E.Michlowicz: IMW– Narzędzia poprawy produktywności
1
WYKŁAD 3
NARZĘDZIA POPRAWY PRODUKTYWNOŚCI
1. Systemy sterowania produkcją
W produkcyjnych systemach logistycznych dąży się do integracji wszelkich
działań przedsiębiorstwa, co oznacza łączenie w jeden „łańcuch” wytwarzania,
zaopatrzenia, zbytu, gospodarki materiałowej i magazynowej oraz integracji tych
„ogniw” z funkcjami zarządzania przedsiębiorstwem. W takim ujęciu
podstawowym kryterium oceny funkcjonowania przedsiębiorstwa jest najczęściej
zysk uzyskiwany z prowadzonej działalności, a nie ilość wyprodukowanych
wyrobów.
W systemach MRP wielkości i terminy zleceń ustalane są centralnie i z
wyprzedzeniem. Wymaga to przygotowania i przetworzenia ogromnej liczby
danych.
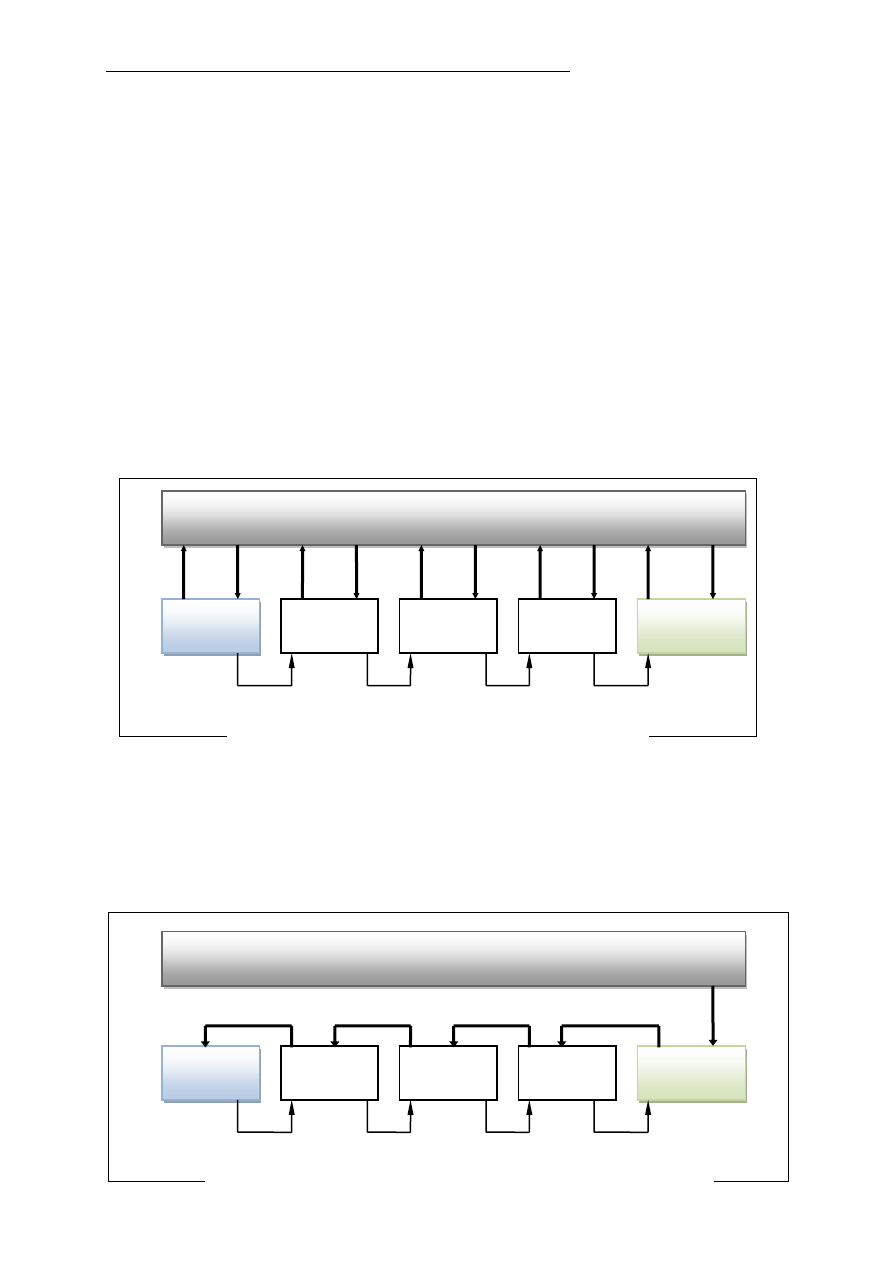
Systemy MRP I są typowymi systemami tłoczącymi, tj. systemami,
w których wielkość i termin zlecenia są ustalane centralnie, przy czym wielkość
zamówienia jest funkcją popytu.
Systemy MRP II są rozwinięciem systemów MRP I na pozostałe sfery
działalności przedsiębiorstwa. System MRP II umożliwia wielopoziomowe
planowanie (także sterowanie) wykorzystania wszystkich zasobów
przedsiębiorstwa: materiałów, urządzeń, finansów, personelu. Jest to system
typu ssącego, w którym nie występuje centralne zlecenie dla poszczególnych
komórek, a wielkości zleceń dla kolejnych faz procesu wynikają z aktualnego
popytu zgłaszanego przez pozostałe komórki produkcyjne.
Zasadę systemu ssącego przedstawiono na rysunku 2.
