
THE USE OF HOT-WORK TOOL STEELS AT PSA
PEUGEOT CITROËN
M. Plateau
PSA PEUGEOT CITROËN
Belchamp
France
Abstract
Improving life time of the forging tools or the pressure die casting tools is
very important for a company which presents a constant increasing production
rate and where an important ratio of parts is produced in its own plants.
Thermomechanical cracking is one of the causes of tool damages. It is
a fatigue problem, and improvement of hardness increase fatigue properties.
But if the ductility is not good enough thermomechanical cracking will pass
from ductile to a brittle way. So, it is important to have a good ductility at
the origin of steel condition in order to improve hardness.
CNOMO standardisation, using by PSA and RENAULT, fixes difficult
levels on X38CrMoV5.1 and X36CrMoV5.1.
The way of making the heat treatment is important because it influences
brittleness and ductility.
PSA use nitriding on forging tools and small nitriding on pressure die
casting tools. In pressure die casting tools nitriding has to be controlled
very carefully, but the experiment we have performed shows that excluding
nitriding results are not good enough.
In forging PSA has made tests related to welding and materials which
present better hardness with a good level of ductility. In pressure die casting
PSA are looking for improvement of hardness and ductility, and materials
with better thermal conductivity.
1391
1392
6TH INTERNATIONAL TOOLING CONFERENCE
INTRODUCTION
The only mission of a tool is to produce good parts that signify parts
corresponding to a demand clearly asked from the customer. Thus, the
customer can consider that the problem of tools is under the responsibility
of the supplier. So it is your own problem when the parts are made in your
own plants, all the more when you make the tools used to make these parts.
In PSA PEUGEOT CITROËN, we make about 75% of forging parts in our
forging plant. This is the reason of the interest in tools in the company PSA.
More generally, improving life time, of the forging tools or the pressure
die casting tools, is very important for a company which presents a constant
increasing rate of production. There are two reasons for this:
The first reason, which is the more evident but not the more important,
is to decrease the ratio of the cost of the tool / number of parts made by
the tool. The cost of the steel plus the heat treatment is about 30% of
the global cost of the tool. So it is easy to understand that a better steel,
which will give an important improvement of lifetime, will be very
interesting even if its cost is higher. If we can reduce the cost of tools
in the automotive parts we are selling, we will be more competitive in
automotive business.
The second reason is, that the better your tools lifetime is the bet-
ter is your productivity rate. As production time is more and more
important, the time used to change a tool is very expensive.
Working on material issues is the more evident to reach the goal because
the part design impose the shape of tools and it is not easy to change a
manufacturing process. But, some times, there is no choice, and one have
to modify the design and manufacturing process. A material improvement
is not the solution to all the problems.
PRODUCTION OF FORGING AND PRESSURE DIE
CASTING PARTS IN PSA
The cost is the global cost including material, treatment and machining
costs. Concerning forging: the cost of tools is about 0,17 E /Kg produced.
Concerning pressure die casting: the cost of tools is about 0,15 E /Kg pro-
duced. 0,01 E units represents a real significant economical impact.

The Use of Hot-Work Tool Steels at PSA PEUGEOT CITROËN
1393
Table 1.
Examples of parts
Volume of
production/year
(Tons)
Cost of
tools/year (ME )
Forging
gear,
crank shaft,
triangle,
connecting rod
85.000
14.5
Pressure die
casting
crank case,
gear box case
61.500
9
It should be noted that the referred costs are valid when 100% of tools are
made in PSA plants.
DAMAGES ON TOOLS
FORGING
There are 2 majors causes of damages:
thermomechanical cracking
wear
We do not experience brittle problems with our tools. This problem is
characterized by a fast degradation of the tool until the rupture. If this
problem arise we look for decreasing hardness or tries to choose a material
less brittle.
As PSA work only with mechanical forging, we have less problem with
important plastic deformation of the tool at high temperatures.
To decrease wear, one have to increase hardness of the tool.
To decrease the damage due to thermomechanical cracking will be the
next development.
It will be difficult to improve the middle life time for forging tools, because
it depends a lot of the shape of the tools, on the temperature of forging and
of the rank of the tools in the process. The lifetime may range from 6.000
to 17.000 parts.
1394
6TH INTERNATIONAL TOOLING CONFERENCE
PRESSURE DIE CASTING
There is one major cause of damage, which is the thermal cracking.
Aluminium sticking (dissolution of steel and sticking of aluminium on
the die) is a problem too, because it creates stress in the tool at the overture
and it can cause damages. Ways of reducing this phenomena are known but
not so easily to use in a die.
PSA made some tests with different samples immerged in AS7G0.3 (the
aluminium alloy used in pressure die casting is AS9U3) at 700℃ with a
typical cycle of immersion. Time of immersion / non-immersion is not given
here because it is not representative of what happened in the die, presently
the interest is to compare.
