilowane na zimno
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Płaskość panelu:
Strzałka uwypuklenia
na szerokości arkusza b
≤ ± b/100
2
Kształt przekroju:
Odchyłka od nominalnego kąta
między sąsiednimi ściankami
przekroju poprzecznego:
≤ ± 3°
D.2.14 Funkcjonalne tolerancje wytwarzania – Płyty pomostowe w mostach
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Wymiary blachy pomostu:
Wymiary całkowite l, b
po cięciu, walcowaniu
prostującym, z uwzględnieniem
zabiegów przeciwskurczowych
oraz po obróbce brzegów
do spawania.
Brak wymagań
0 ≥ ≥ –2 mm
(nie określa się
dopuszczalnej
odchyłki dodatniej)
2
Płaskość blachy pomostu:
Po obróbce brzegów
do spawania
Objaśnienie
1 długość bazowa 2 000 mm
2 płyta
3 prześwit
Klasa S
wg EN 10029
= ± 2 mm
Licencja PKN dla PIN 2009-12-31
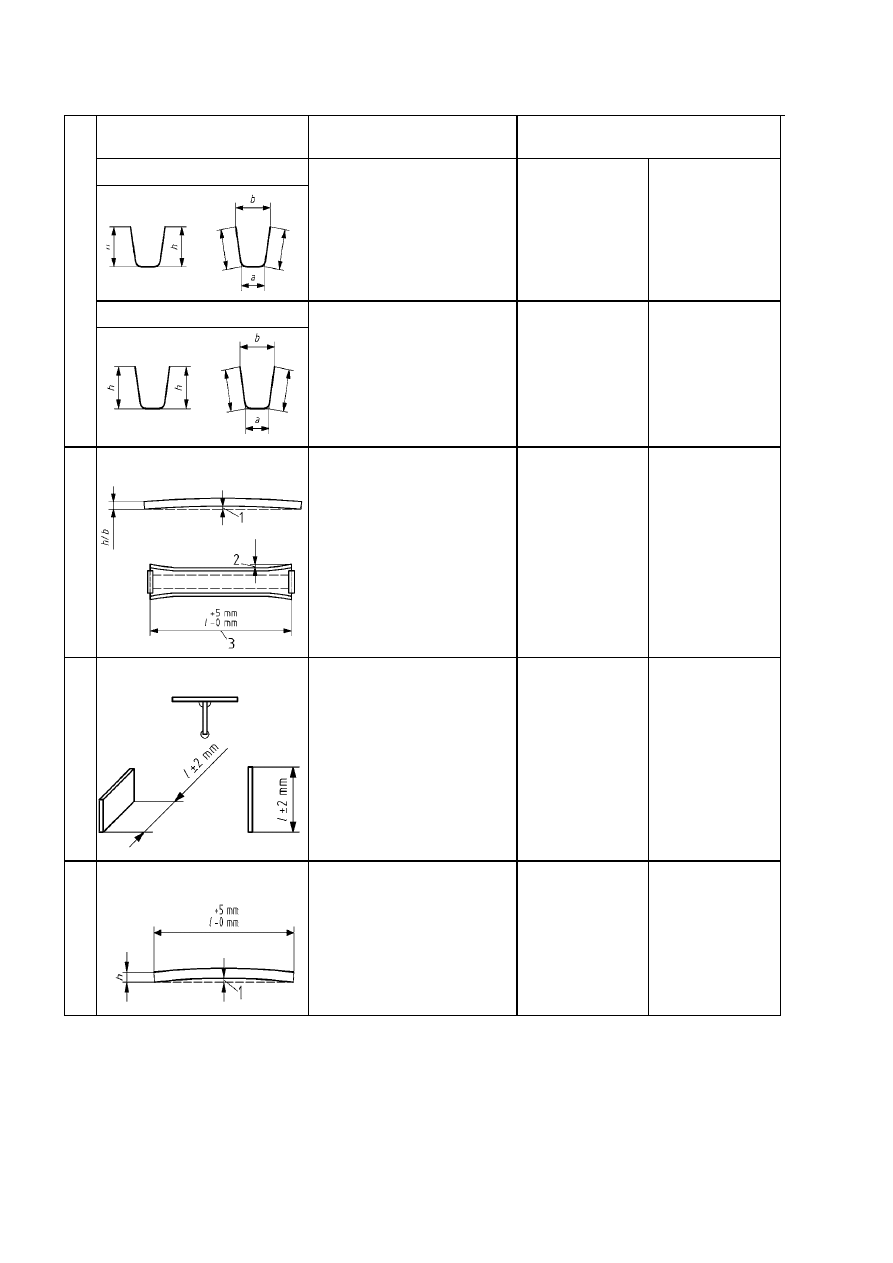
EN 1090-2:2008
144
3
Żebra profilowane przechodzące
przez belki poprzeczne
Wysokość h, szerokości a i b
– z dodatkowymi wycięciami
Uwaga dotycząca a i b:
W przypadku przekroczenia
tolerancji, wycięcia w belkach
poprzecznych dostosowuje się
tak, aby spełniony był warunek
maksymalnego prześwitu
mierzonego co najmniej 500 mm
od końca
h = ± 3 mm
a = ± 2 mm
b = ± 3 mm
+ 2 mm ≥
(h lub a lub b)
≥ –1 mm
– bez dodatkowych wycięć
Uwaga dotycząca b:
W przypadku przekroczenia
tolerancji, wycięcia w belkach
poprzecznych dostosowuje się
tak, aby spełniony był warunek
maksymalnego prześwitu
mierzonego co najmniej 500 mm
od końca
h = ± 2 mm
a = ± 1 mm
b = ± 2,5 mm
= ± 0,5 mm
4
Prostoliniowość żebra
profilowanego:
Objaśnienia
1 max prześwit
1
(strzałka)
2 max poszerzenie
2
3 odchyłka długości elementów
ze stykami
3
:
– promień r = r ±
r
– skręcenie
φ
mierzone
na długości 4 m
– nierównoległość krawędzi
p
1
= ± L/500
2
= 5 mm
5 mm ≥
3
≥ 0
r
= ± 0,20 r
φ
= ± 1°
p
= ± 2 mm
1
= ± L/1 000
2
= 1 mm
5 mm ≥
3
≥ 0
r
= ± 2 mm
φ
= ± 1°
p
= ± 2 mm
5
Wymiary żebra płaskiego
przy spawaniu z obu stron:
Długość, wysokość l, h
= ± 2 mm
= ± 2 mm
6
Prostoliniowość żebra płaskiego
przy spawaniu z obu stron:
Objaśnienia
1 max prześwit
1
Długość
l
1
= ± L/1 000
5 mm ≥
l
≥ 0
1
= ± L/1 000
5 mm ≥
l
≥ 0
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
145
D.2.15 Funkcjonalne tolerancje montażu – Mosty
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Rozpiętość:
Odchyłka odległości L
między dwiema kolejnymi
podporami, mierzonej na
wierzchu górnego pasa:
= ± (30 + L/10 000)
2
Kształt mostu w pionie i w planie:
Odchyłka od kształtu
nominalnego
z uwzględnieniem
rzeczywistych rzędnych
wysokościowych podpór:
L ≤ 20 m:
L > 20 m:
= ± (L/1 000)
= ± (L / 2 000 + 10 mm) ≤ 35 mm
Licencja PKN dla PIN 2009-12-31
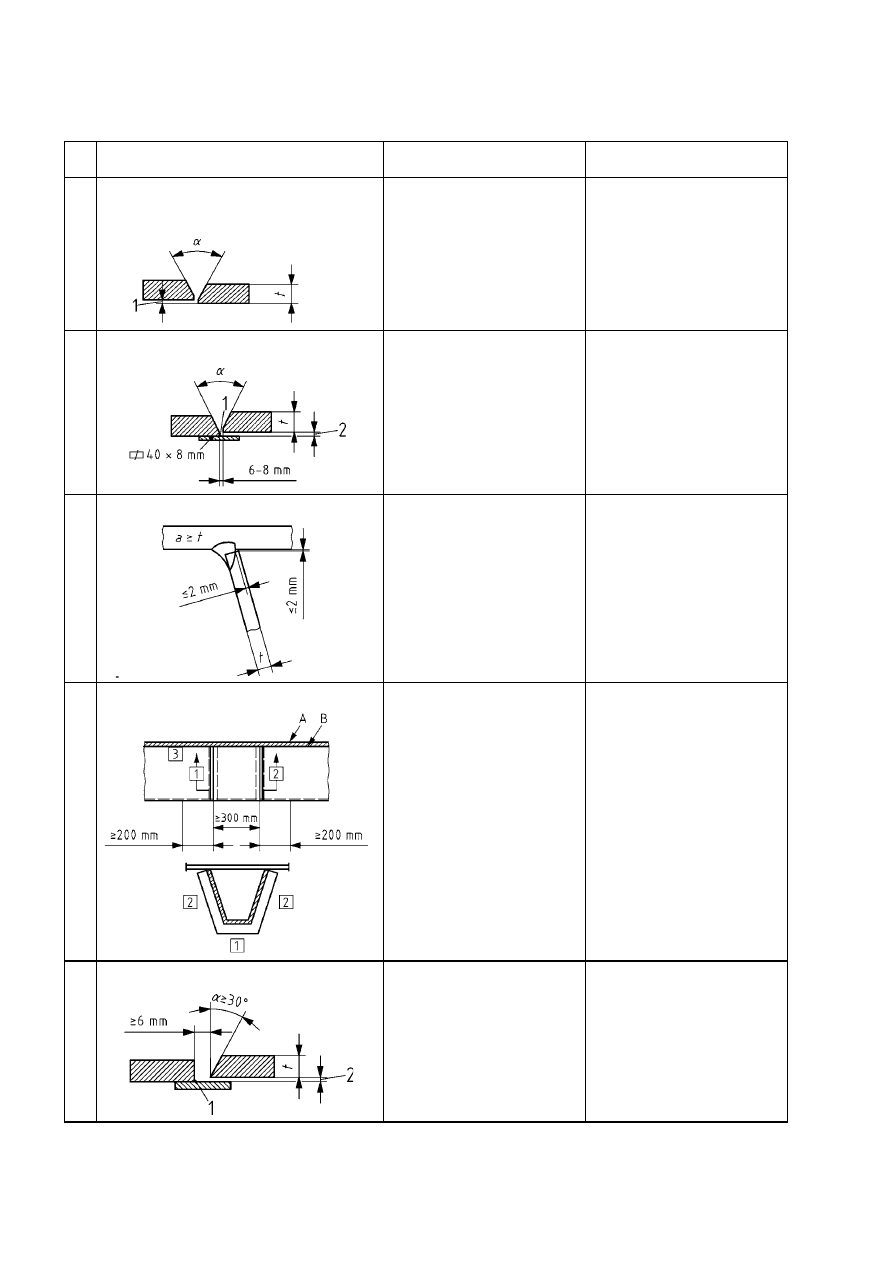
EN 1090-2:2008
146
D.2.16 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 1/3)
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Styki doczołowe w płycie pomostu wykonane
bez podkładki; styki w dolnym pasie
lub środniku belki poprzecznej:
Objaśnienie
1 niewspółliniowość (uskok)
brzegów przed spawaniem
= ± 2 mm
2
Styki doczołowe w płycie pomostu wykonane
na podkładkach:
Objaśnienie
1 spoina sczepna
2 niewspółliniowość
przed spawaniem
Prześwit
g
miedzy blachą
a podkładką po spawaniu
= ± 2 mm
|
g
| = 1 mm
3
Połączenie żebra z płytą pomostu:
Brak przetopu w grani
Prześwit niedopasowania
= ± 2 mm
4
Połączenie żeber za pośrednictwem nakładek
z blachy:
Niewspółliniowość między
usztywnieniem a blachą
stykową przed spawaniem
= ± 2 mm
5
Połączenie żeber z nakładkami
Objaśnienia
1 ciągła spoina sczepna
2 niewspółliniowość przed
spawaniem
= ± 2 mm
Licencja PKN dla PIN 2009-12-31
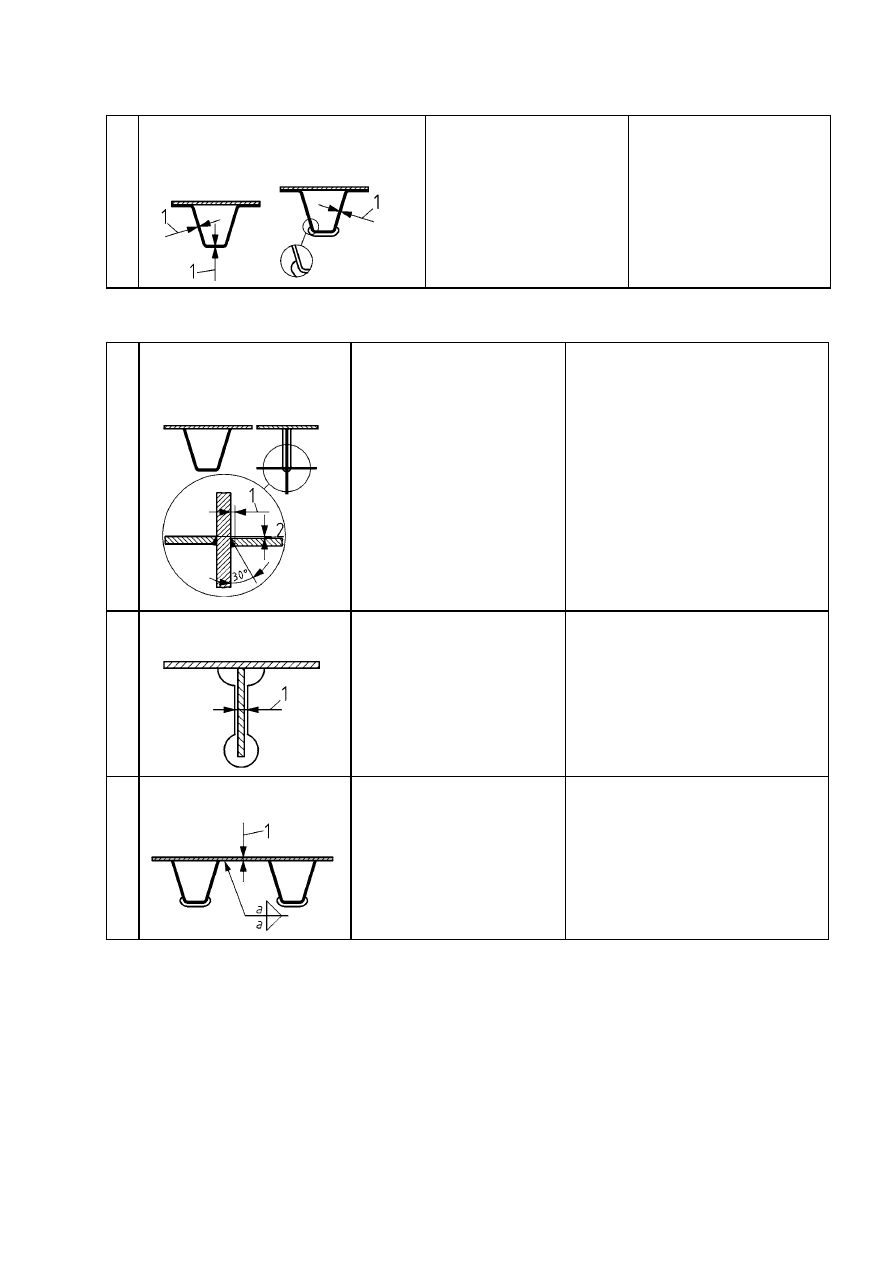
EN 1090-2:2008
147
6
Połączenie belki poprzecznej z żebrem
przechodzącym przez belkę z wycięciem
dodatkowym lub bez tego wycięcia
Objaśnienia
1 max prześwit
1
Minimalna grubość spoiny a:
– gdy prześwit s ≤ 2 mm:
a = a
nom
wg obliczeń
– gdy prześwit s > 2 mm:
a = a
nom
+ (s-2)
Przy czym ogólnie: a ≥ 4 mm
1
= 3 mm
D.2.17 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 2/3)
1
Połączenie z belką poprzeczną
żebra (dopasowanego)
wstawionego między
poprzecznice
Objaśnienia
1 max prześwit
1
2 niewspółosiowość
2
przed spawaniem
1
= 2 mm
2
= ± 2 mm
2
Połączenie z belką poprzeczną
ciągłego żebra płaskiego
Objaśnienie
1 max prześwit
= 1 mm
3
Połączenie środnika belki
poprzecznej z płytą pomostu
Objaśnienie
1 max prześwit
= 1 mm
Licencja PKN dla PIN 2009-12-31
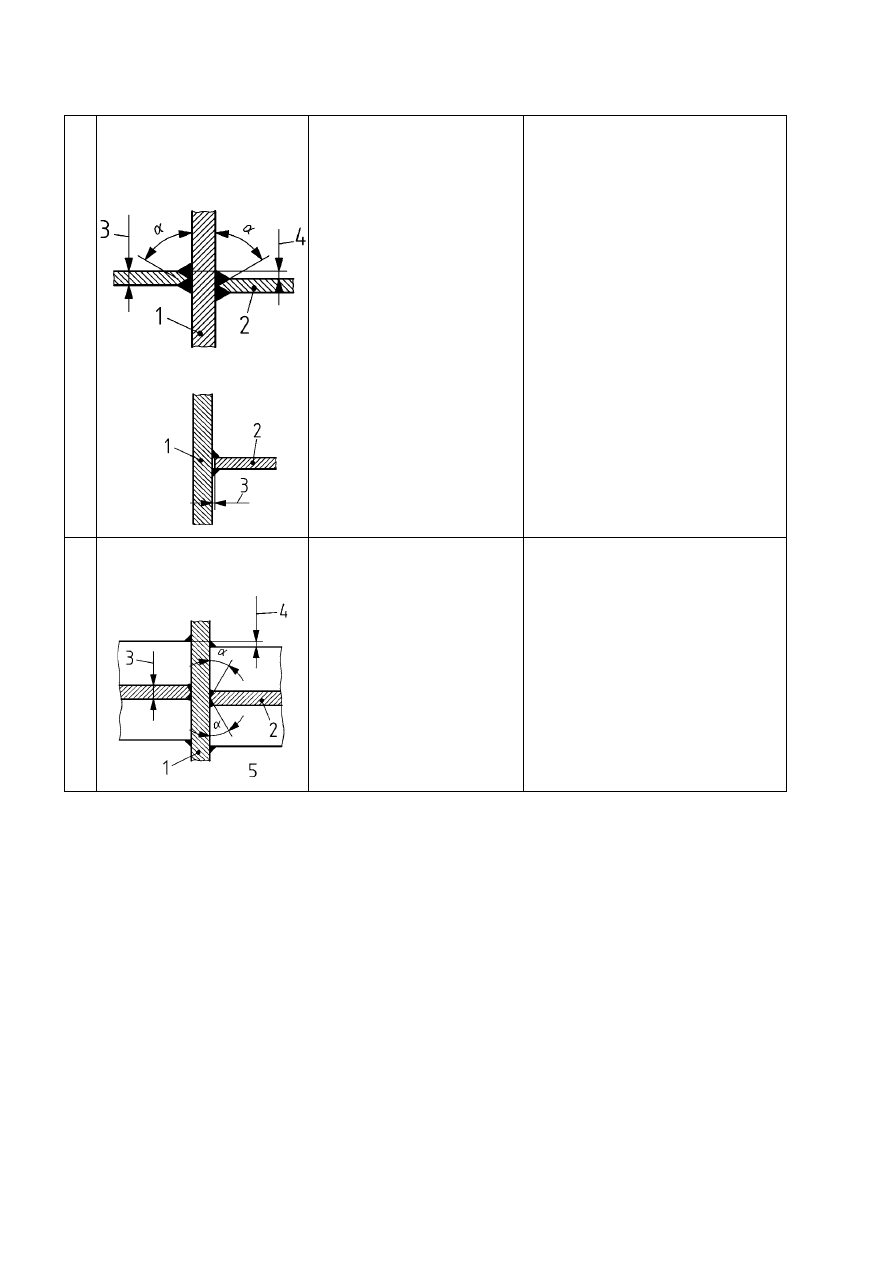
EN 1090-2:2008
148
4
Połączenie środników belek
poprzecznych ze środnikiem
dźwigara głównego:
a) w ciągłych belkach
poprzecznych
b) w nieciągłych belkach
poprzecznych
Objaśnienia
1 środnik głównego dźwigara
2 środnik belki poprzecznej
3 na rysunku a): t
w,crossb
3 na rysunku b): prześwit
b
4 niewspółosiowość
a
przed spawaniem
a)
a
= ± 0,5 t
w,crossb
b)
b
= ± 2 mm
5
Połączenie pasów belki
poprzecznej ze środnikiem
dźwigara głównego:
Objaśnienia
1 środnik głównego dźwigara
2 środnik belki poprzecznej
3 t
w,crossb
4 niewspółosiowość
przed spawaniem
= ± 0,5 t
w,crossb
Licencja PKN dla PIN 2009-12-31
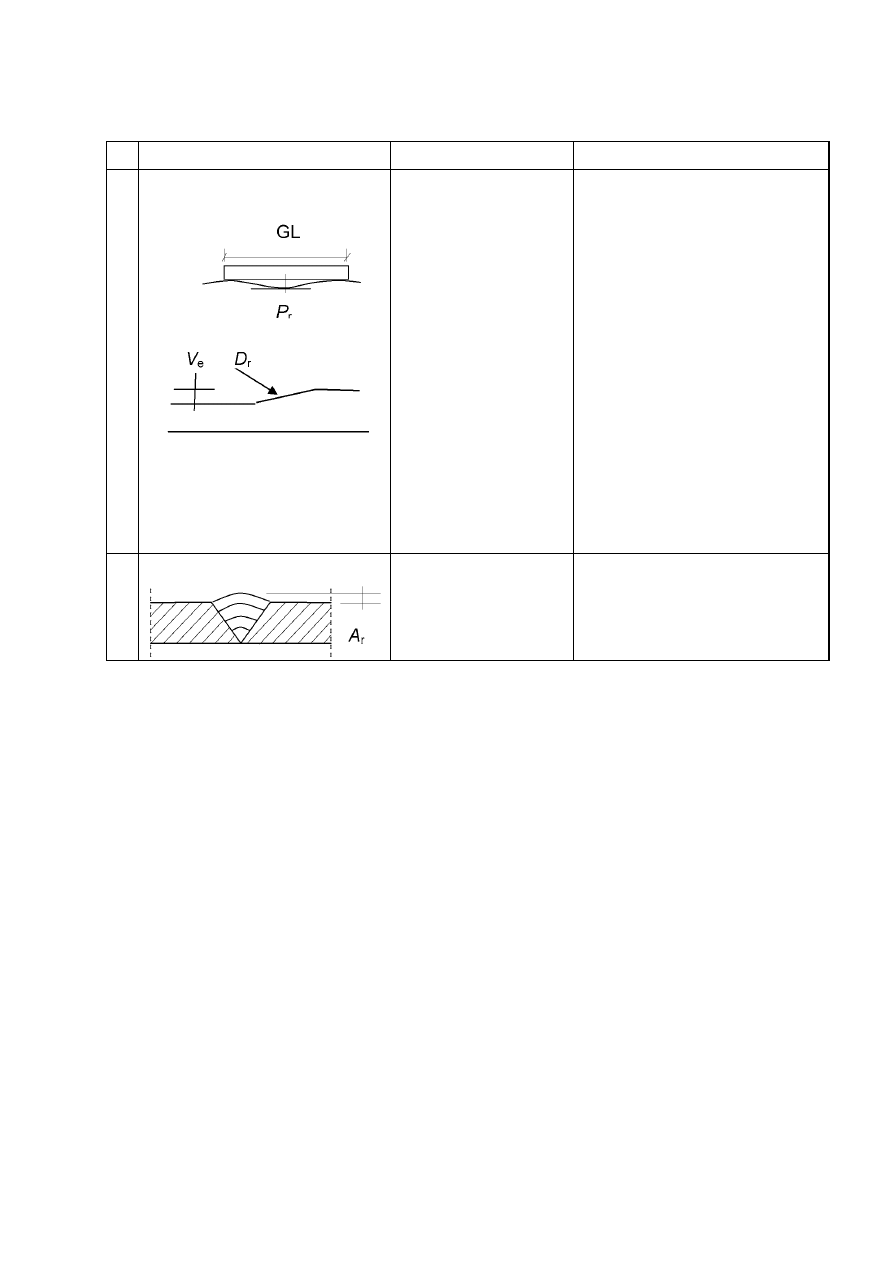
EN 1090-2:2008
149
D.2.18 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 3/3)
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Odchyłki na powierzchni płyty
ortotropowej o grubości t (po montażu):
Objaśnienia
GL
długość bazowa
P
r
odchyłka (strzałka)
V
e
uskok
D
r
nachylenie
Różnica poziomów
w styku:
t ≤ 10 mm:
10 mm < t ≤ 70 mm
t > 70 mm:
Nachylenie w styku:
t ≤ 10 mm:
10 mm < t ≤ 70 mm:
t > 70 mm:
Strzałka wgłębienia
względem cięciwy
w dowolnym kierunku:
t ≤ 10 mm:
t > 70 mm:
Ogólnie:
W kierunku podłużnym:
UWAGA W przedziale 10 mm
< t ≤ 70 mm wartości P
r
można
interpolować.
