1
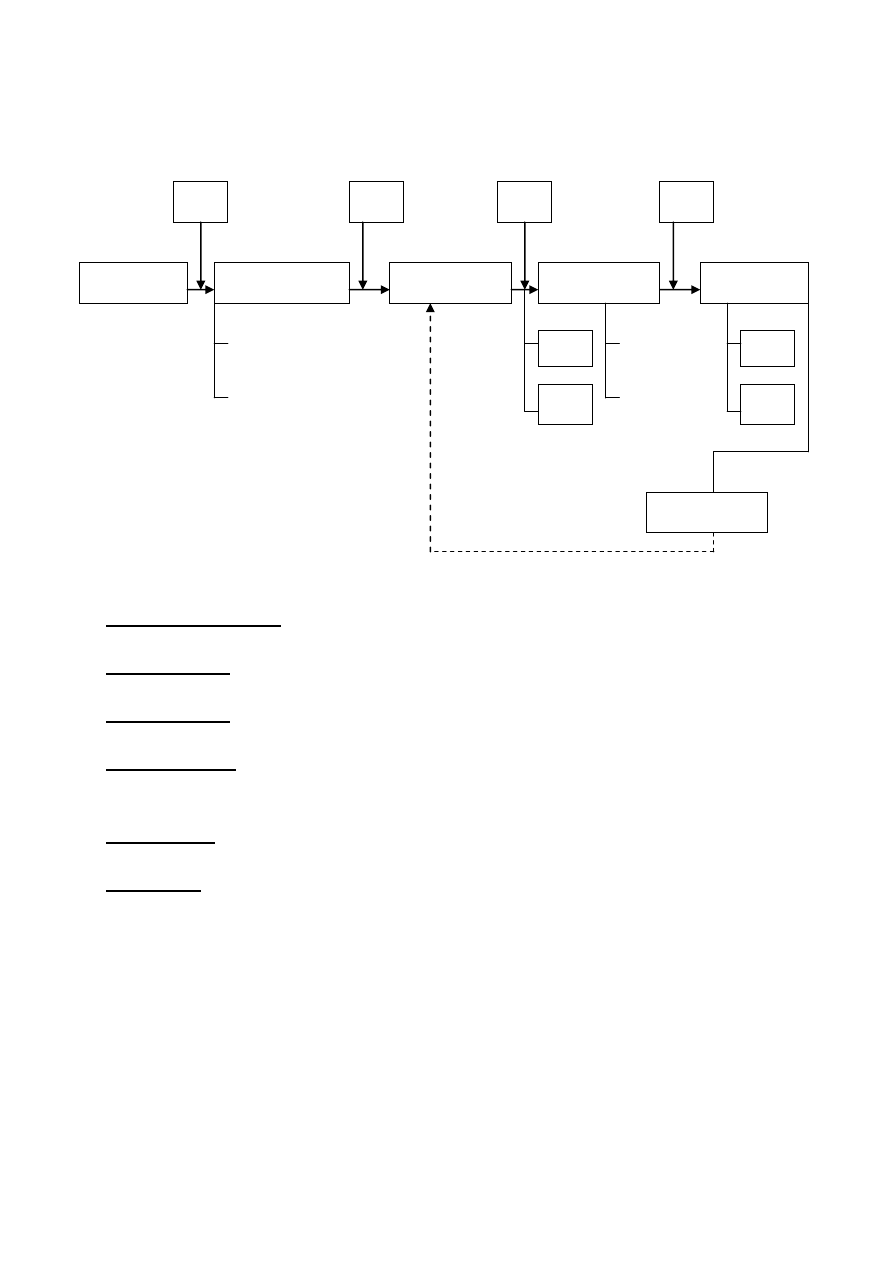
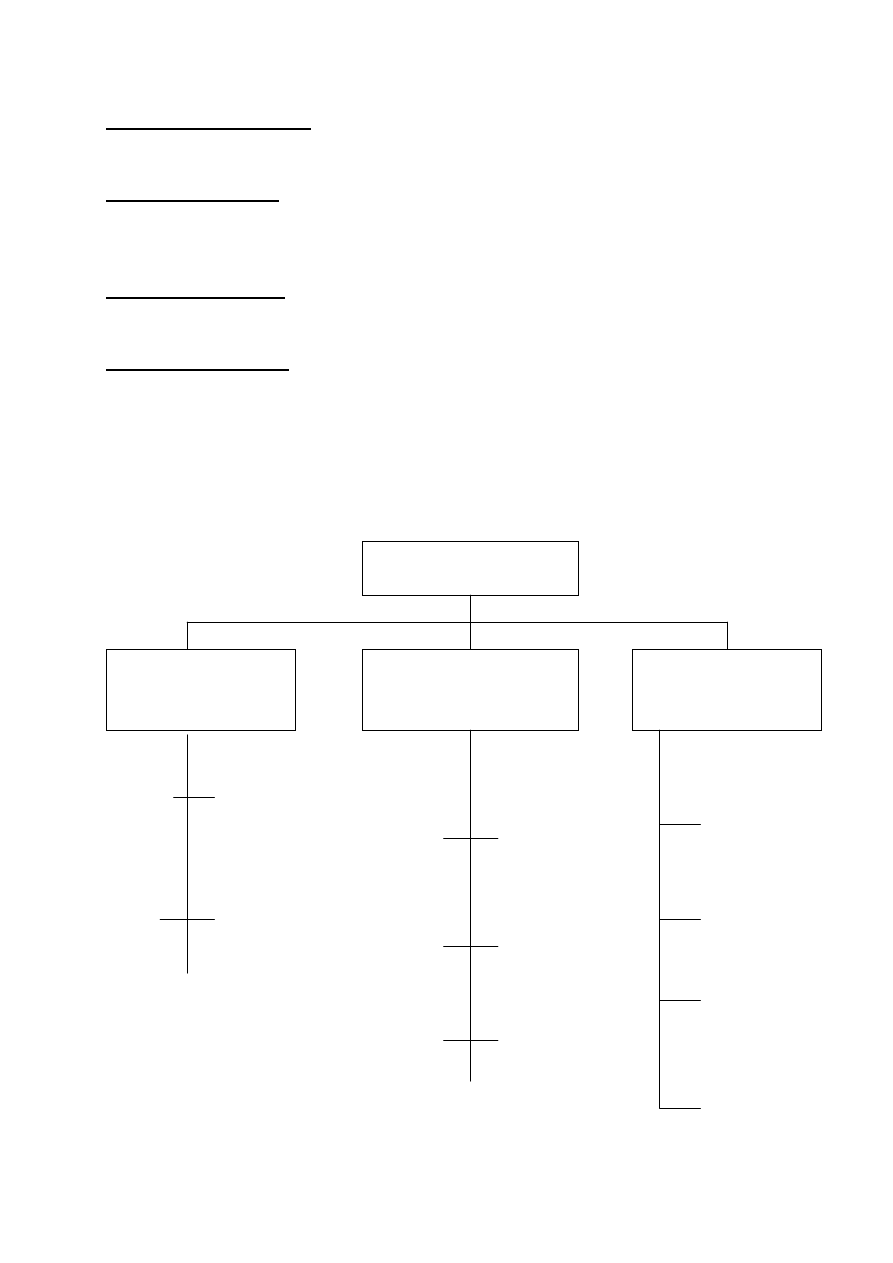
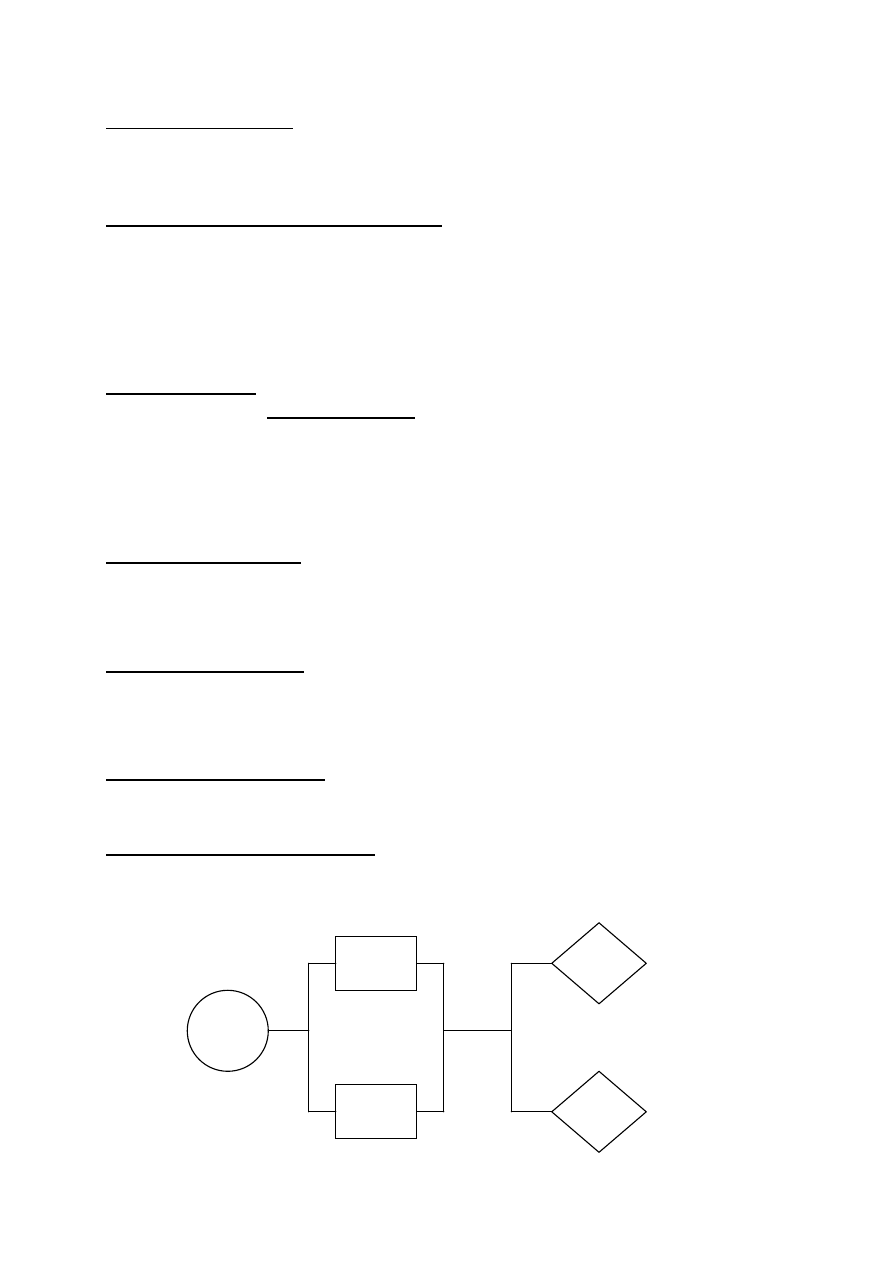
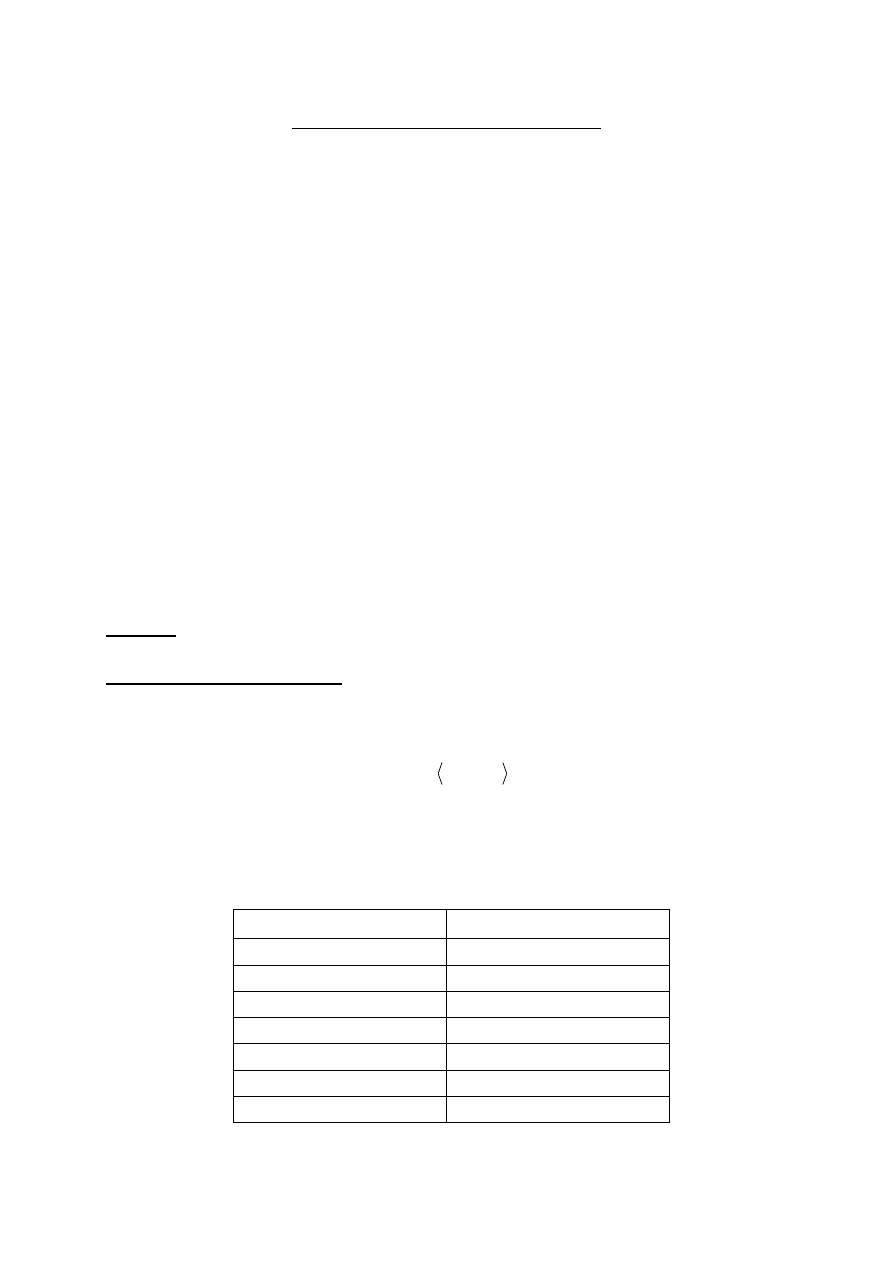
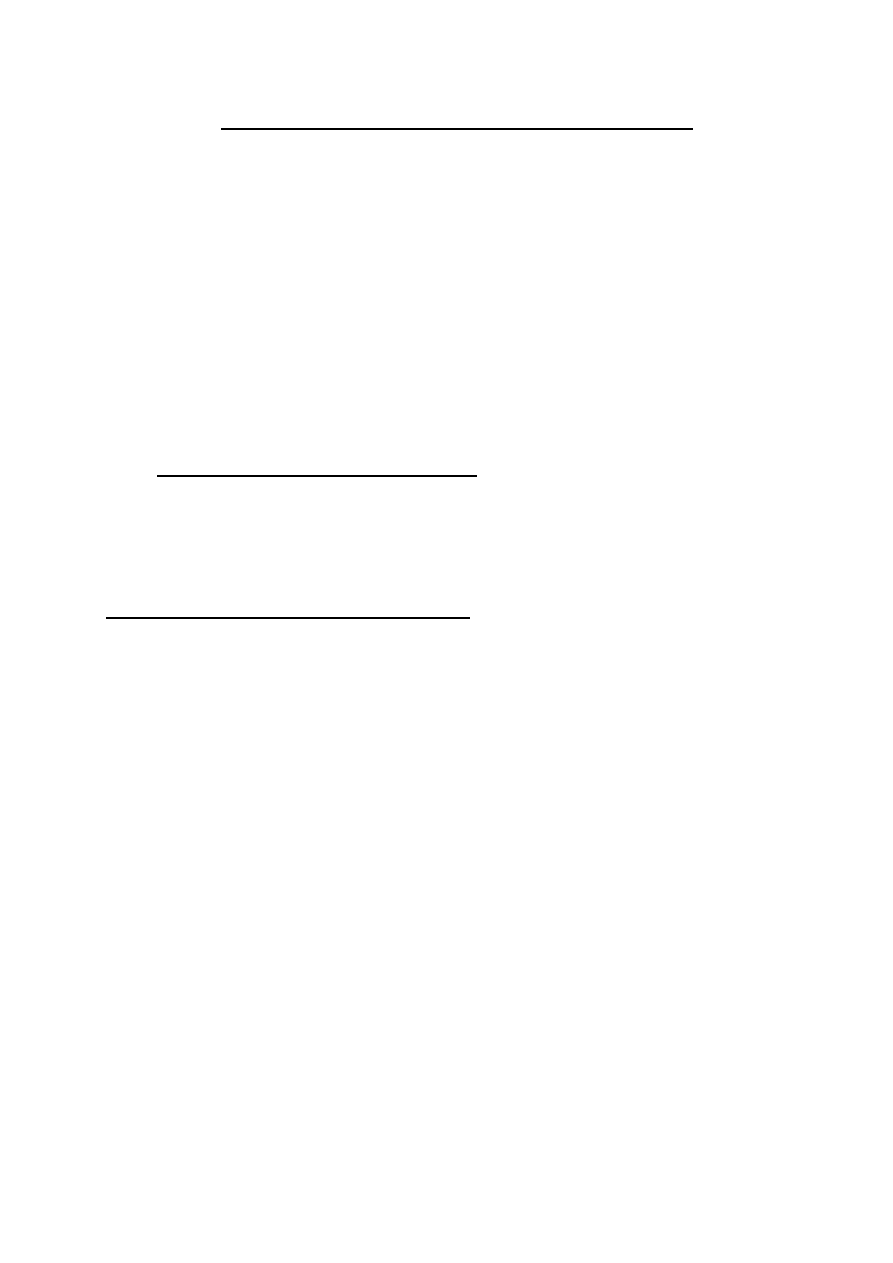
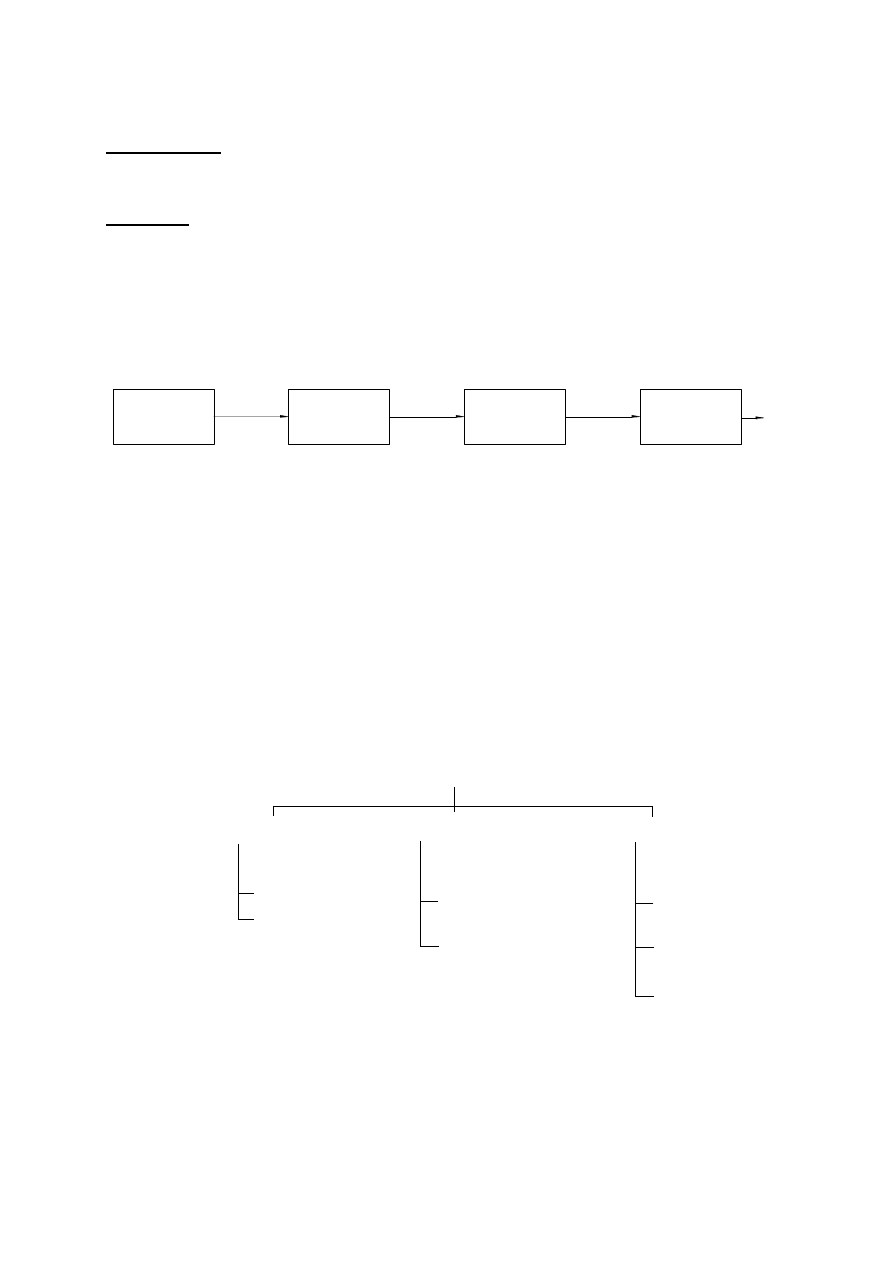
1. FAZY ISTNIENIA OBIEKTU TECHNICZNEGO
Wa- wartościowanie
H- handel
Ma- magazynowanie
Obiekt techniczny- pojecie pierwotne, każdy dowolny wytwór cywilizacji
technicznej człowieka
Eksploatacja-jest to ciąg działań procesów i zjawisk związanych z
wykorzystywaniem obiektów technicznych przez człowieka.
Użytkowanie-jest to wykorzystywanie obiektów technicznych zgodnie z ich
przeznaczeniem i właściwościami funkcjonalnymi.