Some results are listed in Table 2, and it was concluded that:
Table 2.
Number of immersions
Testing
before important
damages
Alloy with 97% nickel non coated
100
Super alloy with a cobalt base non coated
200
X38CrMoV5 non coated
200
X38CrMoV5 nitrided (reference)
1.600
Alloy with molybdenum base non coated
2.900
X38CrMoV5 with PVD process (TiN + TiAlN)
4.600
X38CrMoV5 with CVD process (TiCN + Al
2
O
3
)
4.600
Nickel and liquid aluminium are not compatible
Super alloys are not good to solve the problem
The alloy with molybdenum base is a good solution but it is too ex-
pensive
The nitriding reference is a good solution
PVD and CVD coatings used in the tests are the best solutions to the
problem
The Use of Hot-Work Tool Steels at PSA PEUGEOT CITROËN
1395
The CVD and PVD processes present other problems. With the high tem-
perature treatment it is impossible to make a CVD-coating on the PSA dies,
which are big dies with complicated shapes, because there will be important
deformation. Concerning these process there is another problem due to the
low coefficient of deformation admitted by the layers, which are ceramics.
The die moves when it works, and if the basic steel allows deformation, then
the deformation allowed by ceramics are lower, and cracking will occur.
When the layer is cracked, the liquid aluminium will penetrate the layer and
the end of the tools will arrive fast. The last problem is that it is very difficult
to repair a PVD- or CVD-coated die. One important point should be noted
concerning aluminium sticking, not talked about here, is the lubricant.
CONCERNING THERMAL AND
THERMOMECHANICAL CRACKING
Thermal and thermomechanical cracking are fatigue phenomena. Fatigue
cracking is supposed to be initiated in a volume submitted to plastic defor-
mation of limited extent. When the yield strength of a material increases
it will limit the possibility of plastic deformation, which may decrease the
fatigue cracking phenomena. Thus, increasing the hardness of a tool steel,
increases its resistance to thermal and thermomechanical cracking. This is
true to an ultimate point where the hardness of the steel gives the tool brittle
properties.
So it is really important to have materials which are as ductile as possible
(comparatively at a given level of hardness) because it will allow to increase
the hardness without having problems of brittle mode fracture (as gross
cracking), and so it is possible to limit the thermal and thermo mechanical
cracking.
STANDARDS
When the aim is to increase the tooling life time, as through the material
performance one first have to set a good standard and be assure that the
standard is really well used.
1396
6TH INTERNATIONAL TOOLING CONFERENCE
SPECIFICATIONS
The following list is not exhaustive but presents some examples. For each
tool there is a specification of the steel, the hardness and type of nitriding,
see Table 3.
Table 3.
Tool
Steel
Hardness
Nitriding
Casting parts on dies
X36CrMoV5.1
44–46 HRC
slow
Crank shaft matrix
X38CrMoV5.1
39–42 HRC
double
Pattern in middle hot forging
X38CrMoV5.3
52–54 HRC
Tenifer
Matrix for centring in HATEBUR
X38CrMoV5.3
47–49 HRC
single
STANDARDISATION
The standard used for the material is called CNOMO. CNOMO groups all
the standardisation on equipment for French automotive construction. The
standardisation is made through the work of PSA PEUGEOT CITROËN and
RENAULT.
PSA do not refer to the NADCA specification, and do not recognize the
designations H11 or H13. The CNOMO specification X38CrMoV5.1 used
is similar to H11, but the CNOMO standardisation is specific.
PSA do not work with the H13 specification. All the testing PSA made
with H13 until today, were not good in pressure die casting or in forging.
The demand asked by this standardisation is really difficult to reach. This
has a cost of which PSA is aware, but problems caused by the use of lower
quality grades costs more.
CNOMO E01.17.221.N standard of the grade X38CrMoV5.1, is destined
to forging tools. CNOMO E01.17.222.N standard of the grade X36CrMoV5.1,
is destined to pressure die casting tools. For these 2 grades, a chemical anal-
ysis is determined, see Table 4.