Zlecenie scentralizowane
TŁOCZĄCE
Materiał
wejściowy
Obróbka
wstępna
Obróbka
zasadnicza
Montaż
Produkt
gotowy
Rys. 1. Schemat systemu tłoczącego
Zlecenie wg popytu
SSĄCE
Materiał
wejściowy
Obróbka
wstępna
Obróbka
zasadnicza
Montaż
Produkt
gotowy
Rys. 2. Schemat systemu ssącego
E.Michlowicz: IMW– Narzędzia poprawy produktywności
2
Rozwinięcie systemu MRP II jest system ERP (Enterprise Resources
Planning), albo po prostu MRP III - (Money Resources Planning) -
Planowanie Zasobów Finansowych .
2. Metody i systemy sterowania produkcją
Logistyka z dużym skutkiem wprowadziła do przedsiębiorstw wiele nowych
metod i narzędzi znanych jako Lean Management (Manufacturing, Production)
- Odchudzone zarządzanie (wytwarzanie, produkcja).
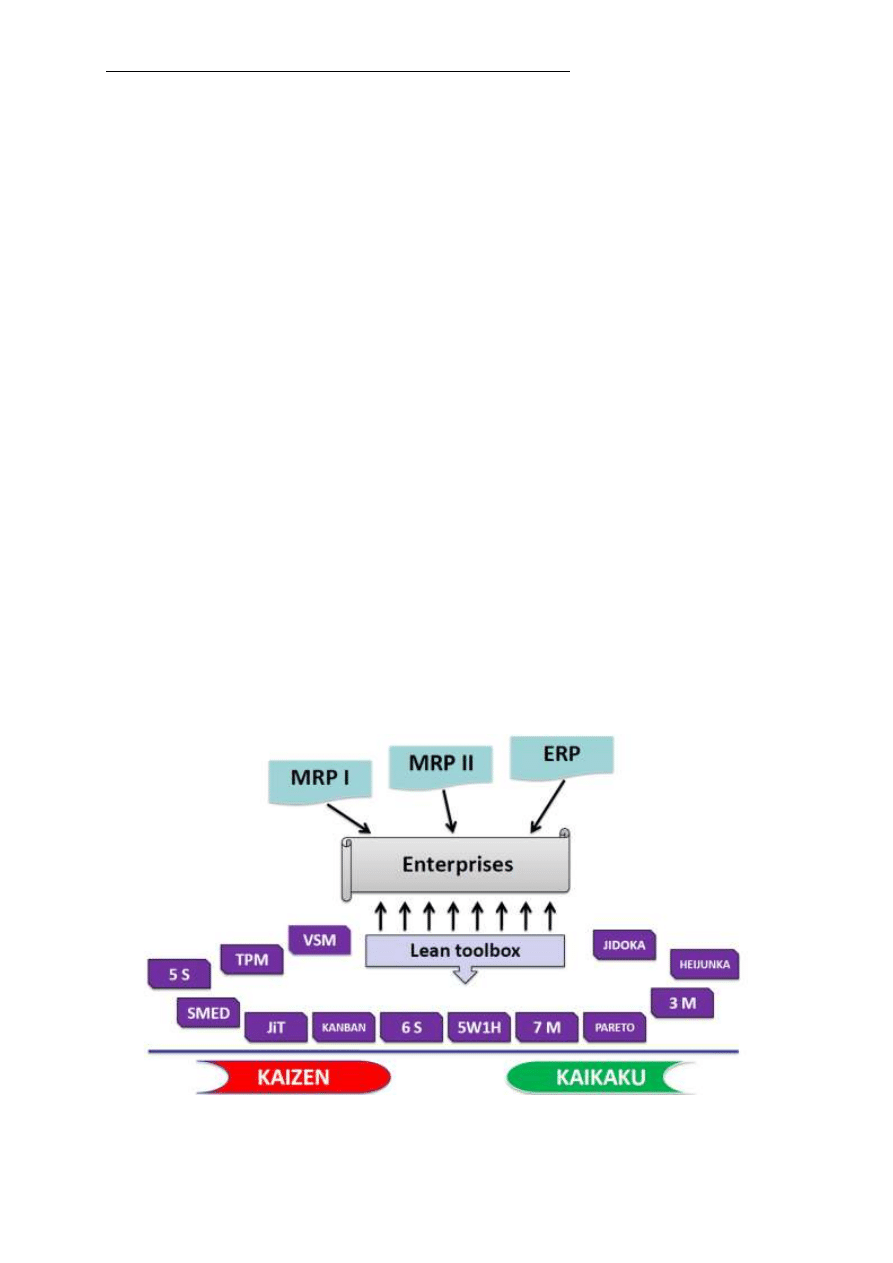
Coraz częściej metody te występują w literaturze pod nazwą The Lean
toolbox (rys. 3) i obejmują, m.in.:
- metodę VSM (Value Stream Mapping) – mapowania strumienia wartości,
- metodę TPM (Total Productive maintenance) - totalnego utrzymania maszyn,
- metodę 5 S (5 Pillars of the Visual Workplace) - pięciu filarów wizualizacji
miejsca pracy,
- metodę SMED (Single Minute Exchange of Die) -szybkiego przezbrajania
maszyn,
- system JiT (Just in Time) – sterowania przepływami dokładnie na czas,
- system Kanban – organizacji i sterowania przy pomocy kart,
- metoda 6 S (Six Sigma) – odpowiednia jakość produktów,
- metoda 5W1H (5 why and 1 how) – poznanie przyczyny problemu,
- metoda 7 M (7 Muda, 7 Wastes) – eliminowanie strat i marnotrawstwa w
procesach,
- zasada Pareto (Pareto principle) – wpływ przyczyn na wyniki,
- zasada 3 M (Muri, Mura, Muda) – eliminowanie trzech podstawowych strat w
przemyśle,
- technika Heijunka (Sequencer) – poziomowanie produkcji,
- technika Jidoka (Autonomation) – możliwość zatrzymania linii lub procesu,
- proces Kaizen – ewolucyjny proces ciągłego doskonalenia,
- proces Kaikaku – innowacja, gwałtowna zmiana na lepsze.