Obsługiwanie-jest to przywracanie obiektowi technicznemu wymaganych
właściwości funkcjonalnych przez wykonywanie przeglądów, regulacji,
konserwacji, napraw i remontów.
Likwidacja-problem likwidacji obiektu technicznego powinien być brany pod
uwagę na etapach jego projektowania, wytwarzania i eksploatacji.
Recycling- jest to takie podejście do likwidacji, które wskazuje na możliwość
powtórnego wykorzystania poszczególnych części, czy też materiałów
odzyskanych z likwidacji obiektów.
2. POTRZEBA NAUKI O EKSPLOATACJI
1) Konstruktor i technolog nie zawsze dostrzegają w pełni złożone
problemy eksploatacji.
2) Zgodnie z zasadą ekonomiczności należy ekonomicznie konstruować,
wytwarzać i eksploatować urządzenia.
3) Eksploatatora urządzenia nie wykształci się ucząc go tylko konstrukcji i
technologii.
Wa
potrzeba
projektowanie
wytwarzanie
eksploatacja
likwidacja
Wa
Wa
Wa
konstrukcji
technologii
H
Ma
użytkowanie
obsługiwanie
H
Ma
recycling
2
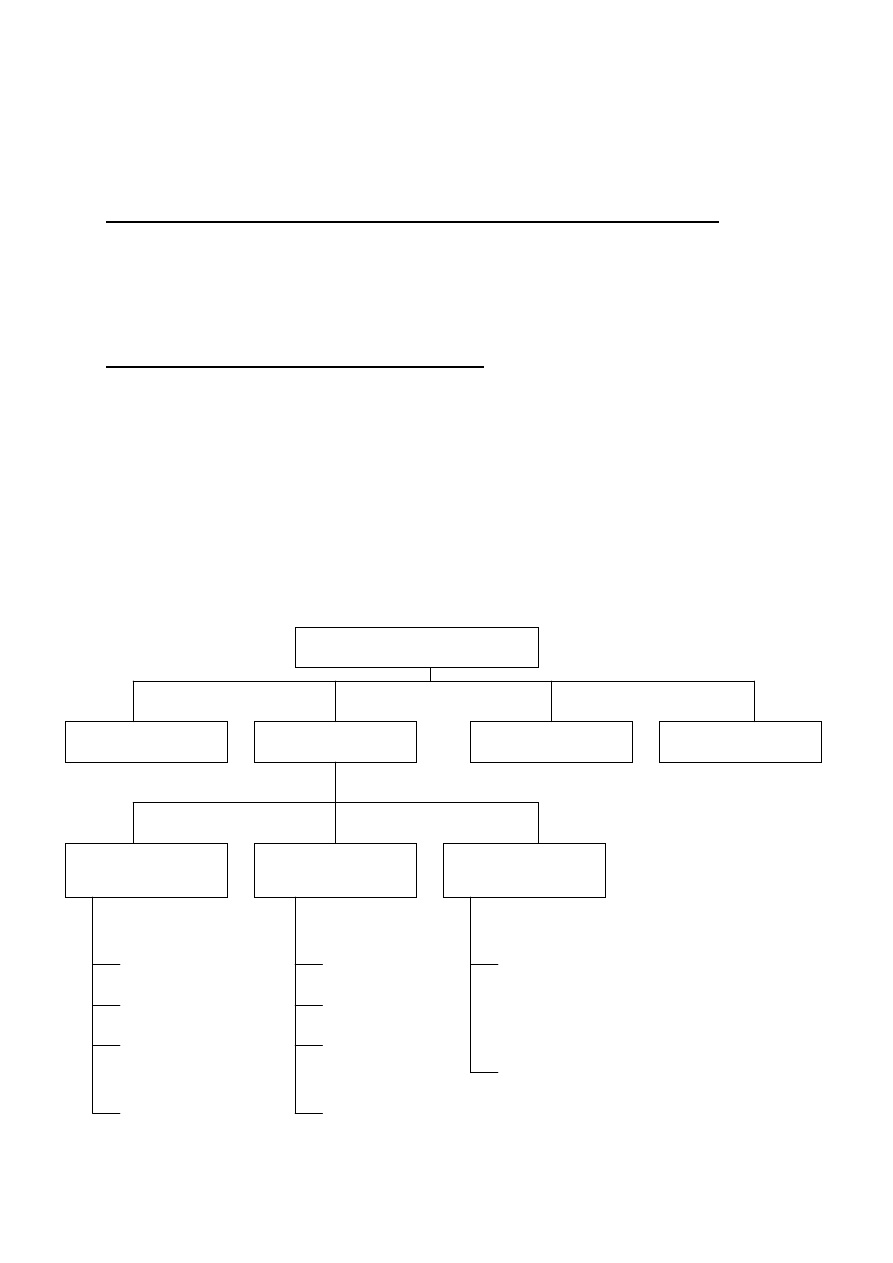
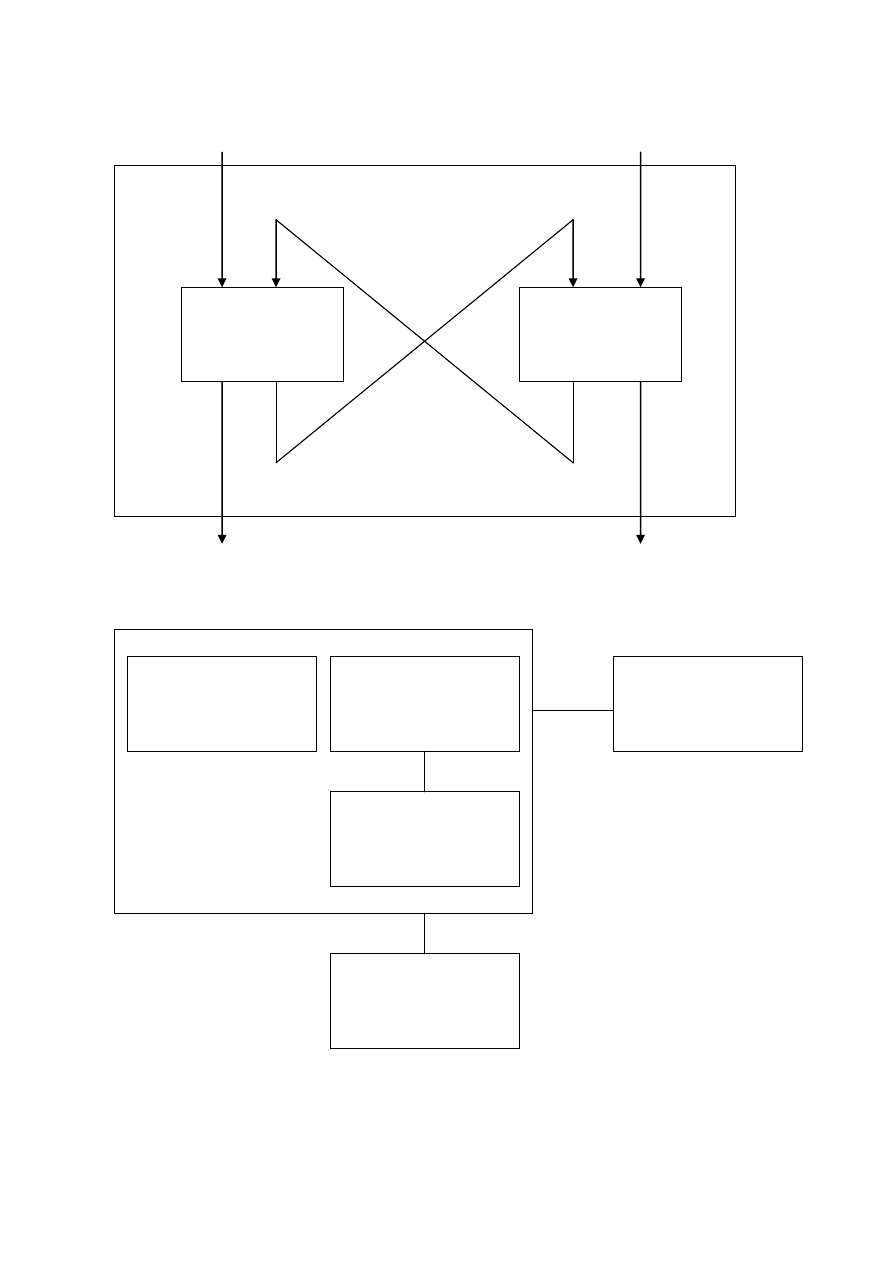
1.PRZEDMIOT TEORII EKSPLOATACJI
Eksploatacja- to ogół zdarzeń, zjawisk, działań i procesów jakim podlega i w
jakich uczestniczy dane urządzenie od chwili zakończenia jego procesu
wytwarzania, aż do jego likwidacji. Eksploatacja zajmuje się stosowaniem
wszelkich urządzeń przez człowieka.
Teoria eksploatacji (eksploatyka)- powstała dzięki prakseologii, teorii systemów
oraz teorii układów względnie odosobnionych, czyli cybernetyce.
Wyróżniamy eksploatyki szczegółowe:
-eksploatykę maszyn technologicznych
-eksploatykę samochodów, itp.
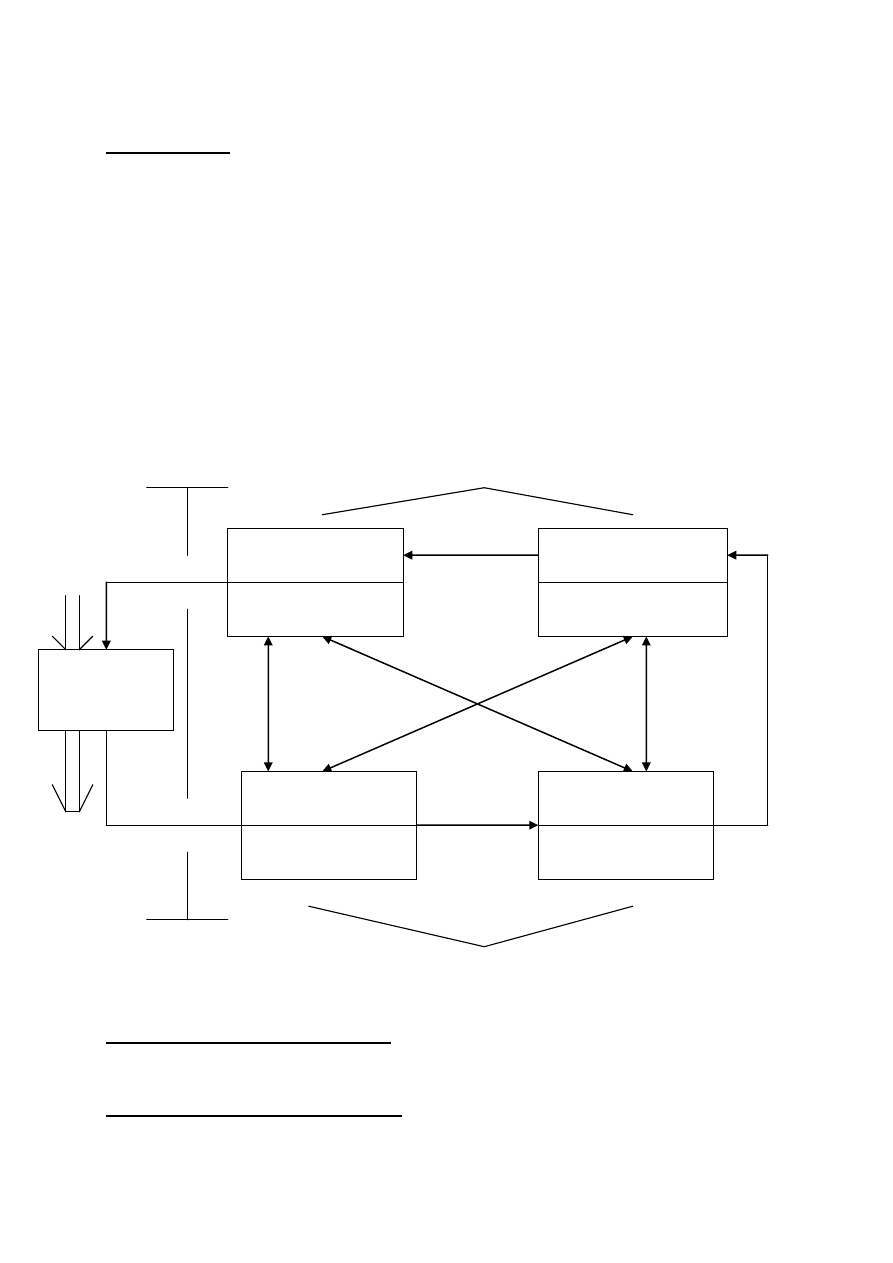
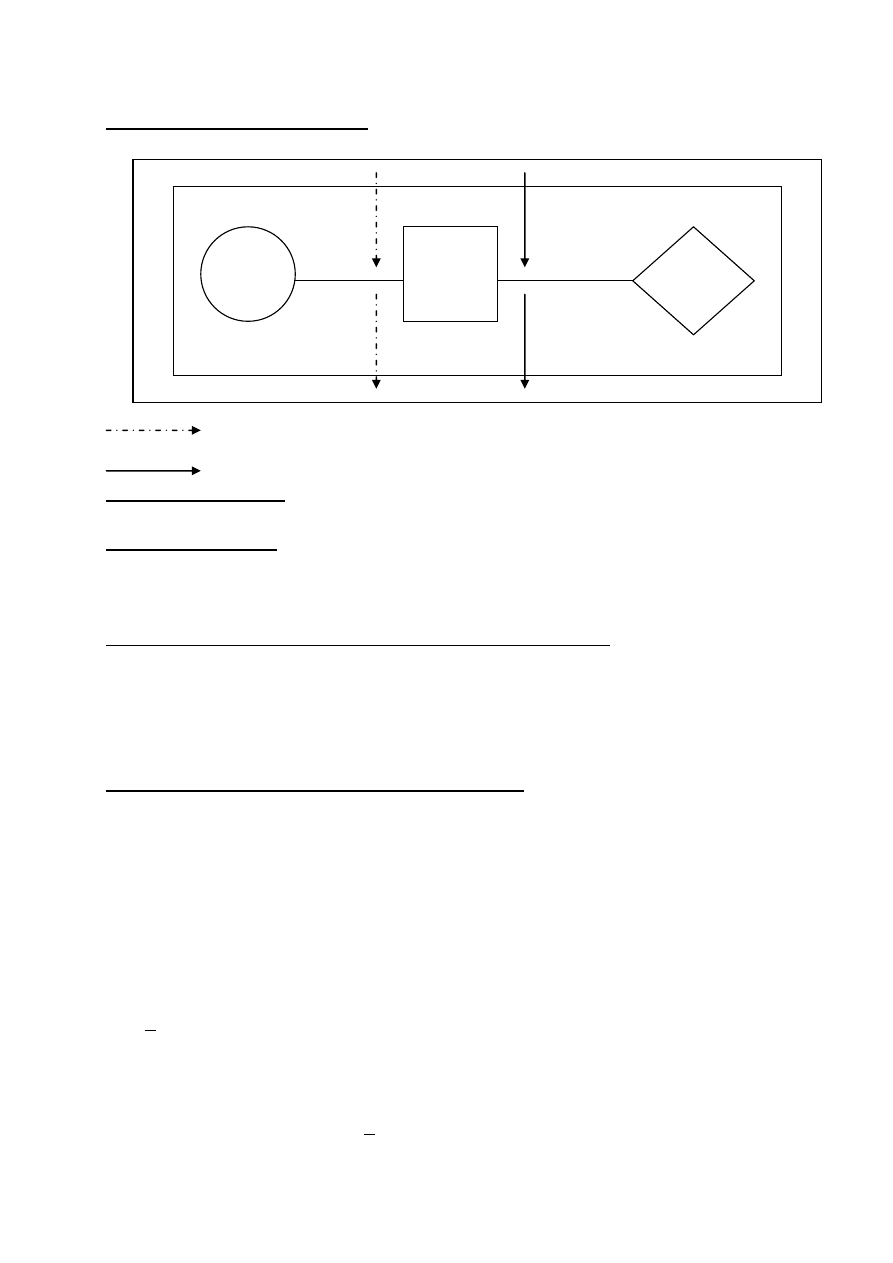
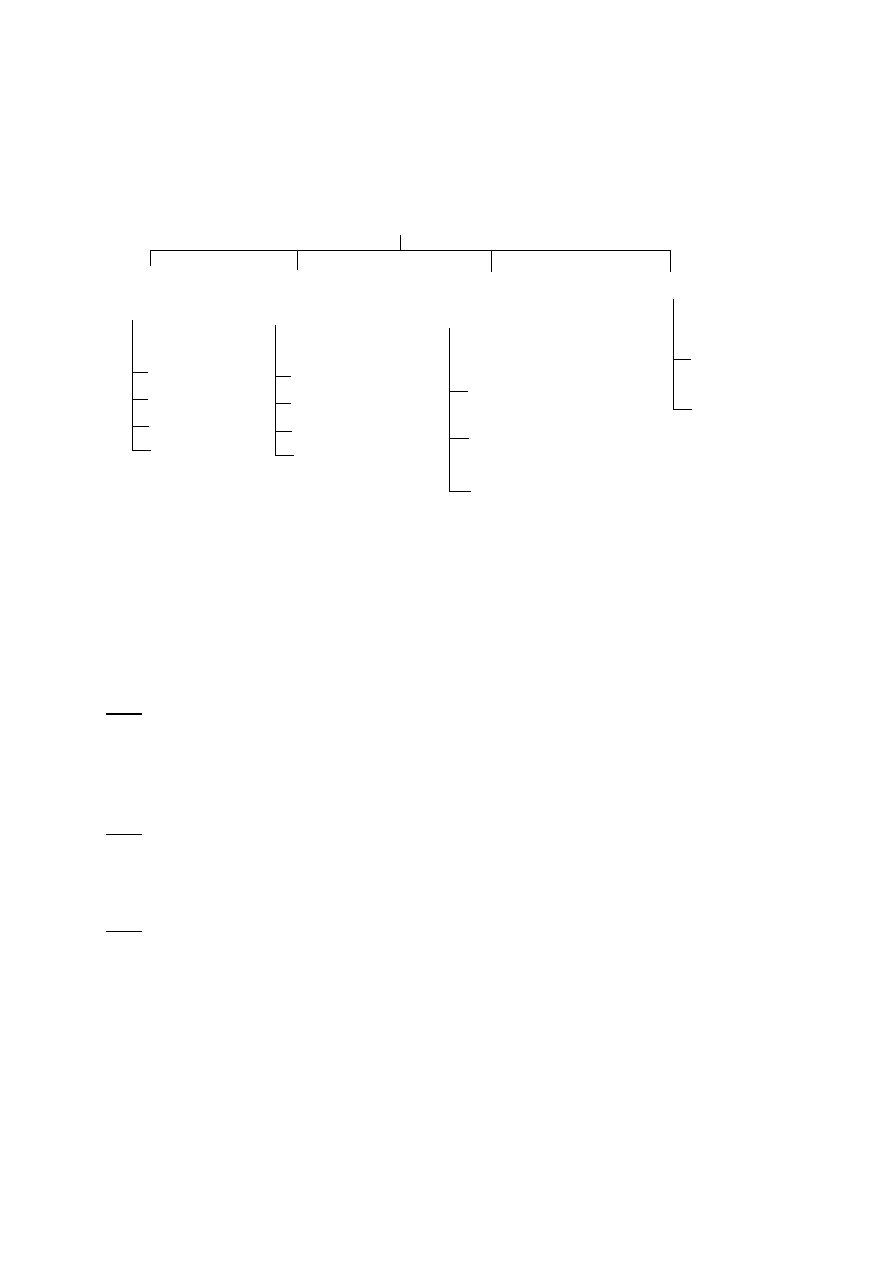
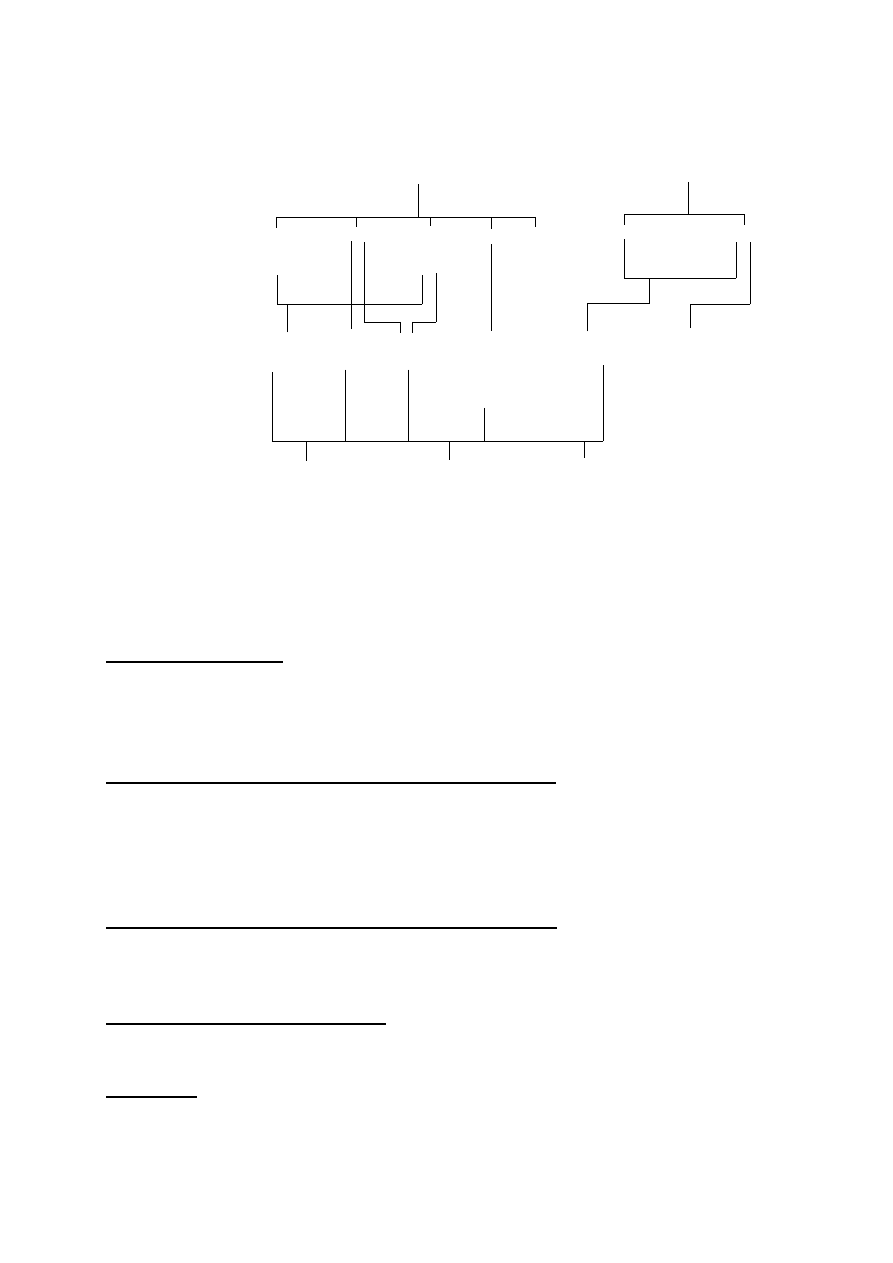
Naukowa struktura teorii eksploatacji
Opisowy model eksploatacyjny- jest przedstawiony w danym języku
etnicznym oraz co najmniej za pomocą pewnych symboli rysunkowych.