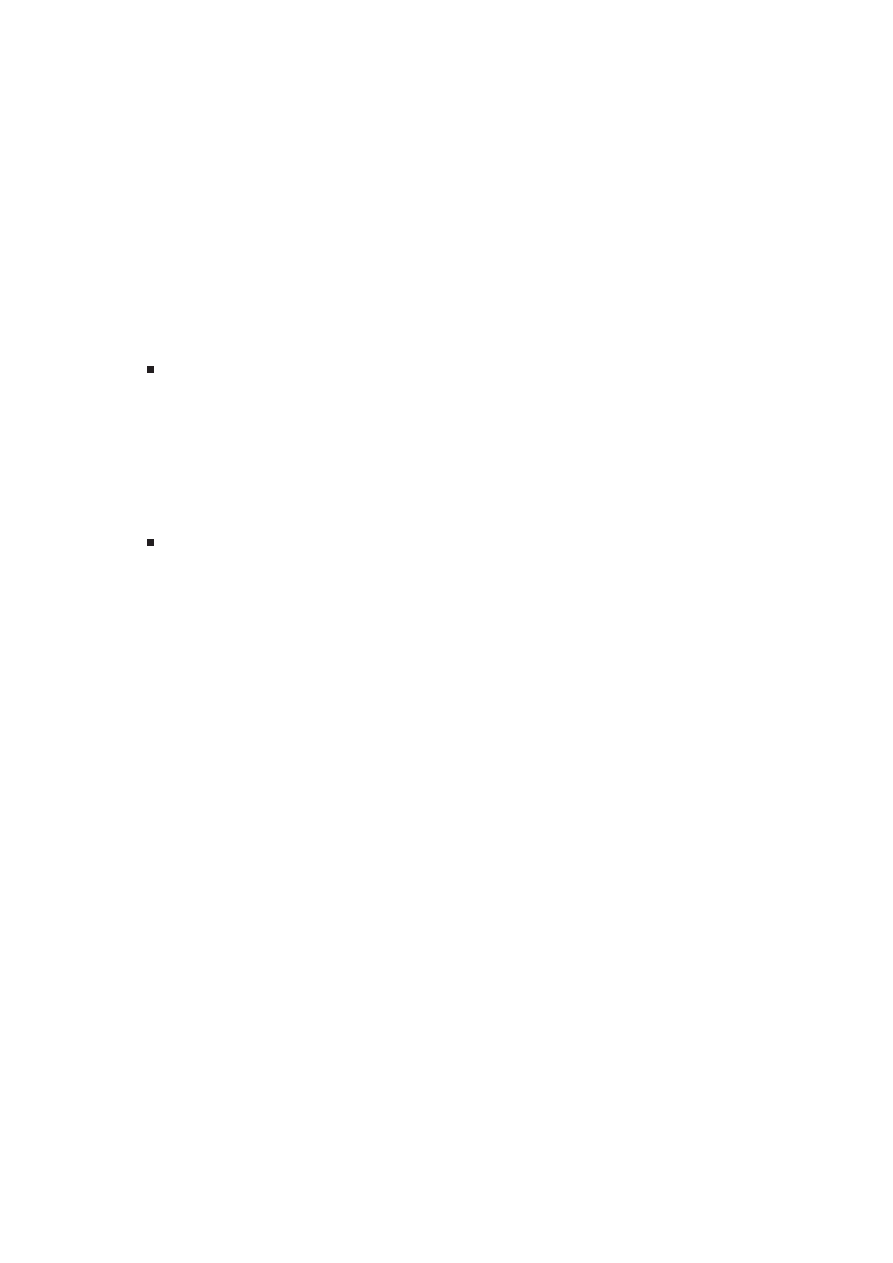
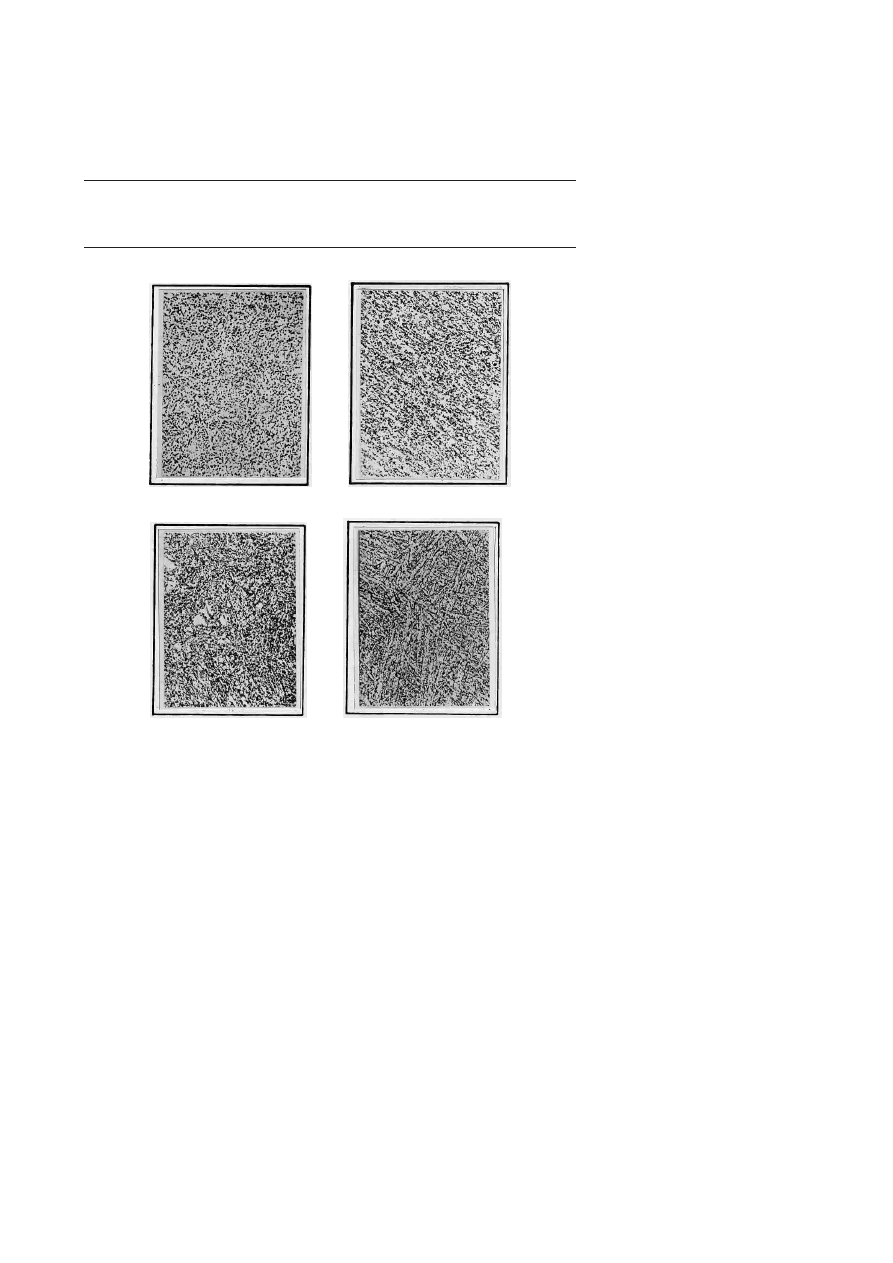
At the reception of the tool steel delivery (mechanical characteristics
maximum 220 HBW) typical microstructures are accepted, Figs. 1 and 2.
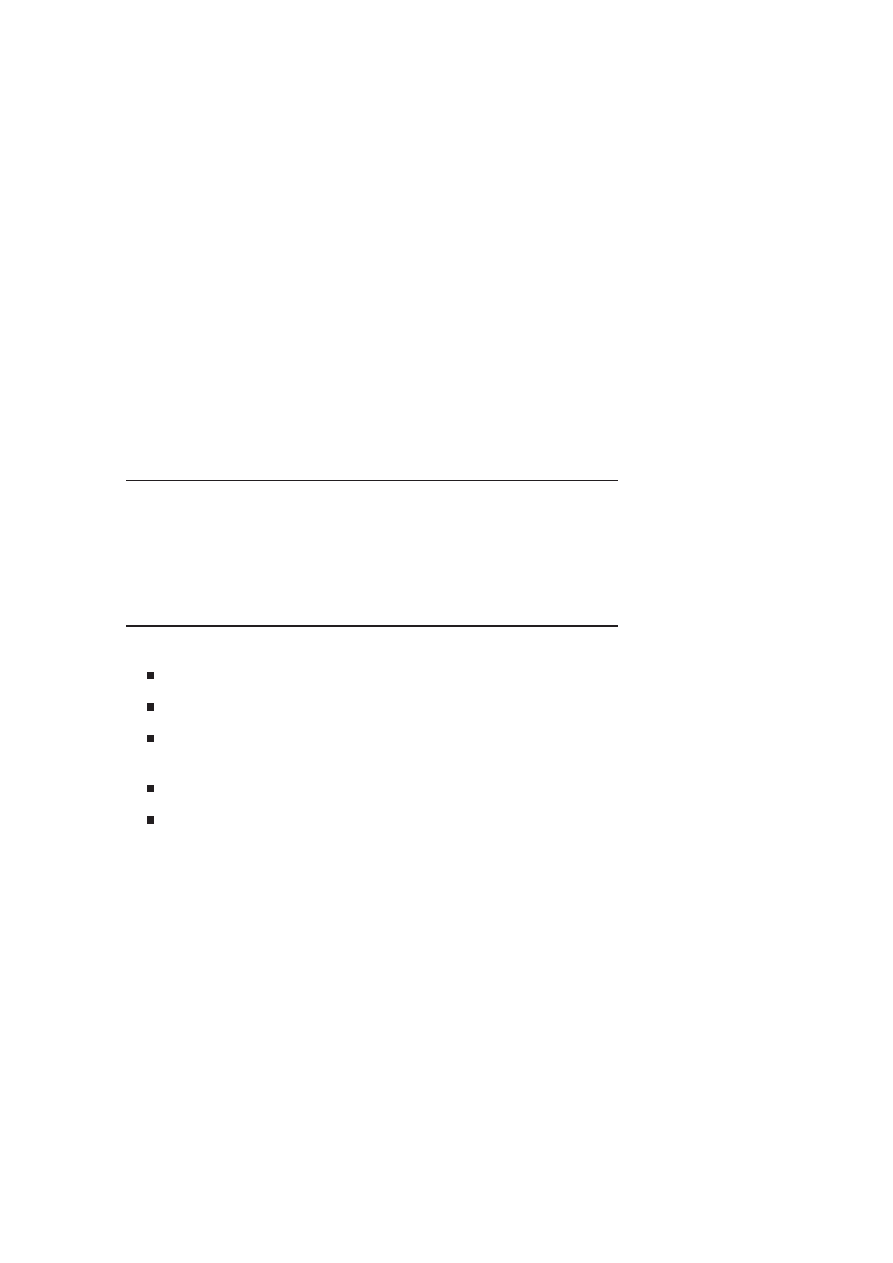