Rys. 3. Przykładowe narzędzia Lean toolbox
E.Michlowicz: IMW– Narzędzia poprawy produktywności
3
Jedną z najistotniejszych cech Lean Management jest preferowanie pracy
grupowej i przeniesienie odpowiedzialności za jakość produkcji na
stanowiska pracy. Wymaga to oczywiście załogi wysoko wykwalifikowanej,
ciągle dokształcanej i rozwijającej się.
Drugą istotną cechą Lean Management jest tzw. kaizen, który oznacza presję
na ciągłe ulepszenie wszystkiego w zakładzie i przez wszystkich !
Podstawowe zasady stosowane w idei Lean Management można podzielić na
dwie grupy:
zasady obowiązujące wewnątrz przedsiębiorstwa,
zasady dotyczące powiązań zewnętrznych.
Podstawowe zasady odnoszące się do powiązań zewnętrznych (z
otoczeniem systemu przedsiębiorstwa) dotyczą najczęściej stopnia niezależności
firmy, (tzw. piramida zależności wewnątrz firmy) lub jej powiązań
kooperacyjnych (np. „outsourcing” - zlecanie na zewnątrz) oraz rozwiązania
zagadnienia „zrobić czy kupić ?” (zasada „make or buy”).
Tab.1. Zasady stosowane przez Lean Management wewnątrz przedsiębiorstwa
L.p.
Opis zasady
1.
Praca w grupach i zespołach.
2.
Przenoszenie odpowiedzialności na najniższy szczebel - jeżeli nie
można uzyskać pożądanej jakości, należy pracę przerwać i żądać
pomocy.
3.
Sprzężenie zwrotne (feedback) - reakcje otoczenia są informacją dla
sterowania własnym działaniem.
4.
Orientacja „na klienta” - życzenia klienta (szeroko rozumianego)
uzyskują najwyższy priorytet w działaniu.
5.
Likwidacja pośrednich szczebli zarządzania - spłaszczanie struktur
organizacyjnych firmy.
6.
Usuwanie błędu u podstaw i stałe ulepszanie - każdy błąd jest
traktowany jako zakłócenie realizacji procesu i wymaga usunięcia
przyczyn jego powstawania. Stałe ulepszanie jest jednocześnie
codziennością personelu.
7.
Standaryzacja - maksymalnie uproszczone pisemne (lub graficzne)
instrukcje do każdego stanowiska.
JUST IN TIME
Podstawowym celem systemu JIT („dokładnie na czas”, „we właściwym
czasie”) jest realizacja życzeń klienta w zakresie jakości, ilości i terminu dostawy
zamawianego materiału (części) po możliwie optymalnym koszcie.
W logistyce produkcji zasada JIT oznacza wytwarzanie „dokładnie na
czas”, w którym występuje zapotrzebowanie na dane części, a jednocześnie
produkcję tylko takiej liczby wyrobów, które można sprzedać.
Podstawowe cele produkcji zgodnej z JIT są następujące:
Produkowanie tylko tego, czego żąda klient
(dla producenta części, półwyrobów klientem może być oczywiście inny
producent, wykorzystujący te części w swojej produkcji),
Wytwarzanie wyrobów z częstotliwością wymaganą przez klienta
(polega na wytwarzaniu wytworów w takich partiach, jakie wynikają z
uzgodnień z zamawiającym, bez zbędnej nadprodukcji „do magazynu”),
Wytwarzanie wyrobów o wymaganej przez klienta jakości
E.Michlowicz: IMW– Narzędzia poprawy produktywności
4
(polega na poprawnym wykonaniu wytworów „za pierwszym razem”, bez
reklamacji i poprawiania błędów),
Ciągłe wytwarzanie
(oznacza wytwarzanie bez przerw w produkcji, co w konsekwencji może się
wiązać z niepełnym wykorzystaniem zdolności produkcyjnych; produkcja
powinna przebiegać zgodnie z planowaniem typu ssącego, a więc np. MRP II),
Wytwarzanie bez strat czasu pracy, wyposażenia i potrzebnych materiałów
(oznacza prowadzenie procesu wytwarzania w warunkach optymalnych:
produkcja odpowiednio zaplanowana, materiał dostępny wtedy, kiedy jest
wymagany, personel doskonale przygotowany),
Wytwarzanie takimi metodami, które umożliwiają stały rozwój personelu
(wymaga to ciągłego rozwoju kadry i systemu szkoleń; jednocześnie jest to
przeciwieństwo tradycyjnego podziału pracowników na „twórczych” i
„pozostałych”).
KANBAN
Kanban (karta, kartka, naklejka) jest systemem sterowania produkcją
bazującym na ogólnej teorii systemów. Przedsiębiorstwo jest zatem systemem
traktowanym jako pewna wydzielona z otoczenia organiczna całość. System
został opracowany w japońskich zakładach Toyoty.