Formalny model eksploatacyjny- jest to taki model eksploatacyjny, który jest
przedstawiony w języku logiki formalnej i teorii mnogości.
EKSPLOATYKA
STOSOWANA
EKSPLOATYKA
MATEMATYCZNA
modelowanie
pragmatyczne
EKSPLOATYKA
OPISOWA
EKSPLOATYKA
FORMALNA
eksploatyka ilościowa
modelowanie
matematyczne
modele
pragmatyczne
OPISOWA
modele
matematyczne
modele
opisowe
modele
formalne
modelowanie
sterujące
modelowanie
logiczne
eksploatyka jakościowa
modelowanie
opisowe
obszar
praktyki
obszar
teorii
RZECZYWISTOŚĆ
EKSPLOATACYJNA
(oryginał
eksploatacyjny)
3
Matematyczny model eksploatacyjny- jest to model eksploatacyjny ujmujący
istotne zależności ilościowe, który jest przedstawiony w języku matematyki.
Pragmatyczny model eksploatacyjny- jest to taki model eksploatacyjny, który
przedstawiony jest w języku decydenta danego fragmentu modelowanej
rzeczywistości eksploatacyjnej.
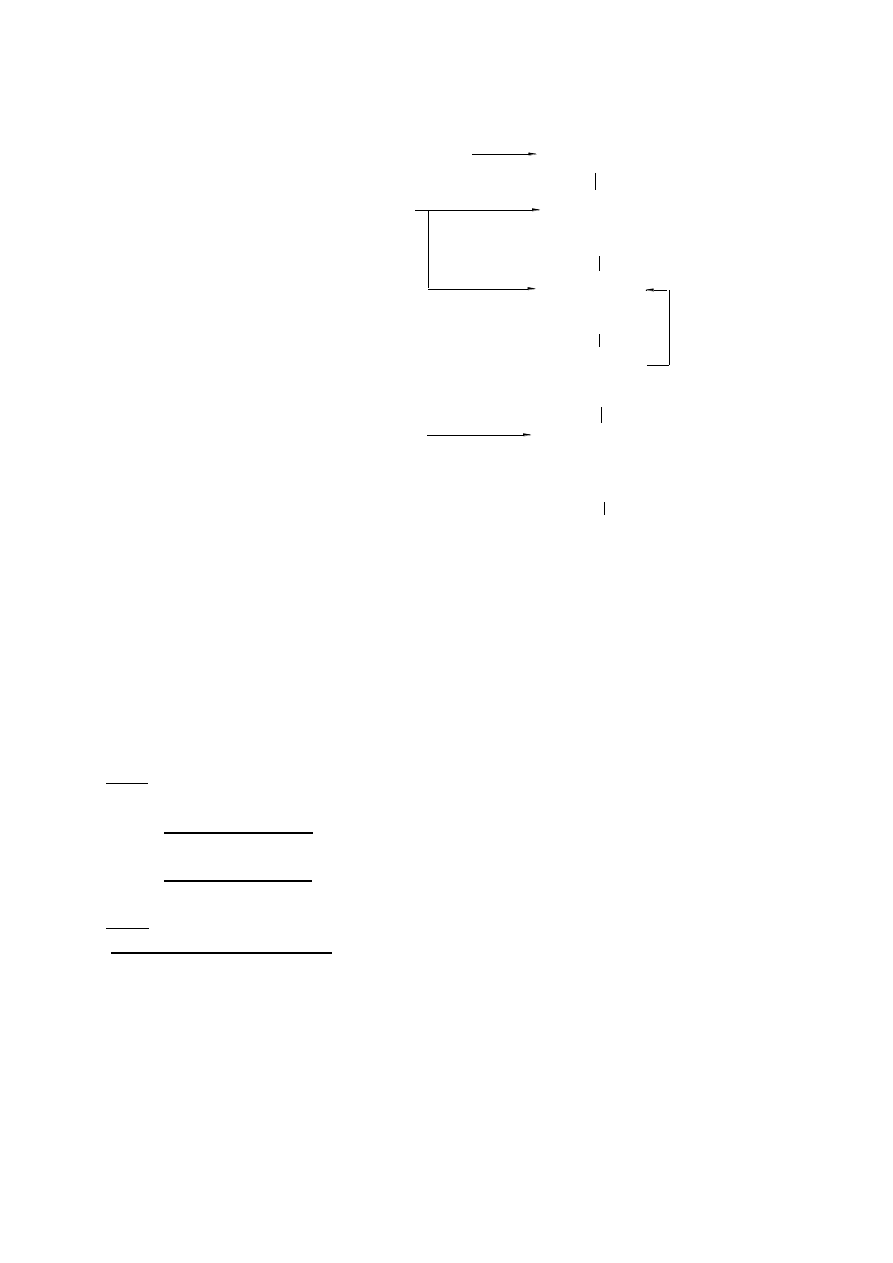
Powiązania teorii eksploatacji z innymi dziedzinami nauki.
Przykłady:
-eksploatyka maszyn, urządzeń elektronicznych
-teoria użytkowania urządzeń, obsługiwania,
sterowania, eksploatacji urządzeń
-diagnostyka techniczna
-teoria zużycia, tarcia i smarowania
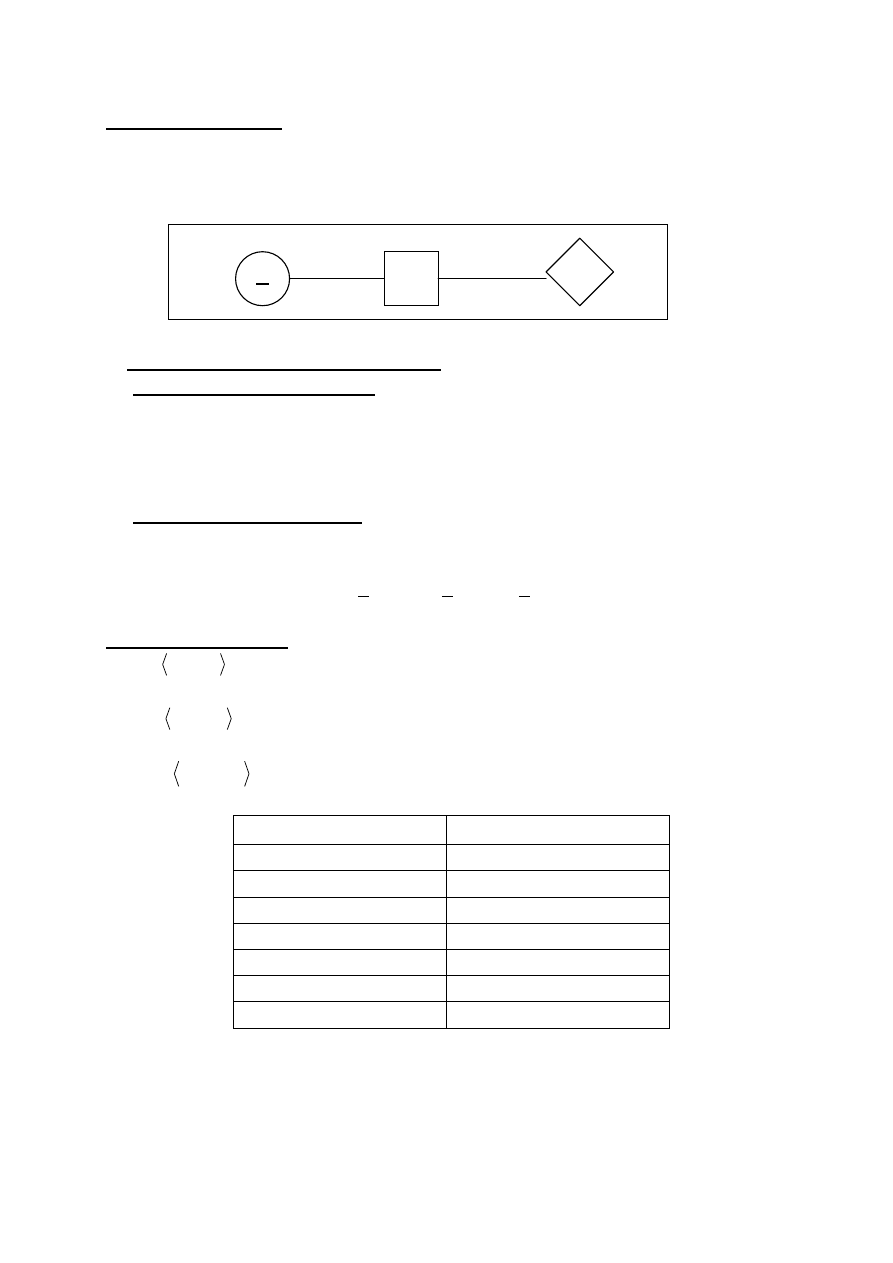
PROCES TECHNICZNY I JEGO SKŁADOWE
Proces techniczny- jest to całokształt działań mających na celu zmianę stanu
przedmiotu, w trakcie którego należy obmyślić i wytworzyć urządzenie
przydatne do realizacji celów działań, obmyślić i zorganizować użytkowanie
urządzeń, a także zapewnić niezbędne środki podtrzymujące ich działanie, aż do
osiągnięcia postawionych zadań. Proces techniczny ma na celu przekazywanie
urządzeniom wielu złożonych czynności wykonywanych dotąd przez człowieka.
OGÓLNA TEORIA
DZIAŁANIA
(prakseologia)
OGÓLNA TEORIA
OBIEKTU
(teoria systemów)
OGÓLNA TEORIA
EKSPLOATACJI
OGÓLNA TEORIA
URZĄDZENIA
BADANIA OPERACYJNE
(cybernetyka techniczna)
FIZYKA TECHNICZNA
(szczegółowe nauki
techn.)
TEORIA EKSPLOATACJI URZĄDZEŃ
4
Pr- programowanie ,Prz- przygotowanie, R- realizowanie ,O- ocenianie
Proces projektowy to działanie techniczne związane z opracowaniem wymagań
i warunków technicznych modelu urządzenia, a także sprawdzenie słuszności
założeń projektowych i możliwości osiągnięcia wymagań technicznych oraz
przeprowadzenie badań, dokumentacji technicznej i prototypu urządzenia.
Proces wytwórczy, są to działania techniczne związane z zaplanowaniem
produkcji, przygotowaniem technicznym bazy produkcyjnej, wytworzeniem
urządzenia oraz oceną jakości urządzenia.
Proces operacyjny to działanie techniczne związane z programowaniem
eksploatacji nowego urządzenia, zorganizowaniem i realizowaniem jego
użytkowani, a także oceną użytkowania w systemie eksploatacji oraz
utrzymaniem lub odtworzenie stanu zdatności urządzenia.
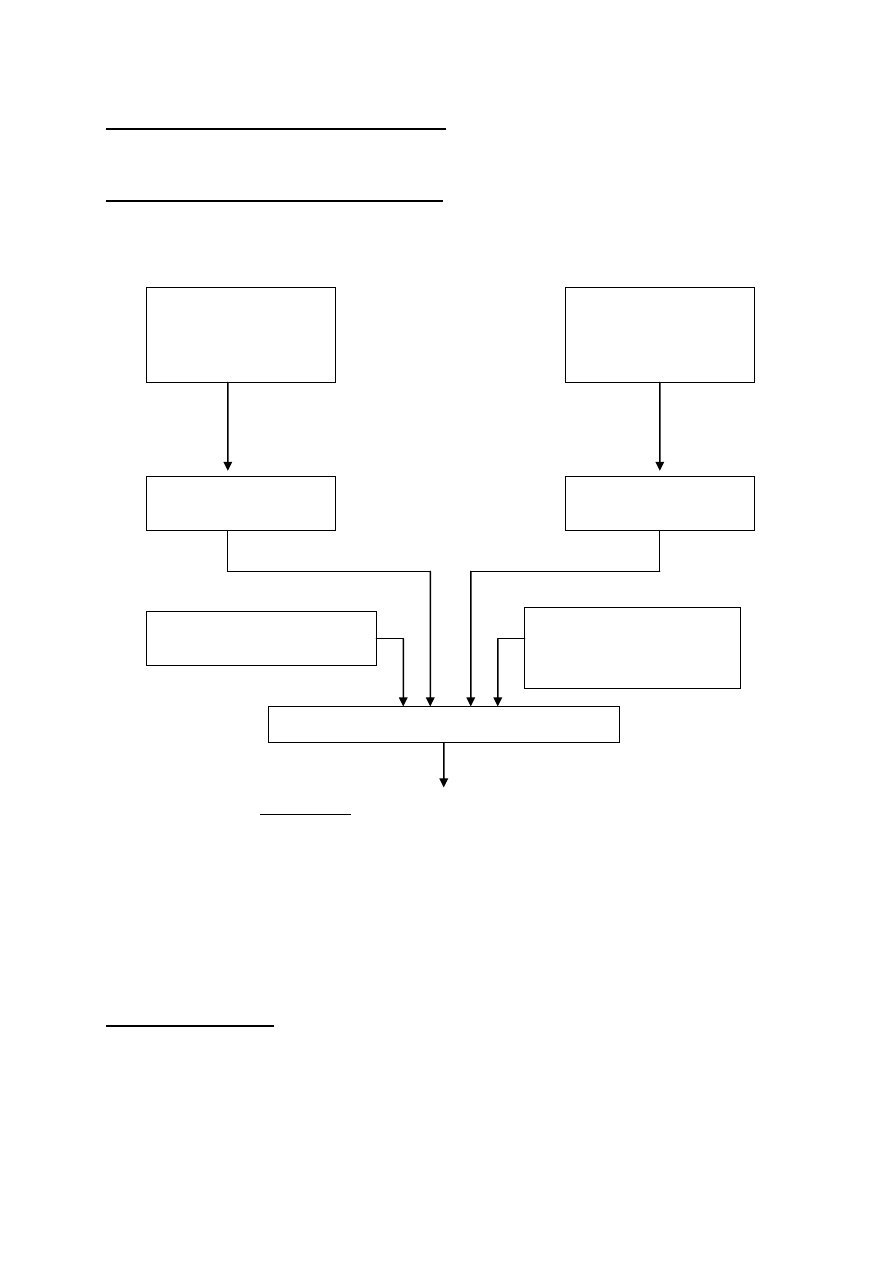
Schemat podziału procesu operacyjnego
.
Cel: zaspokojenie potrzeb społeczno-gospodarczych
Proces operacyjny (eksploatacja urządzeń)
Pr
Prz
R
O
Proces wytwórczy (produkcja urządzeń)
Pr
Prz
R
O
Proces projektowy (konstrukcja i technologia)
Pr
Prz
R
O
Potrzeby społeczno-gospodarcze
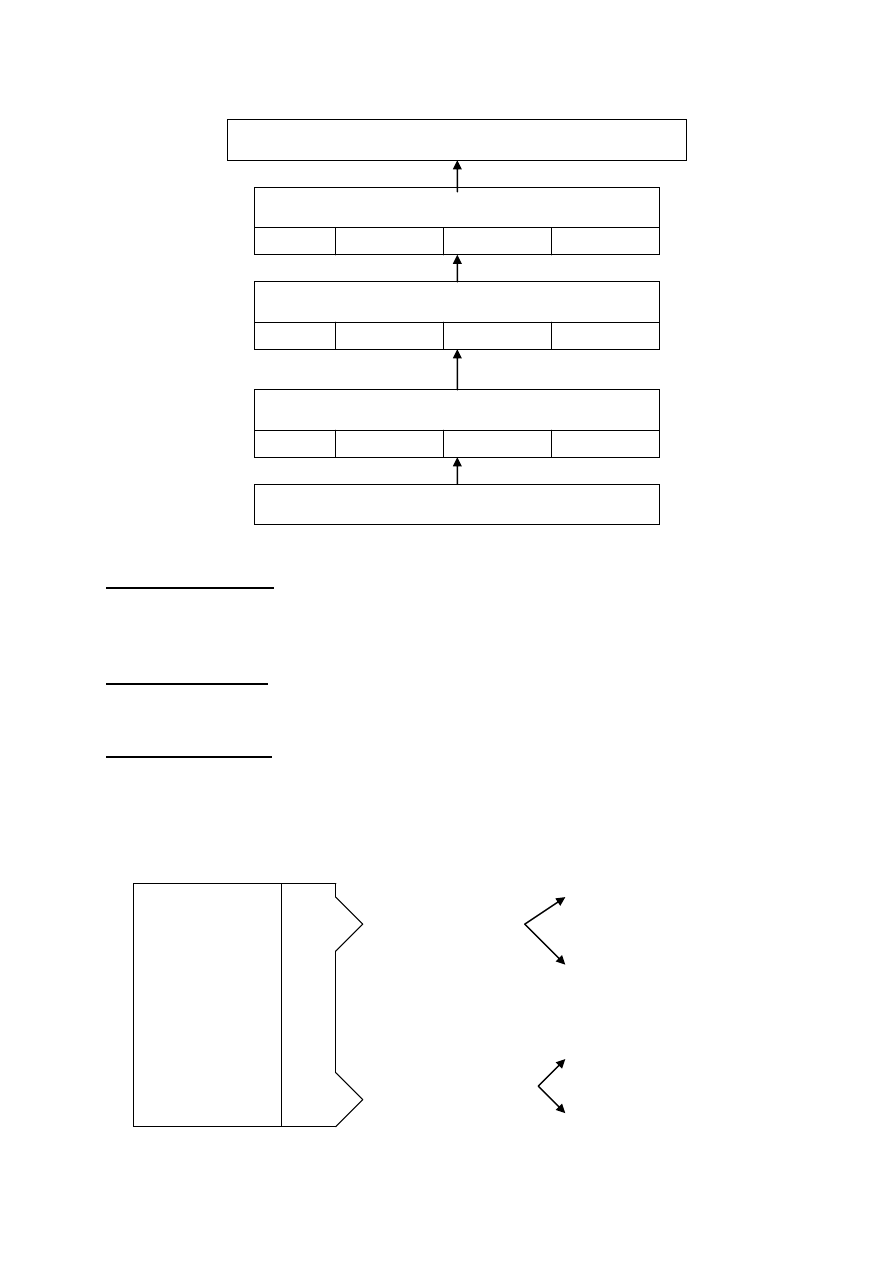
PROCES
OPERACYJNY
PO
PZ
PO
PE
Proces zarządzania
Proces eksploatacji
PR
P
PU
PO
planistyczno-decyzyjny
planistyczno-sprawozdawczy
użytkowania urządzeń
obsługiwania urządzeń
5
Proces zarządzania PZ, to cykl działań związanych ze zbieraniem informacji
potrzebnych do programowania, realizowania i oceniania eksploatacji oraz
polegający na podejmowaniu stosownych decyzji.
Proces eksploatacji, to cykl zdarzeń związanych z wykorzystaniem przez ludzi
urządzeń sprawnych w celu zaspokojenia potrzeb społeczno-gospodarczych oraz
działań niezbędnych przy postępowaniu z urządzeniami niesprawnymi w celu
odtworzenia ich sprawności.
Proces użytkowania, to cykl zdarzeń związany z działaniem sprawnych
urządzeń technicznych, a także zdarzenia związane z kontrolą zmiany stanu
technicznego urządzeń.
Proces obsługiwania obejmuje zdarzenia i operacje związane z kontrolą,
utrzymywaniem lub odtwarzaniem stanu zdatności urządzenia.
WYMAGANIA EKSPLOATACYJNE
Zasadniczym dążeniem w budowie eksploatacji maszyn jest zapewnienie jak
najdłuższego prawidłowego działania.
WYMAGANIA
EKSPLOATACYJNE
NIEZAWODNOŚĆ
EKSPLOATACYJNA
STOSOWALNOŚĆ
MASZYNY DO WYK.
WYZN. ZADAŃ
SPECJALNE
WYMAGANIA
EKSPLOATACYJNE
odporność na
zużycie
wytrzymałość i
sztywność
odporność na
drgania
zabezpieczenie
przed
przeciążeniem
niezawodność
urządzeń
rozruchowych
wykonywanie
przez maszynę
żądanych
czynności
możliwość
podwyższenia
wydajności
pracy
odpowiedni
zakres
regulacji
konieczna i
wystarczająca
moc
ochrona
bezpieczeństwa
pracy
robotnika
najmniejszy
możliwy
gabaryt
największa
moc przy
najmniejszym
ciężarze i
gabarycie
trwałe
zachowanie
dokładności
cichobieżność
pracy
estetyka i
komfort
maszyn i
wyposażenia
6
Przedstawione wymagania eksploatacyjne należy brać pod uwagę na etapie
projektowania i wytwarzania obiektu technicznego, gdyż ich spełnienie
decyduje o poziomie jakości eksploatacji.