V
e
= 2 mm
V
e
= 5 mm
V
e
= 8 mm
D
r
= 8 %
D
r
= 9 %
D
r
= 10 %
P
r
= 3 mm na długości bazowej 1 m
P
r
= 4 mm na długości bazowej 3 m
P
r
= 5 mm na długości bazowej 5 m
P
r
= 5 mm na długości bazowej 3 m
P
r
= 18 mm na długości bazowej 3 m
2
Spoiny w płycie ortotropowej:
Nadlew A
r
spoiny względem
powierzchni blachy:
A
r
= –0 mm / +1 mm
P
r
A
r
Licencja PKN dla PIN 2009-12-31
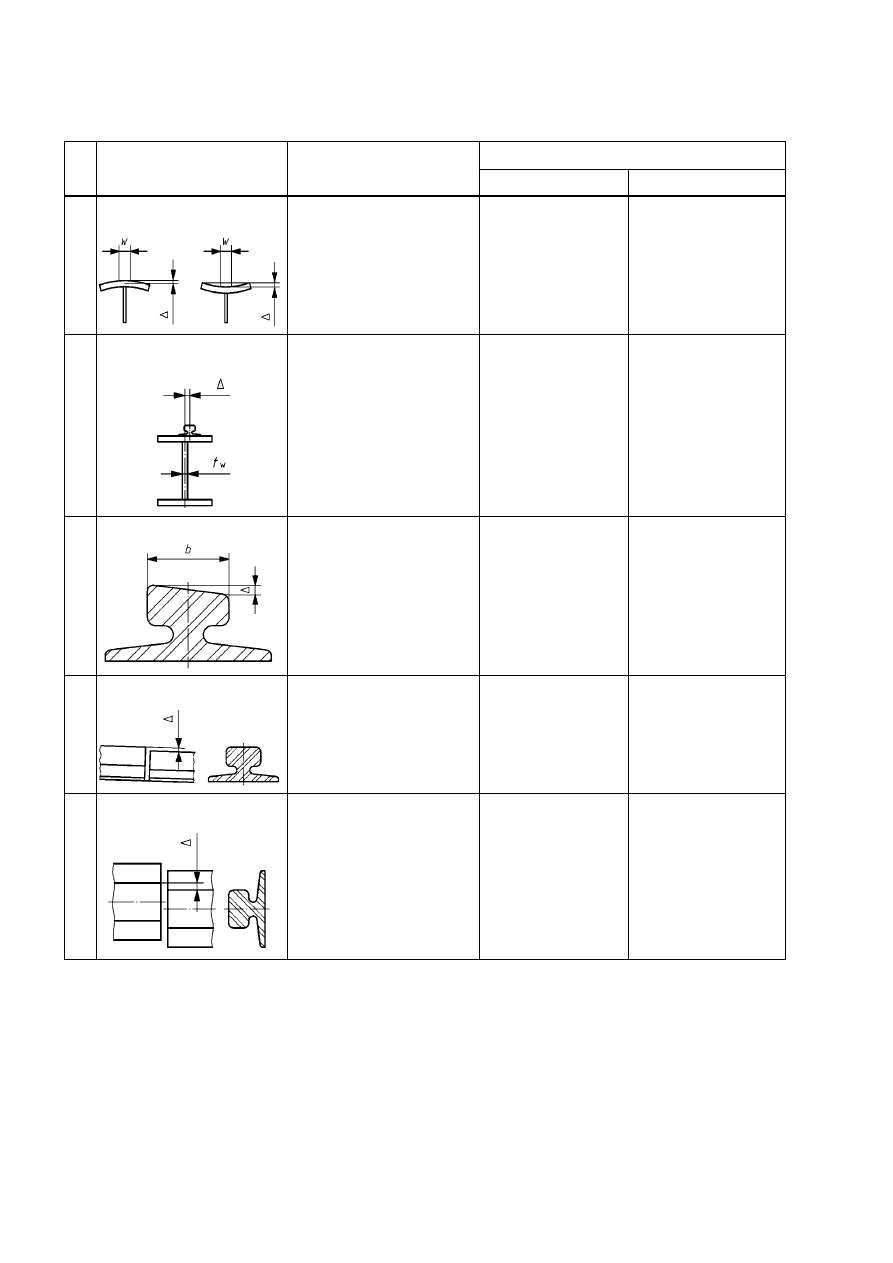
EN 1090-2:2008
150
D.2.19 Funkcjonalne tolerancje wytwarzania i montażu – Belki podsuwnicowe i szyny
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Płaskość górnego pasa
belki podsuwnicowej:
Strzałka wygięcia na
środkowym odcinku
o szerokości w równej
szerokości stopki szyny
powiększonej z każdej
strony o 10 mm.
= ± 1 mm
= ± 1 mm
2
Mimośród szyny
względem środnika:
Gdy t
w
≤ 10 mm
Gdy t
w
> 10 mm
± 5 mm
± 0,5 t
w
± 5 mm
± 0,5 t
w
3
Nachylenie główki szyny:
Nachylenie boczne górnej
powierzchni:
= ± b/100
= ± b/100
4
Styki szyn – dopasowanie
w pionie:
Uskok pionowy główki szyny
w styku:
= ± 1 mm
= ± 0,5 mm
5
Styki szyn – dopasowanie
w poziomie:
Uskok boczny główki szyny
w styku:
= ± 1 mm
= ± 0,5 mm
Licencja PKN dla PIN 2009-12-31
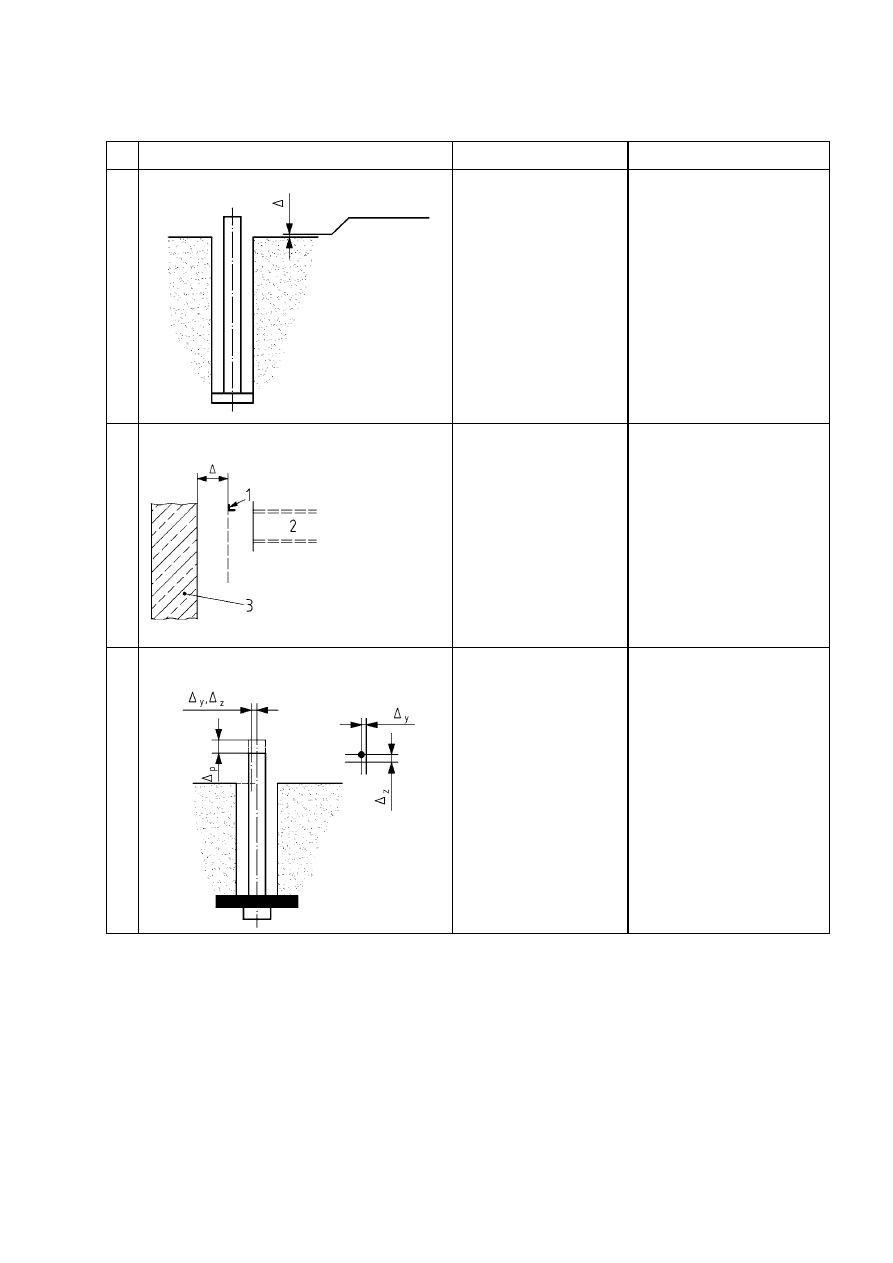
EN 1090-2:2008
151
D.2.20 Funkcjonalne tolerancje ustawienia – Fundamenty betonowe i zakotwienia
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Poziom wierzchu fundamentu:
Odchyłka
od wymaganego
poziomu:
–15 mm ≤ ≤ + 5 mm
2
Położenie ściany
podpierającej:
Objaśnienia
1 położenie
wymagane
2 element stalowy
3 ściana
podpierająca
Odchyłka
od wymaganego położenia
w miejscu podparcia
konstrukcji stalowej:
= ± 25 mm
3
Osadzenie śrub kotwiących, gdy możliwa jest
regulacja położenia:
Odchyłki
od wymaganego położenia
końca śruby:
– w planie:
– w pionie
p
:
UWAGA Dopuszczalna od-
chyłka położenia środka grupy
śrub wynosi 6 mm.
y
,
z
= ± 10 mm
–5 mm ≤
p
≤ + 25 mm
Licencja PKN dla PIN 2009-12-31
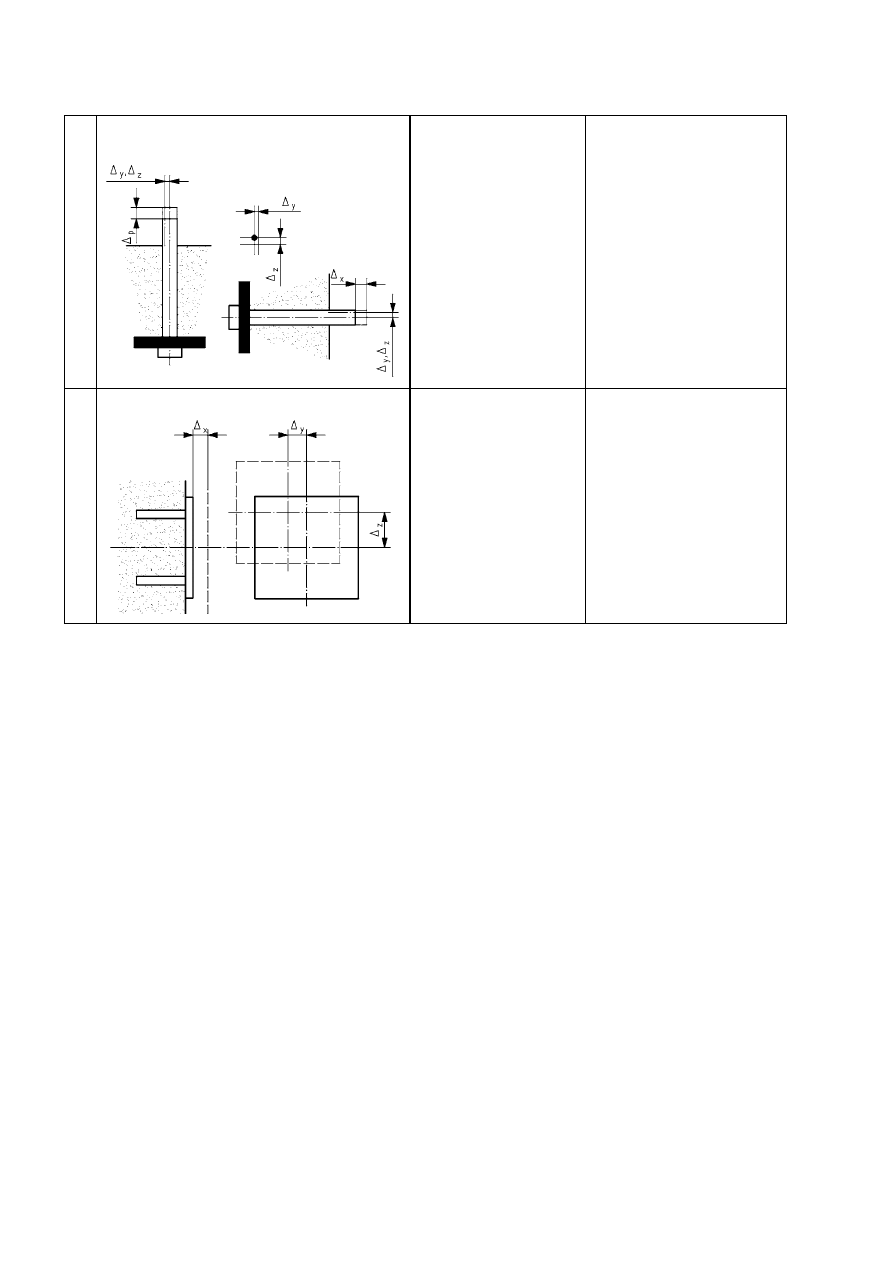
EN 1090-2:2008
152
4
Osadzenie śrub kotwiących, gdy nie jest możliwa
regulacja położenia:
Odchyłki
od wymaganego
położenia końca śruby:
– przesunięcie osi:
– odchyłka pionowa
p
:
– odchyłka pozioma
x
:
UWAGA Dopuszczalna od-
chyłka położenia odnosi się
także do środka grupy śrub.
y
,
z
= ± 3 mm
–5 mm ≤
p
≤ 45 mm
–5 mm ≤
x
≤ 45 mm
5
Osadzenie blachy kotwiącej w betonie:
Odchyłki
x
,
y
,
z
od wymaganego położenia
powierzchni i środka
blachy:
x
,
y
,
z
= ± 10 mm
Licencja PKN dla PIN 2009-12-31
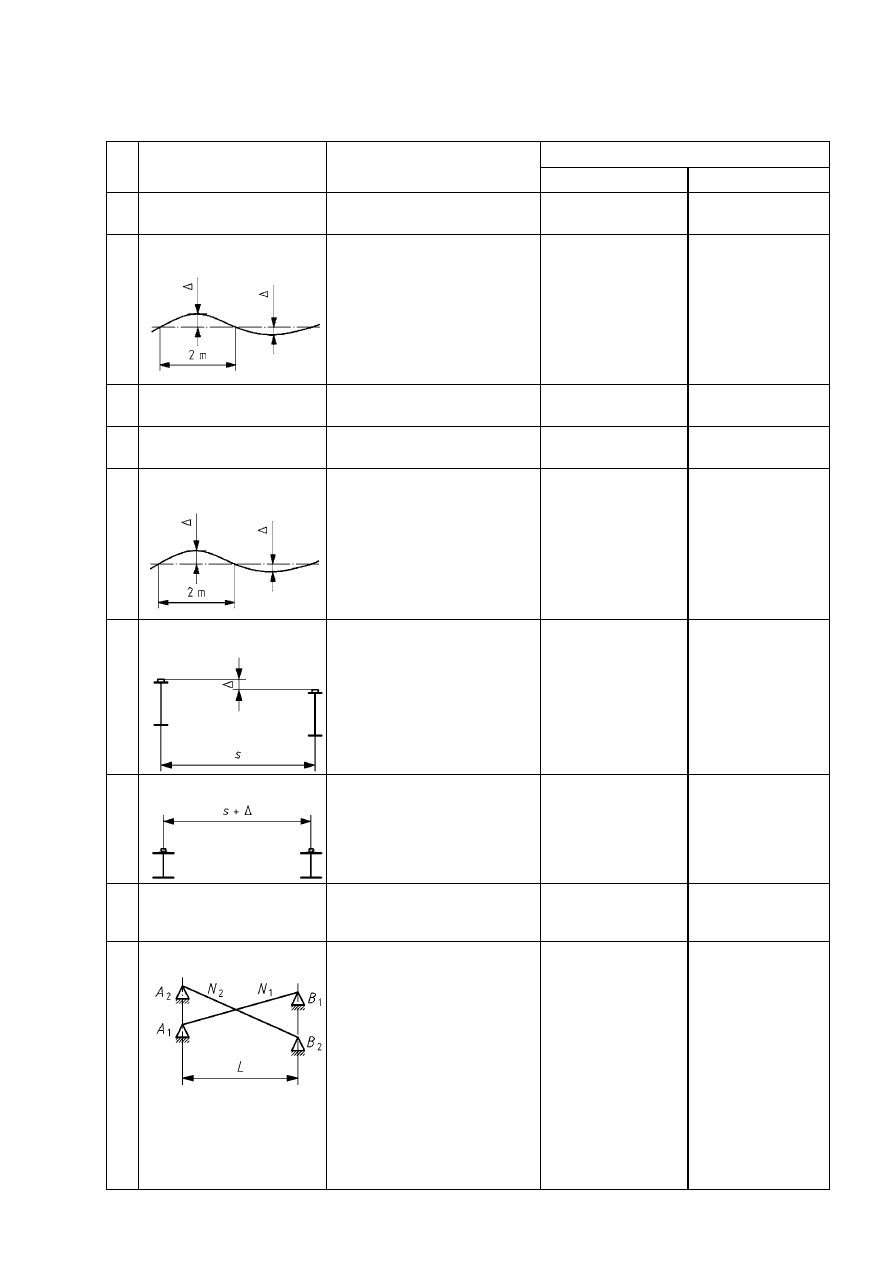
EN 1090-2:2008
153
D.2.21 Funkcjonalne tolerancje montażu – Tory belek podsuwnicowych
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1 Ustawienie szyny w planie:
Odchyłka od położenia
projektowanego:
= ± 10 mm
= ± 5 mm
2
Prostoliniowość szyny –
sfalowanie w planie:
Strzałka sfalowania bocznego
na długości bazowej 2 m:
= ± 1,5 mm
= ± 1 mm
3 Ustawienie szyny w pionie:
Odchyłka od poziomu
projektowanego:
= ± 15 mm
= ± 10 mm
4 Poziom szyny (zmienność
rzędnej wysokościowej):
Różnica poziomów w obrębie
rozpiętości L belki podsuwnicowej:
= ± L / 500
lecz || ≥ 10 mm
= ± L/1 000
lecz || ≥ 10 mm
5
Prostoliniowość szyny –
sfalowanie w pionie:
Strzałka sfalowania pionowego
na długości bazowej 2 m:
= ± 3 mm
= ± 2 mm
6
Wzajemne zróżnicowanie
poziomów szyn toru jezdnego:
Różnica poziomów ∆:
gdy s ≤10 m
gdy s > 10 m
= ± 20 mm
= ± s/500
= ± 10 mm
= ± s/1 000
7
Osiowy rozstaw s szyn toru
jezdnego:
Odchyłka rozstawu :
gdy s ≤ 16 m
gdy s > 16 m
= ± 10 mm
= ± (10 + [s –16]/3)
mm,
przy czym s w m,
a wynik w mm
= ± 5 mm
= ± (5 + [s –16]/4)
mm,
przy czym s w m,
a wynik w mm
8
Ustawienie odbojnic:
Wzajemne przesunięcie odbojnic
(zderzaków) na tym samym końcu
toru, mierzone w kierunku ruchu:
= ± s/1 000
lecz || ≤ 10 mm
= ± s/1 000
lecz || ≤ 10 mm
9
Nierównoległość szyn toru
jezdnego:
|| = |N
1
– N
2
|
Objaśnienie
N
1
długość odcinka A
1
B
1
N
2
długość odcinka A
2
B
2
L rozstaw sąsiednich
podpór
Miara odchylenia ||
= L/500
= L/1 000
Licencja PKN dla PIN 2009-12-31
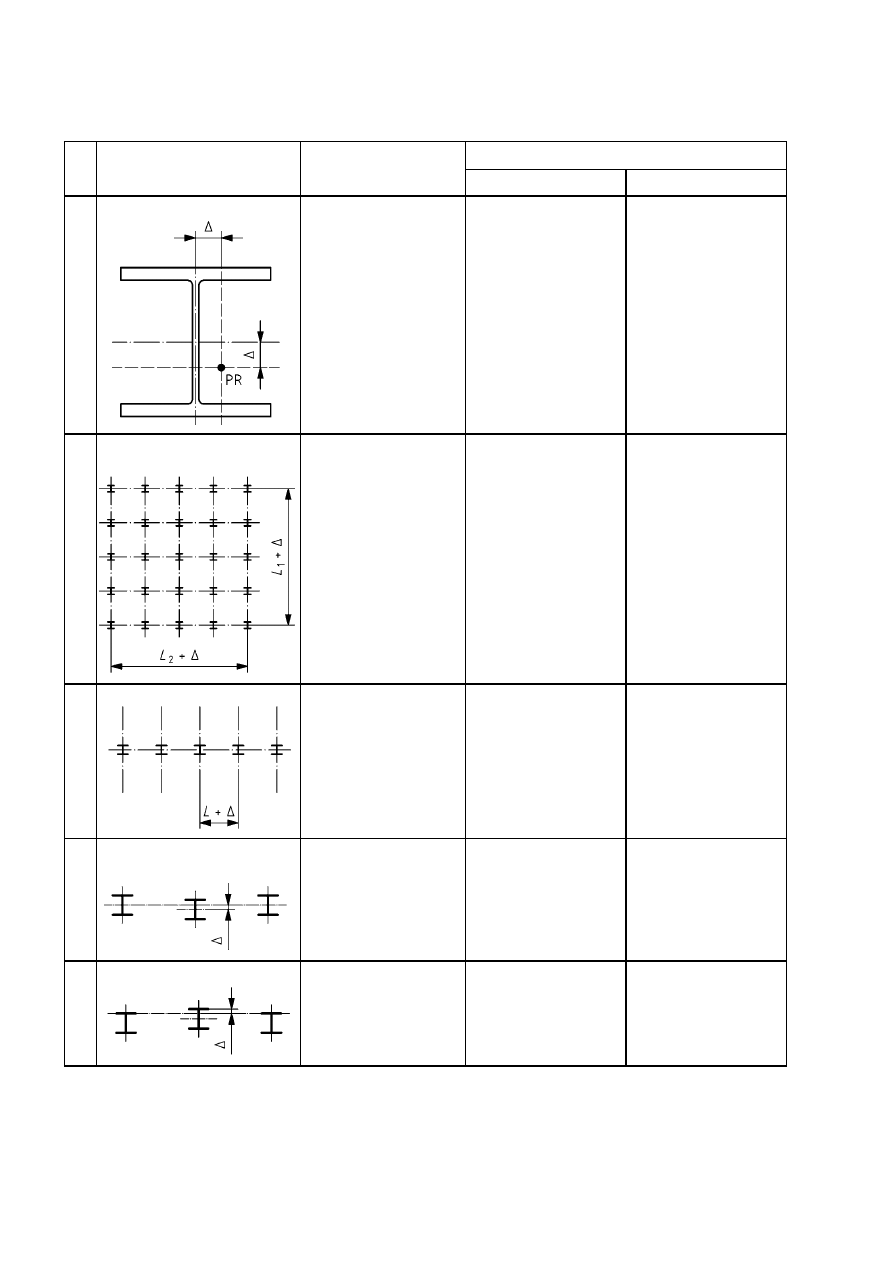
EN 1090-2:2008
154
D.2.22 Funkcjonalne tolerancje montażu – Ustawienie słupów
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Ustawienie słupa w planie:
Przesunięcia osi
przekroju słupa na
poziomie podstawy
względem punktu
referencyjnego (PR)
= ± 10 mm
= ± 5 mm
2
Całkowite wymiary konstrukcji
budynku w planie:
Odchyłki odległości
osiowych L między
słupami skrajnymi,
w obu kierunkach, na
poziomie podstaw:
L ≤ 30 m
30 m < L < 250 m
L ≥ 250 m
= ± 20 mm
= ± 0,25(L + 50) mm
= ± 0,1(L + 500) mm
[L w metrach]
= ± 16 mm
= ± 0,2(L + 50) mm
= ± 0,1(L + 350) mm
[L w metrach]
3
Rozstaw słupów:
Odchyłki odległości
osiowych L między
sąsiednimi słupami na
poziomie podstaw:
L ≤ 5 m
L > 5 m
∆ = ± 10 mm
∆ = ± 0,2(L + 45) mm
[L w metrach]
∆ = ± 7 mm
∆ = ± 0,2(L + 30) mm
[L w metrach]
4
Współliniowość słupów –
ogólnie:
Przesunięcie osi
przekroju słupa na
poziomie podstawy
względem ustalonej
linii słupów (ECL)
∆ = ± 10 mm
∆ = ± 7 mm
5
Licowanie słupów na obwodzie: Przesunięcie
zewnętrznego lica słupa
na poziomie podstawy
względem projektowanej
linii obrysu
∆ = ± 10 mm
∆ = ± 7 mm
Licencja PKN dla PIN 2009-12-31
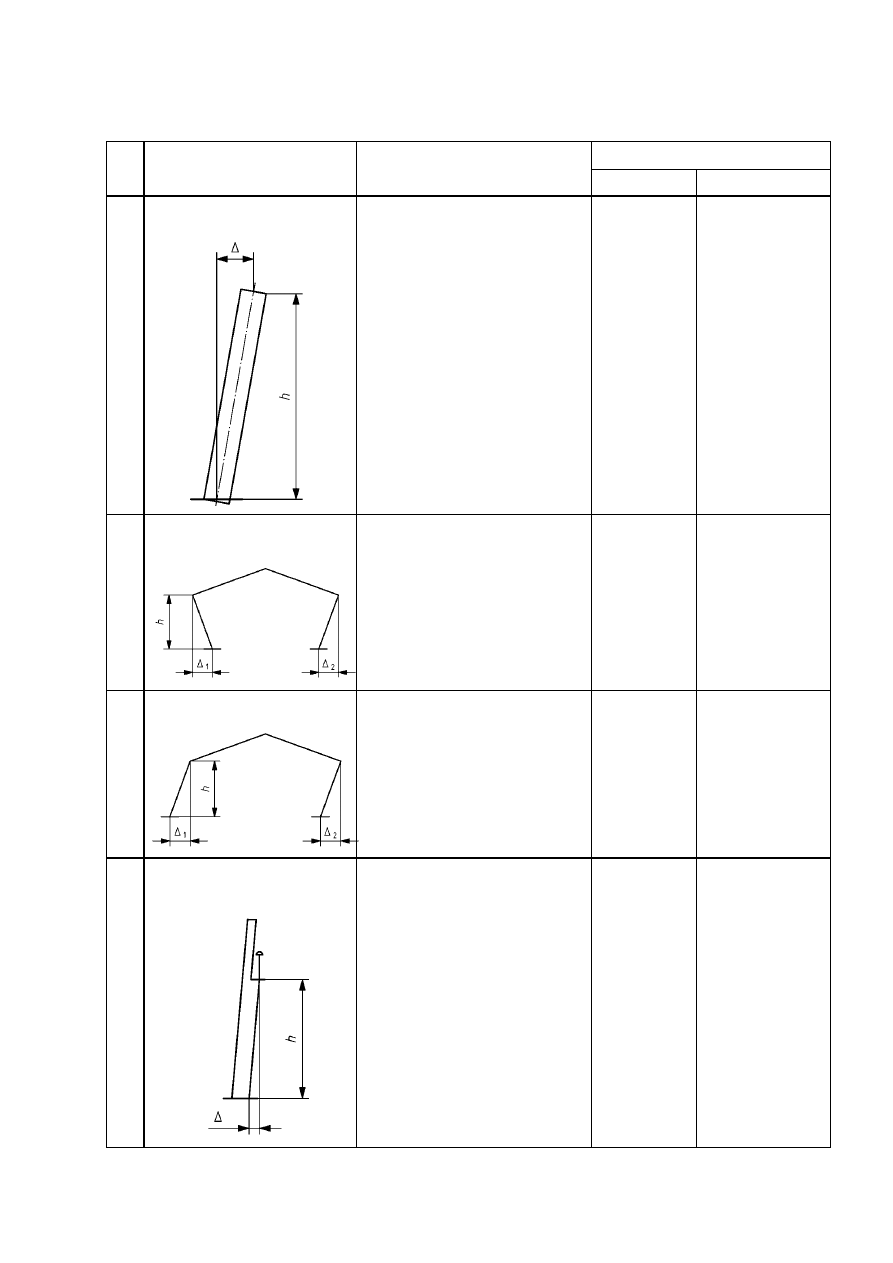
EN 1090-2:2008
155
D.2.23 Funkcjonalne tolerancje montażu – Słupy jednokondygnacyjne
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Pochylenie słupów
jednokondygnacyjnych – ogólnie:
Wzajemne przesunięcie
końców słupa o wysokości h:
= ± h
/300
= ± h
/500
2
Pochylenie poszczególnych
słupów w ramach
portalowych:
Wzajemne przesunięcie
końców każdego słupa:
=
1
lub
2
= ± h
/150
= ± h
/300
3
Pochylenie słupów w ramach
portalowych:
Wartość średnia przesunięć
końców wszystkich słupów
jednej ramy:
[ Dla dwóch słupów:
= (
1
+
2
)/2 ]
= ± h
/500
= ± h
/500
4
Pochylenie każdego słupa
podpierającego belkę
podsuwnicową:
Przesunięcie punktu podparcia belki
wskutek pochylenia słupa:
= ± 25 mm
= ± 15 mm
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
156
D.2.24 Funkcjonalne tolerancje montażu – Słupy wielokondygnacyjne (ciągłe)
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Pochylenie słupa
wielokondygnacyjnego:
Przesunięcie węzła
na rozpatrywanym
poziomie względem
podstawy słupa:
n – liczba kondygnacji,
∆ = Σh
n
/(
)
300
2
Pochylenie słupa między sąsiednimi
stropami:
Wzajemne przesunięcie
końców odcinka słupa
w ramach jednej
kondygnacji
= ± h/500
= ± h
/1 000
3
Prostoliniowość słupa ciągłego
między sąsiednimi stropami:
Strzałka wygięcia
względem cięciwy
między punktami
węzłowymi:
= ± h/500
= ± h/1 000
4
Prostoliniowość słupa ze stykiem
między sąsiednimi stropami:
Przesunięcie styku
słupa względem cięciwy
między punktami
węzłowymi:
= ± s/500
przy czym s ≤ h /2
= ± s/1 000
przy czym s ≤ h /2
UWAGA Tablica D.2.24 odnosi się do słupów, które zachowują ciągłość przez więcej niż jedną kondygnację.