Cechą charakterystyczną systemu Kanban jest dążenie do minimalizacji czasu
trwania cyklu produkcyjnego. W systemie tym zaopatrzenie, produkcja i
dystrybucja realizowane są wg zasady JIT -
„dokładnie na czas”. Przedsiębiorstwa
funkcjonujące w systemie Kanban nie
posiadają
magazynów
przed
-
i
poprodukcyjnych,
a
konieczne
magazynowanie
międzyoperacyjne
jest
ograniczone do niezbędnego minimum. Jak
więc z tego wynika tylko w specyficznych
systemach produkcji stosowanie systemu
Kanban
jest
możliwe
(np.
w
konwergencyjnych systemach przemysłu
motoryzacyjnego).
System
Kanban
jest
typowym
systemem „ssącym” i wykorzystuje dwie
podstawowe karty (kanbany):
kartę przepływu (ruchu),
kartę produkcji.
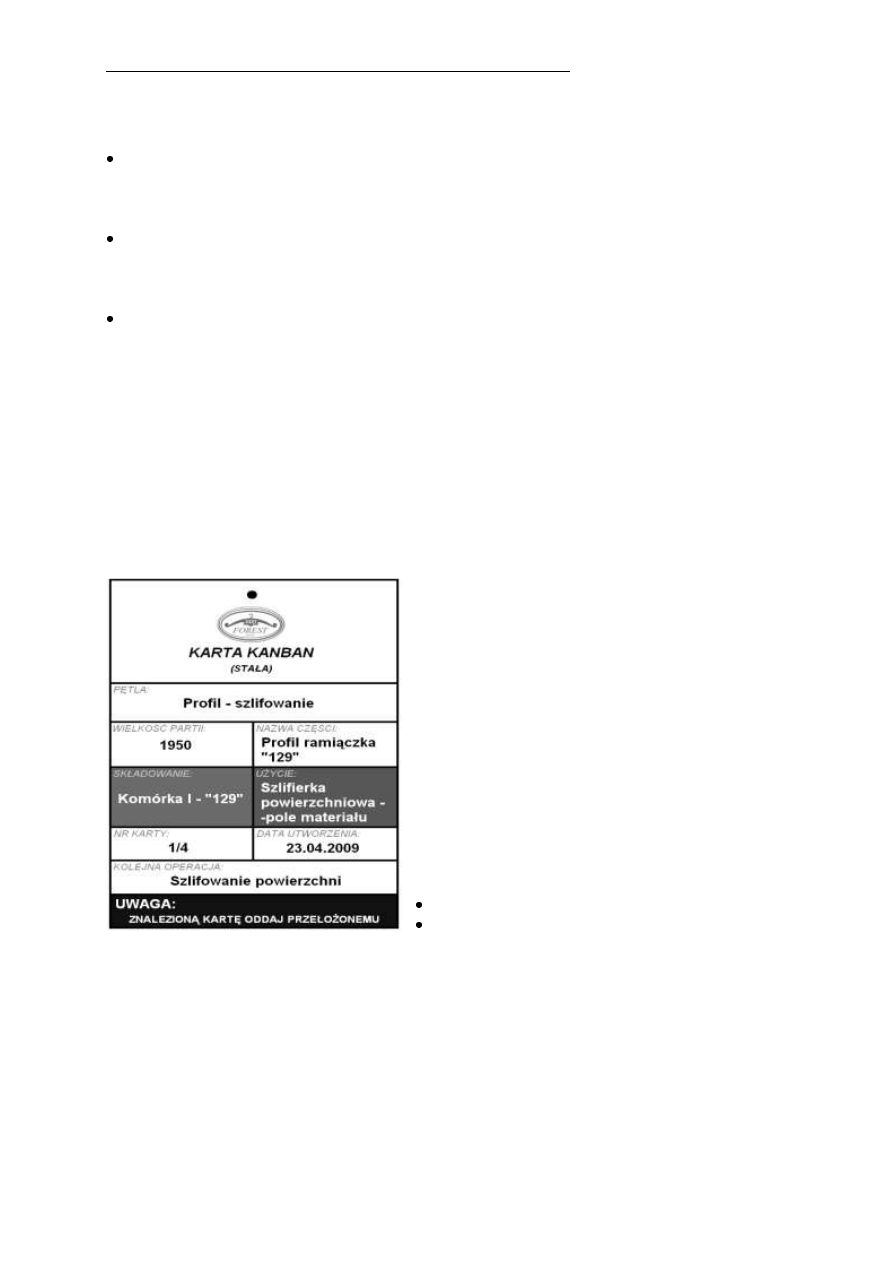
Rys. 4. Karta Kanban w procesie produkcji
wieszaków
Karta „ruchu” służy do zamawiania części i jest sygnałem do przemieszczenia
pojemnika z zamówionymi częściami od miejsca wytworzenia (nadania) do
miejsca wykorzystania (odbioru).
Karta „produkcyjna” umieszczona w pojemniku z częściami (przez dostawcę
zewnętrznego lub inną komórkę zakładu) jest transportowana do odpowiednich
stanowisk montażu i jest sygnałem do wytwarzania zespołów w odpowiedniej
ilości.
E.Michlowicz: IMW– Narzędzia poprawy produktywności
5
Każda karta wystawiana przez „nadawcę” jest jednocześnie zleceniem dla
„odbiorcy”, czyli dla źródła produkcyjnego wystawiającego zamówienie.
Informacje zawarte w karcie Kanban są następujące:
rodzaj i numer pojemnika,
nazwa i rodzaj części,
wielkość partii,
miejsce wystawienia,
data i godzina wystawienia,
nazwa wytwarzającego części,
żądany termin dostawy.
METODA 5 S (Pięć filarów wizualizacji miejsca pracy)
5S - metoda organizacji pracy polegająca na podnoszeniu jakości i
produktywności poprzez eliminację strat wynikających z braku porządku w
miejscu pracy. Najczęściej stosowana jest bezpośrednio w systemach produkcji,
jednak można ją również stosować do innych rodzajów prac np. biurowych.