Środki, które mogą zapewnić osiągnięcie wymaganej niezawodności:
-maksymalne wykorzystanie osiągniętego poziomu organizacji pracy i
technologii (etap projektowania i wytwarzania)
-zapobieganie błędom popełnianym przez ludzi w trakcie produkcji
-kontrola techniczna jakości materiałów, części zespołów i całych obiektów
Czynniki mające wpływ na niezawodność:
-jakość surowców oraz części i zespołów
-stan parku maszynowego i narzędzi
-rozpoznanie uszkodzeń i ich przyczyn
-kontrola działania obiektów w trakcie eksploatacji
-technologiczność konstrukcji (podatność konstrukcji na wytworzenie przy
danym poziomie techniki)
-techniczne możliwości przeprowadzania procesów technologicznych
-wady ukryte
Rodzaje działań w procesie eksploatacji
EKSPLOATACJA
UŻYTKOWANIE
OBSŁUGIWANIE
ZASILANIE
ZARZĄDZANIE
PRZEGLĄDY I
KONSERWACJE
NAPRAWY
OCENA STANU
regulacja
czyszczenie
uzupełnienie
płynów
konserwacja
regeneracja
montaż
demontaż
weryfikacja
pomiary
bezpośrednie
pomiary pośrednie
(diagnostyka)
7
Zasilanie- dostarczenie do obiektów technicznego materiałów (masy), energii
(elektrycznej, cieplnej, itp.) oraz informacji.
Optymalna strategia procesu eksploatacji to strategia ukierunkowana na
minimalizację wszystkich kosztów związanych z użytkowaniem,
obsługiwaniem, zasilaniem i zarządzaniem.
Dokumentacja eksploatacyjna obiektu technicznego musi obejmować:
1.Podział obiektu technicznego na elementy, które będą wspólnie poddawane
naprawom.
2.Terminy dokonywania przeglądów i napraw.
3.Potrzeby w zakresie serwisu i napraw.
4.Wymogo BHP na etapie użytkowania oraz w zakresie ochrony środowiska.
5.Przyjęte zasady użytkowania i obsługiwania.
Dyrektywy praktyczne dotyczące usprawnienia eksploatacji:
1.Usprawnienia muszą mieć podstawy badań naukowych.
2.Należy pozyskiwać ludzi dla idei usprawniania.
3.W jak największym stopniu należy stosować komputerowe wspomaganie
eksploatacji.
4.Istotne usprawnienia eksploatacyjne wymagają stosunkowo długiego czasu.
5.Usprawniając fragment systemu eksploatacji należy pamiętać o całości
systemu.
6.Usprawnienia mają walor krótko czasowy.
Głównym celem polityki eksploatacyjnej jest uzyskanie optymalnej trwałości i
niezawodności oraz wykorzystanie obiektów technicznych w założonym czasie
przy minimalnym zużyciu materiałów i pracy ludzkiej, a tym samym przy
maksymalnej ich produktywności.
PODZIAŁ PROBLEMATYKI EKSPLOATACYJNEJ.
Problemy do rozwiązania w eksploatacji można podzielić:
1.Z punktu widzenia funkcji spełnianych przez urządzenie (urządzenia
podstawowe i pomocnicze).
2.Z punktu widzenia organizacji i kierowania zagadnieniami eksploatacji
(złożoność urządzenia i liczba urządzeń, miejsce człowieka w działaniu
urządzenia).
3.Z punktu widzenia roli spełnionej przez urządzenie (użytkowanie i
obsługiwanie).
4.Z punktu widzenia kolejnych faz istnienia obiektu technicznego.
Jakość eksploatacyjna urządzenia określana jest przez:
-niezawodność
-trwałość
-podatność obsługową i diagnostyczną
-małą masę i niskie koszty eksploatacji
-walory użytkowe
8
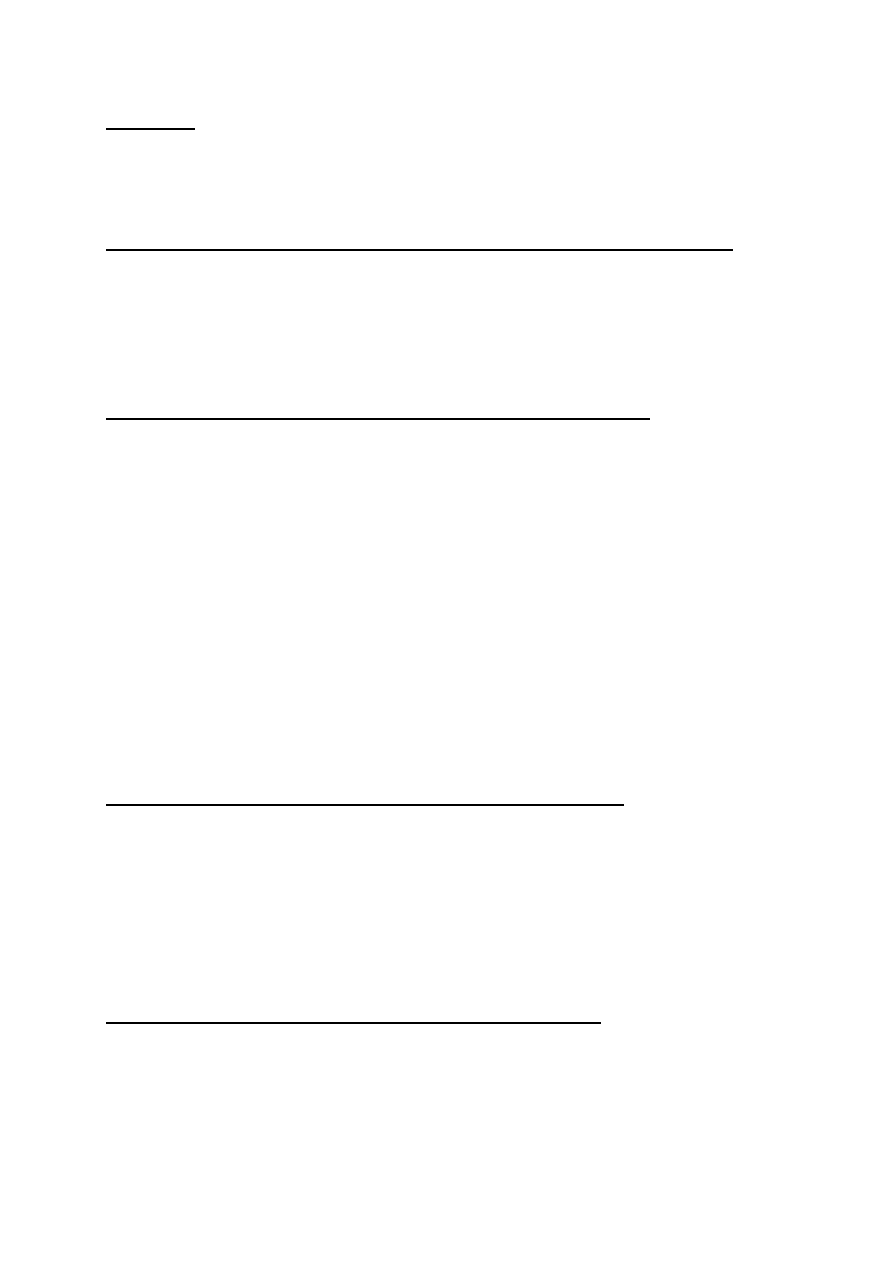
Elementarne procesy użytkowania i obsługiwania
Na użytkowanie i obsługiwanie składają się procesy elementarne i uniwersalne.
Procesy elementarne są znamienne tylko dla określonych podsystemów
systemu eksploatacji.
Procesy uniwersalne to takie, które występują w różnych podsystemach.
PROCESY
ELEMENTARNE
WYSTĘPOWANIE W
PODSYSTEMACH
UŻYTKOWANIA
OBSŁUGIWANIA
INFORMACYJNE
+
+
STERUJĄCE
+
+
PRODUKCYJNE
+
-
ZASILAJĄCE
+
+
DESTRUKCYJNE
+
+
KONTROLNE I
DIAGNOSTYCZNE
+
+
PRZEGLĄDOWE
+
+
NAPRAWCZE
-
+
EKONOMICZNE
+
+
SOCJALNE
+
+
Można wyróżnić następujące rodzaje działań w ramach eksploatacji i wokół
procesów eksploatacji wymagających odpowiednich zasobów informacji.
1.Działania organizacyjne.
2. Działania techniczne.
3. Działania ekonomiczne.
4.Destrukcyjne oddziaływania czynników zewnętrznych na urządzenie.
5.Stosunki międzyludzkie.
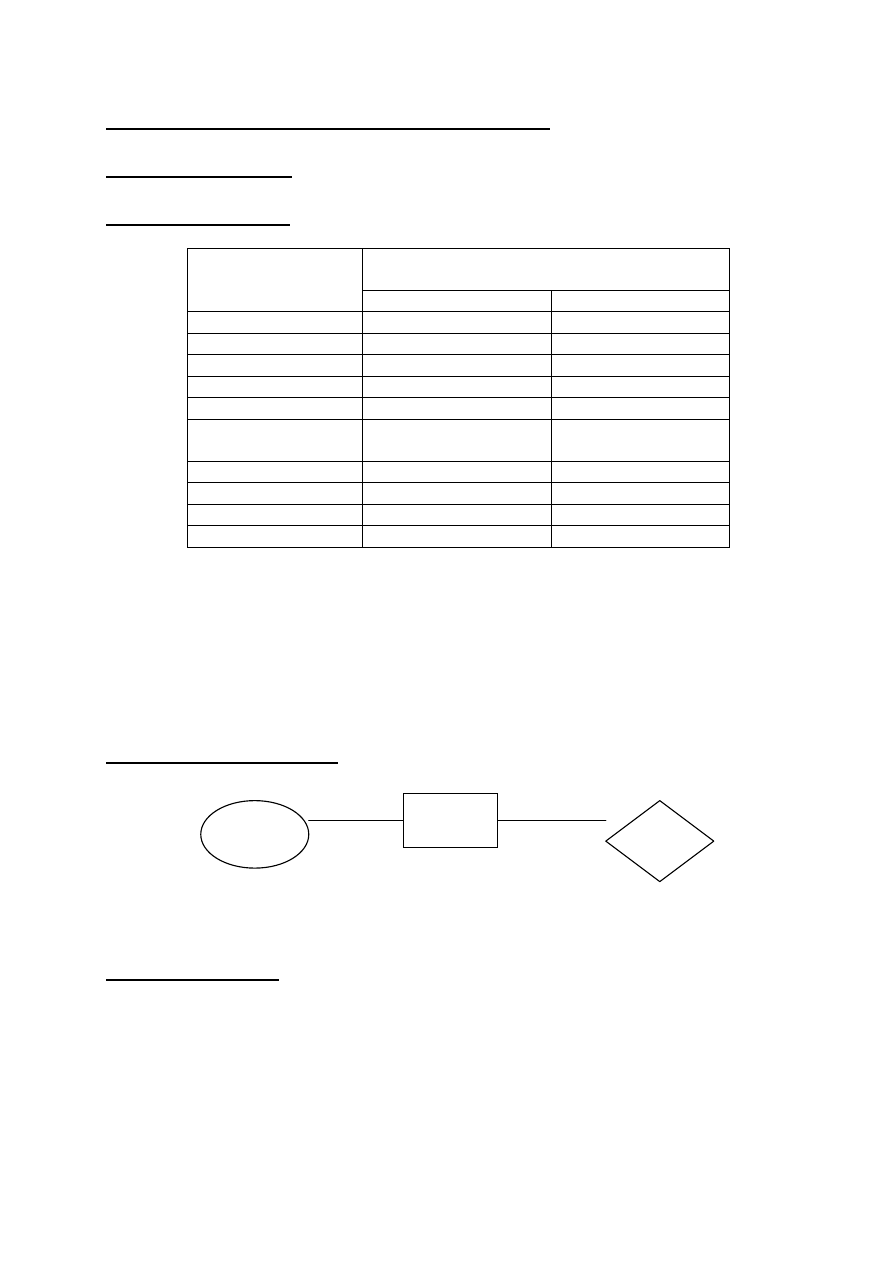
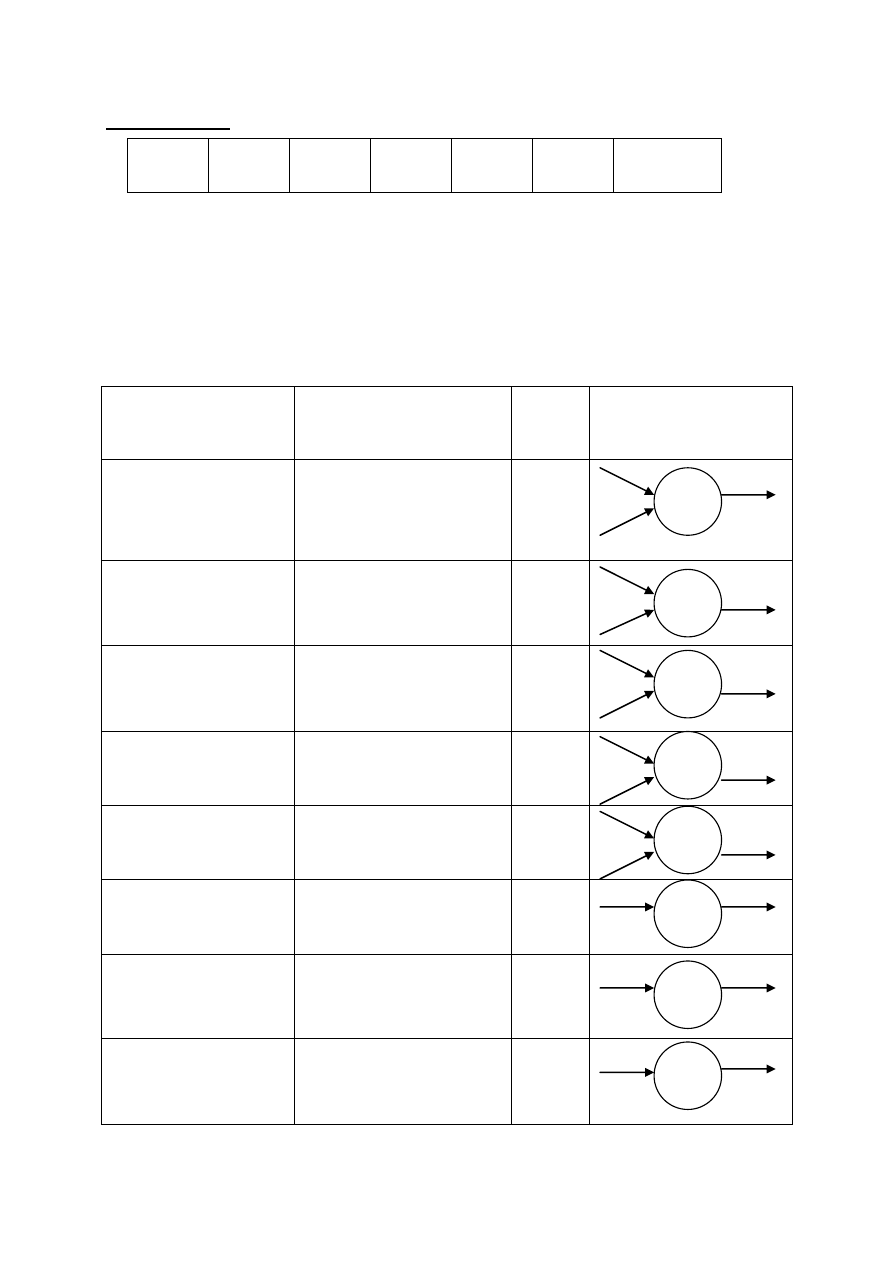
ŁAŃCUCH DZIAŁANIA
Model prakseologiczny łańcuch działania
Łańcuch działania- jest to uporządkowana trójka elementów działających, z
których pierwszy spełnia funkcję przedmiotu (sprawcy), który znając cel inicjuje
działanie. Drugi pełni role pośrednika (narzędzia), które pośredniczy w
działaniu. Trzeci zaś pełni role przedmiotu (tworzywa), na którym jest
zlokalizowany cel działania.
z
y
x
,
,
y
x
z
przedmiot
(sprawca)
pośrednik
(narzędzie)
przedmiot
(tworzywo)
9
Przykłady łańcuchów:
-operator obrabiarki + obrabiarka z oprzyrządowaniem + przedmiot obrabiany
-pracownik remontowy + narzędzia remontowe + remontowana obrabiarka
Warunki, które musza być spełnione:
1.Podmiotami działania mogą być tylko ludzie lub zespoły ludzkie.
2.Pośrednikami działania mogą być ludzie lub urządzenia.
3.Przedmiotami działania mogą być ludzie lub urządzenia.
PODZIAŁ ŁAŃCUCHÓW DZIAŁANIA
Wyróżniamy łańcuchy proste i złożone:
Łańcuchy proste-wszystkie ogniwa łańcucha występują w liczbie pojedynczej,
jeżeli nie to mamy łańcuch złożony.
P- zbiór uniwersalny
C- zbiór ludzi i zespołów ludzkich
U- zbiór urządzeń i grup urządzeń
R- zbiór reszty
k, m, n- obiekty działające należące do zbioru P
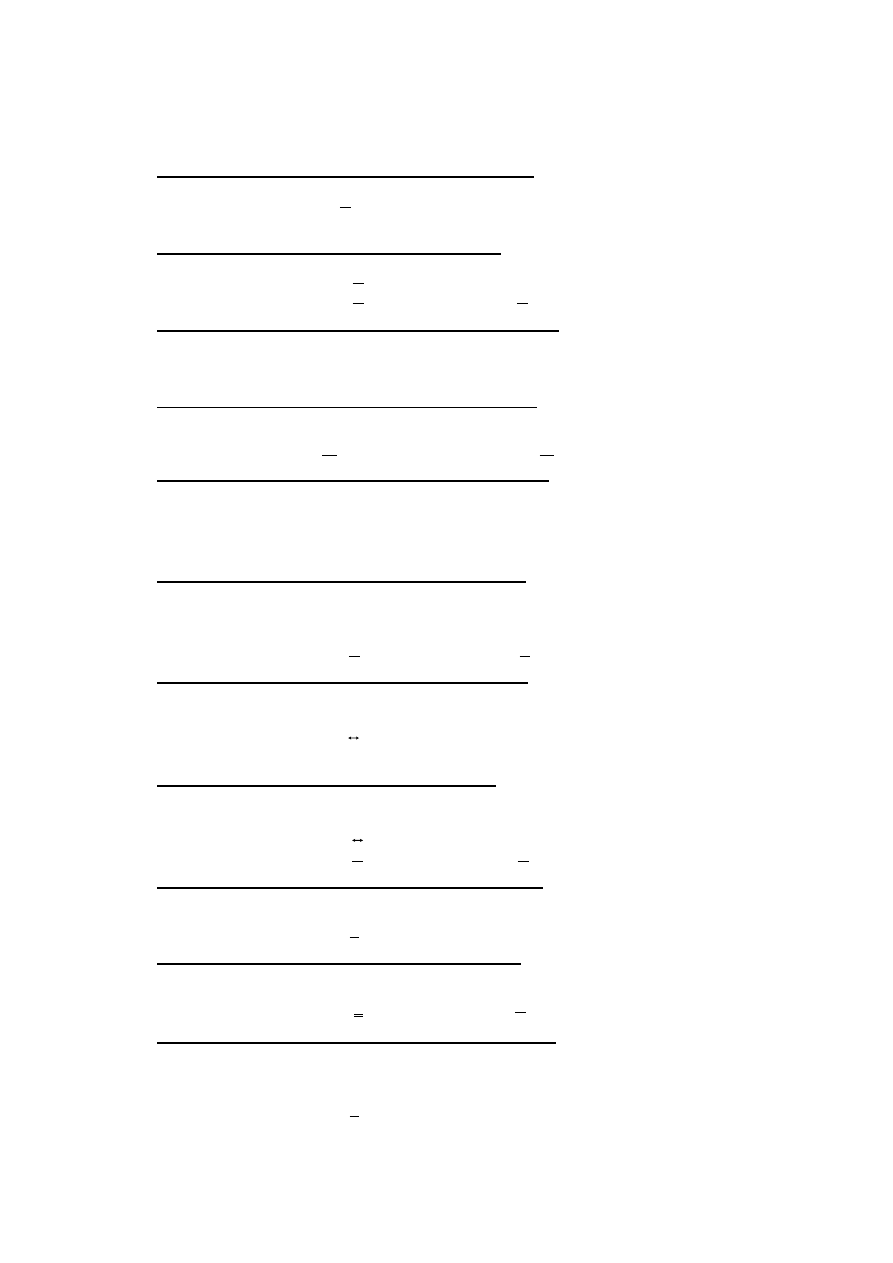
Relacja użytkowania- mówimy, że obiekt k użytkuje obiekt m (k ↓ m) wtedy i
tylko wtedy, jeżeli istnieje z
P, że trójka uporządkowana elementów k, m, z
tworzy łańcuch działania.
z
m
k
V
m
k
P
z
,
,
(
)
(
)
Relacja obsługiwania- mówimy, że obiekt k obsługuje obiekt m wtedy i tylko
wtedy, gdy istnieje takie y należące do zbioru P, że trójka uporządkowana
elementów k, y, m stanowi łańcuch działania.
m
y
k
V
m
k
P
y
,
,
(
)
(
)
Relacja eksploatowania- mówimy, że k eksploatuje m wtedy i tylko wtedy gdy
k użytkuje m lub k obsługuje m.
)
(
)
(
)
exp
(
m
k
v
m
k
lm
k
Przykłady łańcuchów działania:
-
robotnik doglądający dwóch obrabiarek
10
Otoczenie łańcucha działania
linie łączące informacyjne
linie łączące zasileniowe
Łącza informacyjne, na wejściu- rozkazy i polecenia dla przedmiotu, na
wyjściu- sprawozdania i meldunki
Łącza zasileniowe, na wejściu-materiały i energia, na wyjściu- energia i
materiały przetworzone.
Granicę otoczenia przyjmuje się najczęściej w zależności od istotnego w danym
badaniu punktu widzenia w sposób arbitralny.
Otoczenie łańcucha jest charakteryzowane przez parametry:
-kinematyczne (ciśnienie, temperatura, wilgotność, ruch powietrza, itp.)