W odniesieniu do słupów jednokondygnacyjnych w szkieletach wielokondygnacyjnych stosuje się Tablicę D.2.23.
∆ = Σh
n
/(
)
500
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
157
D.2.25 Funkcjonalne tolerancje montażu – Szkielety budynków
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Wysokość szkieletu:
Wysokość całkowita
względem poziomu
podstawy:
h ≤ 20 m
20 m < h < 100 m
h ≥ 100 m
= ± 20 mm
= ± 0,5(h + 20) mm
= ± 0,2(h + 200) mm
[h w metrach]
= ± 10 mm
= ± 0,25(h + 20) mm
= ± 0,1(h + 200) mm
[h w metrach]
2
Wysokość kondygnacji:
Wysokość jako różnica
poziomów belek
sąsiednich stropów
= ± 10 mm
= ± 5 mm
3
Nachylenie belek:
Wzajemne
przesunięcie pionowe
końców belki:
= ± L
/500
lecz || ≤ 10 mm
= ± L
/1 000
lecz || ≤ 5 mm
4
Współosiowość łączonych
segmentów w styku słupa:
Niezamierzony
mimośród e
(względem dowolnej
osi głównej przekroju):
5 mm
3 mm
5
Ustawienie podstawy słupa
w pionie:
Odchyłka wierzchu
podstawy względem
określonego poziomu
punktu pozycyjnego
(PP):
= ± 5 mm
= ± 5 mm
6
Poziomy sąsiednich belek:
Wzajemne przesunięcie
pionowe sąsiednich
belek, pomierzone na
odpowiadających sobie
końcach:
= ± 10 mm
= ± 5 mm
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
158
7
Poziom belki w węźle:
Odchyłka wierzchu
belki w połączeniu
ze słupem względem
ustalonego poziomu
stropu (EFL):
= ± 10 mm
= ± 5 mm
UWAGA 1 Poziomy belek mierzy się w odniesieniu do ustalonego poziomu stropu [poziomu najlepszego dopasowania określonego
z uwzględnieniem tolerancji długości słupów].
UWAGA 2 Zapis typu: ∆ = ± L
/500 lecz |∆| ≤ 5 mm oznacza, że dopuszczalna jest wartość mniejsza.
D.2.26 Funkcjonalne tolerancje montażu – Belki w budynkach
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
Klasa 1
Klasa 2
1
Rozstaw:
Odchyłka od projektowanego
rozstawu mierzona na końcach
sąsiednich belek:
= ± 10 mm
= ± 5 mm
2
Umiejscowienie końca belki w węźle
ze słupem:
Odchyłka od projektowanego
położenia belki w połączeniu
ze słupem (niezamierzony
mimośród):
= ± 5 mm
= ± 3 mm
3
Prostoliniowość belki w planie:
Strzałka wygięcia
zmontowanej belki lub wspornika
o długości L:
= ± L/500
= ± L/1 000
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
159
4
Uwypuklenie wykonawcze:
Odchyłka
od projektowanej strzałki
uwypuklenia f w środku
rozpiętości zmontowanej belki
lub elementu kratowego
o długości L:
= ± L/300
= ± L/500
5
Podniesienie części wspornikowej:
Odchyłka od projektowanego
podniesienia końca
zmontowanego wspornika
o wysięgu L:
= ± L/200
= ± L/300
D.2.27 Funkcjonalne tolerancje montażu – Poszycie dachu zaprojektowane jako
współpracujące tarczowo ze szkieletem
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Umiejscowienie łączników
w stosunku do projektowanej linii
szwu 1):
Przesunięcie boczne łącznika
odniesione do szerokości
pasa płatwi: b
= ±
b/10
|
| ≥ 5 mm
2
Prostoliniowość płatwi
w płaszczyźnie poszycia:
Strzałka wygięcia
na
rozpiętości płatwi L
= ±
L/300
D.2.28 Funkcjonalne tolerancje montażu – Poszycie ze stalowej blachy profilowanej
Nr
Kryterium
Parametr
Dopuszczalna odchyłka
1
Całkowita szerokość panelu
poszycia:
Odchyłka szerokości b
przekraczającej 10 m
|| ≤ 200 mm
Licencja PKN dla PIN 2009-12-31
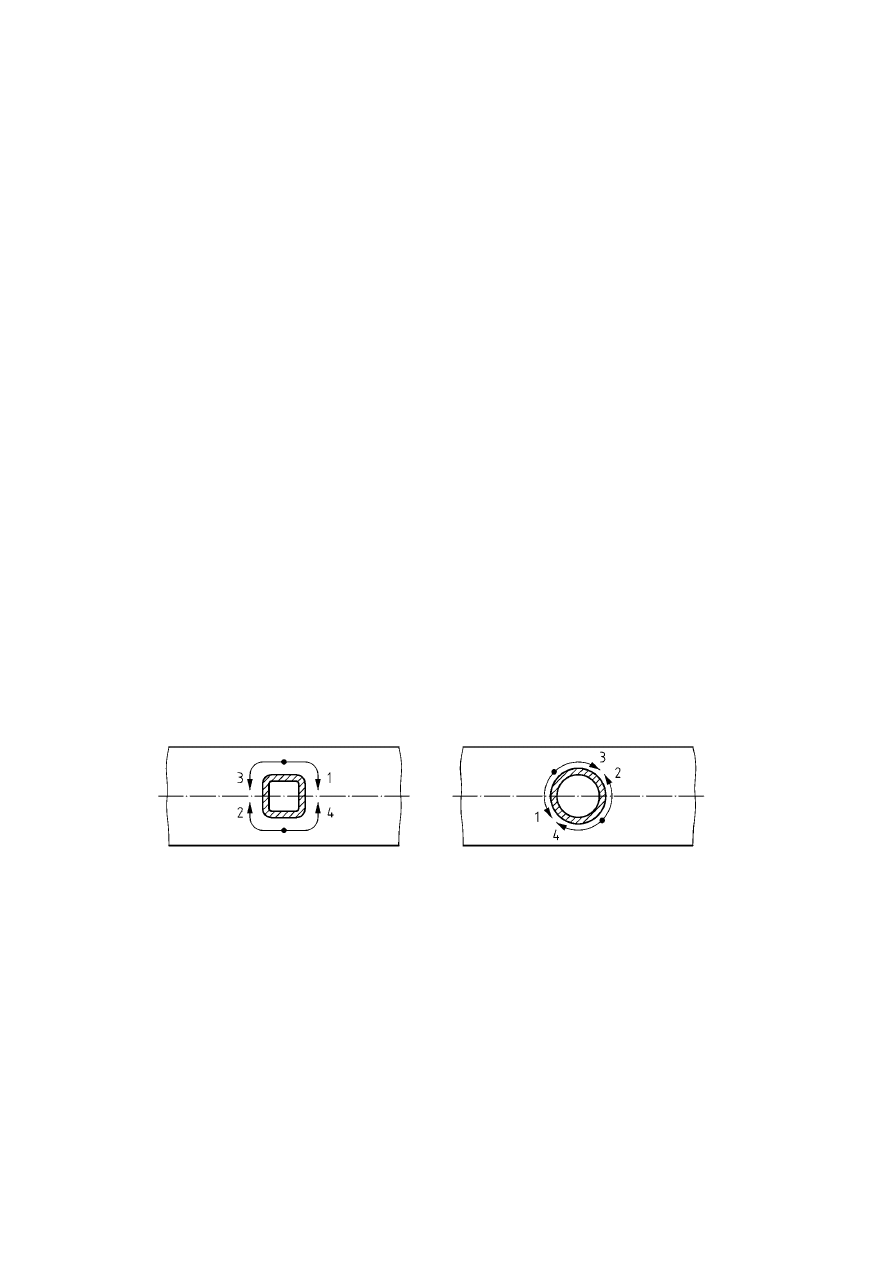
EN 1090-2:2008
160
Załącznik E
(informacyjny)
Węzły spawane konstrukcji z kształtowników rurowych
E.1 Uwaga ogólna
Niniejszy załącznik zawiera wytyczne wykonania węzłów spawanych konstrukcji z kształtowników rurowych
(rur) okrągłych lub prostokątnych (w tym kwadratowych).
E.2 Pozycje początkowe i końcowe spoin
W odniesieniu do złączy doczołowych elementów współliniowych stosuje się następujące zasady:
a) pozycje krańcowe spoin w stykach pasów przyjmuje się tak, aby uniknąć nakładania się na nie kolejnych
spoin łączących pręt skratowania z pasem;
b) pozycje krańcowe spoin w stykach kształtowników rurowych nie powinny być umiejscowione w narożach
ani w ich pobliżu.
W odniesieniu do pozostałych złączy stosuje się następujące zasady:
c) w przypadku złącza między dwoma rurami okrągłymi, jak na Rysunku E.1, pozycje krańcowe nie powinny
być umiejscowione w strefach bocznych i w strefie czołowej (rozwartokątnej) spoiny obwodowej;
d) w przypadku złącza między krzyżulcem z rury prostokątnej a rurowym pasem, pozycje krańcowe spoin nie
powinny być umiejscowione w pobliżu naroży kształtowników;
e) zalecaną kolejność spawania w złączu krzyżulca z pasem przedstawiono na Rysunku E.1;
f) spoiny łączące kształtowniki rurowe wykonuje się na całym obwodzie nawet wtedy, gdy taka długość nie
jest wymagana ze względów wytrzymałościowych.
Rysunek E.1 – Pozycje początkowe i końcowe oraz kolejność spawania
E.3 Przygotowanie brzegów do spawania
W nawiązaniu do 7.5.1.2, na Rysunkach od E.2 do E.5 pokazano przykładowe rozwiązania dotyczące złączy
między kształtownikami rurowymi, zgodne z wymaganiami EN ISO 9692-1.
Zalecenia dotyczące przygotowania brzegów w stykach kątowych na spoiny czołowe są lokalnie takie same
jak w przypadku łączenia elementów współosiowych, co oznacza konieczność powiększenia kąta ukosowania
od strony wklęsłej oraz jego redukcję od strony wypukłej, jak pokazano na Rysunku E.6.
E.4 Rozwiązania konstrukcyjne
Zgodnie z 7.5.4, przy kształtowaniu węzłów kratownicowych należy brać pod uwagę co następuje:
Licencja PKN dla PIN 2009-12-31
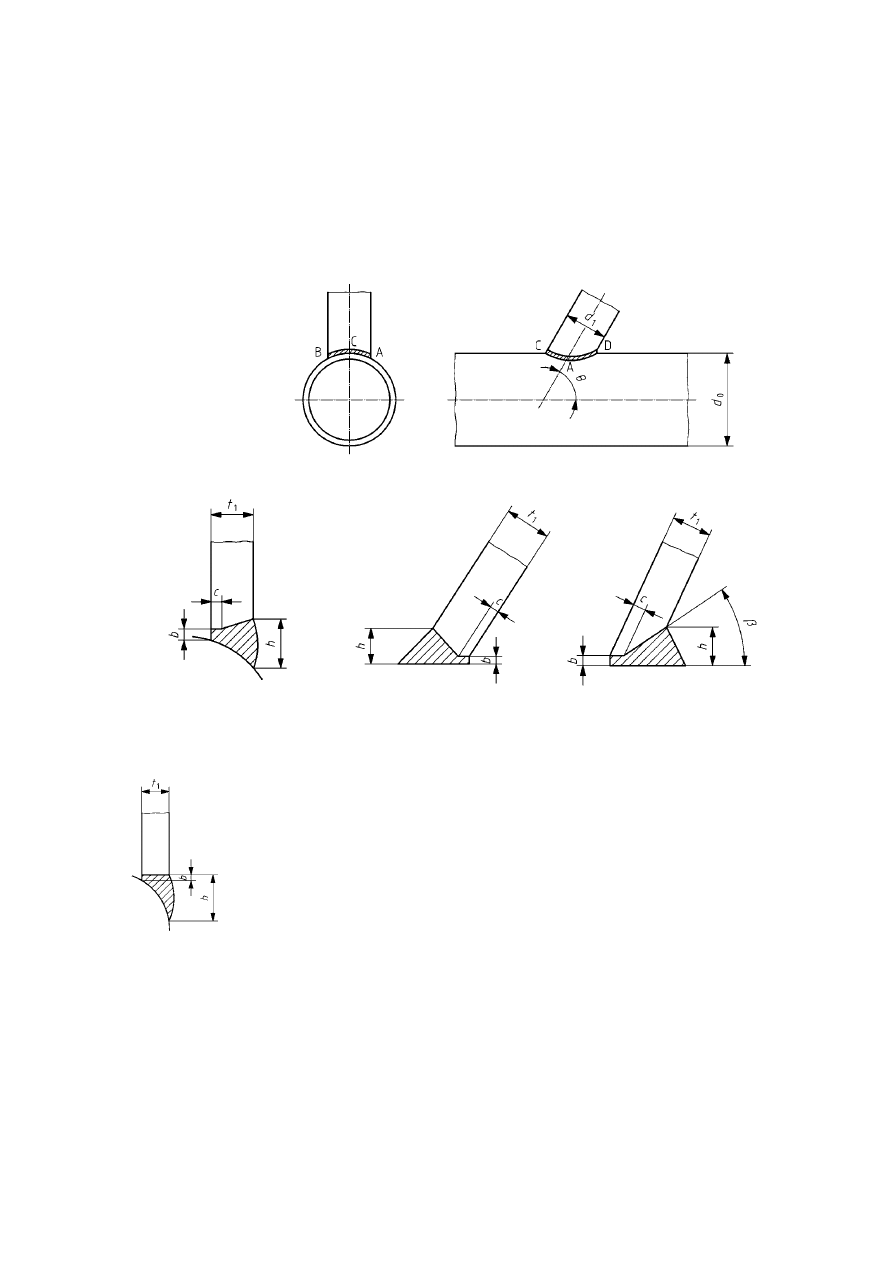
EN 1090-2:2008
161
a) preferowane powinny być węzły z odstępem między prętami skratowania (Rysunek E.7, Przypadek A);
b) jeśli nie można uniknąć zastosowania węzłów zakładkowych, to zalecane jest rozwiązanie przedstawione
na Rysunku E.7, Przypadek B;
c) na szczególe węzła zakładkowego (Przypadek B) należy wskazać pręt, który wymaga odpowiedniego
dopasowania do drugiego pręta skratowania;
d) zakrywany brzeg pręta (jak w Przypadku B) nie wymaga spawania, chyba że postanowiono inaczej.
Szczegóły A, B:
Szczegół C:
Szczegół D:
gdy d
1
< d
0
= 60° do 90°
b = 2 mm do 4 mm
b = 2 mm do 4 mm
b = 2 mm do 4 mm
c = 1 mm do 2 mm
c = 1 mm do 2 mm
c = 1 mm do 2 mm
Gdy < 60°, w strefie D stosuje się
spoinę pachwinową
(jak na Rysunku E.3)
gdy d
1
= d
0
b = max 2 mm
UWAGA Przyjęto wymagania EN ISO 9692-1/ 1.4 odnoszące się do rur okrągłych.
Rysunek E.2 – Przygotowanie brzegów do spawania
Spoiny czołowe w węzłach kratownic z rur okrągłych
Licencja PKN dla PIN 2009-12-31
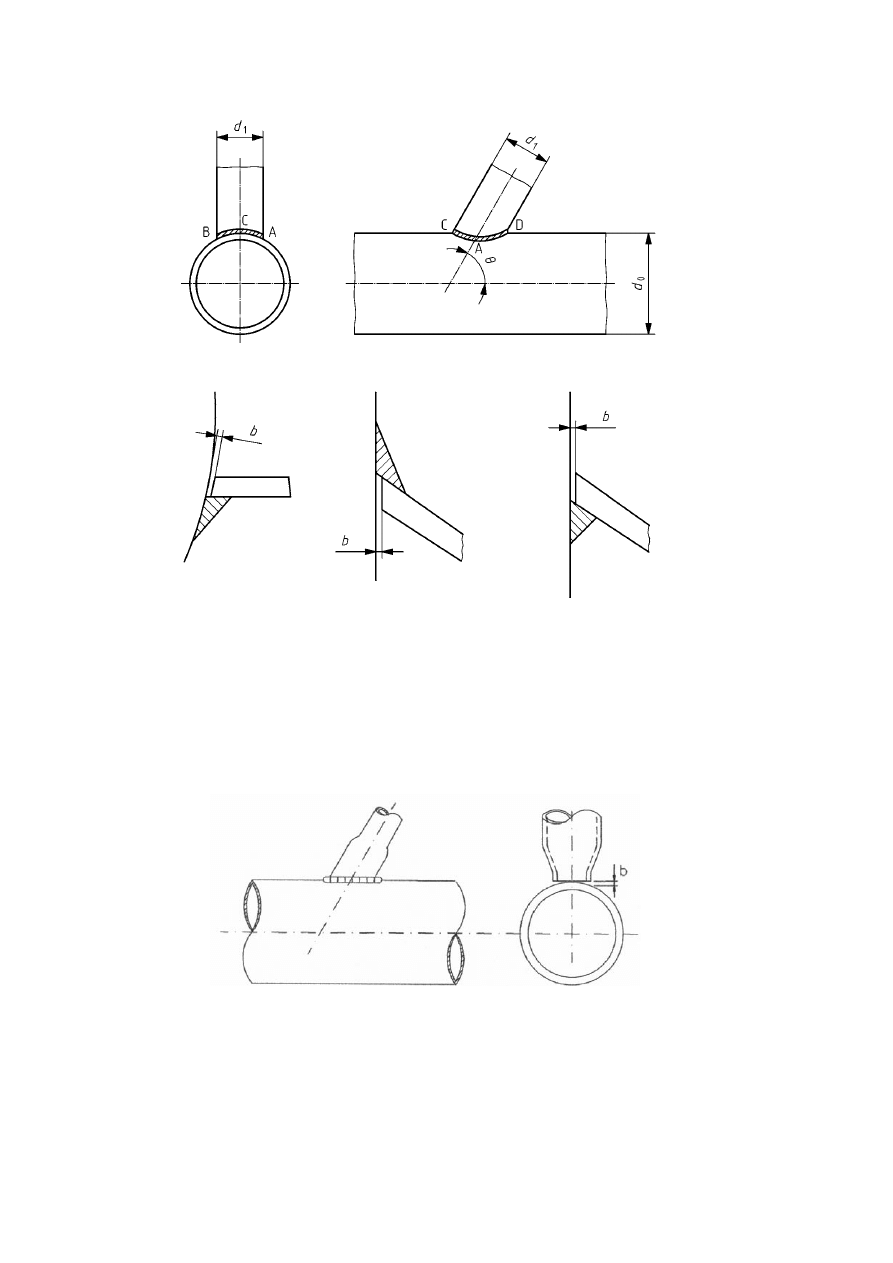
EN 1090-2:2008
162
Szczegóły A, B:
Szczegół C:
Szczegół D:
b = max 2 mm
60° ≤
< 90°
30° ≤
< 90°
b = max 2 mm
b = max 2 mm
Gdy
< 60°, w strefie C
Przy mniejszych kątach
stosuje się spoinę czołową
pełny przetop nie jest
(jak na Rysunku E.2)
wymagany, o ile grubość
spoiny jest wystarczająca
UWAGA Przyjęto wymagania EN ISO 9692-1/3.1.1 odnoszące się do rur okrągłych.