Zakłada ona całkowite zaangażowanie całej załogi w proces usprawniania, który
jest realizowany w pięciu etapach.
Pięć filarów stanowią:
Filar1. Selekcja (Seiri, Sorting)- usunięcie ze stanowiska pracy wszystkich
przedmiotów niepotrzebnych w bieżących działaniach.
Filar2. Systematyka (Seiton, Simplify) - uporządkowanie niezbędnych do
działania przedmiotów tak, aby korzystanie z nich było ułatwione.
Filar3. Sprzątanie (Seiso, Spotless) – sprzątanie, czyszczenie stanowiska
pracy.
Filar4. Standaryzacja, Schludność (Seiketsu, Standardise) – metoda do
przestrzegania trzech pierwszych filarów; dobre zorganizowanie swojego miejsca
pracy.
Filar5. Samodyscyplina (Shitsuke, Sustain) – utrzymywanie zwyczaju ciągłego
przestrzegania odpowiednich procedur.
1S: SEIRI (selekcja, porządek) to etap, na którym dokonuje się
rozróżnienia przedmiotów potrzebnych od przedmiotów, które nie są
potrzebne i wyeliminowania tych zbędnych. Za pomocą tzw. „Czerwonych
kartek” przeprowadza się inwentaryzację wszystkiego tego, co jest do
wyrzucenia lub jest aktualnie zbędne.
2S:
SEITON (systematyka, organizacja) to określenie sposobu
i odpowiedniego miejsca składowania wszystkiego tego, co potrzebne jest
w danej jednostce (narzędzia, środki transportu, materiały, surowce,
półprodukty...) czyli postępowanie w taki sposób, aby w razie potrzeby każda
rzecz była dostępna łatwo i w ilościach koniecznych w tej chwili.
Celem jest stworzenie uporządkowanych i zadbanych miejsc pracy,
stworzenie funkcjonalnego systemu rozmieszczania przedmiotów oraz wzrost
wydajności dzięki dostępności produktów, narzędzi, dokumentacji itp.
3S: SEISO (sprzątanie, czystość) - to eliminacja brudu, kurzu, wiórów
i innych zanieczyszczeń, uczynienie miejsc pracy i urządzeń doskonale
czystymi. Oznacza sprzątanie przy pomocy personelu inspekcyjnego,
demonstrowanie związku pomiędzy stratami, brudem i anomaliami
E.Michlowicz: IMW– Narzędzia poprawy produktywności
6
funkcjonowania oraz usunięcie pierwszych przyczyn strat lub brudu.
W praktyce jest to dokładne i kilkakrotne czyszczenie / sprzątanie przy
pełnym postoju, stworzenie harmonogramów czyszczenia codziennego oraz
prowadzenie operacji czyszczenia wraz z przeglądem urządzania / obszaru.
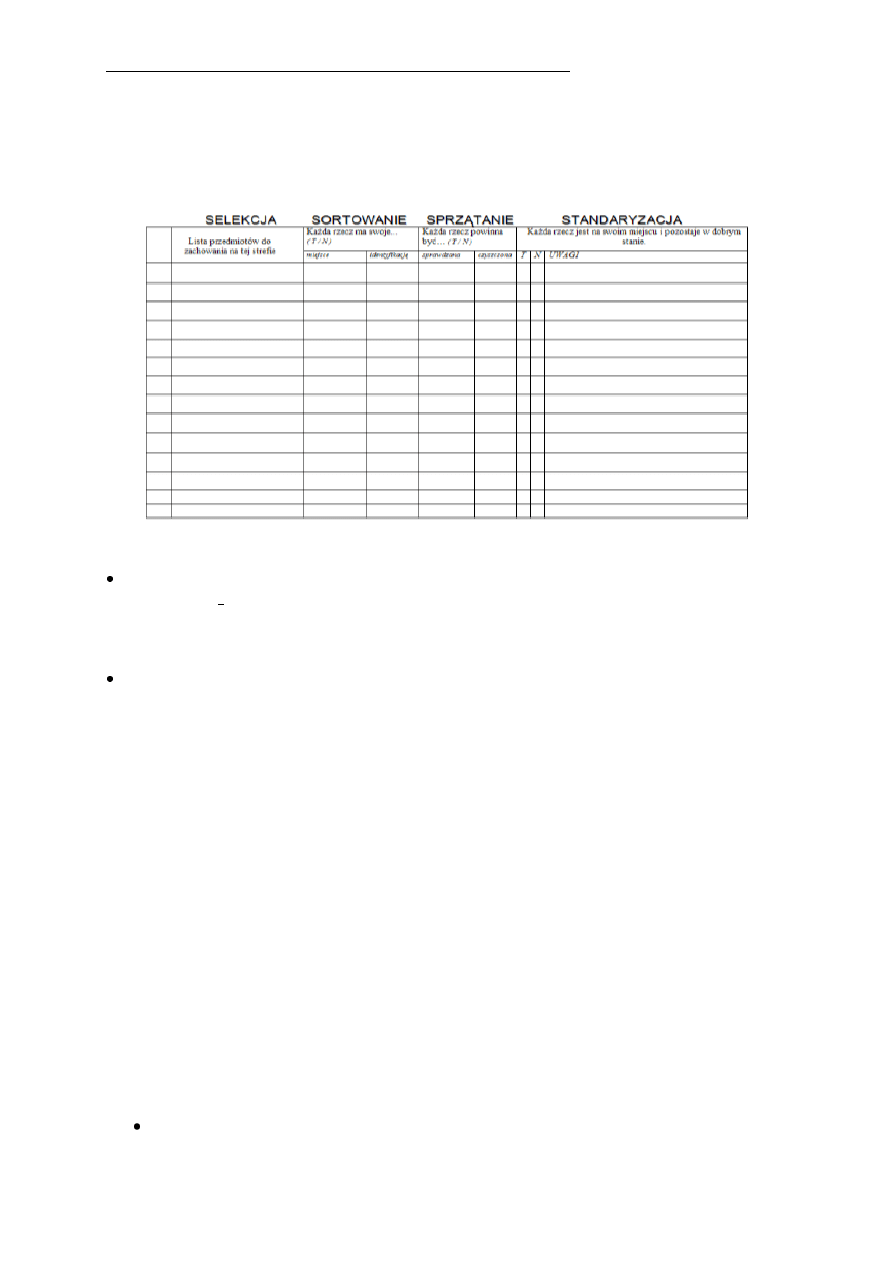
Rys. 5. Przykładowa karta wykorzystywana przez 5S
4S: SEIKETSU (schludność, utrzymanie czystości) to określenie
warunków, które umożliwiłyby stabilizację w czasie wdrożonych zachowań
organizacyjnych, porządku i czystości, ustanowienie standardów trzech
zrealizowanych "S", stworzenie struktury i metody autokontroli, określenie
sposobu dochodzenia do przyczyn nieprawidłowości.