-dynamiczne (prędkość, przyspieszenie, itp.)
-związane z inżynierią środowiska pracy (hałas zapylenie, oświetlenie, drgania,
promieniowanie)
-socjopsychologiczne (więzi międzyludzkie, motywacje ludzi, itp.) -inne
Relacje między otoczeniami dwóch łańcuchów.
1.
2
1
O
O
-otoczenia są identyczne
2.
2
1
O
O
-otoczenia są identyczne geometrycznie
3.
2
1
~ O
O
-otoczenia są równoczesne
4.
2
1
O
O
-otoczenia się poprzedzają w czasie,
1
O
poprzedza w czasie
2
O
5.
2
1
O
O
-współużyteczność otoczeń, otoczenie
1
O
łańcucha jest
współużyteczne z otoczeniem
2
O
łańcucha drugiego wtedy i tylko wtedy gdy
1
O
poprzedza w czasie
2
O
i otoczenia te są identyczne genetycznie.
2
1
2
1
2
1
O
O
O
O
O
O
6.
2
1
O
O
- współzależność otoczeń
Otoczenie
1
O
jest współzależne z otoczeniem
2
O
wtedy i tylko wtedy, gdy
działanie w otoczeniu
1
O
jest równoczesne z działaniem w otoczeniu
2
O
i
otoczenia te są identyczne.
2
1
2
1
2
1
~
O
O
O
O
O
O
MAKROOTOCZENIE
MIKROOTOCZENIE
11
Układ działania (U)
Układem działania nazywamy parę uporządkowaną, której pierwszym
elementem jest łańcuch działania drugim zaś otoczenia tego łańcucha działania.
Układ działania
O
L
U
,
Relacje między układami działania:
1) Relacja współużyteczności – układ działania
1
U
jest współużyteczny z
układem działania
2
U
wtedy i tylko wtedy, gdy łańcuchy działania tych
układów są współużyteczne lub otoczenie tych łańcuchów jest
współużyteczne.
2
1
2
1
2
1
O
O
L
L
U
U
2) Współzależność układów – układy działania
1
U
i
2
U
są współzależne wtedy
i tylko wtedy, gdy łańcuchy działania tych układów są współzależne lub
otoczenia tych łańcuchów są współzależne.
2
1
2
1
2
1
O
O
L
L
U
U
Układy wyróżnione:
O
k
L
k
U
,
- zapis uogólniony układu wyróżnionego
m
k
(maszyna)
O
m
L
m
U
,
q – rola pełniona przez
m
rozkład obiektu
m
O
m
L
m
U
q
q
,
Rodzaje układów działania
m
U
q
Nazwa układu
m
U
X
Operowania
m
U
Y
Użytkowania
m
U
Z
Obsługiwania
m
U
XY
Samo użytkowania
m
U
YZ
Samo oddziaływania
m
U
XZ
Samo obsługiwania
m
U
XYZ
Samo eksploatowania
Układy działania mogą być proste i złożone analogicznie jak łańcuchy działania.
O
X
Y
Z
12
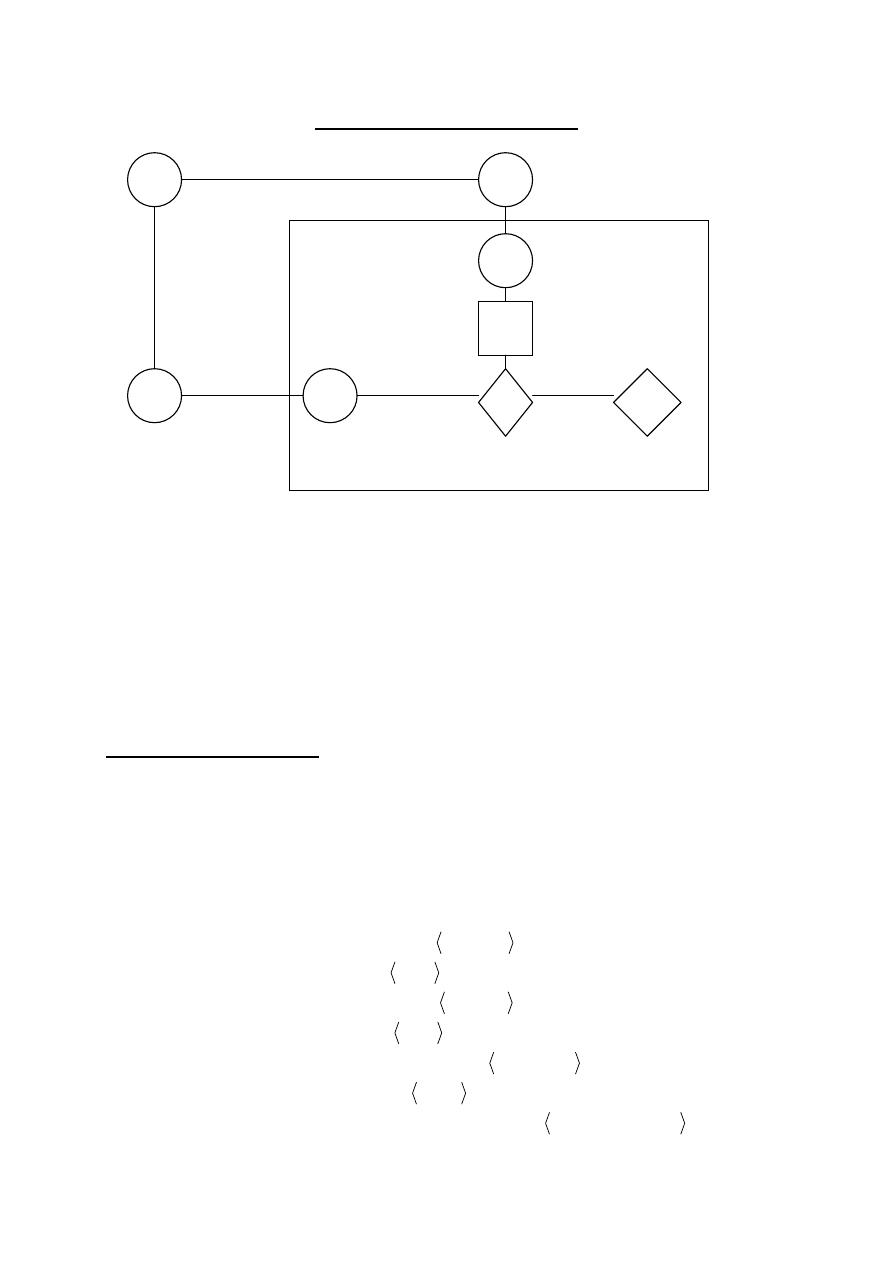
Układ eksploatacji urządzeń:
ub – użyteczność bezpośrednia
m – maszyna
po – przedmiot operacyjny
ob. – obsługa bezpośrednia
śo – środek obsługi
O – otoczenie
Ke – kierownik eksploatacji
Kn – kierownik użytkowania
Ko – kierownik obsługi
Eksploatacja może być:
o
Pośrednia (kierowanie eksploatacją)
o
Bezpośrednia (realizowanie eksploatacji)
Łańcuch poziomy to łańcuch użytkowania, a łańcuch pionowy to łańcuch
obsługiwania.
Urządzenie (maszyna) pełni, więc dwoistą rolę w układzie eksploatacji, a oba
łańcuchy są współużyteczne.
Na podstawie przedstawionego modelu zdefiniujemy:
o
Stanowisko użytkowania
O
po
ub
su
,
,
o
Układ użytkowania
m
su
uu
,
o
Stanowisko obsługiwania
O
śo
ob
so
,
,
o
Układ obsługiwania
m
so
uo
,
o Kierownictwo eksploatacji
Ko
Ku
Ke
eks
kier
,
,
.
o
Załoga urządzenia
ob
ub
urz
zal
,
.
o
Układ eksploatacji urządzenia
eksp
kirt
m
so
su
urz
eksp
ukl
.
,
,
,
.
.
O
Ke
Ku
Ko
ub
ob
śo
m
po
13
Przykład układu eksploatacji tokarki
W modelu prakseologicznym tokarki wyróżniamy:
1) Urządzenie m i jego struktura funkcjonalna: budowa, przeznaczenia,
uzyskiwane efekty technologiczne
2) Załoga urządzenia: tokarz, mechanik, elektryk, hydraulik
3) Przedmiot operacyjny urządzenia: przedmiot obrabiany w postaci
półfabrykatu
4) Stanowisko użytkowania: tokarz, przedmiot obrabiany, otoczenie
użytkowania
5) Stanowisko obsługiwania: mechanik, elektryk, środki obsługi, (narzędzia
wyposażenie), otoczenie obsługiwania
6) Charakterystyka otoczenia: miejsce (hala fabryczna), temperatura,
oświetlenie, wilgotność, zapylenie, hałas, drgania
7) Zasilenia eksploatacyjne: materiały produkcyjne (półfabrykaty) materiały
eksploatacyjne (smary, płyn chłodniczy, sprężone powietrze, itp.) części
zamienne i narzędzia oraz energia elektryczna
8) Informacja eksploatacyjna urządzenia: informacje stałe zawarte w
dokumentacji techniczno ruchowej (DTR) lub tzw. paszportu maszyny,
informacje bieżące (rys. przedmiotu obrabianego, dokumentacja techniczna,
wytyczne kontroli jakości, wytyczne dotyczące obsługi)
System działania obiektu
System – zbiór elementów, które charakteryzują się pewnymi właściwościami i
które są między sobą wewnętrznie powiązane.
System działania obiektu - System działania obiektu m nazywać będziemy
parę uporządkowaną, której pierwszym elementem jest zbiór wszystkich
układów zawierających element m drugim zaś relacja F określona na tym
zbiorze układów.
F
m
U
m
S
,
U
- zbiór układów
Jeżeli F jest relacją współużteczności to system nazywamy Historycznym.
Natomiast, jeśli F jest relacją współzależności to system nazywamy
Ahistorycznym.
Rodzaje systemów działania
m
S
q
Nazwa systemu
m
S
X
Operowania
m
S
Y
Użytkowania
m
S
Z
Obsługiwania
m
S
XY
Samo użytkowania
m
S
YZ
Samo oddziaływania
m
S
XZ
Samo obsługiwania
m
S
XYZ
Samo eksploatowania
14
Model systemy eksploatacji bezpośredniej obiektu m
System eksploatacji bezpośredniej i systemy zapewniające jego funkcjonowanie.
SYSTEM EKSPLOATACJI
BEZPOŚREDNIEJ
SYSTEM
UŻYTKOWANIA
m
Sy
SYSTEM
OBSŁUGIWANIA
m
Sz
System
eksploatacji
bezpośredniej
System
obsługi
System
użytkowania
System
operacyjny
System
zaopatrzenia
15
Cel działania:
Każdą wypowiedz zawierającą odpowiedz na powyższe pytania nazywamy
komunikatem celowościowym lub celem działania.
- cel działania
=1 – cel jest realizowany
=0 – cel jest nie realizowalny
FUNKCJA
ZDANIOWA
LOGIKI CELÓW
WYRAŻENIE
ZAPIS
SYMBOL
GRAFICZNY
Równoważność
celów (Def 1)
1
Jest zrealizowane
wtedy i tylko wtedy
gdy realizowane jest
2
2
1
1
2
Implikacja celów
(Def 2)
Jeżeli jest
realizowane
1
to jest
realizowane
2
2
1
1
2
Koniunkcja celów
(Def 3)
Realizowany jest
2
1
i
2
1
1
2
Alternatywa celów
(Def 4)
Realizowany jest
2
1
lub
2
1
1
2
Alternatywa
rozłączna celów
(Def 5)
Realizowany jest
2
1
albo
2
1
1
2
Negacja celu
(Def 6)
Realizowany jest
nie
Zero celu
(Def 7)
nic nie jest
realizowane
0
Jedynka celu
(Def 8)
Wszystko jest
realizowane
1
Co?
Kto?
Jak?
Kiedy?
Gdzie?
Po co?
Dlaczego?
m
0
0
16
Relacja między realizatorami działania.
Negowanie realizatorów współużyteczne – występują wtedy, gdy dwa
układy nierównocześnie realizują cele sprzeczne.
2
1
2
1
2
1
U
U
R
R
Negowanie realizatorów współzależne – występuje wtedy, gdy dwa
układy jednocześnie realizują cele sprzeczne.
2
1
2
1
2
1
U
U
R
R
Równoważenie realizatorów współużyteczne – występuje wtedy, gdy
dwa układy realizują nierównocześnie cele identyczne (równoważne).
2
1
2
1
2
1
U
U
R
R
Równoważenie realizatorów współzależne – występuje wtedy, gdy dwa
układy realizują równocześnie takie same cele.
2
1
2
1
2
1
U
U
R
R
Implikowanie realizatorów współużyteczne – występuje wtedy, gdy
działanie układy pierwszego poprzedza działanie układu drugiego realizacje zaś
celu pierwszego jest zarazem realizacją celu drugiego.
2
1
2
1
2
1
U
U
R
R
Implikowanie realizatorów współzależne – występuje wtedy, gdy
układy działają równocześnie a realizujące cele pierwszego jest zarazem
realizacją celu drugiego.
2
1
2
1
2
1
U
U
R
R
Wyłączenie realizatorów współużyteczne – występuje wtedy, gdy
układy działają nierównocześnie i realizacja celu pierwszego wyklucza
realizację celu drugiego.
2
1
2
1
2
1
U
U
R
R
Wyłącznie realizatorów współzależne – występuje wtedy, gdy układy
działają równocześnie a realizacja celu pierwszego wyklucza realizację celu
drugiego.
2
1
2
1
2
1
U
U
R
R
Uzupełnianie realizatorów współużyteczne – występuje wtedy, gdy
układy działają nierównocześnie a każdy z nich realizuje cel cząstkowy.
2
1
2
1
2
1
U
U
R
R
Uzupełnianie realizatorów współzależne – występuje wtedy, gdy dwa
układy działając równocześnie realizują cele cząstkowe.
2
1
2
1
2
1
U
U
R
R
Rezerwowanie realizatorów współużyteczne – występuje wtedy, gdy
układy działając nierównocześnie realizują takie cele cząstkowe, z których
każdy może być uznany za cel główny.
2
1
2
1
2
1
U
U
R
R
17
Rezerwowanie realizatorów współzależne – występuje wtedy, gdy
układy działając równocześnie realizują takie cele cząstkowe, z których każdy
może być uznany za cel główny.
2
1
2
1
2
1
U
U
R
R
Realizator działania- nazywamy parę uporządkowaną której pierwszym
elementem jest cel działania drugim zaś układ realizujący ten cel
R=<
,U>
Realizator złożony – przypadki uzupełniania się i rezerwowania dwóch
realizatorów możemy rozszerzyć na większą ich liczbę. Dogodnie jest wtedy
operować pojęciem realizator złożony.
Realizator złożony – jest to realizator, którego cel daje się rozbić
przynajmniej na dwa cele cząstkowe a którego układ działania daje się
potraktować jako system działania składający się z układów realizujących te
cele cząstkowe.
S
R
z
z
,
- złożony cel działania
S – system działania
Realizator złożony może być rozłożone na realizatory proste
Cel złożony – koniunkcje, alternatywy.
Proces działania – działanie będzie rozumiane jako strumień zdarzeń.
Pojedyncze zdanie – to stan przedmiotu działania
Relacja działania – mówimy ze między zdarzeniem i oraz zdarzeniem j
zachodzi realizacja działania D wtedy i tylko wtedy, gdy istnieje taki realizator
R ze i należy do repertuaru wejścia a j do repertuaru wyjścia tego realizatora.
}
{
}
{
WyR
j
WeR
i
V
iDj
R
Realizator działania w ujęciu cybernetycznym
}
{
}
{
WyR
R
WeR
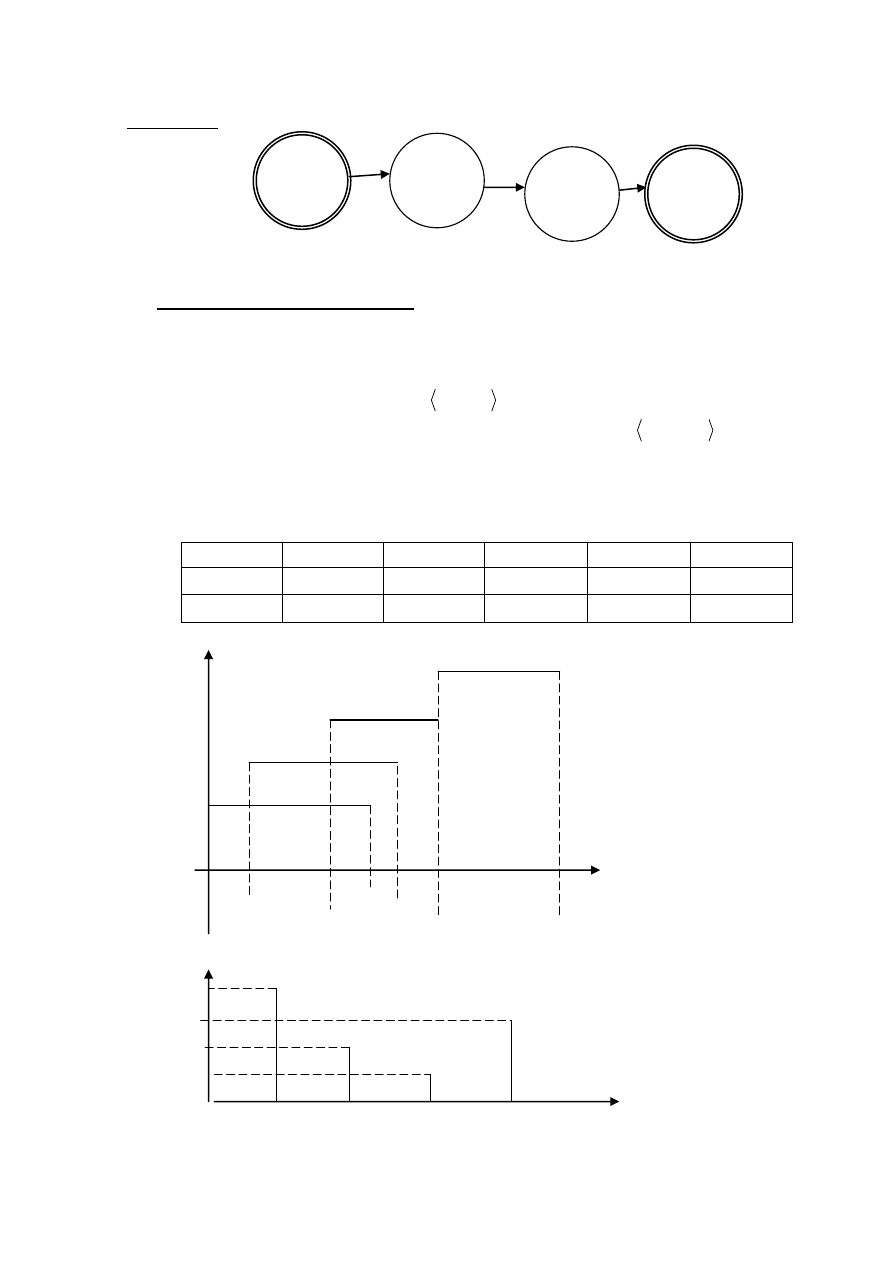
Proces działania – procesem działania realizatora R nazywamy parę
uporządkowaną, której pierwszym elementem jest zbiór zdarzeń J drugim zaś
relacja tego realizatora
R
D
porządkująca ten zbiór zdarzeń.
R
D
J
R
P
,
Pierwszym element zbioru zdarzeń J to zdarzenie początkowe a ostatni to
zdarzenie końcowe. Podzbiory danego procesy to operacja, a operacje
dwuelementowe to czynności. Pozostałe operacje to tzw. zabiegi.
18
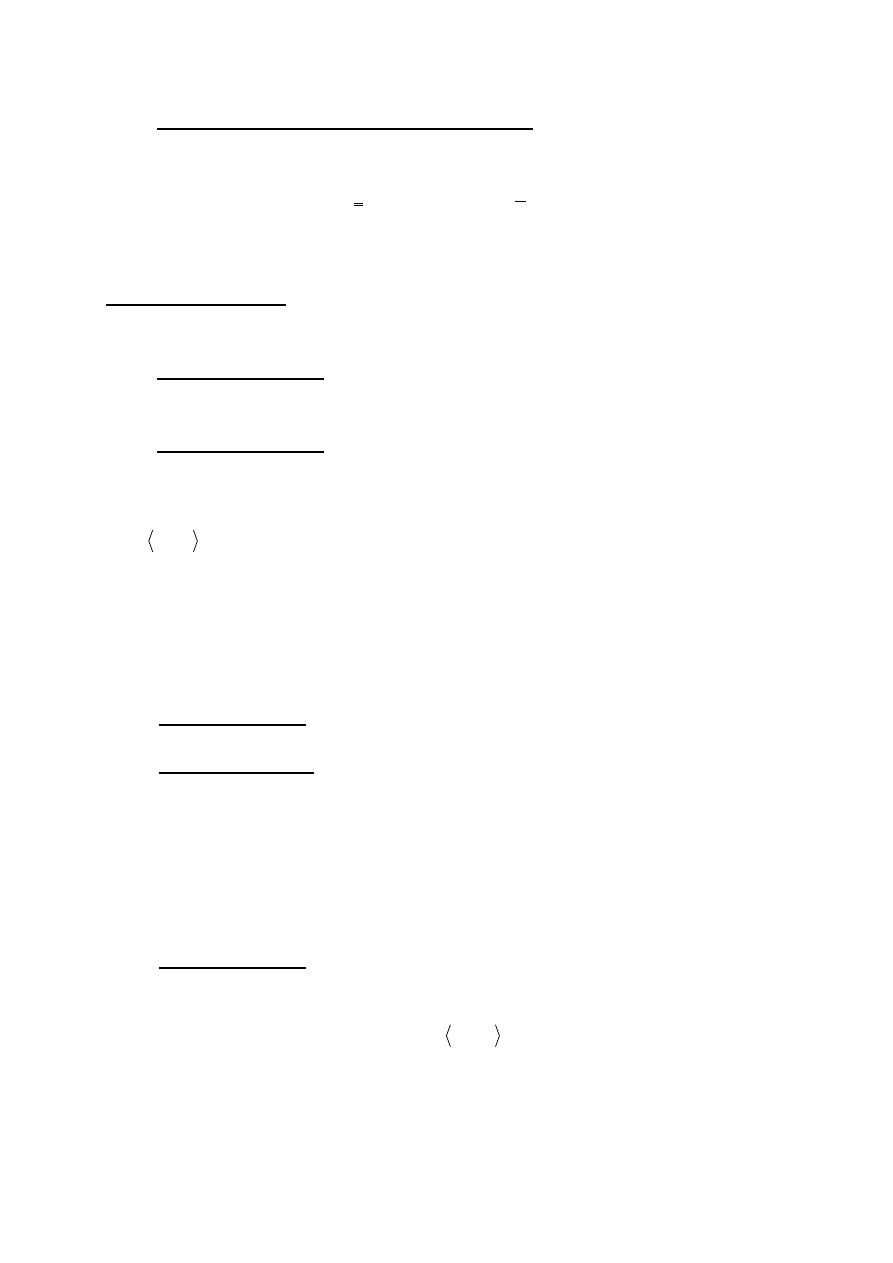
Sieciowy model procesu działania
3
2
1
,
,
i
i
i
- zdarzenia
- czynności
Czynność jest określona przez podanie x zdarzeń i zdarzenia poprzedniego i
następnego.