Rysunek E.3 – Przygotowanie brzegów do spawania
Spoiny pachwinowe w węzłach kratownic z rur okrągłych
Licencja PKN dla PIN 2009-12-31
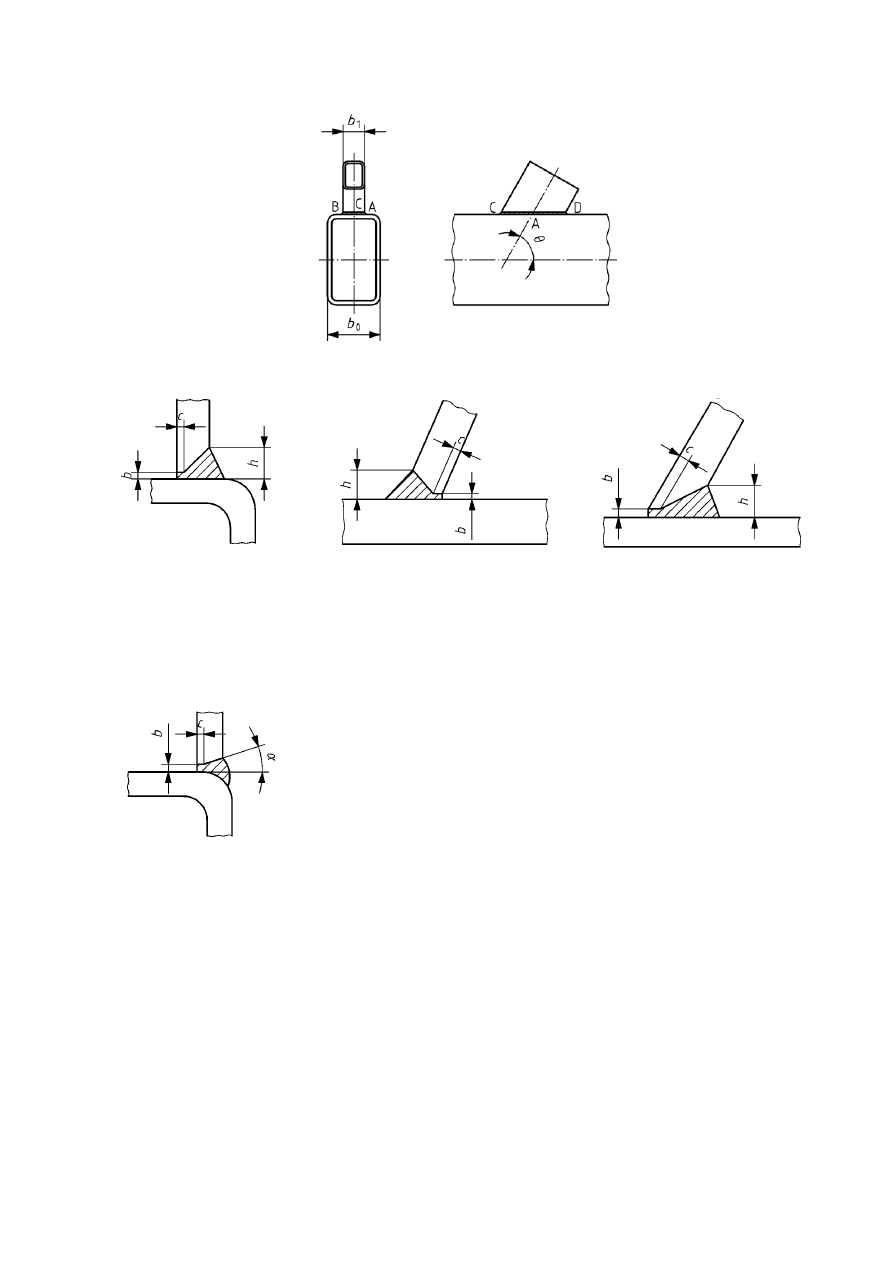
EN 1090-2:2008
163
Szczegóły A, B:
Szczegół C:
Szczegół D:
gdy b
1
< b
0
60° ≤ < 90°
b = 2 mm do 4 mm
b = 2 mm do 4 mm
b = 2 mm do 4 mm
c = 1 mm do 2 mm
c = 1 mm do 2 mm
c = 1 mm do 2 mm
Gdy < 60°, w strefie D
preferowana jest spoina
pachwinowa (jak na Rysunku E.5)
gdy b
1
= b
0
b = max 2 mm
c = 1 mm do 2 mm
a
= 20° do 25°
UWAGA Przyjęto wymagania EN ISO 9692-1/ 1.4 odnoszące się do rur kwadratowych i prostokątnych.
Rysunek E.4 – Przygotowanie brzegów do spawania
Spoiny czołowe w węzłach kratownic z rur prostokątnych
Licencja PKN dla PIN 2009-12-31
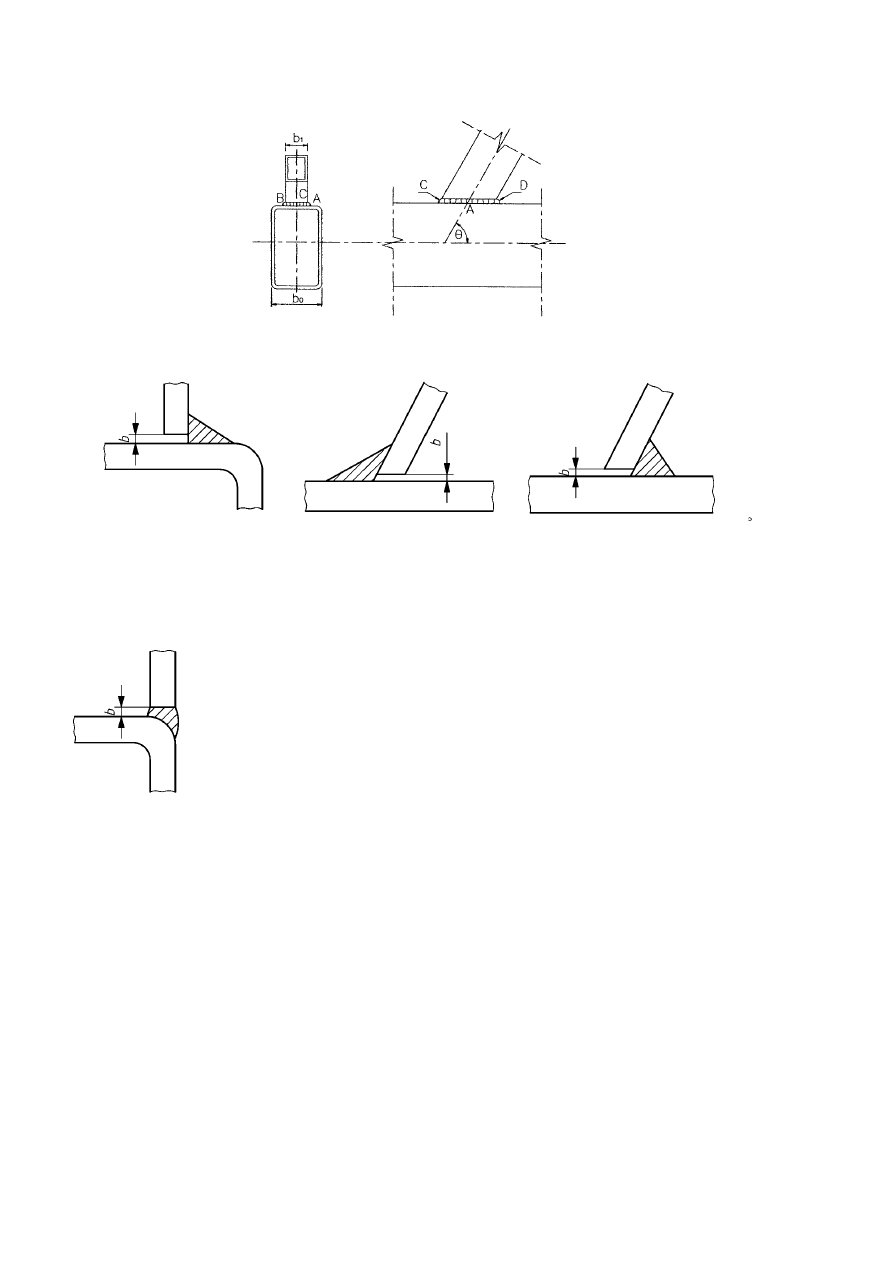
EN 1090-2:2008
164
Szczegóły A, B:
Szczegół C:
Szczegół D:
Gdy b
1
< b
0
60° ≤ θ < 90°
30° ≤ θ < 90°
b = max 2 mm
b = max 2 mm
b = max 2 mm
Gdy θ < 60°, w strefie C
Przy mniejszych kątach
stosuje się spoinę czołową
pełny przetop nie jest
(jak na Rysunku E.4)
wymagany, o ile grubość
spoiny jest wystarczająca
gdy b
1
= b
0
b = max 2 mm
UWAGA Przyjęto wymagania EN ISO 9692-1/ 3.101 odnoszące się do rur prostokątnych.
Rysunek E.5 – Przygotowanie brzegów do spawania
Spoiny pachwinowe w węzłach kratownic z rur prostokątnych
Licencja PKN dla PIN 2009-12-31
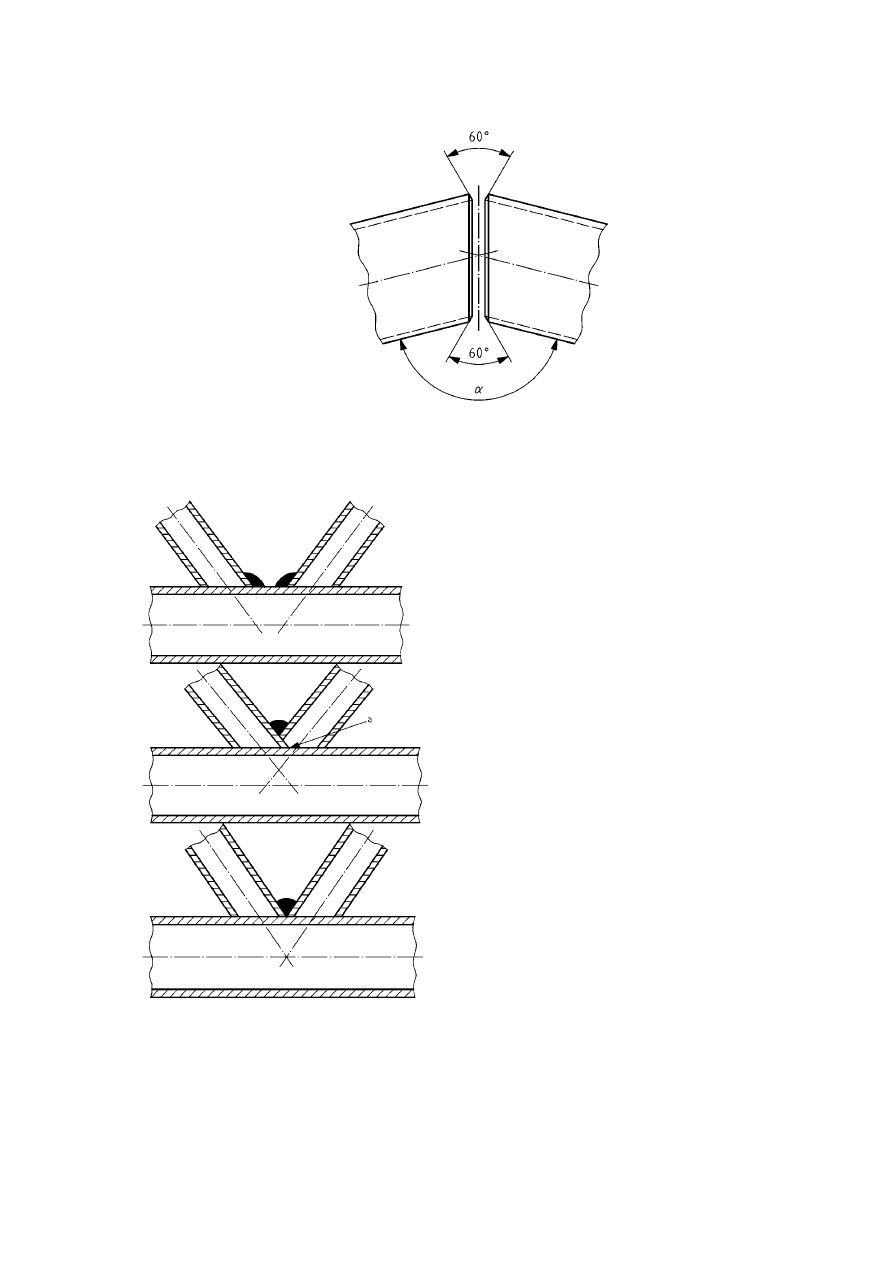
EN 1090-2:2008
165
Rysunek E.6 – Przygotowanie brzegów do spawania w stykach kątowych rur
Węzeł z odstępem między prętami skratowania
ROZWIAZANIE PREFEROWANE
Przypadek A
a = zakrywany brzeg pręta, który nie wymaga spawania,
chyba że postanowiono inaczej.
Węzeł zakładkowy
ROZWIĄZANIE AKCEPTOWALNE
Przypadek B
Węzeł z zerowym odstępem i wspólną spoiną
ROZWIAZANIE NIEWSKAZANE
Przypadek C
Rysunek E.7 – Węzły kratownicowe typu K (odmiany konstrukcyjne)
W przypadku złączy doczołowych między współliniowymi kształtownikami rurowymi, które nie są narażone
na znaczące oddziaływania dynamiczne, dopuszcza się następujące odchyłki od współliniowości łączonych
ścianek:
a) 25 % grubości cieńszego elementu – przy nominalnej grubości materiału ≤ 12 mm;
b) 3 mm – przy nominalnej grubości materiału powyżej 12 mm.
Licencja PKN dla PIN 2009-12-31
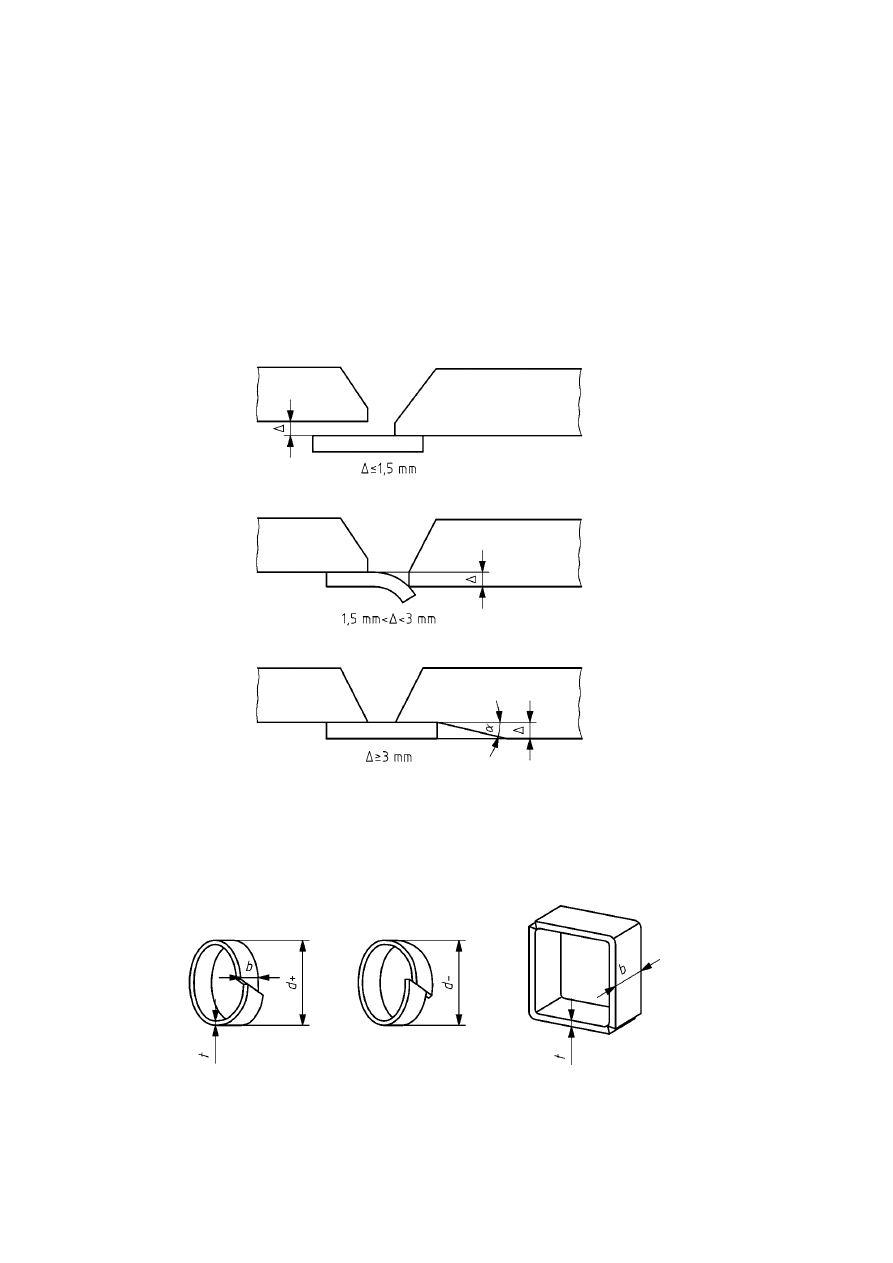
EN 1090-2:2008
166
Odpowiednie dopasowanie w ramach powyższych odchyłek można osiągnąć korygując grubość na brzegach,
owalność lub nieprostokątność przekroju, tak aby skorygowana grubość spełniała warunek wymaganego mi-
nimum.
W przypadku styków doczołowych elementów współliniowych o różnych grubościach ścianek odpowiednie
dopasowanie można osiągnąć stosując rozwiązania pokazane na Rysunku E.8:
a) gdy różnica grubości nie przekracza 1,5 mm, żadne specjalne zabiegi (poza podkładką) nie są konieczne;
b) w przypadku różnicy grubości większej, lecz nie przekraczającej 3 mm, podkładkę można odpowiednio
odkształcić (np. na gorąco), zapewniając w ten sposób płynną zmianę grubości;
c) gdy różnica grubości ścianek przekracza 3 mm, to grubsza ścianka wymaga zukosowania w stosunku
1 do 4 lub mniejszym.
Znaczenie symboli: = różnica grubości; tan a = tangens kąta skosu, który nie powinien być większy niż 1 do 4.
Rysunek E.8 – Zastosowanie podkładek w stykach doczołowych rur o różnej grubości ścianek
Na Rysunku E.9 pokazano zalecane kształty i wymiary podkładek pierścieniowych i prostokątnych.
Grubość t: 3-6 mm
Szerokość b: 20-25 mm
Rysunek E.9 – Kształty podkładek w stykach doczołowych
Licencja PKN dla PIN 2009-12-31
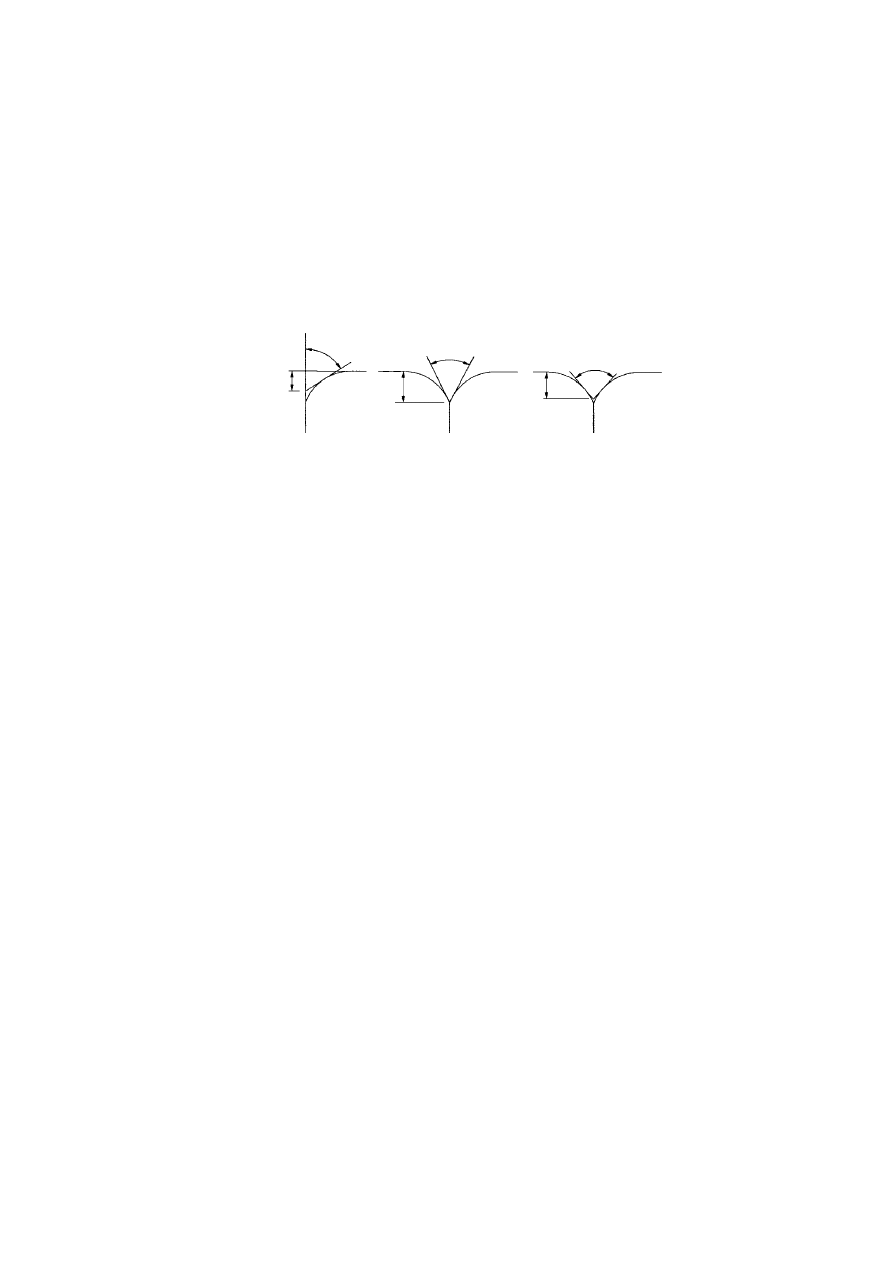
EN 1090-2:2008
167
E.5 Złącza ze spoinami pachwinowymi
W połączeniach prętów skratowania z pasem metoda spawania i lokalna geometria rowka powinny zapewniać
łagodne przejście między odcinkami spoiny czołowej (jak na Rysunkach E.2 i E.4) a odcinkami spoiny pachwi-
nowej (jak na Rysunkach E.3 i E.5).
W przypadku spoin szerokobruzdowych grubość efektywną ustala się na podstawie kąta dwuściennego wpi-
sanego w rowek złącza, przy czym jego wartość nie powinna być mniejsza niż 60°, jak pokazano na Rysun-
ku E.10.
Na poniższym rysunku symbol a oznacza kąt wpisany o wartości minimalnej 60°.
Określenie maksymalnej efektywnej grubości spoiny bez nadlewu, a,
na podstawie kąta wpisanego o wartości a równej 60°.
Rysunek E.10 – Spoiny szerokobruzdowe łączące dwie rury prostokątne
α
α
α
aa
a
a
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
168
Załącznik F
(normatywny)
Zabezpieczenie przed korozją
F.1 Postanowienia ogólne
F.1.1 Zakres załącznika
Niniejszy załącznik zawiera wymagania i wytyczne dotyczące wykonania – w wytwórni i/lub na placu budowy
– zabezpieczeń antykorozyjnych elementów ze stali, z wyjątkiem stali nierdzewnych. W załączniku omówiono
sposoby przygotowania i zabezpieczania powierzchni za pomocą powłok malarskich lub powłok metalowych,
uzyskiwanych drogą natryskiwania cieplnego lub cynkowania zanurzeniowego (ogniowego). Ochrona katodowa
nie wchodzi w zakres załącznika.
Wymagania związane z zabezpieczeniem antykorozyjnym powinny być określone w specyfikacji wykonaw-
czej, w formie specyfikacji eksploatacyjnej lub w formie wymagań technologicznych dla konkretnego systemu
ochrony.
UWAGA 1 W EN ISO 12944-8 podano wytyczne sporządzania specyfikacji zabezpieczenia antykorozyjnego za pomocą
powłok malarskich.
Niniejszy załącznik nie obejmuje antykorozyjnego zabezpieczenia konstrukcji cięgnowych.
UWAGA 2 Wymagania dotyczące konstrukcji cięgnowych, patrz EN 1993-1-11:2006/ Załącznik A.
F.1.2 Specyfikacja eksploatacyjna
W specyfikacji eksploatacyjnej należy podać:
a) oczekiwaną trwałość zabezpieczenia antykorozyjnego (patrz EN ISO 12944-1) oraz
b) kategorię korozyjności środowiska (patrz EN ISO 12944-2).
Można również określić preferowany sposób zabezpieczenia: malowanie, natryskiwanie cieplne lub cynkowanie
zanurzeniowe.
F.1.3 Wymagania technologiczne
Jeśli w specyfikacji określono wymaganą trwałość zabezpieczenia antykorozyjnego oraz kategorię korozyjności
środowiska, to na ich podstawie opracowuje się wymagania technologiczne. W przeciwnym razie w specyfikacji
wykonawczej powinny być określone odpowiednie wymagania szczegółowe, dotyczące takich kwestii, jak:
a) przygotowanie powierzchni elementów konstrukcji przeznaczonych do malowania (patrz F.2.1);
b) przygotowanie powierzchni elementów konstrukcji przeznaczonych pod powłoki natryskiwane cieplnie (patrz
EN 14616 oraz F.2.1);
c) przygotowanie powierzchni elementów konstrukcji przeznaczonych do cynkowania zanurzeniowego (ognio-
wego), (patrz F.2.2);
d) technologia zabezpieczenia łączników (patrz F.5);
e) system powłok malarskich wg EN ISO 12944-5 i/lub wyrobów malarskich o właściwościach potwierdzonych
zgodnie z EN ISO 12944-6. Dodatkowe wymagania mogą dotyczyć kolejnych powłok dekoracyjnych oraz
kolorystyki farb;
f) stosowanie powłok malarskich i ich naprawa (patrz EN ISO 12944-7 oraz F.6.1);
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
169
UWAGA Naprawa na placu budowy powłok naniesionych w warsztacie może wymagać specjalnych zabiegów.
g) powłoki natryskiwane cieplnie (patrz F.6.2);
h) cynkowanie zanurzeniowe (ogniowe), (patrz F.6.3);
i) szczególne wymagania dotyczące kontroli i oceny (patrz F.7);
j) styki elementów z różnych metali;
k) specjalne wymagania dotyczące poszycia.