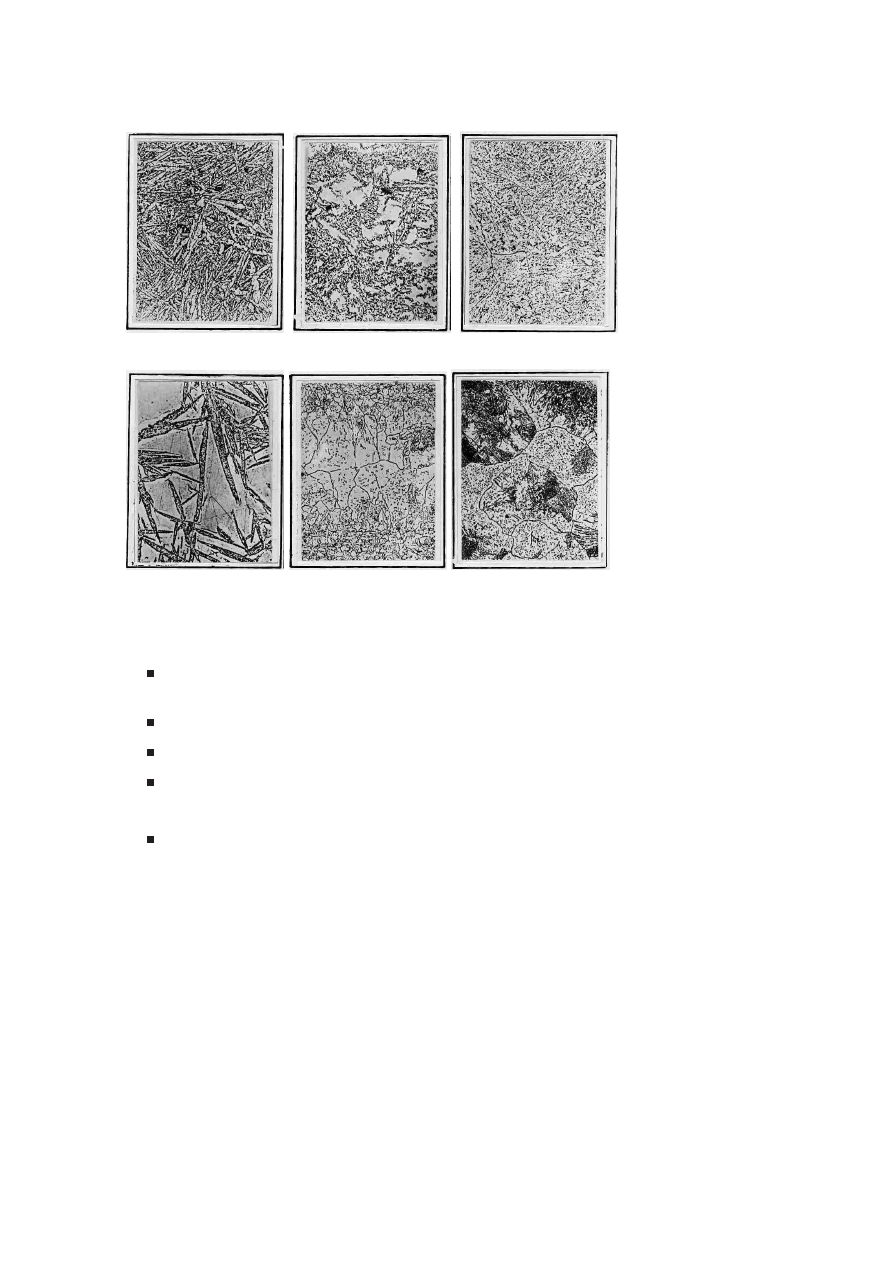
Only A, B, C and D structures are accepted. E, F, G, H, I and J structures
are refused.