5S : SHITSUKE (samodyscyplina, przestrzeganie wszelkich zasad) ma
na celu osiągnięcie skrupulatnego przestrzegania zasad czterech poprzednich
"S" i uczynienie z porządku i czystości zwyczajowych praktyk.
Wdrożenie metody 5S nie zwiększa nakładów finansowych ze strony
przedsiębiorstwa, natomiast przynosi znaczne korzyści związane z poprawą
efektywności, jakości i bezpieczeństwa pracy.
SMED
Single Minute Exchange of Die; czyli Szybkie Przezbrajanie Maszyn
Jest to technika mająca na celu skrócenie czasu przezbrojenia urządzenia
do jednocyfrowej ilości minut, czyli poniżej 10 minut.
Przezbrojenie – to całość działań technicznych i logistycznych koniecznych do
przeprowadzenia zmiany rodzaju produktu na danej maszynie, linii, urządzeniu,
które mogą wytwarzać więcej rodzajów produktów.
Czas przezbrojenia jest tu rozumiany jako czas, który upływa pomiędzy
ostatnim egzemplarzem poprzedniego typu, a pierwszym dobrym egzemplarzem
nowego typu produkowanego wyrobu.
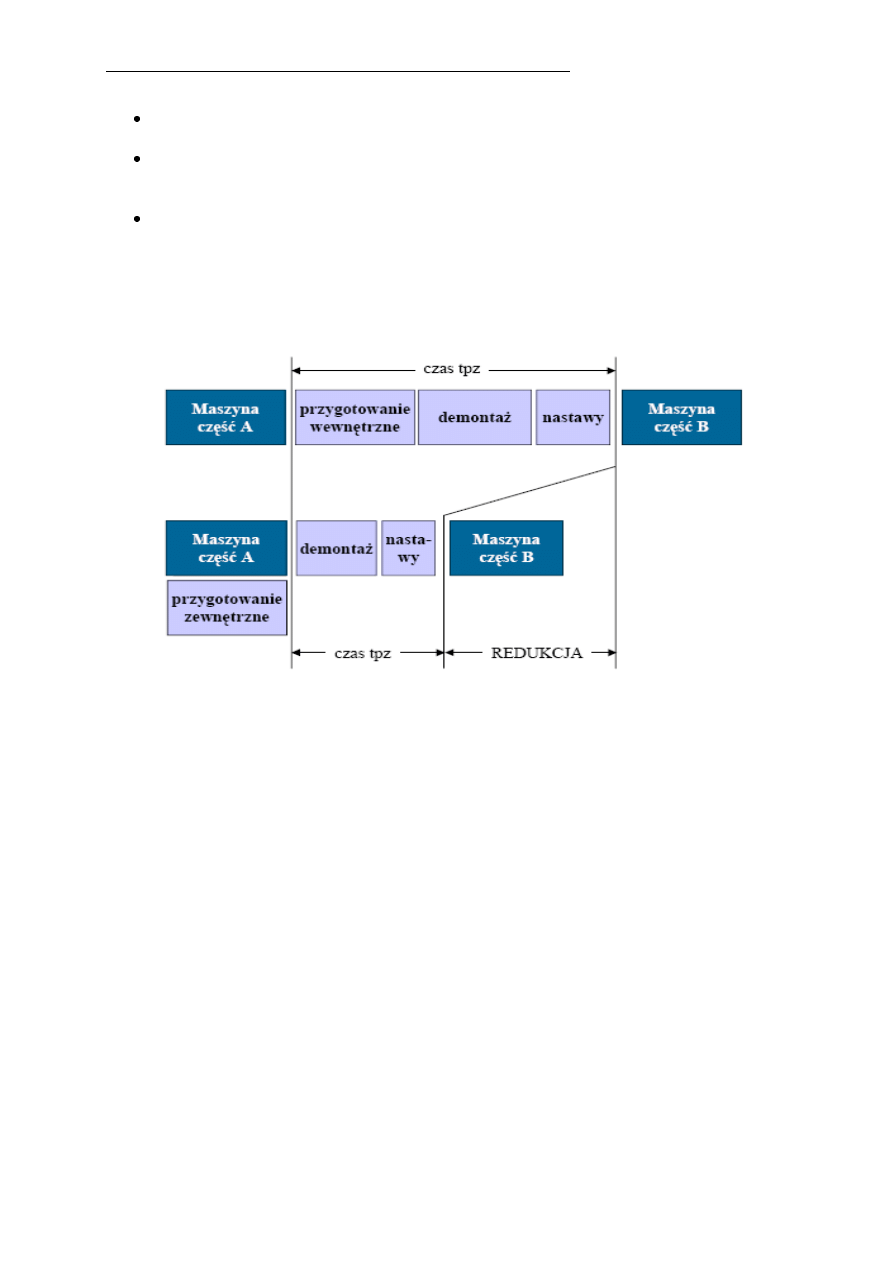
W tym celu wprowadza się tak zwane przezbrojenie zewnętrzne obejmujące
czynności wykonywane przy pracującej maszynie i przezbrojenie
wewnętrzne
obejmujące
czynności
wykonywane
przy
maszynie
zatrzymanej.Typowe straty w trakcie przezbrojenia to:
oczekiwanie – maszyna nie pracuje, operator jest bezczynny,
E.Michlowicz: IMW– Narzędzia poprawy produktywności
7
braki – detale powstałe w czasie ustawiania parametrów po przezbrojeniu
są niezgodne ze specyfikacją, błędy w trakcie przezbrojenia,
nadmierne przemieszczanie – dużo „chodzenia” ( szukanie narzędzi itp. ),
dużo niepotrzebnych ruchów ( np. więcej operacji transportowych niż
potrzeba, stosowanie zbyt różnorodnych narzędzi ),
transport – narzędzi, form, oprzyrządowania bądź materiałów.