F.1.4 Ogólne warunki prowadzenia prac
Zabezpieczenie antykorozyjne wykonuje się na podstawie projektu wykonawczego, opracowanego zgodnie
z planem jakości i odpowiednimi postanowieniami zawartymi w F.2 do F.6. Plan jakości opracowuje się w na-
wiązaniu do wymagań technologicznych, patrz F.1.3.
W projekcie wykonawczym należy jednoznacznie określić działania, które mają być wykonane przed zakoń-
czeniem i po zakończeniu procesu wytwarzania elementów.
Wyroby do zabezpieczeń antykorozyjnych stosuje się zgodnie z zaleceniami producenta. Procedury przecho-
wywania i wydawania materiałów powinny zapewniać stosowanie materiałów w okresie ich ważności oraz
w okresie ich przydatności do użycia po otwarciu opakowania lub zmiksowaniu.
Aby uniknąć uszkodzenia powłok ochronnych, wszystkie elementy pomalowane, ocynkowane zanurzeniowo
(ogniowo) lub z powłokami natryskiwanymi cieplnie powinny być przenoszone, składowane i transportowane
z należytą ostrożnością. Materiały związane z pakowaniem, przenoszeniem i transportem zabezpieczonych
elementów zasadniczo powinny być pochodzenia niemetalicznego.
Aby zapewnić należyte schnięcie powłok malarskich, a także uniknąć korozji powłok metalowych, pomieszcze-
nia robocze powinny być odpowiednio wentylowane i chronione przed wpływami atmosferycznymi, wilgocią
i zanieczyszczeniami.
Żadne czynności związane z przenoszeniem, przechowywaniem i transportem elementów nie powinny być
podejmowane przed osiągnięciem przez powłoki odpowiedniego stanu wyschnięcia.
Czas schnięcia nie powinien być krótszy niż zalecany przez producenta materiałów antykorozyjnych.
Procedury naprawy zabezpieczeń powinny być dostosowane do uszkodzeń, jakie mogą wystąpić podczas
składowania i montażu elementów.
F.2 Przygotowanie powierzchni elementów ze stali węglowych
F.2.1 Przygotowanie powierzchni przed malowaniem i nakładaniem powłok natryskiwanych
cieplnie
Powierzchnie elementów przygotowuje się zgodnie z wymaganiami EN ISO 12944-4 oraz EN ISO 8501.
Skuteczność procesu czyszczenia strumieniowo-ściernego, pod względem osiągalnego stopnia przygotowania
powierzchni i profilu chropowatości powierzchni, powinna być potwierdzona próbami technologicznymi. Próby
takie należy okresowo powtarzać w toku produkcji.
Wyniki prób skuteczności procesu czyszczenia powinny być miarodajne z punktu widzenia procesu nakładania
powłok ochronnych.
Pomiary i ocenę chropowatości powierzchni przeprowadza się wg EN ISO 8503-1 oraz EN ISO 8503-2.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
170
W każdym przypadku przygotowanie powierzchni powinno być odpowiednie dla kolejnego przewidzianego
zabezpieczania.
UWAGA 1 Czyszczenie strumieniowo-ścierne lub za pomocą metalowych szczotek nie jest odpowiednie w przypadku
elementów pokrytych powłokami metalowymi lub organicznymi, chyba że naprawa powłok wymaga lokalnego usunięcia
wykwitów korozyjnych aż do czystego metalu.
W przypadku dodatkowego malowania elementów ocynkowanych czyszczenie powierzchni wymaga szcze-
gólnej staranności. Oprócz odkurzania/odpylania i odtłuszczania w razie konieczności stosuje się odpowiednie
pasty wytrawiające lub mycie zgodnie z EN ISO 12944-4, tak aby profil chropowatości powierzchni można było
zakwalifikować jako „drobnoziarnisty”, tj. „fine” wg EN ISO 8503-2. Przed malowaniem sprawdza się jakość
przygotowanej powierzchni.
UWAGA 2 Wstępnie ocynkowane taśmy stalowe często dostarcza się z pasywną powłoką chromianową.
F.2.2 Przygotowanie powierzchni stali węglowej przed cynkowaniem zanurzeniowym
Powierzchnie elementów przygotowuje się zgodnie z wymaganiami EN ISO 8501 oraz EN ISO 1461, chyba
że ustalono inaczej.
W wyniku wytrawiania przeznaczone do cynkowania elementy ze stali o wysokiej wytrzymałości mogą stać się
podatne na pęknięcia wywołane wodorem (patrz EN ISO 1461:1999/ Załącznik C).
F.3 Powierzchnie w strefach złączy spawanych
Przed spawaniem, w odległości mniejszej niż 150 mm od miejsca projektowanej spoiny, nie stosuje się powłok
z materiałów, które niekorzystnie wpływają na jakość złącza (patrz także 7.5.1.1).
Powłoki malarskie w strefie złącza nakłada się dopiero po usunięciu żużla, oczyszczeniu, sprawdzeniu i odbiorze
spoin (patrz także 10.2 – Tablica 22).
F.4 Powierzchnie w połączeniach sprężanych
W przypadku połączeń ciernych, w specyfikacji wykonawczej określa się wymagania dotyczące powierzchni
ciernych – klasę, sposób obróbki i wymagane badania (patrz 8.4 oraz 12.5.2.1).
W przypadku połączeń sprężanych, lecz nie projektowanych jako cierne, określa się zasięg strefy operacyjnej
przy sprężaniu. Jeśli powierzchnie stykowe mają być malowane, to grubość suchej powłoki powinna wynosić
od 75 µm do 100 µm. Po sprężeniu połączenia powierzchnie w strefie operacyjnej poddaje się czyszczeniu,
a następnie pokrywa właściwym zestawem powłok malarskich.
F.5 Przygotowanie łączników
Wymagania związane z przygotowaniem łączników powinny uwzględniać następujące czynniki i okoliczności:
a) sposób ochrony antykorozyjnej konstrukcji lub jej części;
b) materiał i rodzaj łączników;
c) materiały oraz ich powłoki ochronne, które będą w kontakcie z osadzanymi łącznikami;
d) metodę dokręcania łączników;
e) ewentualną potrzebę naprawy zabezpieczenia łączników po ich dokręceniu.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
171
Jeśli wymagane jest odpowiednie zabezpieczenie łączników po ich osadzeniu, to wykonuje się je dopiero po
zakończeniu kontroli połączeń.
Śruby fundamentowe na odcinku przewidzianym do zabetonowania powinny być zabezpieczone, co najmniej
do głębokości 50 mm poniżej wierzchu fundamentów. Na pozostałych odcinkach śruby nie wymagają zabez-
pieczenia antykorozyjnego, chyba że postanowiono inaczej (patrz EN ISO 12944-3).
F.6 Systemy powłok ochronnych
F.6.1 Malowanie
Stan powierzchni elementów powinien być zgodny z wymaganiami EN ISO 12944-4, EN ISO 8501 i EN ISO 8503-2
oraz zaleceniami producenta produktu, który ma być zastosowany. Sprawdzenie na tę okoliczność przeprowadza
się bezpośrednio przed rozpoczęciem malowania.
Malowanie wykonuje się zgodnie z EN ISO 12944-7.
W przypadku co najmniej dwóch powłok malarskich odcienie koloru różnicuje się.
W elementach zabezpieczanych na więcej niż 5 lat, w środowisku kategorii C3 (lub wyższej), w pasmach
o szerokości około 25 mm, po obu stronach krawędzi stosuje się dodatkowe zabezpieczenie w postaci powłoki
o grubości nominalnej właściwej dla zastosowanego zestawu malarskiego.
Nie należy wykonywać prac malarskich, gdy:
– temperatura otoczenia jest niższa od minimalnej temperatury roboczej, zalecanej przez producenta
wyrobu, który ma być zastosowany;
– powierzchnie przeznaczone do malowania są wilgotne;
– temperatura powierzchni przekracza punkt rosy o wartość mniejszą niż 3 °C, chyba że w instrukcji
producent podał inaczej.
Przez okres wymagany w instrukcji producenta pomalowane powierzchnie powinny być zabezpieczone przed
gromadzeniem się wody.
Pakowanie pomalowanych elementów w wiązki nie powinno się rozpoczynać przed upływem wymaganego
(przez producenta) czasu utwardzenia się powłoki. W tym celu niezbędne jest dobrze wentylowane pomiesz-
czenie chronione przed wpływami atmosferycznymi. Należy zastosować odpowiednie środki zapobiegające
uszkodzeniu powłok ochronnych podczas pakowania i przenoszenia elementów.
UWAGA Warunek odpowiedniego utwardzenia się powłoki ochronnej przed pakowaniem jest szczególnie istotny w przy-
padku tych wyrobów profilowanych na zimno, które pakuje się w wiązki w sposób ściśle dopasowany.
F.6.2 Powłoki natryskiwane cieplnie
Nakładanie powłok natryskiwanych cieplnie z cynku, aluminium lub stopu Zn85A15 przeprowadza się zgodnie
z EN ISO 2063.
Przed nałożeniem nawierzchniowej powłoki malarskiej zgodnie z F.6.1, powłoka metalowa wymaga odpo-
wiedniego uszczelnienia. Uszczelniacz należy dostosować do powłoki malarskiej i zastosować natychmiast
po ochłodzeniu się natrysku, by uniknąć procesów utleniania i pochłaniania wilgoci.
F.6.3 Cynkowanie zanurzeniowe
Cynkowanie przeprowadza się zgodnie z EN ISO 1461.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
172
Ocynkowane wyroby profilowane na zimno uzyskuje się przez zastosowanie materiału wyjściowego w postaci
ocynkowanej taśmy stalowej lub przez cynkowanie zanurzeniowe elementów profilowanych.
UWAGA 1 Jakość i sposób wykończenia powierzchni oraz wymagane masy powłok określono w EN 10326 i EN 10327.
W przypadku cynkowania zanurzeniowego wg EN ISO 1461 określa się wymagania związane z procedurą
kwalifikacji procesu cynkowania.
UWAGA 2 Długie elementy cienkościenne o relatywnie małej sztywności wskutek odprężenia w warunkach gorącej kąpieli
cynkowej mogą być narażone na deformacje skrętne.
Należy określić wymagania dotyczące kontroli, oceny lub kwalifikacji stanu powierzchni ocynkowanej przezna-
czonej do dalszego malowania.
F.7 Kontrola i ocena
F.7.1 Postanowienia ogólne
Kontrolę i ocenę zabezpieczeń przeprowadza się zgodnie z planem jakości oraz postanowieniami zawartymi
w F.7.2 do F.7.4. Wszelkie dodatkowe wymagania w zakresie kontroli i badań powinny być określone w spe-
cyfikacji wykonawczej.
Kontrola i ocena, w tym ocena rutynowa, powinny być udokumentowane.
F.7.2 Ocena rutynowa
Rutynowa ocena zabezpieczenia antykorozyjnego obejmuje:
a) sprawdzenie stanu przygotowania powierzchni stalowej do zabezpieczenia antykorozyjnego pod wzglę-
dem wymaganego stopnia przygotowania powierzchni wg EN ISO 8501 oraz wymaganej chropowatości
wg EN ISO 8503-2;
b) pomiary grubości:
1) poszczególnych warstw powłoki malarskiej – zgodnie ISO 19840 oraz EN ISO 2808;
2) powłok natryskiwanych cieplnie – zgodnie z EN ISO 2063;
3) powłoki cynkowej zanurzeniowej – zgodnie z EN ISO 1461,
Ponadto przeprowadza się kontrolę wizualną zgodności zabezpieczenia malarskiego z wymaganiami
EN ISO 12944-7.
F.7.3 Powierzchnie referencyjne
W nawiązaniu do EN ISO 12944-7, w specyfikacji wykonawczej wyznacza się powierzchnie referencyjne słu-
żące do określenia minimalnych akceptowalnych standardów wykonania zabezpieczeń antykorozyjnych. Jeśli
nie ustalono inaczej, powierzchnie referencyjne wyznacza się dla kategorii korozyjności od C3 do C5 oraz od
Im1 do Im3.
F.7.4 Elementy ocynkowane zanurzeniowo
Jeśli nie ustalono inaczej, to elementy ocynkowane poddaje się kontroli na okoliczność ewentualnych pęknięć
wywołanych płynnym metalem (LMAC).
UWAGA Informacje na temat LMAC podano w [51].
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
173
W specyfikacji odnoszącej się do elementów ocynkowanych należy wskazać:
a) elementy, w przypadku których kontrola pęknięć LMAC nie jest wymagana;
b) elementy lub specjalne miejsca konstrukcji, które podlegają dodatkowym badaniom nieniszczącym (NDT);
ponadto określa się metodę i zakres badań.
Wyniki kontroli należy udokumentować.
W przypadku stwierdzenia pęknięć, element wadliwy oraz wszystkie elementy podobne pod względem kształtu,
materiału i szczegółów spawalniczych poddaje się kwarantannie jako niezgodne z wymaganiami. Na podstawie
dokumentacji fotograficznej pęknięć, stosując specjalną procedurę, ustala się przyczynę i zakres problemu.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
174
Załącznik G
(normatywny)
Wyznaczanie współczynnika tarcia
G.1 Informacje ogólne
Przedmiotem załącznika jest procedura wyznaczania współczynnika tarcia w połączeniach, których powierzchnie
stykowe są odpowiednio obrobione i ewentualnie pokryte powłoką ochronną.
Przedstawiona procedura badawcza pozwala uwzględniać odkształcalność połączeń w wyniku pełzania.
W przypadku powierzchni pokrytych powłokami ochronnymi miarodajność wyników badań jest ograniczona do
rozwiązań, w których wszystkie istotne zmienne są takie same jak w badaniach.
G.2 Istotne zmienne
Do istotnych zmiennych, mających wpływ na wyniki badań, zalicza się:
a) składniki powłoki;
b) sposób obróbki powierzchni warstw podkładowych w przypadku wielowarstwowych systemów malarskich,
patrz G.3;
c) maksymalną grubość powłoki, patrz G.3;
d) procedurę suszenia;
e) minimalny upływ czasu między naniesieniem powłoki a przyłożeniem obciążenia do połączenia;
f) klasę właściwości śrub, patrz G.6.
G.3 Próbki do badań
Wymiary próbek do badań przyjmuje się zgodnie ze szczegółami przedstawionymi na Rysunku G.1.
Próbki wykonuje się ze stali konstrukcyjnych ujętych w EN 10025-2 do -6.
Aby zapewnić maksymalną jednorodność grubości blach wewnętrznych w złączu, wycina się je z jednego ka-
wałka materiału, jedną po drugiej, w kierunku podłużnym, a następnie tak samo zestawia się je w próbce.
Blachy powinny mieć brzegi dokładnie przycięte, aby nie kolidowały z płaszczyzną styku, a ich odchyłki od
płaskości powinny na tyle małe, aby w wyniku sprężenia styku zgodnie z 8.1 i 8.5 uzyskać pełne przyleganie
powierzchni ciernych.
Licencja PKN dla PIN 2009-12-31
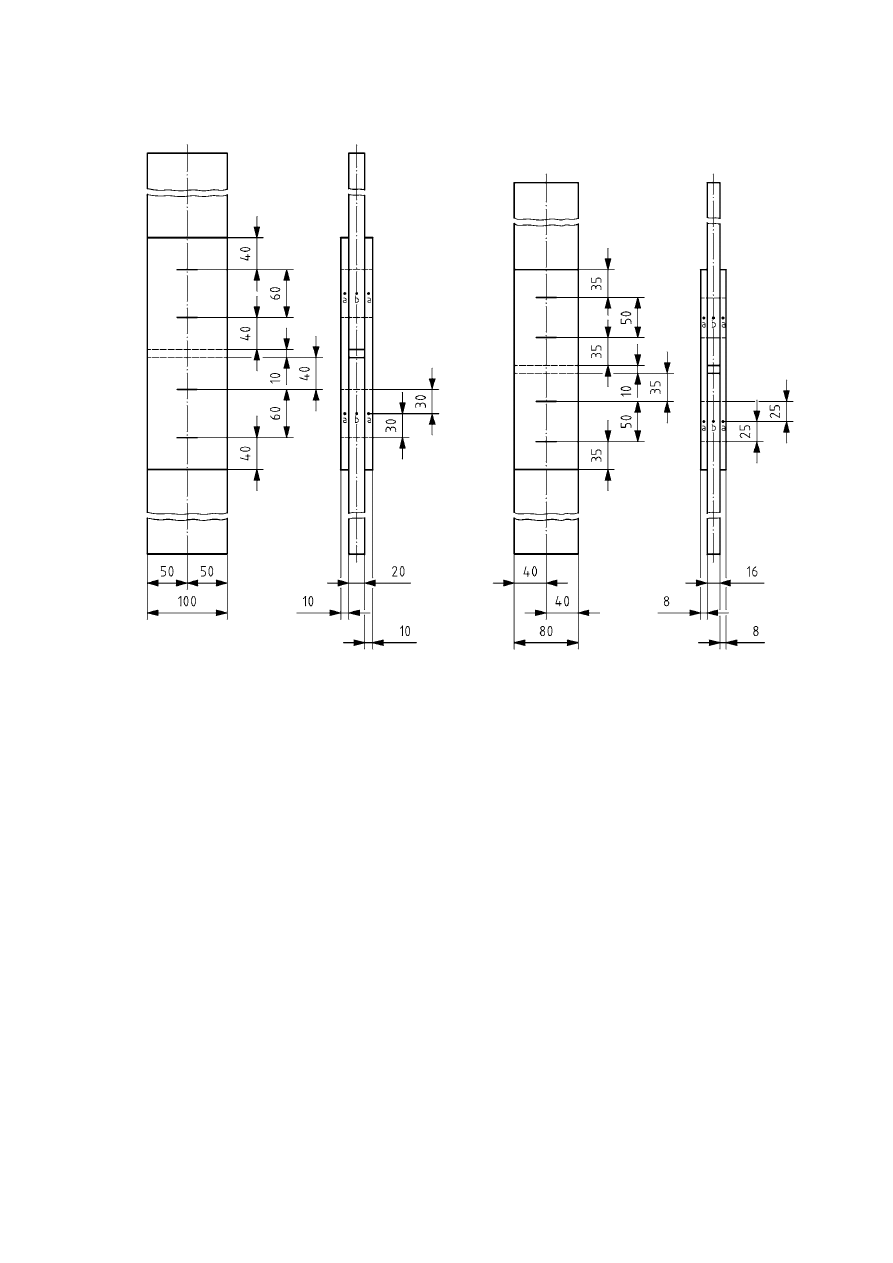
EN 1090-2:2008
175
Wymiary w milimetrach
a) Śruby M20 w otworach 22 mm
b) Śruby M16 w otworach18 mm
Rysunek G.1 – Próbki standardowe do próby poślizgu
Powierzchnie stykowe w próbkach poddaje się obróbce i zabezpieczeniu w sposób zgodny z rozwiązaniem
przewidzianym dla rozpatrywanej konstrukcji. Średnia grubość powłoki ochronnej na powierzchniach stykowych
próbek powinna co najmniej o 25 % przekraczać grubość nominalną (projektowaną).
Procedurę suszenia dokumentuje się przez przywołanie opublikowanych zaleceń w tym względzie, bądź przez
opisanie zastosowanej procedury indywidualnej.
Elementy w próbkach ustawia się tak, aby śruby wywierały docisk w kierunku przeciwnym, niż wynikałoby
z rozciągania próbki.
Upływ czasu (w godzinach) między nałożeniem powłoki a wykonaniem próby powinien być każdorazowo re-
jestrowany.
Śruby dokręca się do poziomu wymaganej (dla określonej średnicy i klasy śruby) siły sprężenia F
p,C
z toleran-
cją ± 5 %.
Napięcie śrub mierzy się bezpośrednio sprzętem o dokładności ± 5 %.
UWAGA Jeśli wymagane jest oszacowanie spadku napięcia w śrubie, to pomiar napięcia przeprowadza się ponownie
po określonym czasie.
Pomiary napięcia śrub w próbkach przeprowadza się bezpośrednio przed badaniem, w razie potrzeby korygując
napięcie do wymaganego poziomu, z dokładnością ± 5 %.
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
176
G.4 Procedura badawcza i ocena wyników
Na początku przeprowadza się badanie pięciu próbek. Cztery z nich obciąża się z normalną szybkością, tak
aby próba trwała od 10 min do 15 min. Piątą próbkę przeznacza się do próby pełzania.
Próby przeprowadza się w maszynie wytrzymałościowej, rejestrując zależność obciążenie – poślizg.
Poślizg, rozumiany jako wzajemne przemieszczenie blachy wewnętrznej i nakładki w kierunku przyłożonego
obciążenia, ustala się na podstawie zmiany odległości między wybranymi punktami pomiarowymi przynależ-
nymi do poszczególnych blach. Pomiar poślizgu wykonuje się oddzielnie na każdym końcu próbki. Poślizg na
każdym końcu wyznacza się jako średnią z wartości poślizgów uzyskanych dla obu stron połączenia (względem
jednej i drugiej nakładki).
Obciążenie `poślizgowe` dla określonego połączenia F
Si
definiuje się jako obciążenie, przy którym poślizg
wynosi 0,15 mm.
Piątą próbkę obciąża się do poziomu 90 % średniego obciążenia poślizgowego F
Sm
, uzyskanego z badań
pierwszych czterech próbek (tj. na podstawie ośmiu wartości).
Jeśli dla piątej próbki poślizg opóźniony, zdefiniowany jako przyrost poślizgu w przedziale czasu między piątą
minutą a trzecią godziną po przyłożeniu maksymalnego obciążenia, nie przekracza 0,002 mm, to obciążenia
poślizgowe dla piątej próbki wyznacza się tak jak w przypadku pierwszych czterech. W przeciwnym razie nie-
zbędne jest przeprowadzenie prób pełzania zgodnie z G.5.
Jeśli odchylenie standardowe s
Fs
obciążenia poślizgowego dla zbioru dziesięciu wartości (uzyskanych z badań
pięciu próbek) przekracza 8 % wartości średniej dla rozpatrywanego zbioru, to niezbędne są dodatkowe próby.
Całkowitą liczbę próbek (łącznie z pierwszymi pięcioma) ustala się według wzoru
n > (s/3,5)
2
gdzie:
n – liczba próbek;
s – odchylenie standardowe równe s
Fs
, jak wyżej, wyrażone w procentach wartości średniej obciążenia
poślizgowego.
G.5 Rozszerzona próba pełzania
Jeśli, w nawiązaniu do G.4, niezbędne okażą się rozszerzone próby pełzania, to należy zbadać co najmniej
trzy próbki (sześć połączeń).
Wartość obciążenia próbnego, jakie ma być przyłożone do próbek, ustala się biorąc pod uwagę wynik próby
pełzania określonej w G.4, jak również dotychczasowe doświadczenia z rozszerzonych prób pełzania.
UWAGA Jako miarodajne obciążenie próbne można przyjąć obciążenie odpowiadające obliczeniowemu współczynnikowi
tarcia. Jeśli wymagana jest określona klasa obrobionej powierzchni, to stowarzyszone z tymi klasami współczynniki tarcia
można przyjmować według Tablicy 18.
W celu wykazania, że w projektowym okresie użytkowania konstrukcji (wynoszącym 50 lat, chyba że ustalono
inaczej) obciążenie odpowiadające przyjętemu współczynnikowi tarcia nie wywoła przemieszczenia większego
niż 0,3 mm, sporządza się wykres przemieszczenie–log współrzędnej czasowej (patrz Rysunek G.2). Uzyskaną
zależność krzywoliniową można ekstrapolować liniowo, o ile styczną do niej da się poprowadzić wystarczająco
dokładnie.