An important requirement to respect is the minimum level of ductility.
The Use of Hot-Work Tool Steels at PSA PEUGEOT CITROËN
1397
Table 4.
Grades
C
Mn
Si
S
P
Cr
Mo
V
W
Co
Ni
Cu
X38CrMoV5.1 Min
0,34
0,2
—
—
—
4,8
1,2
0,4
—
—
—
—
Max 0,42
0,5
1,2
0,01
0,025 5,5
1,5
0,6
0,2
0,2
0,2
0,2
X36CrMoV5.1 Min
0,32
0,2
—
—
—
4,75
1.2
0,4
—
—
—
—
Max 0,39
0,4
0,5
0,005 0,015 5.25
1,6
0,6
0,1
0,1
0,15
0,2
A
B
C
D
Figure 1.
Accepted structure according to CNOMO – Magnification: X500.
The toughness obtained by impact toughness (KU) samples is determined
after specific heat treatments as listed below.
1398
6TH INTERNATIONAL TOOLING CONFERENCE
E
F
G
H
I
J
Figure 2.
Rejected structure according to CNOMO – Magnification: X500 3-3) Heat
treatment.
Quenching: temperature given by the supplier, time: 1 hour, with air
or gas pressure cooling.
1 annealing: 550℃ during 1 hour
2 annealing: during 1 hour 30 minutes.
The hardness to reach is 48-50 HRC.
With these conditions the minimum impact toughness values are:
KU = 15 Joules for the X38CrMoV5.1
The Use of Hot-Work Tool Steels at PSA PEUGEOT CITROËN
1399
KU = 20 Joules for the X36CrMoV5.1.
This is important for the reasons given in the previous paragraphs.
Sometimes it is very difficult to take a decision of acceptance or rejection
based on the microscope image of the microstructure. The KU test value is
the real judge for the quality level of the steel.
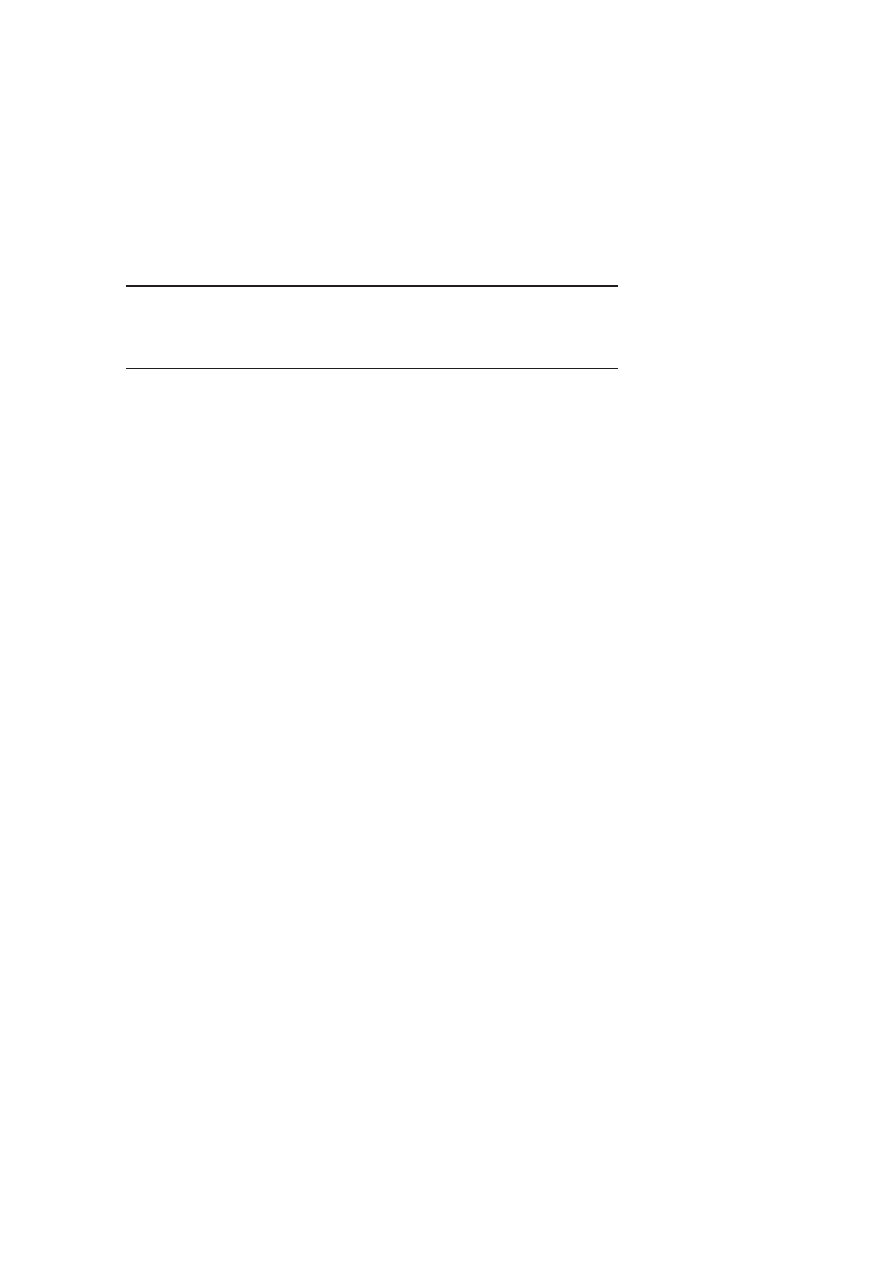
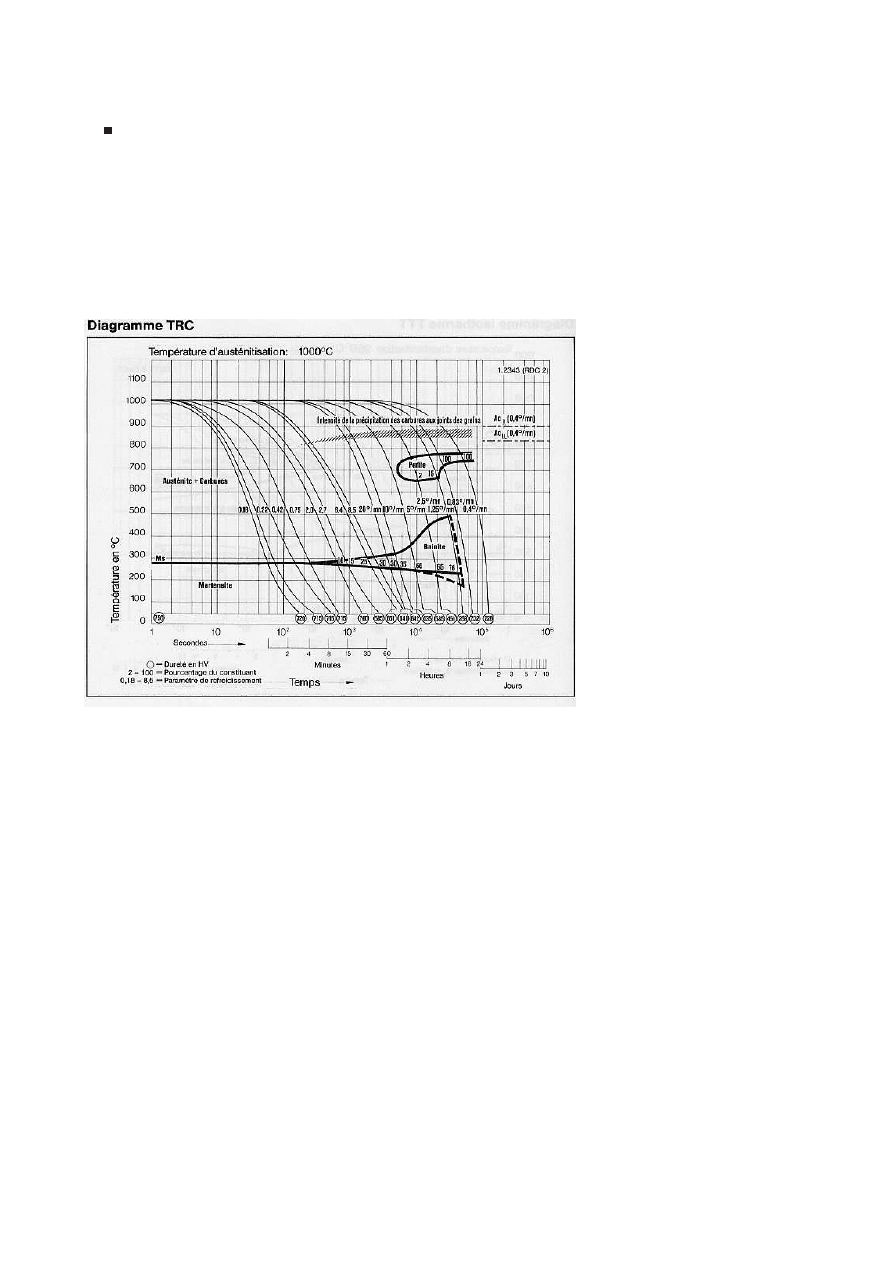
The quenching velocity is very important, since the nucleation of carbides
during cooling is a well-known phenomena, Fig. 3. The carbides created at
the grain boundaries decrease the ductility of the steel.