Po zastosowaniu metody SMED skrócenie czasu przezbrojenia czasem sięga
nawet 60%. W czasie przezbrojenia zawierają się także czynności związane z
kontrolą pierwszych wyprodukowanych części. Ten czas jednak nieznacznie
wpływa na całość czasu t
pz,
poza tym pomiar może odbywać się już po
rozpoczęciu produkcji nowych wyrobów.
Rys. 7. Przykład schematu redukcji czasu t
pz
po zastosowaniu metody SMED
I.
Przed zastosowaniem metody SMED.
II.
Po zastosowaniu metody SMED.
VSM
VSM – Value Stream Mapping – Mapowanie Strumienia Wartości
Mapowanie strumienia wartości jest metodą służąca do analizy systemu
produkcyjnego. Polega ona na ukazaniu strumienia wartości tzn. na identyfikacji
wszystkich czynności (zarówno dodających wartość, jak i tych które wartości nie
dodają), podejmowanych w procesie wytwarzania wyrobu, począwszy od surowca
a skończywszy na wyrobie gotowym. Cechą wyróżniającą mapowanie spośród
innych metod analizy systemów produkcyjnych jest ujmowanie zarówno
przepływów materiałowych, jak i informacyjnych.
Metoda VSM to proces składający się z trzech etapów:
Etap 1. Diagnoza stanu istniejącego – Value Stream Analysis (VSA) – analiza
stanu obecnego strumienia wartości.
Etap 2. Stworzenie wizji stanu przyszłego – Value Stream Designing (VSD) –
budowa docelowego stanu strumienia wartości.
Etap 3. Plan doskonalenia – Value Stream Work Plan (VSP) – plan doskonalenia
i wdrożeń rozwiązań.
I
.
II
E.Michlowicz: IMW– Narzędzia poprawy produktywności
8
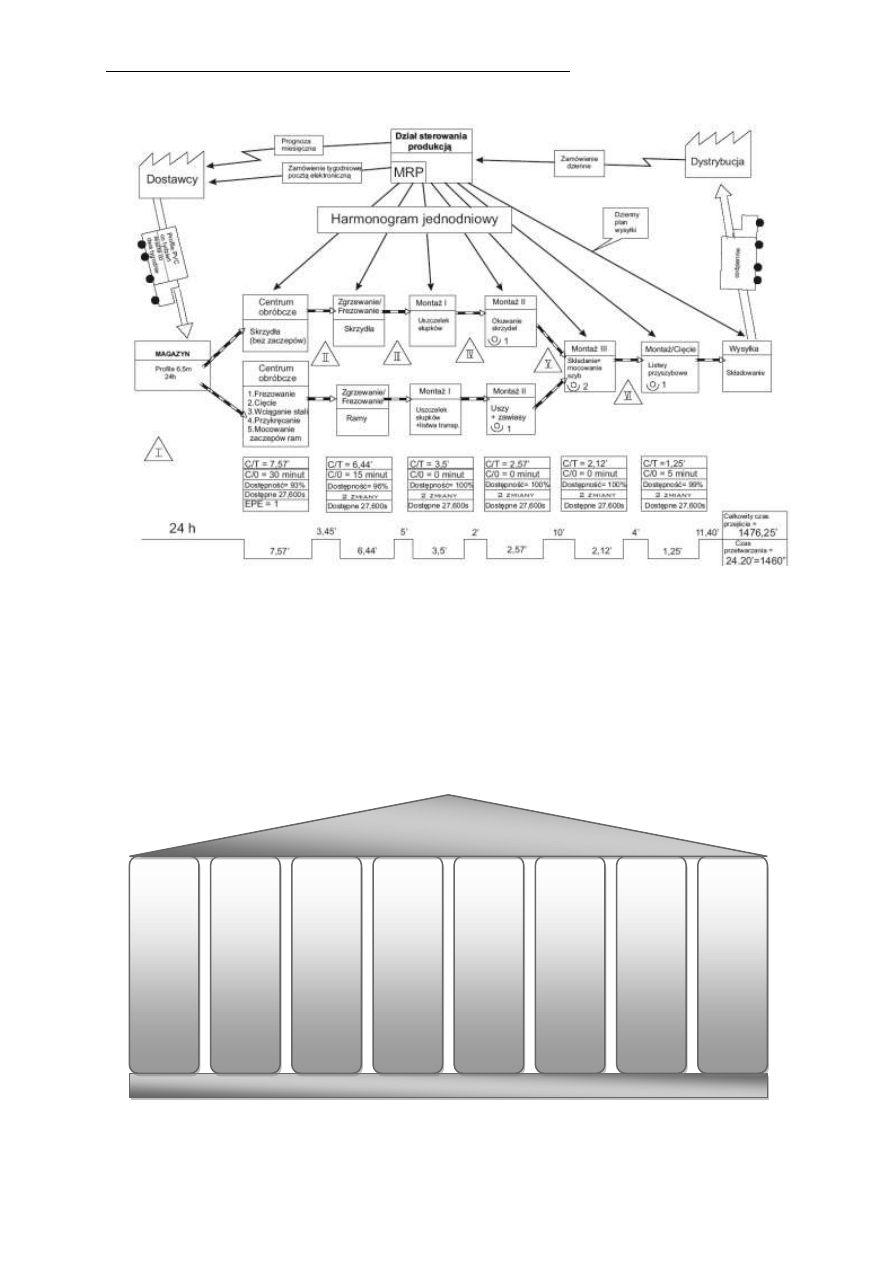
Rys. 8. Przykładowa mapa wartości – produkcja okien
TPM
TPM
-
Total Productive Maintenance określane również jako -
Kompleksowe Zarządzanie Sprawnością Urządzeń. Jest to metoda
organizacji polegające na takim zarządzaniu parkiem maszynowym, by produkcja
nie była zatrzymywana z powodu awarii urządzeń. TPM ma na celu obniżanie
kosztów i zwiększanie jakości dzięki zminimalizowaniu awarii, a docelowo
wyeliminowaniu awarii maszyn.
Metoda opiera się na ośmiu filarach (rys. 9)
Rys. 8. Filary TPM
Autom
at
yc
zn
e
u
tr
zymyw
an
ie r
u
ch
u
Uki
er
u
n
k
owane
d
osk
on
alen
ie
Pr
oj
ek
tow
an
ie nowyc
h
u
rz
ąd
zeń
Ut
rz
ym
an
ie dl
a jakości
T
PM
w bi
u
rac
h
B
ez
p
iec
ze
ń
st
wo i
śr
od
owisk
o
S
zk
oleni
e
Ut
rz
y
m
an
ie
sp
ec
jalistyc
zn
e