Licencja PKN dla PIN 2009-12-31
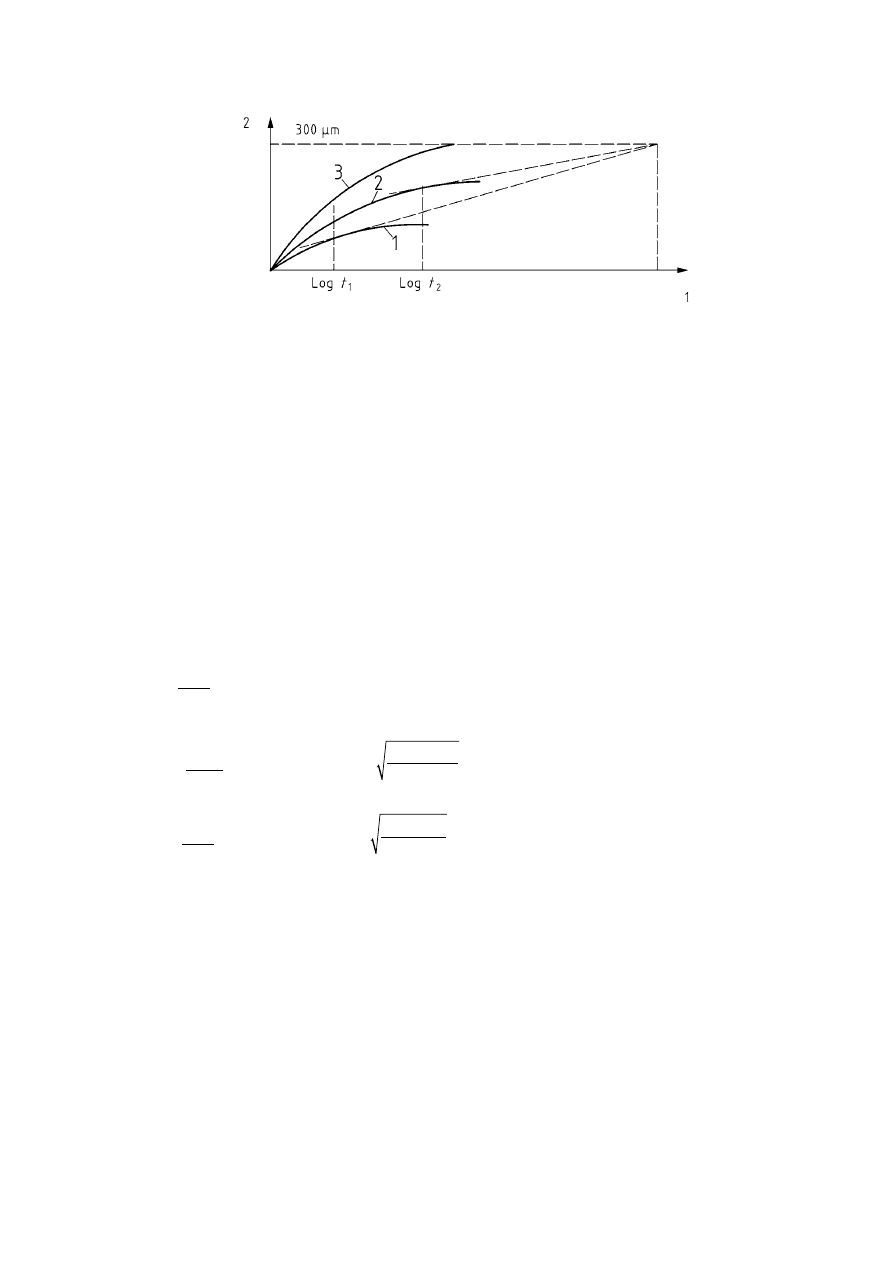
EN 1090-2:2008
177
UWAGA t
Ld
Projektowy okres użytkowania konstrukcji
t
1
Minimalny czas trwania próby A
t
2
Minimalny czas trwania próby B
Krzywa (3) ilustruje próbę C, w której wartość obciążenia (a więc i współczynnika tarcia) okazała się
przeszacowana
Objaśnienia
1 log współrzędnej czasowej
2 przemieszczenie (miara poślizgu)
Rysunek G.2 – Zastosowanie wykresu przemieszczenie – log współrzędnej czasowej w rozszerzonej
próbie pełzania
G.6 Opracowanie wyników badań
Wartość współczynnika tarcia w pojedynczej próbie jest określona zależnością:
m
i
Si
p,C
4
= F
F
Wartość średnia F
sm
i odchylenie standardowe
S
Fs
obciążenia poślizgowego są określone wzorami:
F
F
n
Sm
Si
=
∑
,
Wartość średnia współczynnika tarcia m
m
i
jego odchylenie standardowe S
m
są określone wzorami:
m
m
m
i
=
∑
n
,
Wartość charakterystyczną współczynnika tarcia m przyjmuje się równą 5 % kwantylowi na poziomie ufności
75 %.
Dla zbioru dziesięciu wartości (n = 10) z badań pięciu próbek, wartość charakterystyczną uzyskuje się odejmując
od wartości średniej wartość iloczynu: 2,05 × odchylenie standardowe.
Nominalny współczynnik tarcia przyjmuje się równy wartości charakterystycznej, o ile nie są wymagane roz-
szerzone próby pełzania.
W przypadku rozszerzonych prób pełzania nominalny współczynnik tarcia można przyjmować równy wartości
odpowiadającej wymaganej granicy pełzania, patrz G.5.
Współczynniki tarcia dla połączeń na śruby klasy 8.8 można przyjmować równe współczynnikom ustalonym
s
F
F
n
FS
Si
Sm
2
1
=
−
−
(
)
s
n
m
m
m
=
−
−
(
)
i
m
2
1
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
178
z zastosowaniem śrub klasy 10.9 lub wyznaczać je na podstawie odrębnych badań.
Współczynników ustalonych z zastosowaniem śrub klasy 8.8 nie można uznać za miarodajne dla połączeń na
śruby klasy 10.9.
W razie potrzeby, w zależności od rodzaju obróbki i wartości charakterystycznej współczynnika tarcia (uzyskanej
zgodnie z G.4 lub G.5), powierzchnię stykową połączenia przyporządkowuje się określonej klasie powierzchni
ciernych jak niżej:
– klasa A: m ≥ 0,50
– klasa B: 0,40 ≤ m < 0,50
– klasa C: 0,30 ≤ m < 0,40
– klasa D: 0,20 ≤ m < 0,30
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
179
Załącznik H
(normatywny)
Ustalanie momentów dokręcania dla śrub sprężających
H.1 Zakres
W niniejszym załączniku określono sposób przeprowadzenia badań kalibracyjnych zestawów śrubowych
o wysokiej wytrzymałości do połączeń sprężanych, pod kątem skuteczności (jednorodności) przyjętej metody
dokręcania śrub w warunkach montażu na placu budowy.
Celem badań jest wyznaczenie odpowiednich parametrów, a następnie stwierdzenie, że minimalne wymagane
sprężenie można z wystarczającą niezawodnością osiągnąć jedną z metod kontrolowanego dokręcania śrub
opisanych w niniejszej Normie Europejskiej.
H.2 Symbole i jednostki
A
s
nominalne pole przekroju czynnego śruby, (mm
2
) (patrz EN ISO 898-1)
e
M
względna miara rozrzutu: (e
M
= M
max
– M
min
)/M
m
F
b
siła w śrubie osiągnięta podczas próby, (kN)
F
p,C
wymagana siła sprężenia: 0,7 f
ub
A
s
, (kN)
f
ub
nominalna wytrzymałość śruby (R
m
), (MPa)
M
i
pojedyncza wartość momentu dokręcania (w i-tej próbie), odpowiadająca sile F
p,C
, (N m)
M
m
wartość średnia ze zbioru wartości M
i
, (N m)
M
max
wartość maksymalna ze zbioru wartości M
i
, (N m)
M
min
wartość minimalna ze zbioru wartości M
i
, (N m)
s
M
odchylenie standardowe dla zbioru wartości M
i
V
M
współczynnik zmienności dla zbioru wartości M
i
pi
pojedyncza wartość kąta , przy której siła w śrubie po raz pierwszy osiągnęła wartość F
p,C
, (°)
1i
pojedyncza wartość kąta , przy której siła w śrubie osiągnęła wartość maksymalną F
bi
, max, (°)
2i
pojedyncza wartość kąta , przy której próba została wstrzymana, (°)
1i
różnica kątów: (
1i
–
pi
), (°)
2i
różnica kątów: (
2i
–
pi
), (°)
2 min
minimalna wymagana różnica kątów
2i
według odpowiedniej normy wyrobu (°)
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
180
H.3 Istota i parametry badań
Istota badań polega na sprężaniu zestawów próbnych i pomiarze podczas tej czynności następujących para-
metrów:
•
siły w śrubie;
•
momentu dokręcania;
•
wzajemnego obrotu między nakrętką a śrubą (w razie potrzeby).
H.4 Sprzęt do badań
Siły w śrubach mierzy się specjalnym przyrządem pomiarowym opisanym w EN 14399-2, albo przyrządem
mechanicznym lub hydraulicznym, jak czujnik objętościowy, przy czym przyrządy pomiarowe powinny speł-
niać odpowiednie wymogi dokładności podane w Tablicy H.1 lub H.2. Raz w roku (lub częściej, gdy wymaga
tego instrukcja producenta), przyrządy do pomiaru sił w śrubach powinny być wykalibrowane przez uznane
laboratorium badawcze.
W badaniach używa się kluczy dokręcających tego samego typu co klucze przewidziane do montażu na budowie.
Powinny one wykazywać odpowiedni zakres operacyjny. Można stosować klucze ręczne (dynamometryczne)
lub hydrauliczne; nie stosuje się kluczy udarowych. Wymaganą dokładność podano w Tablicy H.1 lub H.2. Raz
w roku (lub częściej, gdy wymaga tego instrukcja producenta), klucze dokręcające powinny być wykalibrowane
przez uznane laboratorium badawcze.
H.5 Zestawy próbne
Zbiory zestawów próbnych, reprezentatywne dla poszczególnych partii łączników, poddaje się oddzielnym
badaniom. Zestawy próbne powinny być podobne pod względem wszystkich istotnych właściwości oraz uwa-
runkowań.
UWAGA Warunki podczas montażu, zwłaszcza właściwości smarów, mogą ulegać zmianie, jeśli łączniki są narażone na
zmienne czynniki środowiskowe lub przechowywane przez długi czas.
Zbiory reprezentatywne powinny się składać z określonej liczby śrub, nakrętek i podkładek z każdej odrębnie
kontrolowanej partii środków złącznych. Zestawów wykorzystanych w badaniach nie używa się do ponownych
prób ani do montażu konstrukcji.
H.6 Urządzenie badawcze
W urządzeniu badawczym (patrz Rysunek H.1) można stosować przekładki (podkładki dystansowe).
Zestawy śrubowe oraz dodatkowe przekładki rozmieszcza się tak, aby:
– układ części był zbliżony do układu występującego w praktyce;
– pod łbem śruby była umieszczona sfazowana podkładka lub sfazowana przekładka;
– pod nakrętką, gdy ta ma być dokręcana, była umieszczona podkładka;
– grubość zaciskowa, z uwzględnieniem przekładek i podkładek, spełniała wymagane minimum określone
w odpowiedniej normie wyrobu.
Licencja PKN dla PIN 2009-12-31
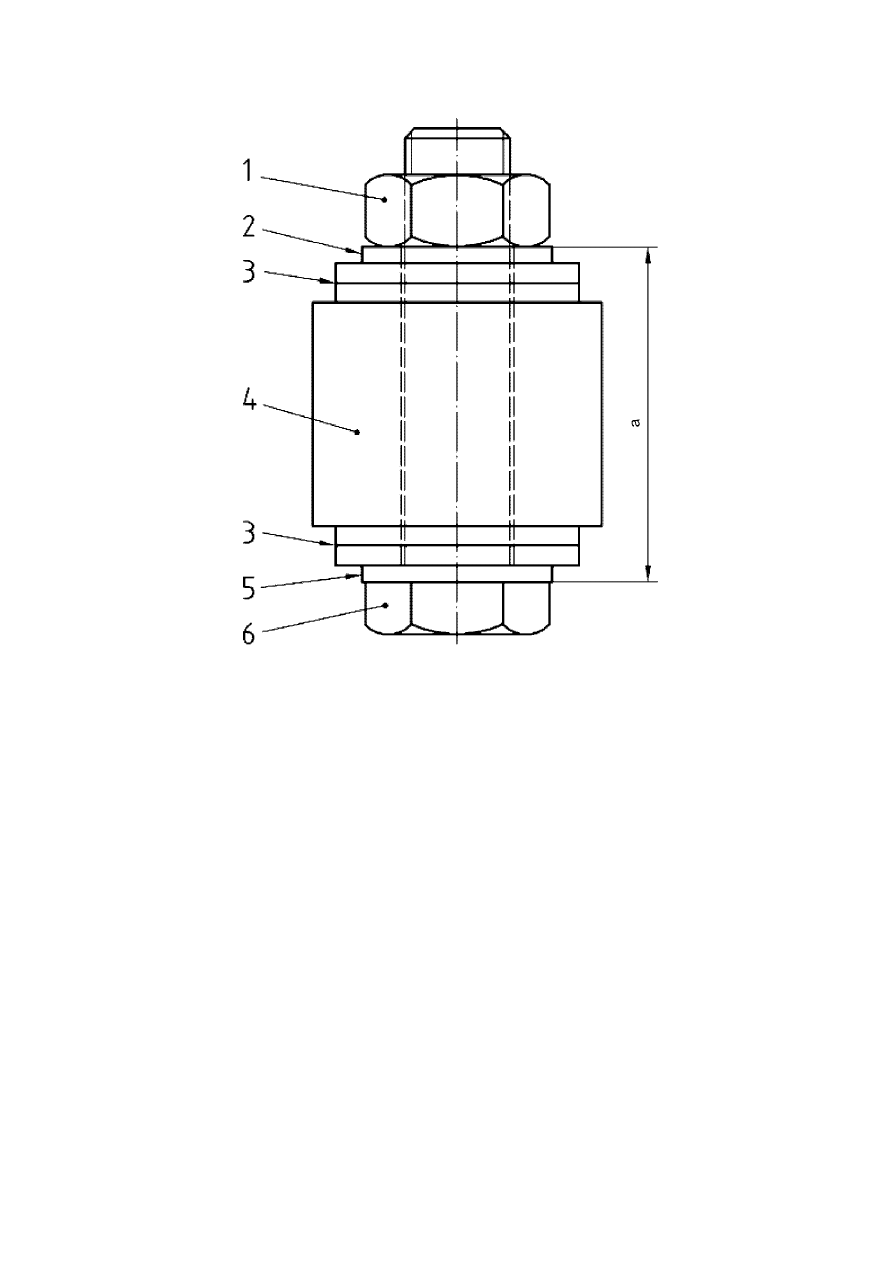
EN 1090-2:2008
181
Objaśnienia
1 nakrętka
2 podkładka pod nakrętką, gdy ta ma być dokręcana
3 przekładka
4 przyrząd do pomiaru napięcia w śrubie
5 sfazowana podkładka (z zestawu) lub sfazowana przekładka
6 łeb śruby
Rysunek H.1 – Typowy zestaw próbny z przyrządem pomiarowym
H.7 Procedura badawcza
W przypadku badań polowych stosuje się tę samą metodę dokręcania śrub co podczas montażu konstrukcji.
Kalibrację przeprowadza się na podstawie zarejestrowanych wartości momentów M
i
wymaganych dla uzyskania
docelowej wartości siły w śrubie.
Badania kalibracyjne można przeprowadzać albo w laboratorium, albo w innym miejscu o odpowiednich wa-
runkach, stosując tę samą metodę dokręcania śrub co podczas montażu konstrukcji.
UWAGA W pewnych sytuacjach korzystniejsze może okazać się sprawdzenie deklarowanych właściwości zestawu
śrubowego przez producenta wyrobów.
Aby móc ocenić wyniki badań zgodnie z H.8, niezbędne są pomiary momentu dokręcającego, odpowiadającej
mu siły w śrubie oraz, w razie potrzeby, kąta obrotu części dokręcanej.
Część nominalnie stacjonarna oraz podkładka pod częścią dokręcaną nie powinny ulegać obrotowi podczas
badań.
Licencja PKN dla PIN 2009-12-31
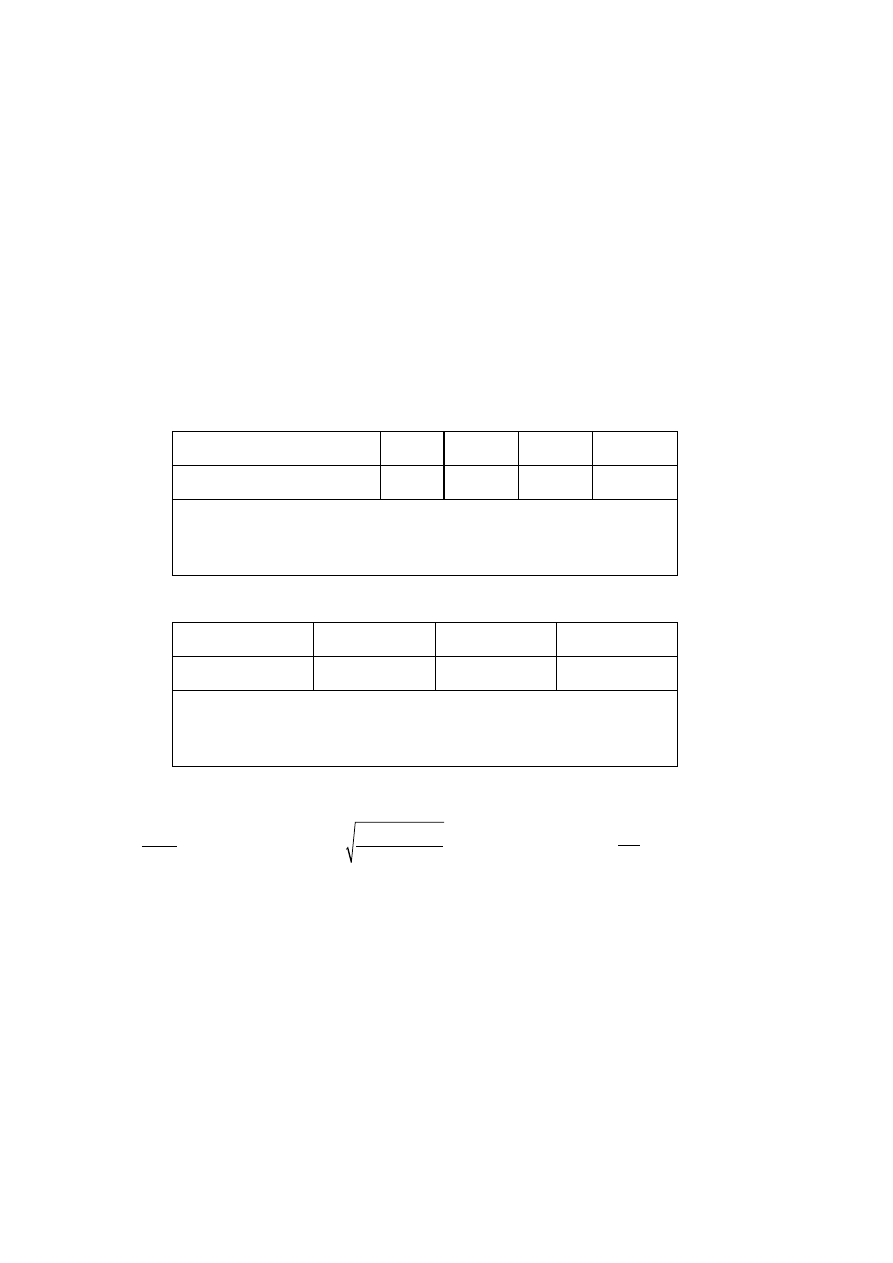
EN 1090-2:2008
182
Podstawą kalibracji są zarejestrowane wartości momentów dokręcania M
i
, odpowiadające osiągniętej w śrubie
sile o wartości F
b
= F
p,C
= 0,7 f
ub
A
s
.
Próbę uważa się za zakończoną, gdy spełniony jest jeden z poniższych warunków:
– siła w śrubie przekracza wartość 1,1 F
p,C
;
– kąt obrotu nakrętki przekracza wartość (
pi
+
1
) i/lub (
pi
+
2 min
)
;
– wystąpiło pęknięcie śruby.
H.8 Ocena wyników badań
Kryteria akceptacji wartości momentów dokręcania, osiągniętych metodą kombinowaną lub metodą kontrolo-
wanego momentu, podano odpowiednio w Tablicach H.1 oraz H.2.
Tablica H.1 – Maksymalne wartości e
M
w metodzie kombinowanej
Liczba prób
3
4
5
6
e
M
= (M
max
– M
min
) / M
m
0,25
0,30
0,35
0,40
Wymagania dotyczące wykalibrowanego sprzętu:
przyrząd do pomiaru siły w śrubie – niepewność (dokładność): ± 6 %,
błąd powtarzalności: ± 3 %; klucz dokręcający – dokładność: ± 4 %,
błąd powtarzalności: ± 2 %.
Tablica H.2 – Maksymalne wartości V
M
w metodzie kontrolowanego momentu
Liczba prób
5
6
8
V
M
0,04
0,05
0,06
Wymagania dotyczące wykalibrowanego sprzętu:
przyrząd do pomiaru siły w śrubie – niepewność (dokładność): ± 2 %,
błąd powtarzalności: ± 1 %; klucz dokręcający – dokładność: ± 4 %,
błąd powtarzalności: ± 1 %.
przy czym:
M
M
n
m
i
i=1
n
=
∑
W razie potrzeby kryteria akceptacyjne związane z obrotami
1
oraz
2
przyjmuje się według odpowiednich
– dla stosowanych środków złącznych – części EN 14399.
UWAGA Obroty
1
oraz
2
zilustrowano w EN 14399-2:2005/ Rysunek 2.
W przypadku sprawdzania kątów obrotu wykonuje się pomiar siły maksymalnego napięcia w śrubie (tj. siły
odpowiadającej wartości
1
), która to siła powinna mieć wartość nie mniejszą niż: 0,9 f
ub
A
s
, przy nominalnych
wartościach f
ub
i A
s
.
H.9 Sprawozdanie z badań
W końcowym sprawozdaniu z badań powinny znaleźć się co najmniej następujące informacje:
– data badania;
– numery identyfikacyjne partii zestawów lub rozszerzonej partii zestawów śrubowych;
s
M M
n
M
i
m
1
=
−
−
∑
(
)
2
V
s
M
M
m
M
=
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
183
– liczba zbadanych zestawów;
– rodzaj łączników;
– oznaczenia śrub, nakrętek i podkładek;
– rodzaj powłoki ochronnej lub stan wykończenia powierzchni, lub rodzaj smarowania; opis wpływu warunków
atmosferycznych na stan powierzchni;
– grubość zaciskowa w badanych próbkach;
– szczegóły dotyczące urządzenia badawczego i przyrządów pomiarowych;
– uwagi dotyczące przebiegu badań (w tym specyficznych warunków i okoliczności, jak np. obrót łba śruby);
– wyniki badań opracowane zgodnie z niniejszym załącznikiem;
– specyfikacje dotyczące dokręcania łączników z partii poddanych badaniom kontrolnym;
Sprawozdanie z badań powinno być podpisane i datowane.
Licencja PKN dla PIN 2009-12-31
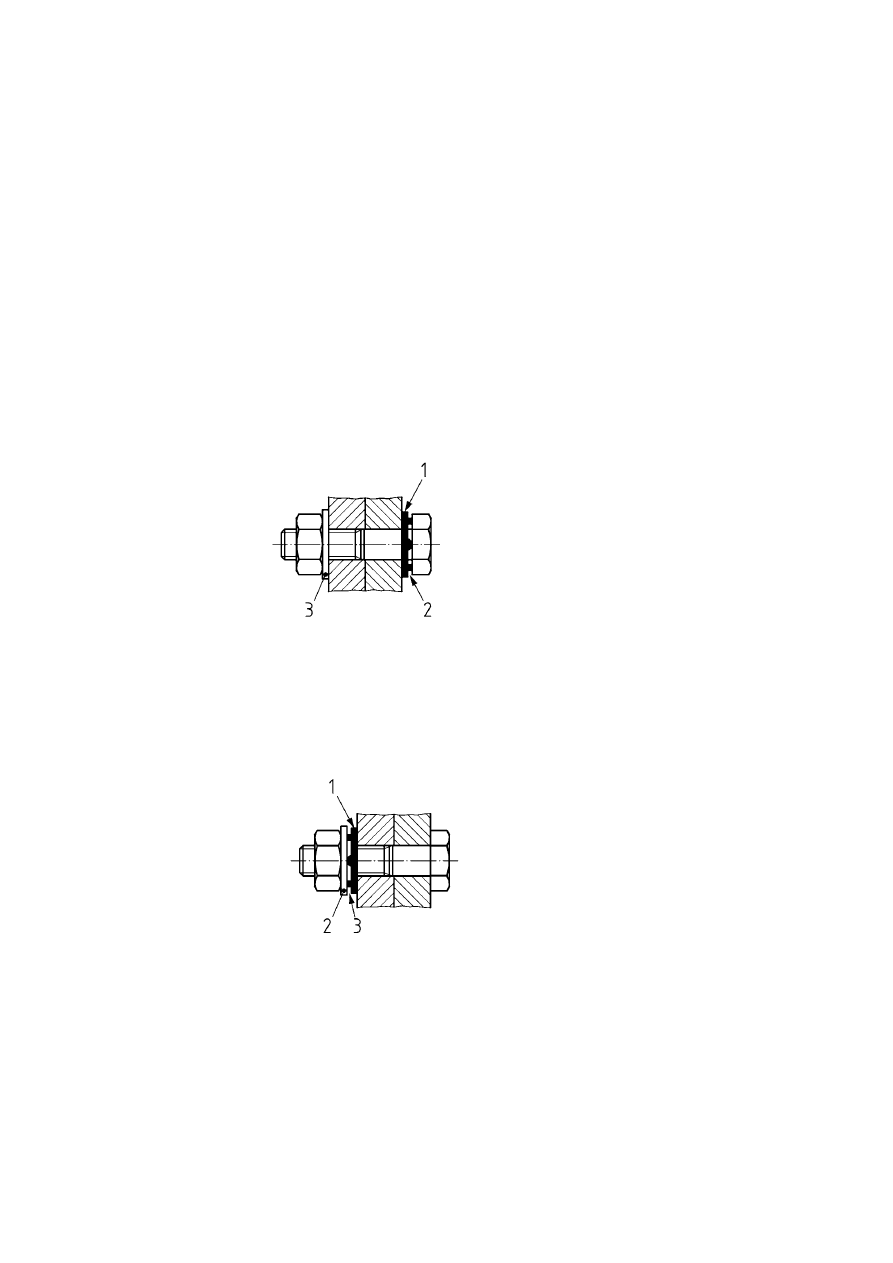
EN 1090-2:2008
184
Załącznik J
(normatywny)
Zastosowanie bezpośrednich wskaźników napięcia
J.1 Postanowienia ogólne
W niniejszym załączniku podano wymagania dotyczące osadzania sprawdzania bezpośrednich wskaźników
napięcia (DTI) w formie podkładek ze ściśliwymi wypustkami.