Figure 3.
TRC diagram of X38CrMoV5.1 (SECOSAR).
The faster the cooling, the better the material properties are. The invest-
ment in a vacuum furnace with gas cooling, which presents a better thermal
exchange than a cooling cell, is a good investment.
1400
6TH INTERNATIONAL TOOLING CONFERENCE
NITRIDING
In forging and in pressure die casting all tools are nitrided at PSA. In forg-
ing three different types of nitriding are used, depending on the application.
Table 5.
Nitriding
Type
Length
single
gas
0,2 + 0,05 mm
double
gas
0,3 + 0,1 mm
tenifer
salt
0,1 mm (10 µm of white layer)
In pressure die casting, the same nitriding methods are used.
Table 6.
Nitriding
Type
Length
slow
gas
0,1 mm
Nitriding is used by a lot of forgers to reduce the wear problem.
However, nitriding in pressure die casting is not used a lot. It is the opin-
ion of PSA that nitriding can be dangerous, since it decreases the ductility of
the material. A too heavy nitriding make the tool to go directly in the brittle
mode at the surface, why, the lifetime of the tool can decrease very much.
Therefore, it is important to control very carefully this thermochemical treat-
ment. But, even if there is a risk, the nitriding treatment is performed. In the
experience of PSA, if this treatment is not made the life time can be divided
by 10. Nitriding increases the material resistance versus liquid aluminium,
and it increases the yield point of the material. However, nitriding creates
carbonitrides in the grain boundaries, which is the only problem and the
reason why it is important to be sure of the treatment.
The Use of Hot-Work Tool Steels at PSA PEUGEOT CITROËN
1401
RESEARCH
FORGING
New development on steels is analysed at PSA. The objective is to increase
the tool steel hardness at high temperature, with a good level of ductility and
a good thermal conductivity.
Work is made on repairing forging tools by welding. This application can
be very interesting, because it is possible to win 40 to 50 % of the cost of
the tool per forging part (including the cost of the welding).
The objective is to repair the tool where it is broken, without changing
the entire tool. The experiment on this subject makes us think that:
The metal which presents the most interest is the superalloy with a
cobalt base. The application targeted is when the tool is affected
dangerously by temperature.
Making the welding on all the surface of the tool is not useful, it can
even be dangerous. As an example, on a connected rod matrix the first
test was pushed on a complete welding. However, this did not work
because of the bad conductivity of the superalloy.
It is important to weld only where necessary. As an example, the con-
nected rod matrix was welded only where the tool was damaged. The
lifetime was increased and the problem of the bad thermal conductiv-
ity of the superalloy was stopped, because the non-welded surface of
the tool was still of steel.
The number of weld repairing is limited.
PRESSURE DIE CASTING
Like in forging, new developments are analysed at PSA. Any way, which
allows to increase the ductility are interesting, because it allows to increase
the hardness. Materials with better thermal conductivity are interesting too,
because they decreases driving force of the thermal fatigue by reducing the
temperature gradient in the tool.

1402
6TH INTERNATIONAL TOOLING CONFERENCE
CONCLUSIONS
Improving the lifetime of a tool is a tricky business. When you think
that you solved a problem, you have got another who occurring. So the
improvement of the lifetime are always concentrated next from our standards.
The material approach is a good way. It is not the only one. The processes
can be optimized. In this perspective, the progress in lubricants, for example,
have to be examined.
The material approach is nowadays mostly empiric. We are at the dawn
of a really important progress in simulation. Thanks to that, we are going to
know all the mechanical and thermal conditions of how to use the tools. We
are beginning to follow a scientific approach. But it is just the beginning.
Wyszukiwarka
Podobne podstrony:
50 707 719 Thermal Fatique and Softening Behaviour of Hot Work Steels
94 1363 1372 On the Application of Hot Work Tool Steels for Mandrel Bars
46 643 656 Vacuum HT of Hot Work Steel
2 17 26 Hot Work Steels with Improved Properties for Die Casting
8 95 111 Investigation of Friction and Wear Mechanism of Hot Forging Steels
41 565 575 Thermal Fatique in New Lower Hardening Temperature Hot Work Steels
46 643 656 Vacuum HT of Hot Work Steel
1 3 16 Comparison of Different Characteristics of Modern Hot Work Tool Steels
Mastrangelo, Everton Personal Use of Work Computers Distraction versus Destruction
23 299 318 Optimizing Microstructure for High Toughness Cold Work Steels
flra use of government vehicles 2003
więcej podobnych podstron