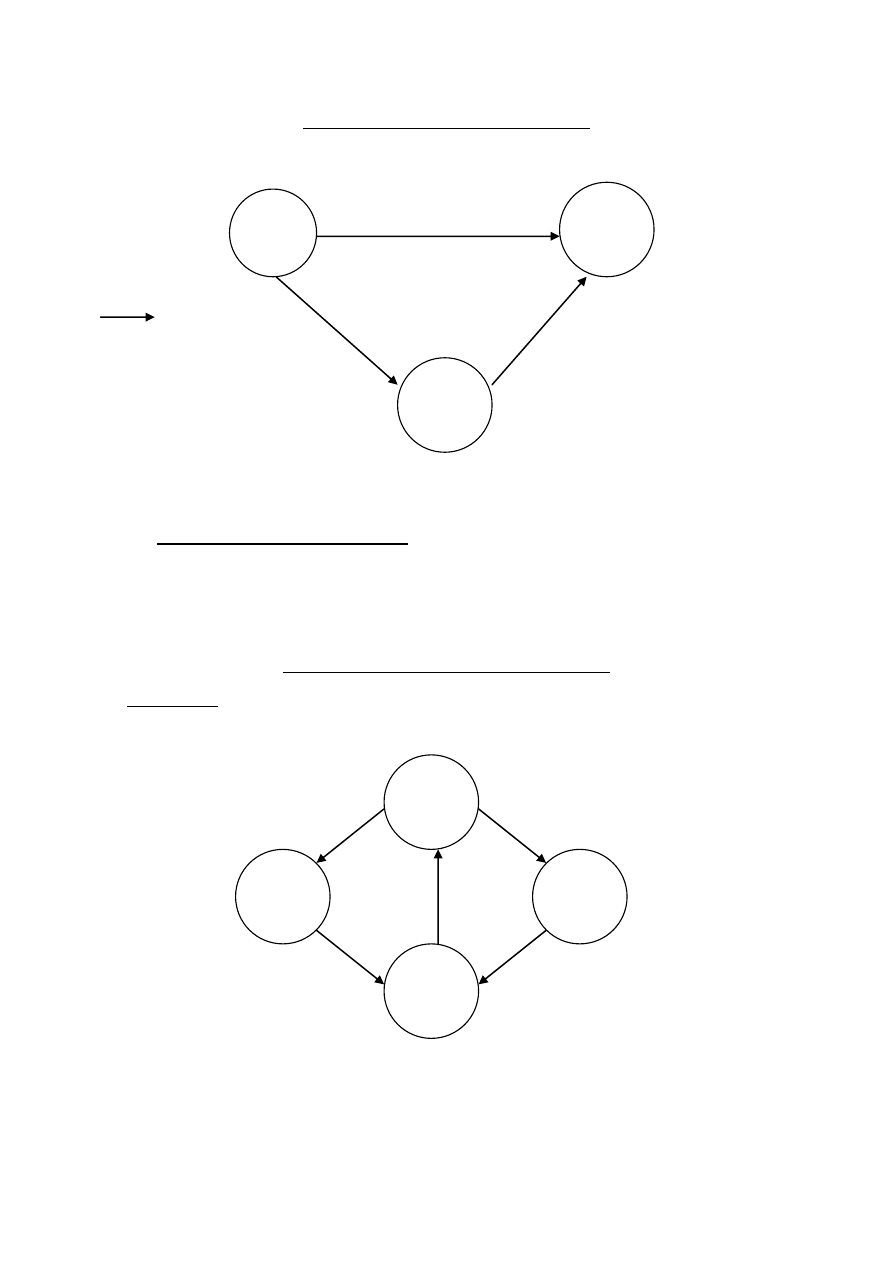
Struktura procesy działania - Struktura procesy działania nazywamy
taką macierz
KL
i
J
, której elementami mogę być tylko zera lub jedynki.
KL
i
= {1, gdy zdarzenie k i l tworzy czynność
KL
i
= {0, gdy zdarzenie k i l nie
tworzy czynność
KL
i
= {1, k = l
Przykłady struktura procesy działania:
Przykład 1
0101
1011
0110
1100
J
i1
i2
i3
3
2
4
1
19
Przykład 2
0001
0011
0110
1100
J
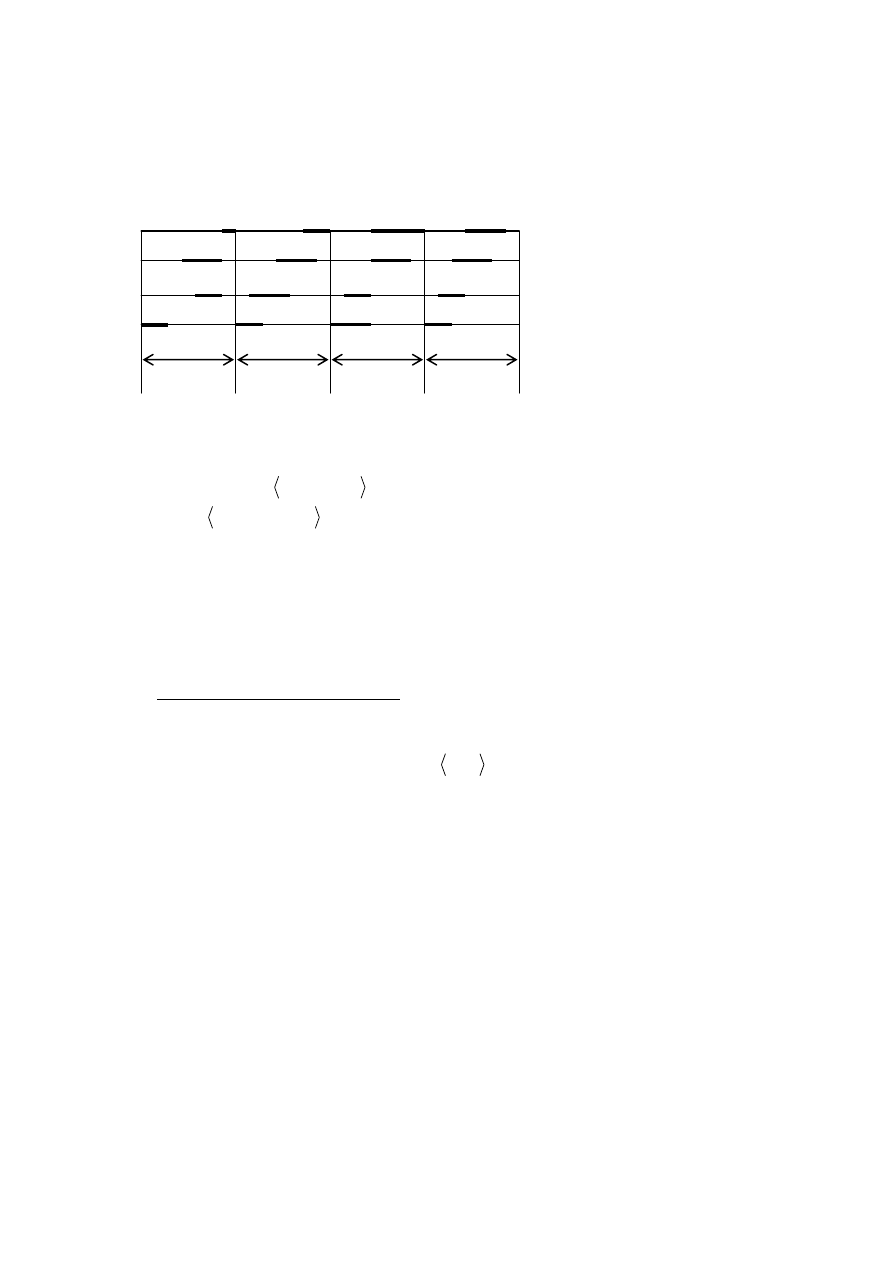
Kalendarz procesu działania – kalendarzem H procesu P nazywamy
taką trójkę uporządkowaną, której pierwszym elementem jest zbiór numerów
czynności M, drugim zbiór chwil rozpoczęcia czynności
,trzecim zbiór
przedziałów czasu trwania czynności T danego procesu.
T
M
H
,
,
Każda czynność procesu określona jest w kalendarzu H trójką
m
m
t
V
m
,
,
są to
współrzędne czynności w kalendarzu procesu.
Kalendarz procesu można przedstawić na trzy sposoby:
1. Przez podanie tablicy wartości współrzędnych poszczególnych
czynności:
m
1
2
......
n-1
n
m
V
1
V
2
V
......
1
n
V
n
V
m
t
1
t
2
t
......
1
n
t
n
t
2.Przy pomocy harmonogramu:
n
n-1
2
1
1 2 3 4 5 6 7 8 9
2. Przedstawienie na płaszczyźnie czasowej
2
t
m
t
1
t
3
t
2
V
1
V
3
V
m
V
3
2
4
1
20
Proces jest wielotaktowy, jeżeli można go rozłożyć na powtarzające się, co
pewien czas takty (cykle). Proces taki opisuje wielotaktowy kalendarz procesu
działania:
5
4
3
2
1
1
T
2
T
3
T
4
T
Dla pojedynczego taktu możemy zapisać także:
S
S
S
S
T
M
H
,
,
( kalendarz pojedynczego taktu)
n
H
H
H
H
,....
,
2
1
( kalendarz całego procesu wielotaktowego)
Proces jest stochastyczny (losowe), gdy chociaż jeden element jego kalendarza
jest zmienną losową.
W praktyce eksploatacyjnej mamy do czynienia z procesami stochastycznymi.
Proces jest deterministyczny, jeżeli posiada kalendarz o wszystkich zmiennych
ściśle określonych.
Program procesu działania – programem G procesu działanie P
nazywamy parę uporządkowaną, której pierwszy elementem jest struktura I tego
procesu drugim zaś jego kalendarz.
H
I
G
,
Programy procesu można podzielić na cztery podstawowe klasy:
1. Program deterministyczny szeregowy
2. Program deterministyczny rozgałęziony
3. Program stochastyczny szeregowy
4. Program stochastyczny rozgałęziony
21
Pojęcie urządzenia, podział eksploatacyjny urządzeń
Cechy ogólne urządzeń:
1. Funkcjonuję zgodnie z prawami fizyki
2. Są celowym wytworem człowieka z materii nieożywionej
3. Mają określone przeznaczenie
4. Ulegają uszkodzeniom i najczęściej wymagają obsługi
5. Mają skończoną żywotność
6. Przechodzą w swojej historii, przez co najmniej trzy fazy
o konstrukcji
o wytwarzania
o eksploatacji
7. Mogą być ulepszane
8. Mogą szkodzić człowiekowi
Urządzenie mechaniczne (maszyna) – jest to obiekt techniczny
zawierający mechanizm lub zespół mechanizmów we wspólnej obudowie
służący do przetwarzania energii lub wykonania określonej pracy mechanicznej.
Cechą charakterystyczną każdej maszyny jest ruch jej części w skutek działania
na niej sił lub momentów.
PODZIAŁ EKSPLOATACYJNY URZĄDZEŃ
a) Zasadnicze i pomocnicze
b) Przewoźne i stacjonarne
c) Jednokrotnego i wielokrotnego użytku
d) Naprawialne i nienaprawialne
e) Urządzenia zasileniowe, urządzenia informacyjne
f) Urządzenia jednofunkcyjne, urządzenia wielofunkcyjne (kombajny)
g) Mechaniczne, elektryczne, elektroniczne, itp.
KLASYFIKACJA RODZAJOWA ŚRODKÓW TRWAŁYCH
- budynki i budowle
- kotły
- maszyny energetyczne
- urządzenia i aparaty specjalne branżowe
- urządzenia techniczne
- środki transportowe
- maszyny
- urządzenia i aparaty ogólnego zastosowania
- narzędzia
22
PODZIAŁ EKSPLOATACYJNY MASZYN
mechaniczno-
elektryczne
mechaiczno-
hydrauliczne
mechaniczno-
pneumatyczne
przetworniki pracy
mechanicznej
urządzenia
transportowe
obrabiarki
walcarki
kruszarki
kombajny
rolnicze
dźwignice
przenośniki
samochody
pompy
Urządzenia mechaniczne
(maszyny)
energii
naturalnej
energii
wtórnej
silniki
urządzenia
technologiczne
ZASADY EKSPLOATACJI URZĄDZEŃ
Zasada eksploatacji – to termin o 3 znaczeniach :
1. Znaczeniu dyrektywnym
2. Znaczeniu postulatywnym
3. Znaczeniu kryterialnym
ad.1
Przez zasadę eksploatacji o znaczeniu dyrektywnym rozumie się dyrektywę
(regułę, normę) ustanowioną przez szczebel wyższy dla szczebli niższych w
systemie eksploatacji maszyn, czyli są to: polecenia, rozporządzenia,
zobowiązania, rozkazy, których nie spełnienie spowoduje określone sankcje.
ad.2
Przez zasadę eksploatacji o znaczeniu postulatywnym rozumie się postulat
(radę praktyczną, wskazówkę) przyjęty najczęściej w wyniku wieloletnich
doświadczeń.
ad.3
Przez zasadę eksploatacji o znaczeniu kryterialnym rozumie się kryterium
oceny co najmniej dwóch działań eksploatacyjnych.
Formalny zapis zasady eksploatacji:
Jeżeli p to q - jeżeli wystąpi (zaistnieje) p to należy czynić q

23
Warunek formalny stosowalności zasady eksploatacji
Z
ij
,
,t
k
k - przedmiot zasady (urządzenie, którego dotyczy zasada, np.obrabiarka).
Ψ - operator działania, np. użytkowanie, obsługiwanie, przechowywanie, itp.
Ω - operator metadziałania, np. planowanie użytkowania, wdrażanie
użytkowania, itp.
i - numer poziomu decyzyjnego, na którym zasadę ustanowiono.
j - numer poziomu decyzyjnego dla którego zasadę ustanowiono.
Z - treść zasady (zdarzenie, które powinno zajść).
t - rok ustanowienia zasady.
τ - przedział czasowy, w którym zasada obowiązuje.
Wielkości : i, j, Ω, Ψ, k, t, τ nazywamy parametrami zasady
k – zakres przedmiotowy zasady
Ω, Ψ – zakres merytoryczny zasady
t, τ – zakres kalendarzowy zasady
i, j – zakres organizacyjny zasady
KLASYFIKACJA ZASAD EKSPLOATACJI
Zasady eksploatacji dzielimy wg następujących czynników:
1. Przedmiotu zasady
2. Parametrów merytorycznych zasady, np. zasady użytkowania,
obsługiwania, itp.
3. Parametrów organizacyjnych zasady (zasady szczebla centralnego i
szczebli niższych)
WYKRYWANIE I REJESTROWANIE ZASAD EKSPLOATACJI W
RZECZYWISTYM SYSTEMIE EKSPLOATACJI
W praktyce zasady eksploatacji są formułowane najczęściej metodą prób i
błędów.
24
Schemat metodyki badań istniejących zasad eksploatacji
Dokananie badań
funkcjonalnych
zasad
eksploatacji
Sporządzenie
rejestru
funkcjonalnych
zasad eksploatacji
Wybór metody
badań
funkcjonujących
zasad eksploatacji
Ustalenie klasy zasad
eksploatacji urządzeń
Analiza zasad
funkcjonujących ze
względu na
usprawnienie
systemu eksploatacji
Zweryfikowanie
zadady eksploatacji
urządzeń
Metody weryfikacji
eksploatacji
urządzeń
Potrzeba (cel) badań
zasad eksploatacji urządzeń
Metody badań
zasad eksploatacji
KONCEPCJA WERYFIKACJI ZASAD EKSPLOATACJI
W praktyce często występuje problem jak zweryfikować zasadę eksploatacji
funkcjonującą już w systemie lub dopiero projektowaną.
Weryfikacja – w celu usprawnienia
Wyróżniamy dwie metody weryfikacji:
a) Naturalna ( jedno- lub wielogrupowa )
b) Modelowa
ad.a)
Naturalna weryfikacja (eksperyment naturalny) :
Jednogrupowa – identyfikacja istniejącej zasady eksploatacji, następuje
w czasie rzeczywistym w odniesieniu do jednego urządzenia.
Wielogrupowa – realizuje się równolegle eksploatację w kilku grupach
(urządzeniach), z których każda jest sterowana wg innej zasady eksploatacji.
ad.b)
Modelowa weryfikacja – badaniu zostaje poddany model matematyczny,
fizyczny, itp.
PRZEGLĄD WYBRANYCH ZASAD EKSPLOATACJI
1) Zasady sterowania eksploatacją
2) Zasady realizowania eksploatacji
25
UŻYWANIE CZĘŚCI MASZYN
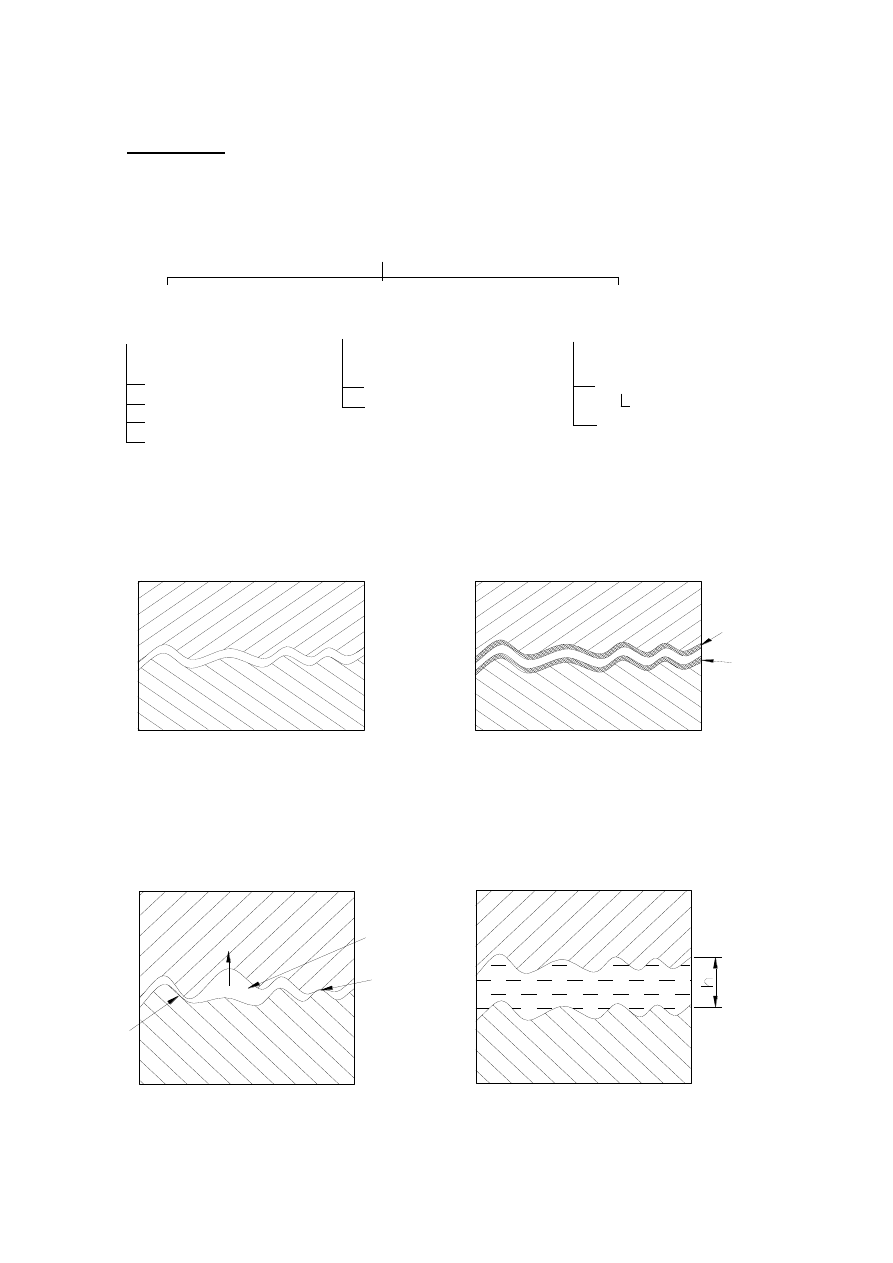
1. TARCIE – jest to zespół zjawisk wywołujących opór podczas
przemieszczania stykających się ze sobą ciał stałych. Jest to tzw. tarcie
zewnętrzne.
spoczynkowe
ruchowe
ze względu
na rodzaj
styku
suche
płynne
graniczne
mieszane
ze względu
na rodzaj
ruchu
Rodzaje tarcia
ślizgowe
krętne(wiertne)
toczne
ze względu
na cechy
ruchu
Tarcie graniczne
a,b - warstwy graniczne
Tarcie suche
(brak smarowania)
b
a
a - mikroklin
smarowy
b - warstwy
graniczne
c - styk suchy
b
Tarcie mieszane
c
a
pełne
rozdzielenie
filtrem
olejowym o
grubości h
Tarcie płynne
26
2. ZUŻYCIE, A ZUŻYWANIE
Zużywanie – jest to proces zmiany stanu części, węzła kinematycznego,
zespołu lub maszyny, w wyniku którego następuje utrata ich właściwości
użytkowych.