J.2 Osadzanie wskaźników
Na ogół wskaźniki umieszcza się pod łbem śruby, a śruba jest napinana przez obrót nakrętki, jak pokazano
na Rysunku J.1a). W wypadku ograniczonego dostępu do łba śruby, utrudniającego kontrolę szczeliny, może
okazać się konieczne umieszczenie wskaźnika pod nakrętką. W takiej sytuacji stosuje się odpowiednią pod-
kładkę między nakrętką a wypustkami wskaźnika (patrz Rysunek J.1b)).
Objaśnienia
1 wskaźnik
2 szczelina
3 podkładka pod nakrętką
UWAGA W przypadku śrub klasy 10.9 podkładkę sfazowaną stosuje się pod łbem śruby.
a) wskaźnik umiejscowiony pod łbem śruby
Objaśnienia
1 wskaźnik
2 podkładka pod nakrętką
3 szczelina
UWAGA W przypadku śrub klasy 10.9 podkładkę sfazowaną stosuje się pod łbem śruby.
b) wskaźnik umiejscowiony pod nakrętką
Rysunek J.1 – Warianty usytuowania wskaźnika przy napinaniu śrub przez obrót nakrętki
Ograniczony dostęp może powodować konieczność napinania śrub przez obrót śruby. W takim wypadku pod-
kładkę stosuje się między wypustkami wskaźnika a powierzchnią docisku nakrętki, jak pokazano na Rysun-
ku J.2a).
Licencja PKN dla PIN 2009-12-31
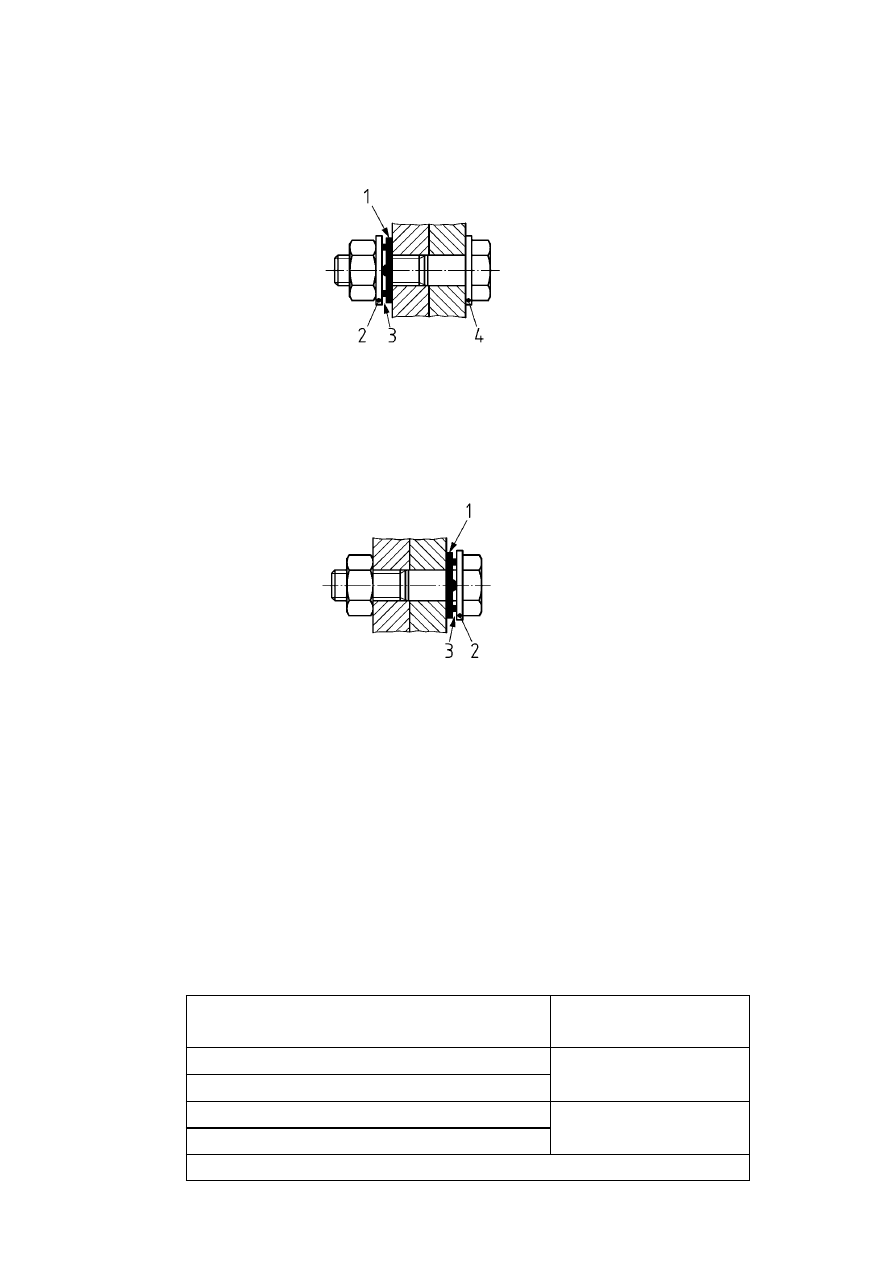
EN 1090-2:2008
185
W wypadku ograniczonej przestrzeni operacyjnej, w tym także ograniczonego dostępu do łba śruby, utrudnia-
jącego kontrolę szczeliny, może okazać się konieczne umiejscowienie wskaźnika pod łbem śruby i napięcie
śrub przez obrót śruby. W takiej sytuacji odpowiednią podkładkę stosuje się między wypustkami wskaźnika
a powierzchnią docisku łba (patrz Rysunek J.2b)).
Objaśnienia
1 wskaźnik
2 podkładka pod nakrętką
3 szczelina
4 podkładka hartowana
a) wskaźnik umiejscowiony pod nakrętką
Objaśnienia
1 wskaźnik
2 podkładka pod łbem śruby
3 szczelina
UWAGA W przypadku śrub klasy 10.9 podkładkę okrągłą stosuje się pod łbem śruby.
b) wskaźnik umiejscowiony pod łbem śruby
Rysunek J.2 – Warianty usytuowania wskaźnika przy napinaniu śrub przez obrót śruby
J.3 Sprawdzanie szczelin
W celu sprawdzenia, czy bezpośrednie wskaźniki napięcia wykazały ściśliwość zgodną z wymaganiami
prEN 14399-9, używa się szczelinomierzy określonych w Tablicy J.1.
Tablica J.1 – Grubość szczelinomierzy
Usytuowanie wskaźnika
Grubość szczelinomierza
a)
(mm)
Pod łbem, gdy obracana jest nakrętka, Rysunek J.1a)
0,40
Pod nakrętką, gdy obracana jest śruba, Rysunek J.2a)
Pod nakrętką, gdy obracana jest nakrętka, Rysunek J.1b)
0,25
Pod łbem, gdy obracany jest łeb śruby, Rysunek J.2 b)
a)
Podane wartości dotyczą zarówno wskażników typu H8, jaki i typu H10.
Licencja PKN dla PIN 2009-12-31
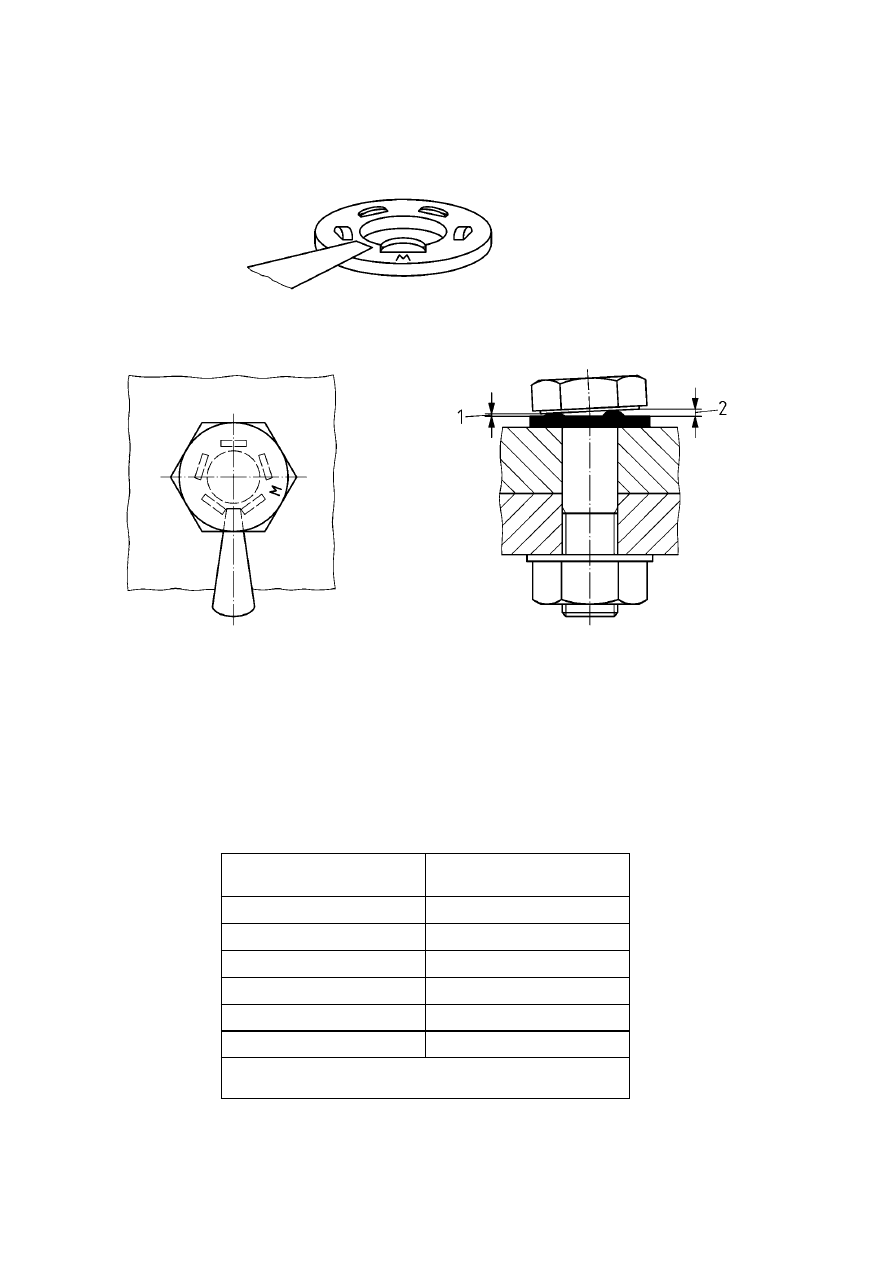
EN 1090-2:2008
186
Szczeliny między wypustkami wskaźnika sprawdza się szczelinomierzem, aby zidentyfikować punkty oporu
(tj. miejsca w których szczelinomierz napotyka opór). Szczelinomierz wprowadza się radialnie względem osi
śruby, jak pokazano na Rysunku J.3.
Objaśnienia
1 Stan oporu (gdy wielkość szczeliny uniemożliwia wsunięcie szczelinomierza)
2 Stan braku oporu (gdy możliwe jest wsunięcie szczelinomierza w szczelinę)
Rysunek J.3 – Sprawdzanie szczeliny
Wskaźnik uważa się za wystarczająco dociśnięty, gdy liczba punktów oporu spełnia odpowiedni warunek po-
dany w Tablicy J.2.
Tablica J.2 – Punkty oporu przy sprawdzaniu szczelin
Liczba wypustek wskaźnika
Minimalna liczba punktów
oporu
a)
4
3
5
3
6
4
7
4
8
5
9
5
a)
Nie więcej niż 10 % wskaźników w grupie śrub badanego połączenia
powinno wykazywać stan pełnego docisku (spłaszczenia).
Licencja PKN dla PIN 2009-12-31
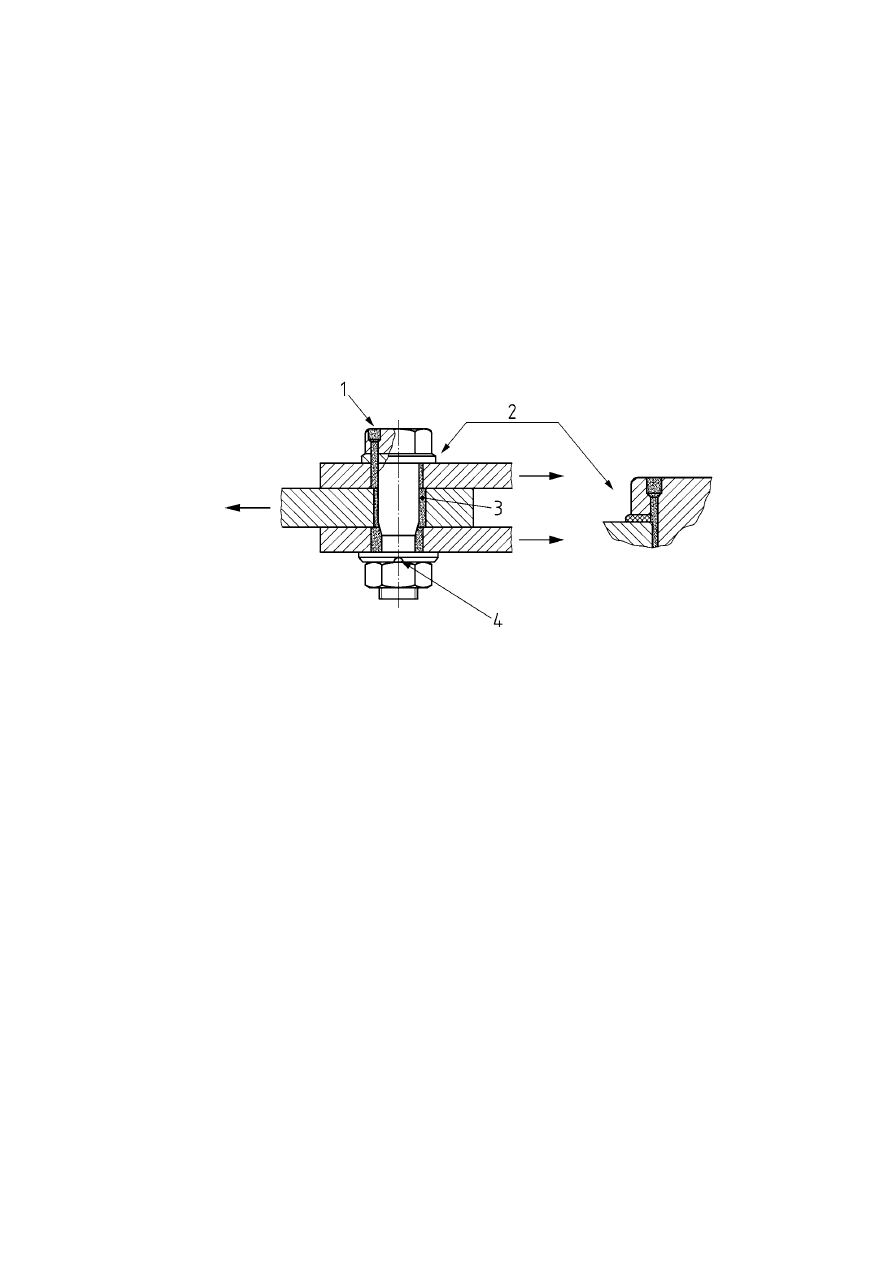
EN 1090-2:2008
187
Załącznik K
(informacyjny)
Śruby z łbem sześciokątnym z iniekcją
K.1 Postanowienia ogólne
W niniejszym załączniku podano zasady stosowania śrub z łbem sześciokątnym z iniekcją.
Śruby z iniekcją można stosować zarówno do połączeń niesprężanych, jak i sprężanych. Przestrzeń prześwitu
między śrubą a otworem wypełnia się żywicą przez mały otwór wtryskowy w łbie śruby, jak pokazano na Ry-
sunku K.1. Po stwardnieniu żywicy połączenie uważa się za odporne na poślizg.
Objaśnienia
1 otwór wtryskowy
2 podkładka sfazowana
3 żywica
4 rowek odpowietrzający w podkładce
Rysunek K.1 – Śruba z iniekcją w dwustronnym złączu zakładkowym
Śruby z iniekcją wykonuje się z materiałów określonych w Rozdziale 5 i stosuje zgodnie z wymaganiami Roz-
działu 8 oraz zaleceniami podanymi w niniejszym załączniku.
UWAGA Informacje szczegółowe podano w [50].
K.2 Otwory na śruby
Nominalny luz w otworach na śruby powinien wynosić 3 mm. Dla śrub o średnicy mniejszej niż M27 luz
w otworach można zredukować do wartości 2 mm, zgodnie z postanowieniami w 6.6 dla zwykłych otworów
okrągłych.
K.3 Śruby
Łeb śruby powinien mieć otwór wtryskowy, którego położenie i wymiary pokazano na Rysunku K.2.
W przypadku stosowania lejków innych niż plastikowe konieczne może okazać się sfazowanie krawędzi otworu
w celu uzyskania szczelnego przylegania.
Licencja PKN dla PIN 2009-12-31
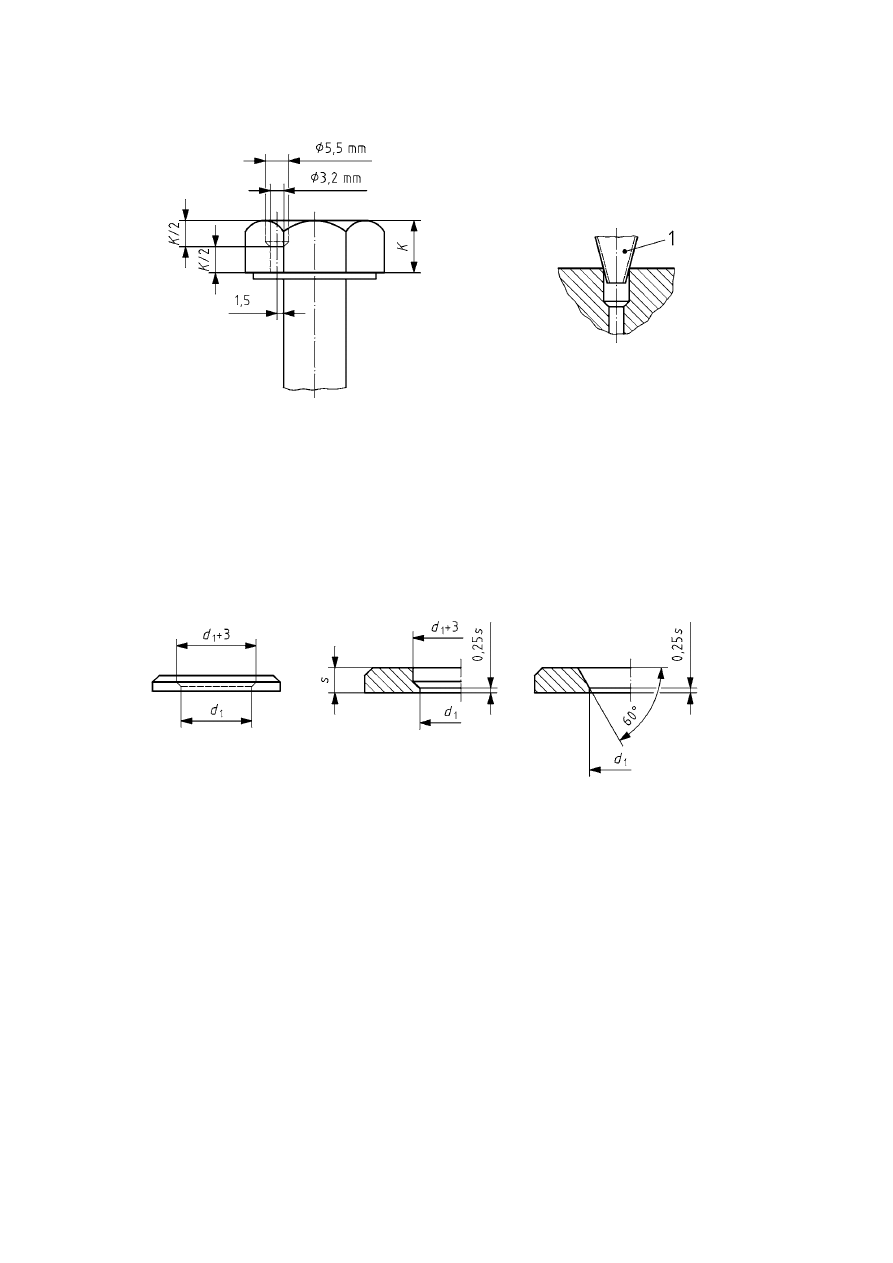
EN 1090-2:2008
188
Wymiary w milimetrach
Objaśnienie
1 lejek urządzenia wtryskowego
Rysunek K.2 – Otwór wtryskowy w łbie śruby
K.4 Podkładki
Pod łbem śruby stosuje się podkładkę specjalną o średnicy wewnętrznej co najmniej o 0,5 mm większej od śred-
nicy śruby. Otwór w podkładce powinien być jednostronnie obrobiony zgodnie z Rysunkiem K.3a) lub K.3b).
a) Otwór rozwiercony
b) Otwór sfazowany
Rysunek K.3 – Obróbka podkładki przeznaczonej pod łeb śruby
Podkładkę umieszcza się tak, aby obrobiona krawędź podkładki znajdowała się od strony łba śruby.
Pod nakrętką stosuje się podkładkę specjalną z rowkiem odpowietrzającym, jak pokazano na Rysunku K.4.
Rowek powinien być gładki i zaokrąglony.
Podkładkę umieszcza się tak, aby rowek znajdował się od strony nakrętki.
Licencja PKN dla PIN 2009-12-31
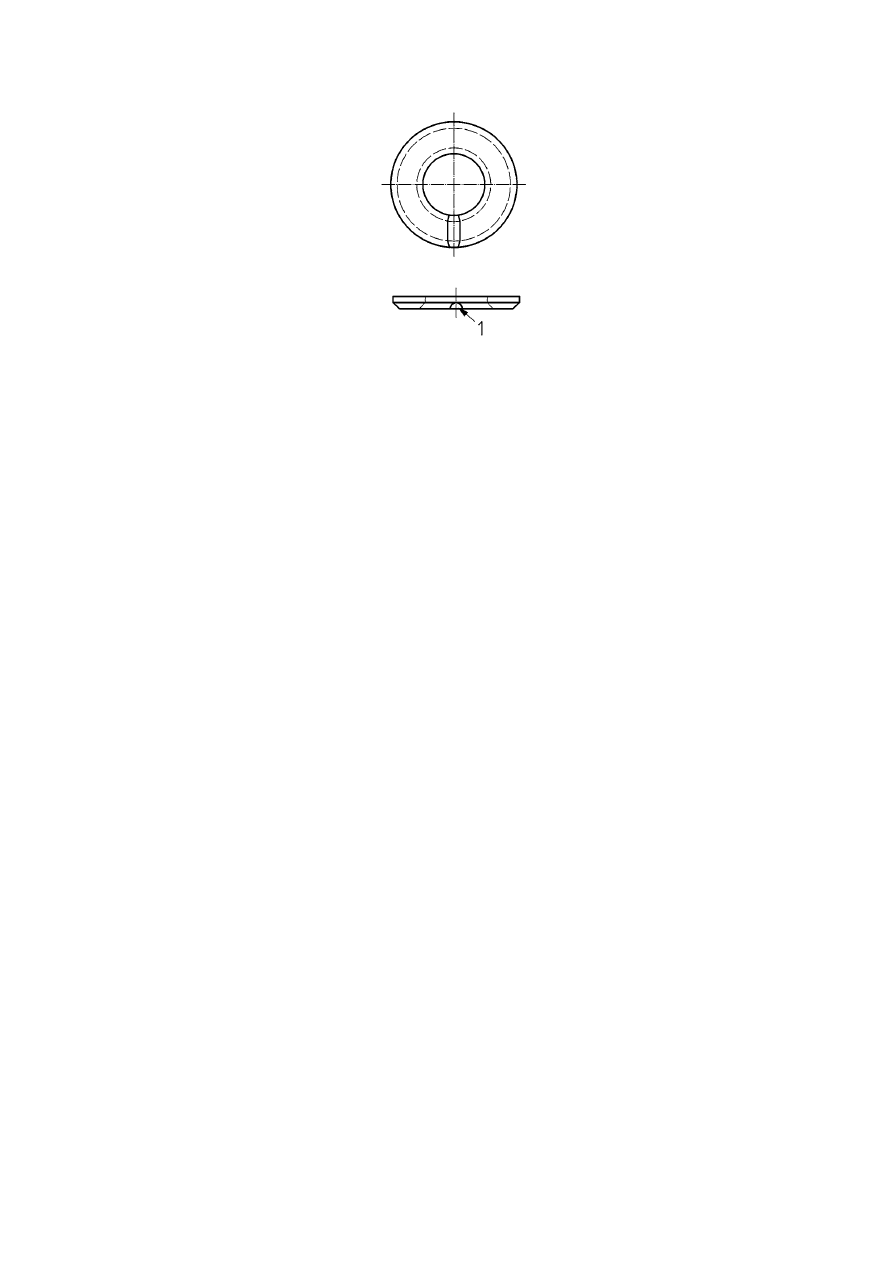
EN 1090-2:2008
189
Objaśnienie
1 rowek
Rysunek K.4 – Obróbka podkładki przeznaczonej pod nakrętkę
K.5 Nakrętki
Można przyjąć, że żywica skutecznie zabezpiecza nakrętki przed odkręceniem.