E.Michlowicz: IMW– Narzędzia poprawy produktywności
9
Podstawowym miernikiem efektów wprowadzania TPM jest wskaźnik OEE
(Overall Equipment Effectiveness).
OEE to Całkowita Efektywność Wyposażenia albo ogólna sprawność
wyposażenia (maszyn, urządzeń). Wskaźnik ten ukazuje jakim procentem
teoretycznie możliwej do uzyskania efektywności charakteryzuje się badane
urządzenie lub linia.
Wskaźnik OEE obliczany jest najczęściej za pomocą prostej formuły:
wskaźnik efektywności OEE =
= dostępność x wydajność x jakość x 100 [%]
OEE = D x W x J x 100 [%]
gdzie:
D – dostępność: dyspozycyjność praktyczna, współczynnik dostępności;
W – wydajność: skuteczność osiągów, współczynnik wydajności;
J – jakość: współczynnik jakości.
Total Productive Maintenance często nazywane jest jako Totalne
Produktywne Utrzymanie Ruchu Maszyny, czyli filozofia ciągłości pracy
maszyny lub urządzenia zakładając jego integrację z procesem produkcyjnym.
Głównym celem każdego programu wdrożeniowego TPM jest zwiększenie
efektywności procesu produkcyjnego, identyfikowanie strat i ich usuwanie oraz
eliminowanie problemów jakościowych.
KAIZEN
KAIZEN - to sposób myślenia i zarządzania, polegający na stałym
doskonaleniu stanu istniejącego. Jest to wolne, ale systematyczne ulepszanie
narzędzi, metod pracy, metod organizacji pracy, stanowisk pracy, procesów i
produktów dokonywane przez wszystkich pracowników. Nie wymaga on dużych
nakładów finansowych.
Filozofia
KAIZEN
jest
podstawą
większości
programów
doskonalenia produktywności, stanowi ona jeden z najistotniejszych
elementów Systemów Organizacji Pracy we współczesnych firmach.
Wyszukiwarka
Podobne podstrony:
IMW W03 Modelowanie ukladow id Nieznany
12 Narzedzia promocji miejscowo Nieznany (2)
IMW W01 Wstepny System produkc Nieznany
0607 I termin poprawkowyid 6540 Nieznany
Bazy danych w03 07 id 81702 Nieznany
Sugestie co do poprawek w teksc Nieznany
imw w01 wstep system produkcyj Nieznany
cwiczenie nr 04 poprawione id 1 Nieznany
narzedzia Rational2 testerzy Nieznany
IMW W06 Struktury przeplywu id Nieznany
Narzedzia wspomagajace marketin Nieznany
Arkusz maturalny poprawkowy sie Nieznany
projektowanie uzytecznych produ Nieznany
21 Prowadzenie marketingu produ Nieznany (2)
9 PROJEKTOWANIE SYSTEMOW PRODU Nieznany
więcej podobnych podstron