Zużycie – określa stan części, węzła kinematycznego, zespołu lub całej maszyny
na określonym etapie procesu zużywania.
Z=0
Z
2
=3[j]
Z
1
=1[j]
Z=0
Stan części
Użytkowanie
Zużywanie
Użytkowanie
Zużywanie
Regeneracja
jU
Węzeł kinematyczny – np. Czop i panewka – dwie części wykonujące ruch
względny.
3. RODZAJE ZUŻYWANIA CZĘŚCI MASZYN
Zużywanie części maszyn
korozyjne
Zjawiska i
procesy
określające
mechanizm
zużywania
tarcie
przekroczenie
wytrzymałości
doraźnej
lub
zmęczeniowej
Rodzaje
zużywania:
mechaniczne
korozja
naprężeniowa
korozja
zmęczeniowa
korozja-erozja
korozja
chemiczna
korozja
elektro-chemiczna
korozyjno-mechaniczneu
27
GRUPY I RODZAJE ZUŻYWANIA MECHANICZNEGO METALOWYCH CZĘŚCI MASZYN
Scuffing
Mikroskrawanie
Rysowanie
Bruzdowanie
Ścinanie
nierówności
Procesy
cieplne
Procesy
chemiczne
Odkształcenia
plastyczne
PROCESY
OKREŚLAJĄCE
MECHANIZM
ZUŻYWANIA
Zewnętrzne działanie:
rodzaj tarcia,
prędkość względna,
naciski jednostkowe,
chropowatość pow.
CZYNNIKI
WPŁYWAJĄCE
NA ZUŻYWANIE
Ośrodek:
płynny,
gazowy
Szczepianie I
rodzaju
(adhezyjne)
RODZAJE
ZUŻYWANIA:
GRUPY ZUŻYWANIA:
Utlenianie
Szczepianie II
rodzaju
(cieplne)
Ścierne
QUASI-STATYCZNE
Procesy
zmęczeniowe
-adsorbcja
Materiały:właściwości
sprężysto-plastyczne,
struktura,twardość,
siły przyciągania
miedzycząsteczkowego
Procesy
zmęczeniowe
Łuszczenie
Pitting
DYNAMICZNE
Nigdy nie występuje tylko jeden rodzaj zużywania, ale z reguły jeden dominuje
i dlatego od niego pochodzi nazwa występującego zużycia.
Zużywanie ścierne – proces niszczenia warstw wierzchnich elementów
współpracujących ze sobą w wyniku skrawającego, rysującego, bruzdującego i
ścinającego oddziaływania nierówności ich powierzchni lub cząstek ciał stałych,
np. ścierniwa i produktów zużywania znajdujących się między tymi
powierzchniami.
Zużywanie przez sczepianie I-go rodzaju (adhezje) – proces intensywnego
niszczenia powierzchni części maszyn podczas tarcia objawiający się
plastycznym odkształceniem wierzchołków nierówności, pojawieniem się
lokalnych sczepień obu powierzchni oraz niszczeniem powstałych sczepień
przez odrywanie cząstek metal. Objawia się przy stosunkowo niewielkich
prędkościach względnych i dużych naciskach.
Zużywanie przez sczepianie II-go rodzaju (cieplne) - proces intensywnego
niszczenia powierzchni metali wywołany nagrzaniem strefy tarcia do
temperatury zmiękczenia metalu. Występuje w warunkach dużych nacisków i
dużych prędkości względnej.
Zużywanie w wyniku utleniania – polega na tworzenie się i niszczeniu
warstewek tlenków na kontaktujących się powierzchniach. Jest to najmniej
intensywny i najbardziej pożądany rodzaj zużywania.
Scuffing – rodzaj zużywania, na który składają się procesy zużywania ściernego
i adhezyjnego. Bardzo intensywny i niekorzystny proces.
28
Zużywanie prze łuszczenie (spaliny) – jest procesem o charakterze
dynamicznym zmęczeniowym występującym przy braku lub niedostatku smaru i
polega na tworzeniu i rozprzestrzenianiu się mikropęknięć prowadzących to
oddzielania cząstek od podłoża. Występuje w kołach zębatych i łożyskach.
Zużywanie gruzełkowe (pitting) - jest to proces o charakterze dynamicznym
zmęczeniowym występującym przy tarciu tocznym w obecności smaru. Polega
na tworzeniu i rozprzestrzenianiu mikropęknięć prowadzących to oddzielania
cząstek od podłoża, a czynnikiem wspomagającym jest rozłupywanie
mikroszczelin w wyniku dynamicznego działania klinów smarowych.
Fretting – zużywanie ścierno-korozyjne (korozja tarciowa) występuje
najczęściej w warunkach ruchu postępowo zwrotnego kontaktujących się
powierzchni oraz przy intensywnie korodującym środowisku.
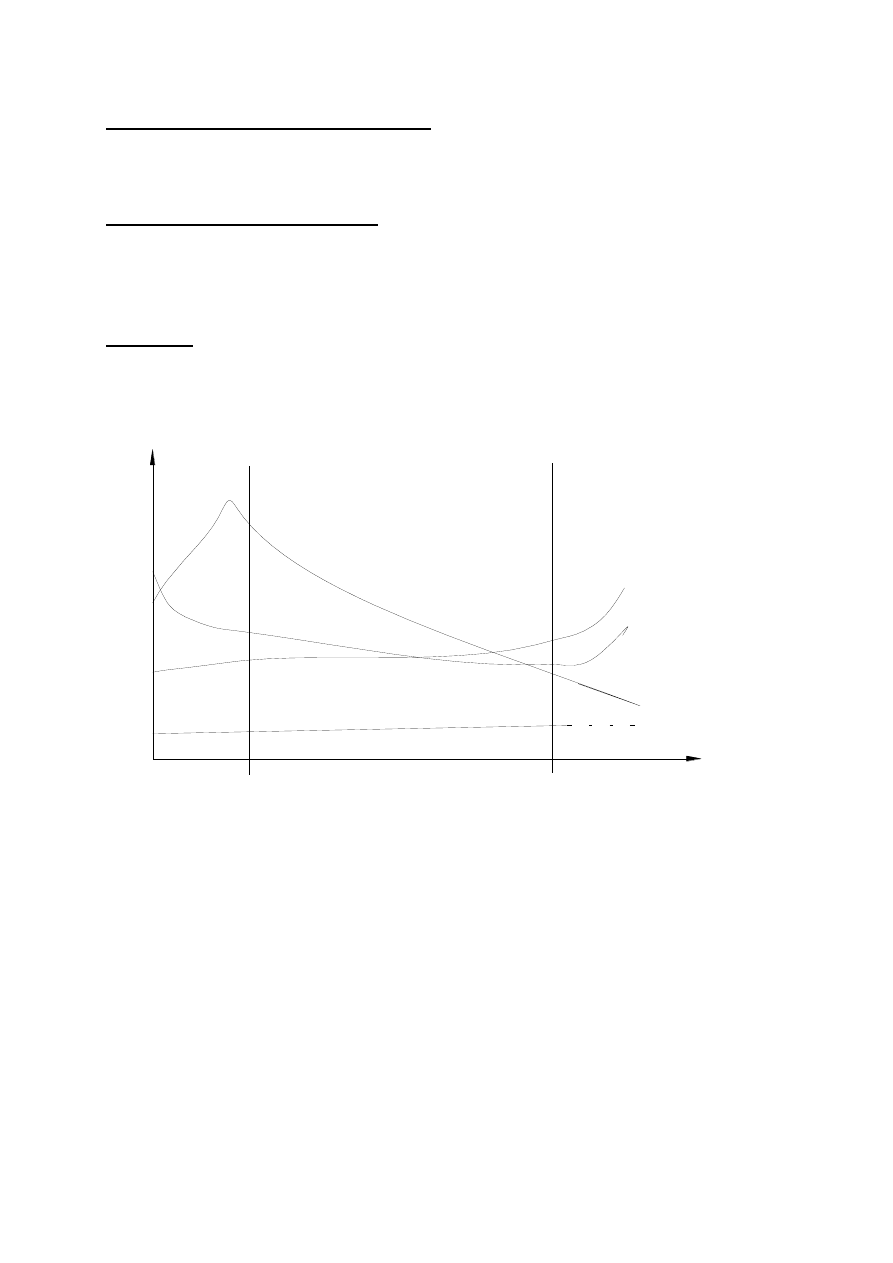
Ogólny przebieg procesów zużywania części maszyn
I
1
2
4
II
3
III
t
1-Z
2-%
3-I
Przebieg zużycia w skutek tarcia współpracujących części:
1 – zużycie
2 – nośność powierzchni
3 – intensywność zużywania
4 – zużycie przy tarciu tocznym
I –okres docierania
II – okres normalnej pracy
III – okres zużywania katastroficznego
Z – zużycie
I – intensywność zużywania
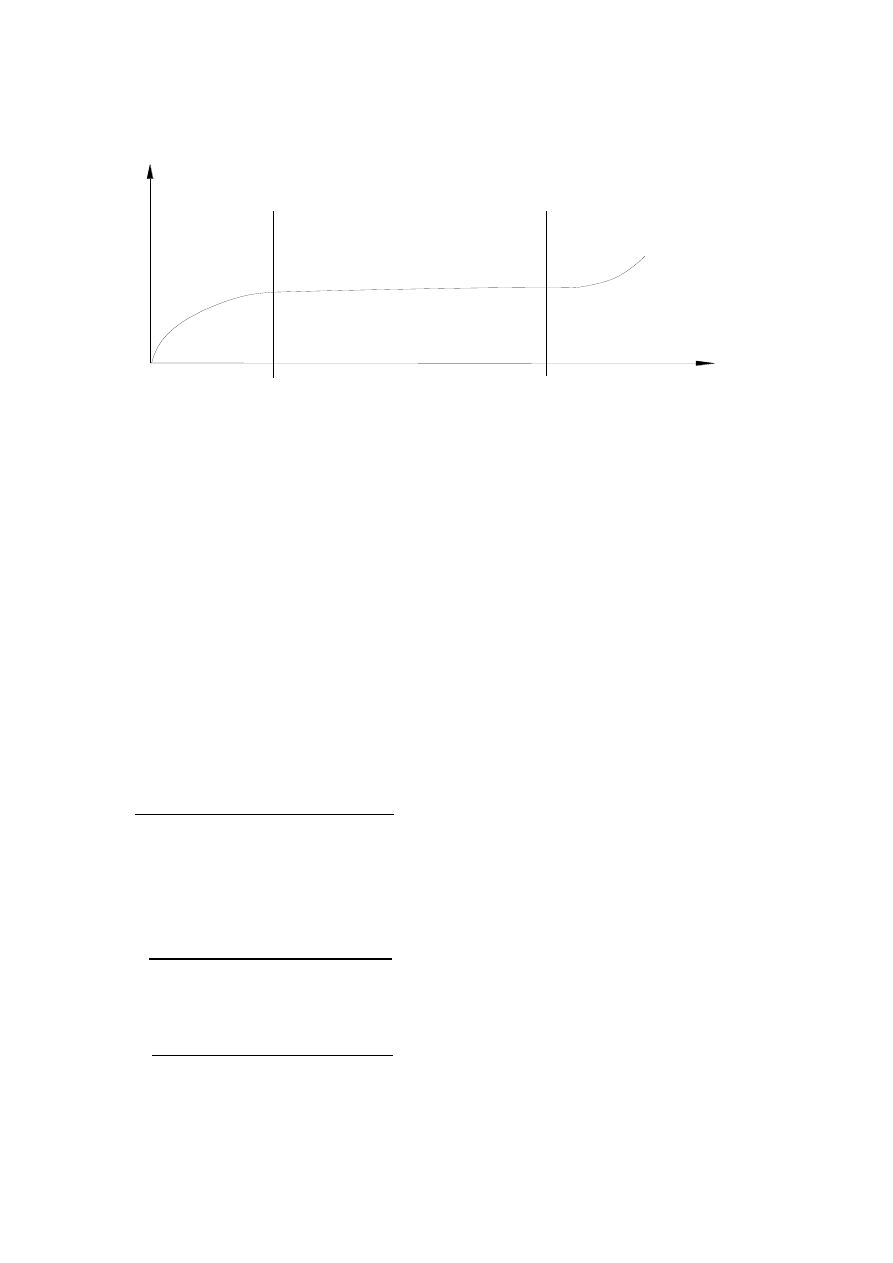
29
Typowa krzywa zużycia – krzywa Lorentza
I
Z
II
III
t
SMAROWANIE
1. Smarowanie – jest to wprowadzenie substancji smarującej między trące
powierzchnie oraz związane z tym procesem przekształcenie tarcia suchego w
tarcie płynne lub mieszane.
2. Zadania (funkcje) smarów :
- zmniejszenie oporów tarcia oraz zmniejszenie strat energii i zużywania
tarciowego
- zmywanie i usuwanie zanieczyszczeń ze współpracujących powierzchni
- ochrona powierzchni przed korozją
- odprowadzanie ciepła z obszaru tarcia
- amortyzacja drgań i obciążeń uderzeniowych
- zmniejszenie luzów w połączeniach ruchowych
3. Rodzaje tarcia:
I. Ze względu na przeznaczenie:
- smary płynne silnikowe (oleje silnikowe)
- smary płynne przekładniowe
- smary płynne wrzecionowe
- smary maziste do łożysk ślizgowych i tocznych
- smary specjalne
II. Ze względu na konsystencję:
- smary płynne (ciecze, gazy)
- smary maziste
- smary stałe, np. grafit, dwusiarczek molibdenu [MoS
2
], mikka
III. Ze względu na pochodzenie:
- smary mineralne (produkty otrzymywane z ropy naftowej lub węgla)
- smary organiczne (tłuszcze)
- smary syntetyczne
30
4. Cechy smarów:
I. Gęstość:
3
3
lub
m
kg
cm
g
V
m
- cecha fizyczna smarów
II. Lepkość: jest to miara tarcia wewnętrznego, jest to opór wewnętrzny
spowodowany tarciem cząsteczek substancji podczas ich przesuwania wobec
siebie.
III. Penetracja: jest to głębokość na jaką pogrąża się w smarze mazistym
znormalizowany stożek penetratora w ściśle określonych warunkach obciążenia.
IV. Smarność: jest to cecha systemowa, wskazująca na zdolność do tworzenia
warstw granicznych, czyli zdolność do trwałego przylegania do powierzchni ciał
stałych na skutek przyciągania cząsteczkowego.
V. Temperatura krzepnięcia: określa dolną granicę stosowania smaru
płynnego jako czynnika smarującego.
VI. Temperatura skroplenia i topnienia: (dotyczy smarów mazistych) jest to
temperatura, w której ze stopniowo ogrzewanego smaru wydzieli się pierwsza
kropla w formie płynnej; jest to górna granica stosowania smaru mazistego.
VII. Temperatura krytyczna: to temperatura, w której warstwy graniczne
tracą swe zdolności do trwałego sczepiania się z powierzchnią metalową.
VIII. Temperatura zapłonu: to najniższa temperatura, w której badany
produkt, ogrzewany w ściśle określonych warunkach wydziela ilość pary
wystarczającą do wytworzenia z powietrzem mieszaniny zapalającej się przy
zbliżeniu płomienia.
IX. Starzenie: to skłonność do utraty początkowych właściwości fizyczno-
chemicznych w miarę upływu czasu.
5
. Sposoby smarowania:
I. Smarowanie hydrostatyczne (HS) – polega na rozdzieleniu
współpracujących powierzchni przez wytworzenie tzw. poduszki smarnej,
odpornej na przerywanie, zapobiegającej występowaniu styku suchego oraz
zdolnej do wytworzenia odpowiednich sił unoszących
równoważących nacisk normalny. Występuje w przypadku małych prędkości
względnych elementów węzła kinematycznego oraz małych i średnich
nacisków. Stosuje się w łożyskach ślizgowych wzdłużnych i poprzecznych.
Rozróżnia się smarowanie hydrostatyczne – medium smarującym jest olej oraz
aerostatyczne – medium smarującym jest gaz (najczęściej powietrze).
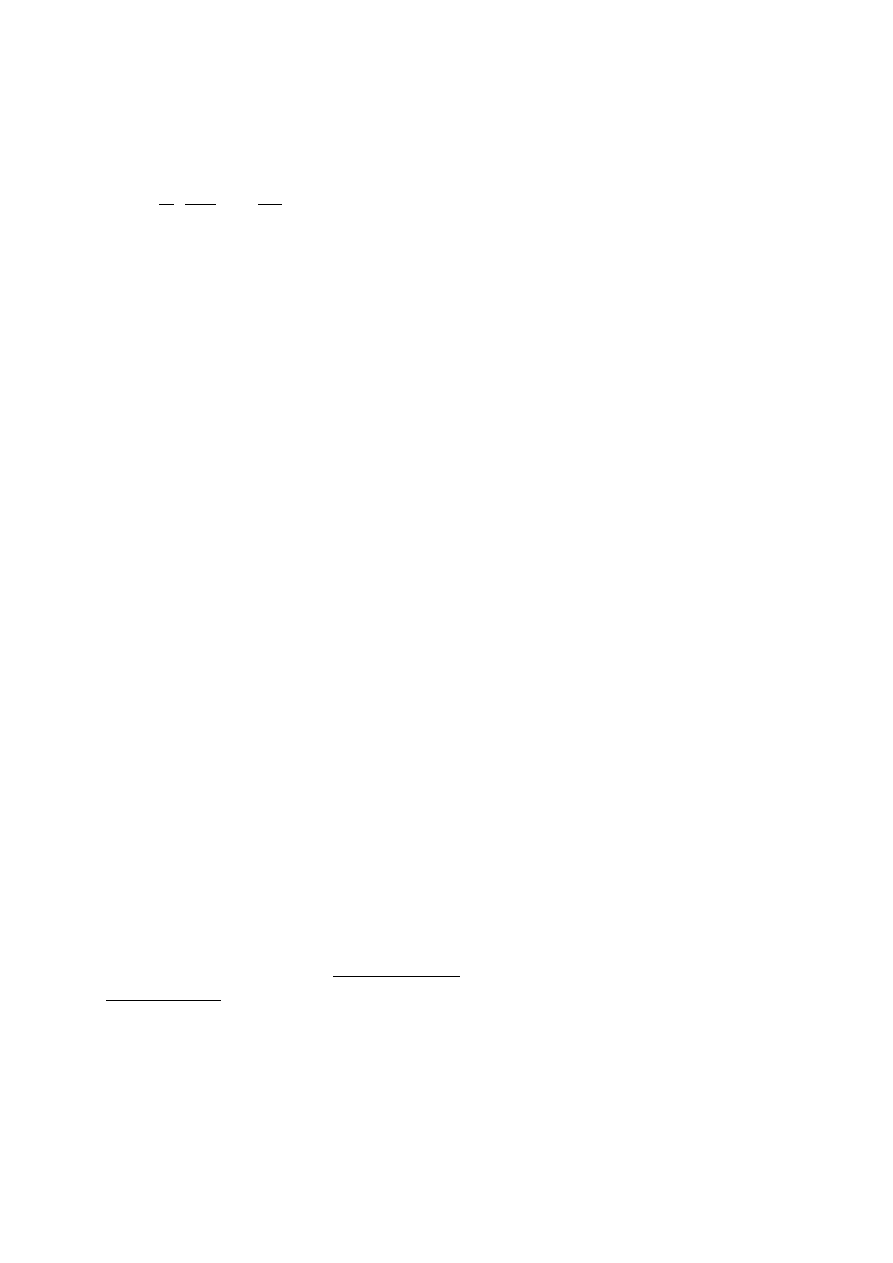
II. Smarowanie hydrodynamiczne (HD) – polega na tworzeniu się warstwy
smaru (klina smarowego) mającego zdolności unoszenia i rozdzielania trących
po sobie ciał stałych w wyniku powstawania w warstwie smaru ciśnień
hydrodynamicznych. Klin smarowy jest wytwarzany przez pompujące działanie
czopa wirującego w panewce. Smarowanie hydrodynamiczne ma miejsce w
warunkach dużych prędkości względnych oraz małych i średnich nacisków.
31
V=0
V>0
V
Rozkład prędkości w warstwie
hydrodynamicznego
III. Smarowanie elastohydrodynamiczne (EHD) – smarowanie to zachodzi
głównie w łożyskach tocznych i przekładniach zębatych w warunkach bardzo
dużych obciążeń stykowych i powyżej pewnej prędkości względnej
współpracujących powierzchni. Stykające się powierzchnie odkształcają się
sprężyście.