K.6 Żywica
Żywicę uzyskuje się z dwóch składników.
Po zmieszaniu składników lepkość żywicy w temperaturze otoczenia powinna umożliwiać łatwe wypełnienie
przestrzeni luzu w złączu. Z drugiej strony wyciek żywicy powinien ustać po zaprzestaniu wtrysku.
W temperaturze otoczenia czas przydatności żywicy do użytku wynosi 15 min.
W przypadku braku danych, właściwą temperaturę i czas twardnienia żywicy określa się na podstawie próby.
Obliczeniową wytrzymałość żywicy na docisk wyznacza się zgodnie z procedurą wyznaczania współczynnika
tarcia, opisaną w Załączniku G.
K.7 Dokręcanie śrub
Śruby dokręca się przed iniekcją, zgodnie z Rozdziałem 8.
K.8 Wykonywanie iniekcji
Iniekcje wykonuje się zgodnie z zaleceniami producenta wyrobu.
Temperatura żywicy powinna wynosić od 15 °C do 25 °C. W przypadku zbyt niskiej temperatury żywicę i ewen-
tualnie elementy konstrukcji podgrzewa się. W przypadku zbyt wysokiej temperatury otwór wtryskowy w łbie
i rowek w podkładce należy natychmiast po zakończeniu iniekcji zasklepić np. gliną modelarską.
Podczas iniekcji strefa połączenia powinna być sucha.
UWAGA 1 Na ogół wystarczy jeden dzień bez opadów przed rozpoczęciem iniekcji, aby pozbyć się wody.
Dobierając parametry czasowe należy mieć na uwadze to, aby żywica uległa stwardnieniu zanim konstrukcja
zostanie poddana obciążeniom eksploatacyjnym.
W razie potrzeby, w celu skrócenia czasu twardnienia, można stosować podgrzewanie.
UWAGA 2 W niektórych przypadkach, np. przy naprawie mostów, aby skrócić czas twardnienia (do około 5 h) można
– po upływie czasu żywotności żywicy – podgrzewać połączenia maksimum do temperatury 50 °C.
Licencja PKN dla PIN 2009-12-31
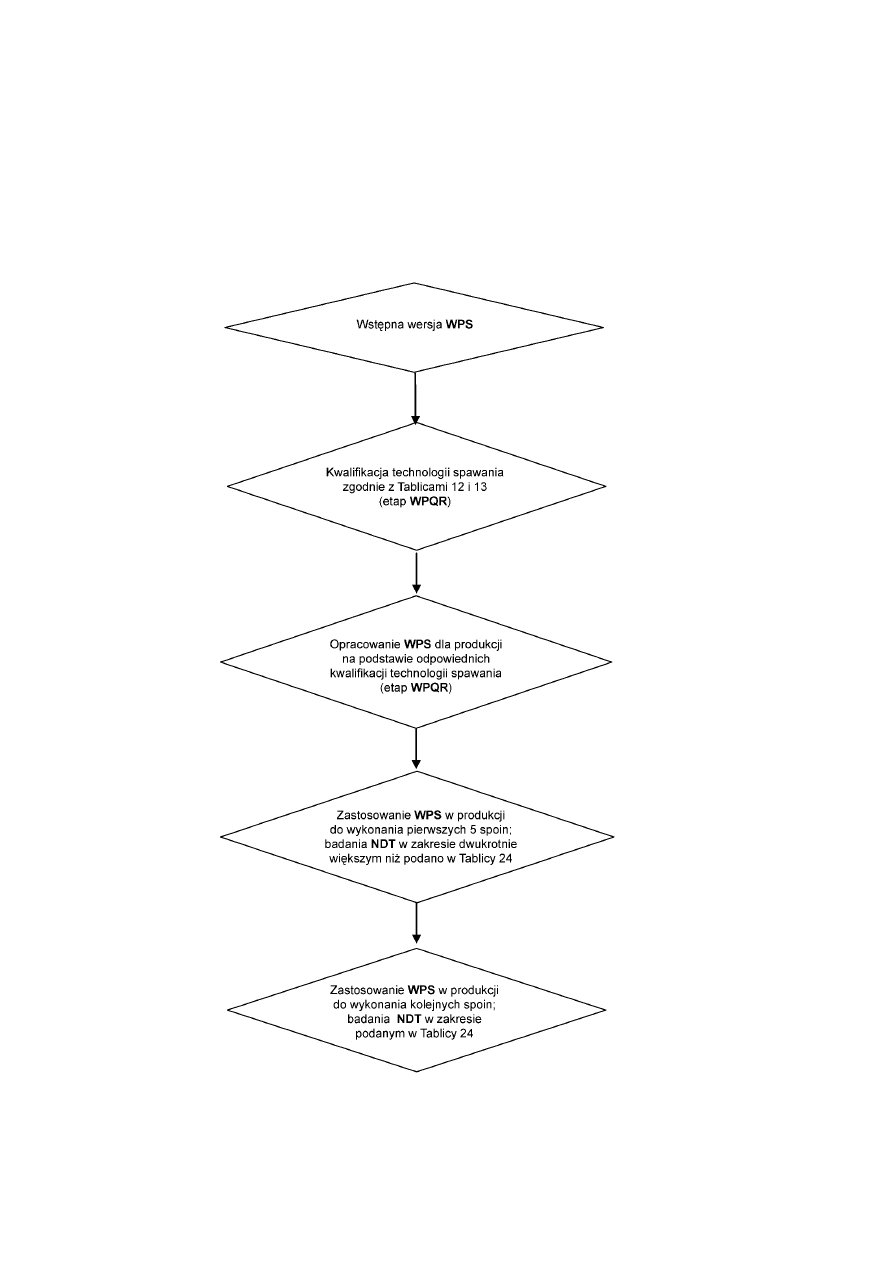
EN 1090-2:2008
190
Załącznik L
(informacyjny)
Schemat blokowy opracowywania i stosowania instrukcji
technologicznej spawania (WPS)
Rysunek L.1 – Schemat blokowy opracowania i stosowania instrukcji WPS
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
191
Załącznik M
(normatywny)
Sekwencyjna metoda kontroli łączników
M.1 Postanowienia ogólne
Kontrolę łączników metodą sekwencyjną przeprowadza się zgodnie z zasadami podanymi w ISO 2859-5.
W normie tej podano reguły postępowania odwołujące się do progresywnej analizy kolejno uzyskiwanych
wyników prób kontrolnych.
W ISO 2859-5 podano dwie metody ustalania sekwencyjnych planów badań wyrywkowych – metodę nume-
ryczną i metodę graficzną. Do kontroli łączników stosuje się metodę graficzną.
W metodzie graficznej (patrz Rysunek M.1) osi poziomej przypisuje się zmienną liczbę skontrolowanych łącz-
ników, natomiast osi pionowej – zmienną liczbę wadliwych łączników.
Linie ciągłe w przyjętym układzie współrzędnych wyznaczają trzy strefy: strefę akceptacji, strefę odrzucenia
oraz strefę kontynuacji. Dopóki wykres odpowiadający skumulowanym wynikom kontroli plasuje się w strefie
kontynuacji (wewnątrz obwiedni), kontrola jest kontynuowana do czasu, aż wykres kontrolny, przecinając ob-
wiednię, osiągnie strefę akceptacji lub odrzucenia. Osiągnięcie strefy akceptacji przesądza o zaprzestaniu prób
w ramach kontroli wyrywkowej. Poniżej podano dwa przykłady.
Objaśnienia
1 liczba skontrolowanych łączników
2 liczba wadliwych łączników
3 strefa odrzucenia
4 strefa kontynuacji (brak konkluzji)
5 strefa akceptacji
Rysunek M.1 – Przykładowa obwiednia w metodzie sekwencyjnej
PRZYKŁADY
Linia kropkowana: Łączniki 4. i 8. okazały się wadliwe. Kontrolę kontynuowano do momentu przecięcia wykresu kontrolnego
z pionowym odcinkiem obwiedni, co nastąpiło w 16. próbie (punkt A) i było równoznaczne z akceptacją wyników kontroli.
Linia przerywana: Łączniki 2., 6. i 12. okazały się wadliwe. Krzywa kontrolna, przecinając obwiednię w 12 próbie (punkt R)
znalazła się w strefie odrzucenia.
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
192
M.2 Obwiednie kontrolne
W metodzie sekwencyjnej stosuje się obwiednię kontrolną typu A (Rysunek M.2) lub obwiednię kontrolną typu B
(Rysunek M.3).
a) Obwiednia kontrolna typu A:
1) minimalna liczba łączników do kontroli: 5
2) maksymalna liczba łączników do kontroli: 16
Objaśnienia
1 liczba skontrolowanych łączników
2 liczba wadliwych łączników
Rysunek M.2 – Obwiednia kontrolna typu A
b) Obwiednia kontrolna typu B:
1) minimalna liczba łączników do kontroli: 14
2) maksymalna liczba łączników do kontroli: 40
Licencja PKN dla PIN 2009-12-31
EN 1090-2:2008
193
Objaśnienia
1 liczba skontrolowanych łączników
2 liczba wadliwych łączników
Rysunek M.3 – Obwiednia kontrolna typu B
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
194
Bibliografia
[1] prEN 1090-1, Steel and aluminium structural components – General delivery conditions
[2] EN 1990:2002, Eurocode – Basis of structural design
[3] EN 1993-1-1, Eurocode 3: Design of steel structures – Part 1-1: General rules and rules for buildings
[4] EN 1993-1-2, Eurocode 3: Design of steel structures – Part 1-2: General rules – Structural fire design
[5] EN 1993-1-3, Eurocode 3 – Design of steel structures – Part 1-3: General rules – Supplementary rules
for cold-formed members and sheeting
[6] EN 1993-1-4, Eurocode 3 – Design of steel structures – Part 1-4: General rules – Supplementary rulesfor
stainless steels
[7] EN 1993-1-5, Eurocode 3 – Design of steel structures – Part 1-5: Plated structural elements
[8] EN 1993-1-7, Eurocode 3: Design of steel structures – Part 1-7: Plated structures subject to out of plane
loading
[9] EN 1993-1-9, Eurocode 3: Design of steel structures – Part 1-9: Fatigue
[10] EN 1993-1-10, Eurocode 3: Design of steel structures – Part 1-10: Material toughness and through-thick-
ness properties
[11] EN 1993-1-11, Eurocode 3 – Design of steel structures – Part 1-11: Design of structures with tension
components
[12] EN 1993-1-12, Eurocode 3 – Design of steel structures – Part 1-12: Additional rules for the extension
of EN 1993 up to steel grades S 700
[13] EN 1993-2, Eurocode 3: Design of steel structures – Part 2: Steel Bridges
[14] EN 1993-3-1, Eurocode 3 – Design of steel structures – Part 3-1: Towers, masts and chimneys – Towers
and masts
[15] EN 1993-3-2, Eurocode 3 – Design of steel structures – Part 3-2: Towers, masts and chimneys – Chim-
neys
[16] EN 1993-4-1, Eurocode 3 – Design of steel structures – Part 4-1: Silos
[17] EN 1993-4-2, Eurocode 3 – Design of steel structures – Part 4-2: Tanks
[18] EN 1993-4-3, Eurocode 3 – Design of steel structures – Part 4-3: Pipelines
[19] EN 1993-5, Eurocode 3 – Design of steel structures – Part 5: Piling
[20] EN 1993-6, Eurocode 3 – Design of steel structures – Part 6: Crane supporting structures
[21] EN 1994 (all parts), Eurocode 4: Design of composite steel and concrete structures
[22] EN 1998-1, Eurocode 8: Design of structures for earthquake resistance – Part 1: General rules, seismic
actions and rules for buildings
[23] EN 10020, Definition and classification of grades of steel
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
195
[24] EN 10027-1, Designation systems for steels – Part 1: Steel names
[25] EN 10027-2, Designation systems for steel – Part 2: Numerical system
[26] EN 10079, Definition of steel products
[27] EN 10162, Cold rolled steel sections – Technical delivery conditions – Dimensional and cross-sectional
tolerances
[28] EN 13001-1, Crane – General design – Part 1: General principles and requirements
[29] CEN ISO/TR 3834-6, Quality requirements for fusion welding of metallic materials – Part 6: Guidelineson
implementing ISO 3834 (ISO/TR 3834-6:2007)
[30] EN ISO 2320, Prevailing torque type steel hexagon nuts – Mechanical and performance properties
(ISO 2320:1997)
[31] EN ISO 7040, Prevailing torque type hexagon nuts (with non-metallic insert), style 1 – Property classes 5,
8 and 10 (ISO 7040:1997)
[32] EN ISO 7042, Prevailing torque type all-metal hexagon nuts – Property classes 5, 8, 10 and 12
(ISO 7042:1997)
[33] EN ISO 7719, Prevailing torque type all-metal hexagon nuts, style 1 – Property classes 5, 8 and
10(ISO 7719:1997)
[34] EN ISO 10511, Prevailing torque type hexagon thin nuts (with non-metallic insert) (ISO 10511:1997)
[35] EN ISO 10512, Prevailing torque type hexagon nuts (with non-metallic insert), style 1, with metric fine
pitch thread – Property classes 6, 8 and 10 (ISO 10512:1997)
[36] EN ISO 10513, Prevailing torque type all-metal hexagon nuts, style 2, with metric fine pitch thread – Prop-
erty classes 8, 10 and 12 (ISO 10513:1997)
[37] EN ISO 9000, Quality management systems – Fundamental and vocabulary (ISO 9000:2005)
[38] EN ISO 21670, Hexagon weld nuts with flange (ISO 21670:2003)
[39] EN ISO 17652-2, Welding – Test for shop primers in relation to welding and allied processes – Part 2:
Welding properties of shop primers (ISO 17652-2:2003)
[40] ISO 1803, Building construction – Tolerances – Expression of dimensional accuracy – Principles andter-
minology
[41] ISO 3443-1, Tolerances for building – Part 1: Basic principles for evaluation and specification
[42] ISO 3443-2, Tolerances for building – Part 2: Statistical basis for predicting fit between componentshaving
a normal distribution of sizes
[43] ISO 3443-3, Tolerances for building – Part 3: Procedures for selecting target size and predicting fit
[44] ISO 10005, Quality management systems – Guidelines for quality plans
[45] ISO/TR 15608, Welding – Guidelines for a metallic material grouping system
[46] ISO/TR 17663, Welding – Guidelines for quality requirements for heat treatment in connection with weld-
ing and allied processes
Licencja PKN dla PIN 2009-12-31

EN 1090-2:2008
196
[47] ISO/TR 20172, Welding – Grouping systems for materials – European materials
[48] ASTM A325-06, Standard Specification for Structural Bolts, Steel, Heat Treated, 120/105 ksi Minimum
Tensile Strength
[49] FORCE Technology Report No. 94.34, Reference colour charts for purity of purging gas in stainless steel
tubes. J. Vagn Hansen. revised May 2006
[50] ECCS No 79, European recommendations for bolted connections with injection bolts; August 1994
[51] BCSA and Galvanizers Association Publication No. 40/05 – Galvanizing structural steelwork – An ap-
proach to the management of liquid metal assisted cracking; 2005
[52] DASt-Ri 022 Guidance for hot dip zinc coating (in preparation)
Licencja PKN dla PIN 2009-12-31

Licencja PKN dla PIN 2009-12-31

Polski Komitet Normalizacyjny
ul. Świętokrzyska 14, 00-050 Warszawa
http://www.pkn.pl
ISBN 978-83-251-8898-6
Licencja PKN dla PIN 2009-12-31
Document Outline
- PN-EN 1090-2
- Przedmowa krajowa
- EN 1090-2
- Spis treści
- Przedmowa
- Wstęp
- 1 Zakres normy
- 2 Powołania normatywne
- 3 Terminy i definicje
- 4 Specyfikacje i dokumentacja
- 5 Wyroby konstrukcyjne
- 5.1 Postanowienia ogólne
- 5.2 Identyfikacja i dokumenty kontrolne
- 5.3 Wyroby hutnicze ze stali konstrukcyjnej
- 5.4 Odlewy staliwne
- 5.5 Materiały dodatkowe do spawania
- 5.6 Łączniki mechaniczne
- 5.6.1 Postanowienia ogólne
- 5.6.2 Terminologia
- 5.6.3 Zestawy śrubowe do połączeń niesprężanych
- 5.6.4 Zestawy śrubowe do połączeń sprężanych
- 5.6.5 Bezpośrednie wskaźniki napięcia
- 5.6.6 Zestawy śrubowe ze stali trudnordzewiejącej
- 5.6.7 Kotwie fundamentowe
- 5.6.8 Środki blokujące
- 5.6.9 Podkładki klinowe
- 5.6.10 Nity
- 5.6.11 Łączniki do elementów cienkościennych
- 5.6.12 Łączniki specjalne
- 5.6.13 Dostawa i identyfikacja
- 5.7 Kołki i łączniki do zespolenia z betonem
- 5.8 Podlewki
- 5.9 Złącza dylatacyjne do mostów
- 5.10 Liny o wysokiej wytrzymałości, druty i zakończenia
- 5.11 Łożyska
- 6 Obróbka i scalanie
- 7 Spawanie
- 7.1 Postanowienia ogólne
- 7.2 Plan spawania
- 7.3 Procesy spawalnicze
- 7.4 Kwalifikowanie technologii i personelu spawalniczego
- 7.5 Przygotowanie i wykonywanie spawania
- 7.5.1 Przygotowanie brzegów
- 7.5.2 Przechowywanie i stosowanie materiałów dodatkowych
- 7.5.3 Ochrona przed wpływami atmosferycznymi
- 7.5.4 Scalanie i spawanie
- 7.5.5 Podgrzewanie wstępne
- 7.5.6 Przyłączenia tymczasowe
- 7.5.7 Spoiny sczepne
- 7.5.8 Spoiny pachwinowe
- 7.5.9 Spoiny czołowe
- 7.5.10 Spawanie stali trudnordzewiejącej
- 7.5.11 Połączenia rozgałęźne rur
- 7.5.12 Zgrzewanie kołków
- 7.5.13 Spoiny otworowe
- 7.5.14 Spoiny punktowe w elementach cienkościennych
- 7.5.15 Inne rodzaje spoin
- 7.6 Kryteria akceptacji
- 7.7 Spawanie stali nierdzewnych
- 8 Łączenie mechaniczne
- 8.1 Postanowienia ogólne
- 8.2 Stosowanie zestawów śrubowych
- 8.3 Dokręcanie śrub w połączeniach niesprężanych
- 8.4 Przygotowanie powierzchni styków w połączeniach ciernych
- 8.5 Dokręcanie śrub w połączeniach sprężanych
- 8.6 Śruby pasowane
- 8.7 Nity osadzane na gorąco
- 8.8 Łączenie elementów cienkościennych
- 8.9 Stosowanie specjalnych łączników i metod
- 8.10 Korozja cierna stali nierdzewnych
- 9 Montaż
- 10 Zabezpieczenie powierzchni
- 11 Tolerancje geometryczne
- 12 Kontrola, badania i działania korygujące
- Załącznik A(normatywny)Informacje dodatkowe, wykaz opcji i wymagań związanych z klasami wykonania
- Załącznik B(informacyjny)Wytyczne ustalania klas wykonania
- Załącznik C(informacyjny)Lista kontrolna zawartości planu jakości
- Załącznik D(normatywny)Tolerancje geometryczne
- D.1 Tolerancje podstawowe
- D.1.1 Podstawowe tolerancje wytwarzania – Kształtowniki spawane
- D.1.2 Podstawowe tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach
- D.1.3 Podstawowe tolerancje wytwarzania – Pasy kształtowników spawanych
- D.1.4 Podstawowe tolerancje wytwarzania – Blachownice skrzynkowe
- D.1.5 Podstawowe tolerancje wytwarzania – Żebra środników w kształtownikachi blachownicach
- D.1.6 Podstawowe tolerancje wytwarzania – Płyty pomostowe użebrowane
- D.1.7 Podstawowe tolerancje wytwarzania – Blachy profilowane na zimno
- D.1.8 Podstawowe tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte
- D.1.9 Podstawowe tolerancje wytwarzania – Powłoki walcowe i stożkowe
- D.1.10 Podstawowe tolerancje wytwarzania – Elementy kratowe
- D.1.11 Podstawowe tolerancje montażu – Słupy jednokondygnacyjne
- D.1.12 Podstawowe tolerancje montażu – Słupy wielokondygnacyjne (ciągłe)
- D.2 Tolerancje funkcjonalne
- D.2.1 Funkcjonalne tolerancje wytwarzania – Kształtowniki spawane
- D.2.2 Funkcjonalne tolerancje wytwarzania – Kształtowniki gięte na zimno na prasach
- D.2.3 Funkcjonalne tolerancje wytwarzania – Pasy kształtowników spawanych
- D.2.4 Funkcjonalne tolerancje wytwarzania – Spawane blachownice skrzynkowe
- D.2.5 Funkcjonalne tolerancje wytwarzania – Środniki w spawanych kształtownikachi blachownicach skrzynkowych
- D.2.6 Funkcjonalne tolerancje wytwarzania – Żebra środników w spawanychkształtownikach i blachownicach skrzynkowych
- D.2.7 Funkcjonalne tolerancje wytwarzania – Elementy składowe
- D.2.8 Funkcjonalne tolerancje wytwarzania – Otwory na łączniki, wycięcia i brzegi cięte
- D.2.9 Funkcjonalne tolerancje wytwarzania – Styki i podstawy słupów
- D.2.10 Podstawowe tolerancje wytwarzania – Elementy kratowe
- D.2.11 Funkcjonalne tolerancje wytwarzania – Płyty użebrowane
- D.2.12 Funkcjonalne tolerancje wytwarzania – Wieże i maszty
- D.2.13 Funkcjonalne tolerancje wytwarzania – Blachy profilowane na zimno
- D.2.14 Funkcjonalne tolerancje wytwarzania – Płyty pomostowe w mostach
- D.2.15 Funkcjonalne tolerancje montażu – Mosty
- D.2.16 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 1/3)
- D.2.17 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 2/3)
- D.2.18 Funkcjonalne tolerancje montażu – Płyty pomostowe w mostach (arkusz 3/3)
- D.2.19 Funkcjonalne tolerancje wytwarzania i montażu – Belki podsuwnicowe i szyny
- D.2.20 Funkcjonalne tolerancje ustawienia – Fundamenty betonowe i zakotwienia
- D.2.21 Funkcjonalne tolerancje montażu –Tory belek podsuwnicowych
- D.2.22 Funkcjonalne tolerancje montażu – Ustawienie słupów
- D.2.23 Funkcjonalne tolerancje montażu – Słupy jednokondygnacyjne
- D.2.24 Funkcjonalne tolerancje montażu – Słupy wielokondygnacyjne (ciągłe)
- D.2.25 Funkcjonalne tolerancje montażu – Szkielety budynków
- D.2.26 Funkcjonalne tolerancje montażu – Belki w budynkach
- D.2.27 Funkcjonalne tolerancje montażu – Poszycie dachu zaprojektowane jakowspółpracujące tarczowo ze szkieletem
- D.2.28 Funkcjonalne tolerancje montażu – Poszycie ze stalowej blachy profilowanej
- D.1 Tolerancje podstawowe
- Załącznik E(informacyjny)Węzły spawane konstrukcji z kształtowników rurowych
- Załącznik F(normatywny)Zabezpieczenie przed korozją
- Załącznik G(normatywny)Wyznaczanie współczynnika tarcia
- Załącznik H(normatywny)Ustalanie momentów dokręcania dla śrub sprężających
- Załącznik J(normatywny)Zastosowanie bezpośrednich wskaźników napięcia
- Załącznik K(informacyjny)Śruby z łbem sześciokątnym z iniekcją
- Załącznik L(informacyjny)Schemat blokowy opracowywania i stosowania instrukcjitechnologicznej spawania (WPS)
- Załącznik M (normatywny)Sekwencyjna metoda kontroli łączników
- Bibliografia
Wyszukiwarka
Podobne podstrony:
PN EN 1991 3 2009
PN EN 1427 z 2009 Asfalty i lepiszcza asfaltowe Oznaczanie temperatury mięknienia Metoda Pierścień i
PN EN 12596 2009 próżniowa kapilara
PN EN 1991 3 2009 Ap1 2010
PN EN 1090 1 A1 2012P
PN EN 1991 3 2009
PN EN 1427 z 2009 Asfalty i lepiszcza asfaltowe Oznaczanie temperatury mięknienia Metoda Pierścień i
PN EN 1427 z 2009 Asfalty i lepiszcza asfaltowe Oznaczanie temperatury mięknienia Metoda Pierścień i
PN EN 62305 3 2009(1)
Dokumentacja systemu zarządzania jakością w oparciu o normę PN EN ISO?01 2009 (2)
PN EN 1994 1 1 2008 AC 2009
PN EN 1991 1 3 2005 AC 2009
PN EN 1991 1 5 2005 AC 2009
PN EN 1995 1 2 2008 AC 2009
PN EN 1991 1 4 2008 AC 2009
PN EN 1991 1 1 2004 AC 2009
PN EN ISO 9001 2009
PN EN 1993 1 1 2006 AC 2009
więcej podobnych podstron