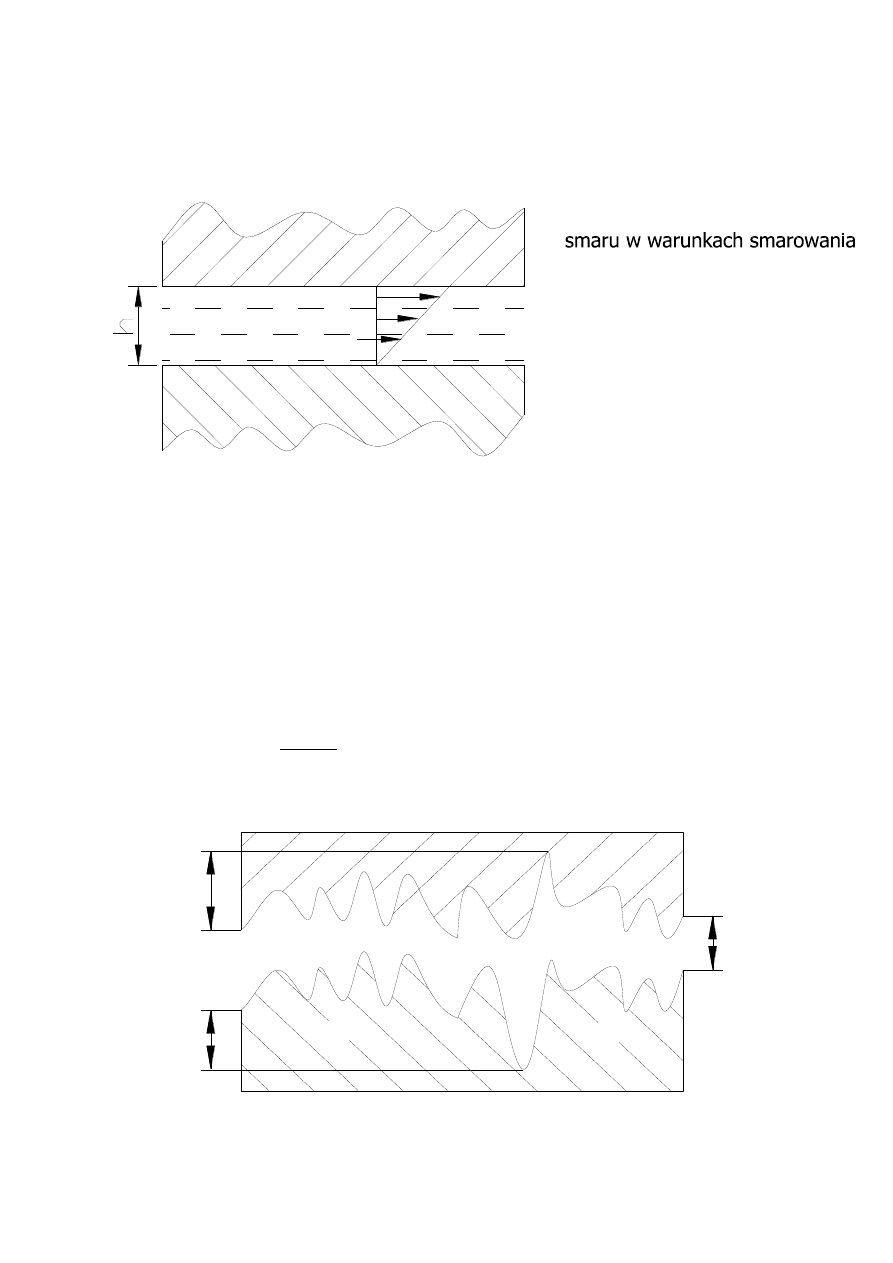
6. Względna grubość warstwy smarowej λ
2
1
R
R
h
V
h
h-szczelina
R
1
R
2
-wysokość
nierówności
R
2
R
1
32
Względna grubość warstwy smarowej λ
?
5<?<100
hydrodynamiczne(HD)
mieszane
graniczne
1
?<1
5
10
1<?<10
elastohydro-
dynamiczne(EHD)
?<5
100
smarowanie płynne
? >1
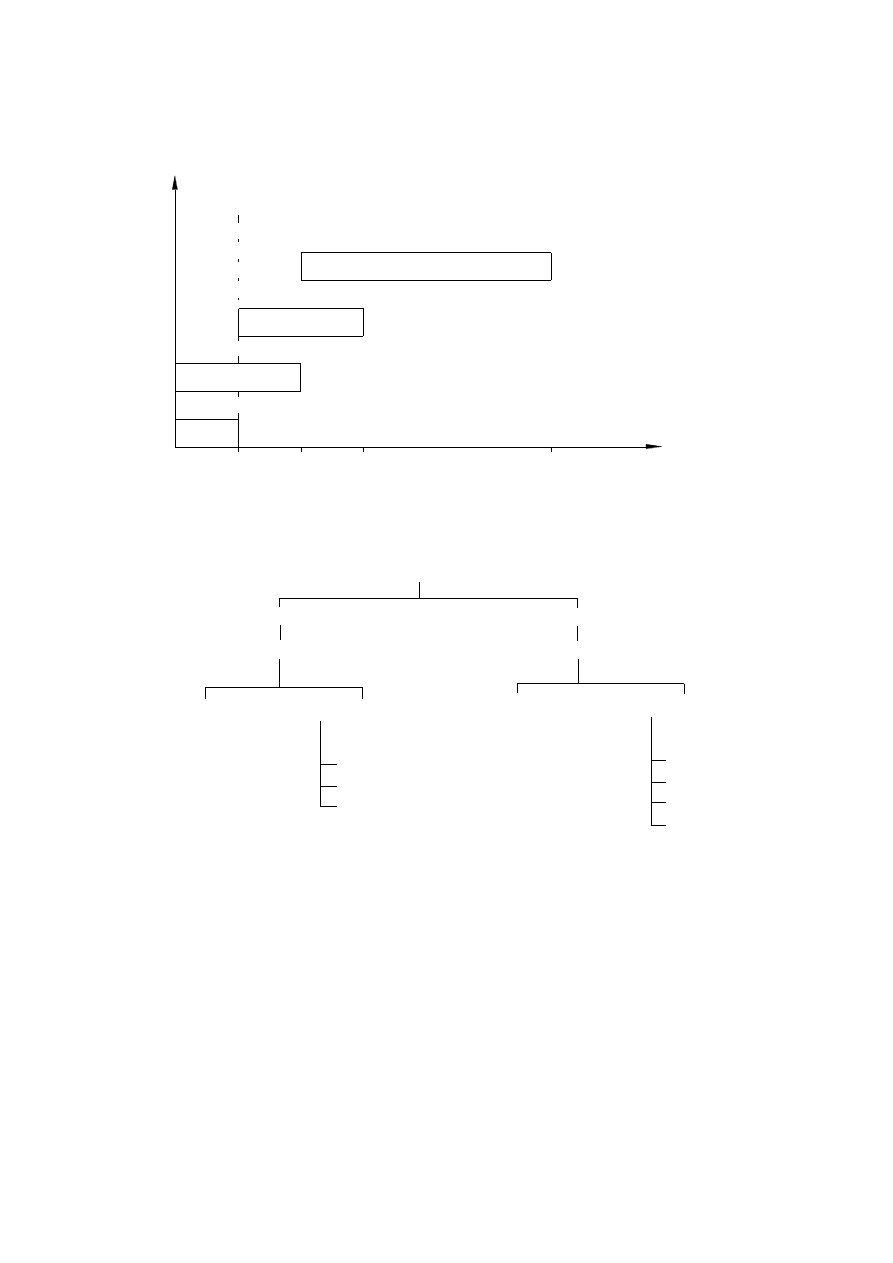
7. Systemy smarowanie i doprowadzania smaru
rozbryzgowe
natryskowe
kroplowe
bezciśnieniowe
Smarowanie
za pomocą
pompki
(ciśnieniowe)
Centralne
Okresowe
bezciśnieniowe
za pomocą
pompki
(ciśnieniowe)
Indywidualne
Ciągłe
kroplowe
rozbryzgowe
kąpielowe
knotowe
Sposób doprowadzania smaru do obszaru współpracy par kinematycznych.
Każdy system smarowania składa się z następujących elementów: par trących,
środków smarujących, urządzeń doprowadzających smary. Może ponadto być
wyposażony w: urządzenia oczyszczające smar z zanieczyszczeń
mechanicznych(filtry), uszczelnienia zapobiegające nadmiernym stratą smaru,
osłony przed dostaniem zanieczyszczeń z zewnątrz, układy kontroli dopływu
smaru do punktu, wskaźniki poziomu zawartości środków smarujących w
układzie.
33
Wartość
intensywności uszkodzeń zależy od złożoności obiektu ( In
prostszy obiekt tym
mniejsze) oraz od warunków użytkowania. w warunkach
laboratoryjnych współczynnik poprawkowy k=1
np.: w samolocie k=100 ; w rakiecie k=1000
k – współczynnik zwiększający
zależny od warunków użytkowania.
Modele matematyczne do badań niezawodności:
Do określenia niezawodności wykorzystuje się następująca modele
matematyczne:
o
Rozkład wykładniczy
o
Rozkład normalny Gaussa
o
Rozkład Weibulla
o
Rozkład Gamma
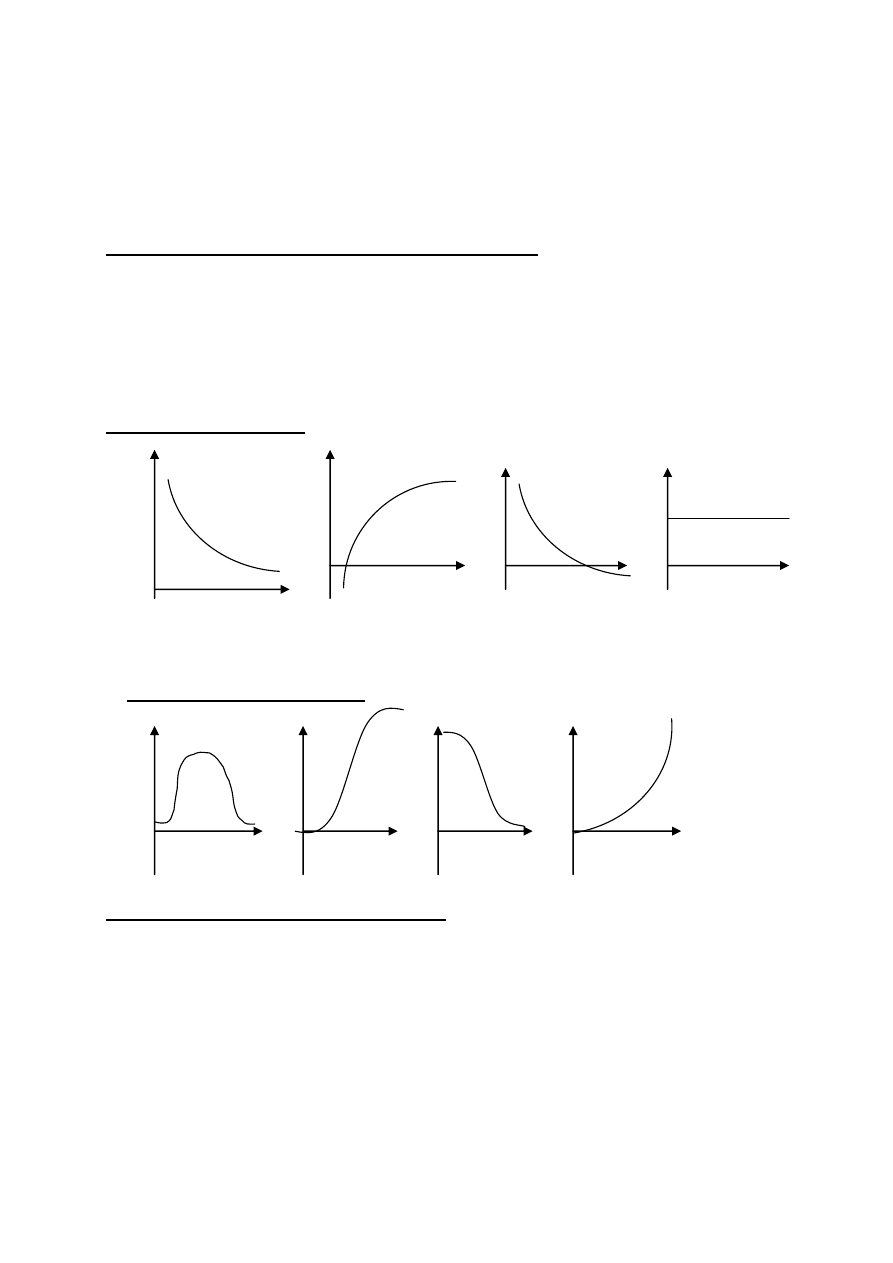
Rozkład wykładniczy:
f(t) f(t) R(t)
=const
t t t t
t
e
t
R
- wykładnik prawa niezawodności
Rozkład normalny Gaussa
f(t) F(t) R(t)
(t)
t t t t
Metodyka szacowania niezawodności:
Aby określić niezawodność obiektu należy:
o
Wybrać próbę losową z pewnej populacji obiektów
o
Przeprowadzić badanie trwałości obiektów z tej próbki
o
Wyznaczyć funkcję gęstości prawdopodobieństwa f(t)
o
Wyznaczyć dystrybuantę trwałości F(t)
o
Obliczyć niezawodność R(t) badanych obiektów
Rozumowanie oparte na metodach probabilistycznych przyjmujemy nie jako
zdeterminowane, lecz jako wiarygodne
34
Słowny zapis miary niezawodności
f(t)= liczba obiektów uczestniczących w jednostce czasu w czasie t
liczba obiektów w czasie t=0
F(t)= skumulowana liczba uszkodzeń do czasu t
liczba obiektów w czasie t=0
R(t)= liczba obiektów funkcjonujących w czasie t
liczba obiektów w czasie t=0
Często jako miarę niezawodności stosuje się również funkcję
=f(t)
(t)= liczba obiektów uszkodzonych w jednostce czasu w czasie t
liczba obiektów w czasie t=0
Niezawodność obiektów złożonych:
o Struktura szeregowa
n
i
i
ti
R
t
R
t
R
t
R
t
R
1
3
2
1
)
(
..........
)
(
)
(
)
(
)
(
np.:R(3)=0,7*0,9*0,9=0,567
o
Struktura równoległa
k
R
t
R
)
1
(
1
)
(
1
-prawo rezerwy
k – liczba elementów
1
2
3
1
2
3
35
1. Metodyka realizacji systemu obsługi technicznej:
Maszyny i urządzenia ulegają w procesie użytkowania zużywaniu i
stopniowo lub gwałtownie tracą swoją sprawność techniczną. Taki stan
rzeczy powoduje powstawanie przestoju.
o Przestoje:
- Przewidywane (planowe)
- nie przewidywane
o Przestoje nie przewidywane
- Świadome przerywamy dalsze użytkowanie z powodu niesprawności
technicznej maszyny
- Jesteśmy pod przymusem sytuacji (brak prądu, brak ruchów
roboczych)
o Przyczyny przestojów nie przewidywane:
- Zużycie elementów składowych
- Niewłaściwe rozwiązania konstrukcyjne elementów (niewłaściwe
obliczenia)
- Niewłaściwe przeprowadzony remont
Przegląd – stanowi podstawową formę obsługi technicznej, obejmując
konserwacje, regulacje, diagnostykę i profilaktykę. Celem przeglądu jest
wykrycie niedomagań i uszkodzeń oraz ich usunięcie przez regulację lub
elementarne naprawy.
Naprawa – stanowi formę obsługi technicznej, umożliwiającej doprowadzenie
do stanu używalności uszkodzonych ogniw lub podzespołów maszyn.
Integralnym składnikiem naprawy jest regulacja, która obejmuje szereg
czynności technologicznych na części zużyte w celu przywrócenia jej
właściwości użytkowych.
Remont – dotyczy jednoczesnej kompleksowej naprawy wszystkich zespołów
w maszynie lub ich wymiary.
Naprawa jest elementem składowym remontu.
Konserwacja – są to czynności związane z czyszczeniem, smarowaniem,
sprawdzaniem stanu technicznego i zabezpieczeniem eksploatacyjnym.
Czyszczenia – ma na celu usunięcie pozostałości zabezpieczeń
antykorozyjnych, opakowaniowo-transportowych, pokryć ochronnych, itp., jakie
zostały poczynione dla prawidłowego zakonserwowania obiektu
Miary cyklu remontowego:
-czas kalendarzowy
-czas pracy
-ilość wykonanej pracy (usług)
Składniki cyklu remontowego:
-remont kapitalny -K
-remonty średnie –S
-remonty bieżące –B
-przeglądy okresowe –P
36
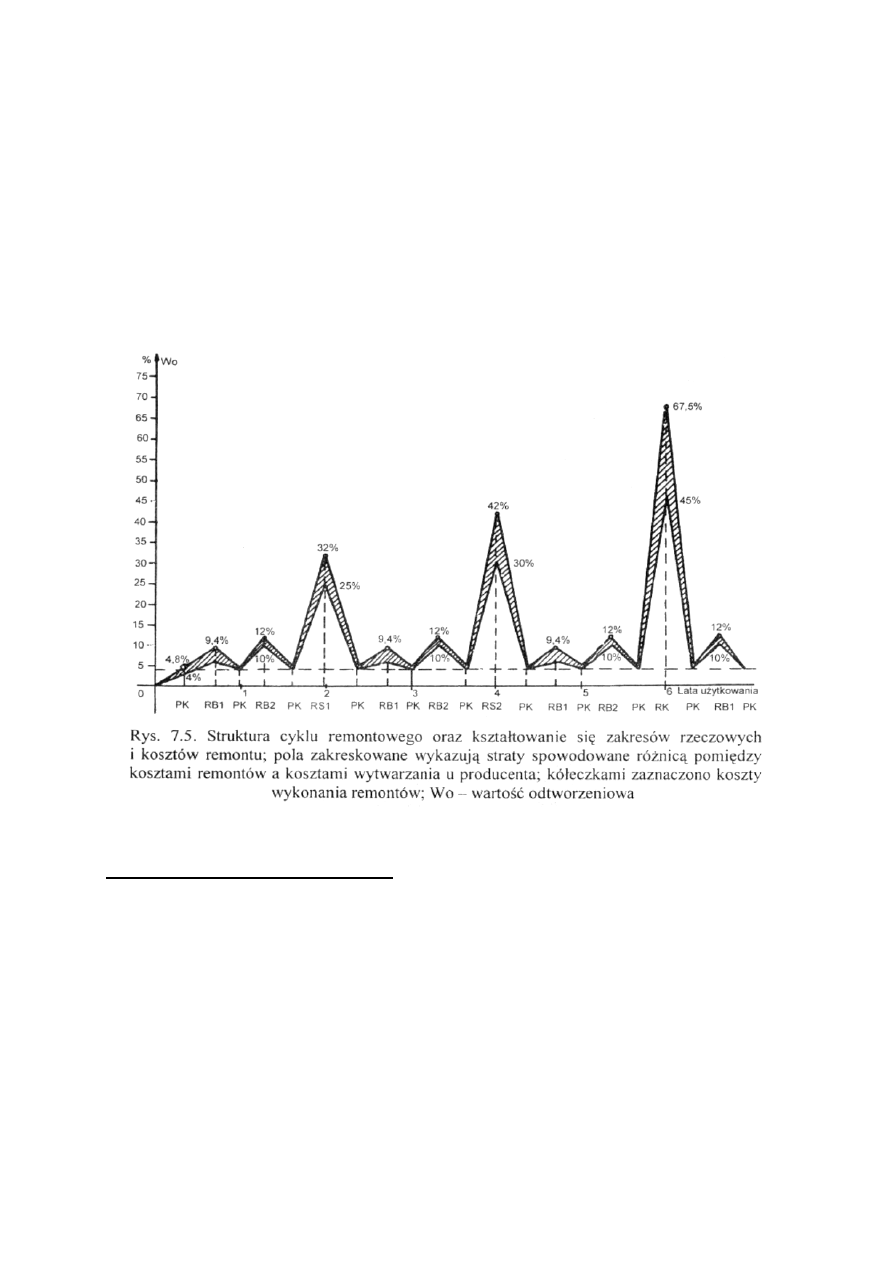
3. Struktura cyklu remontowego
Przykładowa struktura cyklu remontowego obejmuje:
a) jeden remont kapitalny -
M
K
b) dwa remonty średnie –S
c) sześć remontów bieżących, w tym:-trzy remonty bieżące nr 1 -
1
B
-trzy remonty bieżące nr 2 -
2
B
d) dziewięć przeglądów okresowych i serwisów -
K
P
4. Proces technologiczny remontu maszyn
Proces technologiczny remontu- czynności operacyjne oraz pomocnicze
przeprowadzane w celu przywrócenia maszynom pierwotnego stanu niezbędnej
wartości użytkowej.
Proces technologiczny dzieli się na fazy- są to główne etapy procesu
technologicznego remontu:
1) demontaż
2) weryfikacja części
3) weryfikacja zespołów
4) kompleksowa naprawa zespołów
5) regeneracja części
6) montaż
7) czynności regulacyjne, kontrolne, inne prace wykańczające, próby

37
Operacja procesu technologicznego remontu- jest to zamknięty składnik fazy
procesu technologicznego remontu, obejmujący szereg logicznie powiązanych
czynności.
Wyróżniamy następujące rodzaje operacji:
1) demontażową- wydzielenie jednostki niższego rzędu lub samej części z
jednostki wyższego rzędu
2) montażową- działanie odwrotne do operacji demontażowej
3) obróbkową (regeneracyjną) – taka sama jak procesu technologicznego
części nowo wytwarzanej
4) aparaturową- niektóre czynności mycia, malowania, itp.
5) kontrolno-pomiarową- obejmującą pomiary, działania diagnostyczne oraz
regulacje zamontowanej maszyny
Składnikiem operacji są zabiegi.
Zabieg- jest to część składowa operacji procesu technologicznego remontu,
którą wykonuje się w określonym miejscu, przy użyciu tych samych narzędzi
i przyrządów oraz przy niezmienionym sposobie wykonywania pracy.
5. Technologiczność remontów.
Technologiczność remontowa (podatność na remonty) – polega na
przystosowaniu maszyn, zespołów i części do przeprowadzenia czynności
remontowych.
Wyszukiwarka
Podobne podstrony:
na sciage eklspolasrta
zadania na ściągę
betony przerobione na sciage, Tech. Betonowe
PEDAGOGIKA SPOŁECZNA NA ŚCIĄGĘ ZAGADNIENIA, Uczelnia
Prawo wyznaniowe, Wyznaniowe na ściąge
na sciage d
test4 na sciage, Ergonomia
Pytania z melioracji zerowka na sciągę
zelbet stary na sciage
test3 na sciage, Ergonomia
Fizyczne Podstawy Czujników Opracowanie na ściągę (Mroczka)
na sciąge z biochemii
Material na sciage Nowoczesne koncepcje zarzadzania
na ściąge, polityka w ochronie srodowiska, polityka w ochronie srodowiska
na sciage2 gi, PWr, grafika inżynierska - dr inż. G. Jaworski
notatki wszystko na ściage chemia - egzamin, NAUKA, chemia, lab
więcej podobnych podstron