Wpływ wilgotności na właściwości mas klasycznych (I generacja)
Woda jest głównym składnikiem mas klasycznych, którego obecność warunkuje wiązanie ziaren osnowy przez lepiszcze.
Właściwości technologiczne tych mas są funkcją wilgotności i tylko przy jednej wilgotności otrzymuje się maksymalne
wartości danej właściwości technologicznej. Na dodatek najlepsze wartości różnych parametrów występują przy różnych
wilgotnościach. Szczególnym przykładem jest mechaniczna wytrzymałość masy, dla których nawet niewielkie obniżenie lub
zwiększenie wilgotności (w stosunku do wartości optymalnej) skutkuje szybkim spadkiem jej wartości. Oprócz
wytrzymałości woda wpływa także na: przepuszczalność (wzrost wilgotności powoduje , plastyczność, płynność,
zagęszczalność, wskaźnik właściwości formierskich, przyczepność, osypliwość, gęstość pozorną. Zwiększenie zawartości
wilgoci polepsza plastyczność masy powoduje równocześnie zmniejszenie wytrzymałości, płynności i gęstości pozornej oraz
wzrost objętości w stanie spulchnionym i przepuszczalności. Z punktu widzenia badań laboratoryjnych optymalne
właściwości pod względem przydatności klasycznej masy do formowania można ustalić metodą Dieterta, która pozwala
określić tzw. wskaźnik właściwości formierskich. Obecność wody w masie jest również szkodliwa ponieważ: powoduje
zwiększenie gazo twórczości, tworzenie się strefy przewilżonej a co za tym idzie sprzyja powstawaniu wad odlewniczych.
Rodzaje mas samoutwardzalny SMS
Są to masy które wiążą w temperaturze otoczenia a wszystkie składniki tych mas są wprowadzane do mieszarki. Wyróżnia
się sypkie SMS i ciekłe CMS. Stosowane są przedewszytkim masy sypkie mają one niezaprzeczalne zalety takie jak:
wiązanie w tem. otoczenia, dobrą wybijalność i płynność, jednak mają też ujemne cechy: szkodliwość dla otoczenia (masy ze
spoiwem organicznym), zwykle krótką żywotność przy krótkim czasie utwardzania i wydłużający się czas utwardzania przy
dłuższej żywotności.
SMS ze szkłem wodnym znajdują zastosowanie w procesach:alkali, Nishiyamy, AMG, CMS- słaba wybijalność, słaba
zdolność do regeneracji.
Proces alkali- skład masy-piasek kwarcowy; spoiwo- szkło wodne 6-8 cz.wagowych; utwardzacz- żużel zawierający
krzemiany wapnia 4cz.wagowe. Stosuje się je do wykonywania form do odlewów żeliwnych, mogą być także
wykorzystywane do staliwa oraz stopów miedzi.
Prosces Nishyiamy- piasek kwarcowy 100cz.wag; spoiwo – sz.wodne 4-8cz.wag; utwardzacz- sproszkowany
żelazokrzem 1-4 cz.wag. Ujemną cechą jest duża skłonność masy do przylepiania się do powierzchni modeli i
rdzennic.
Proces AMG- piasek kwarcowy 100cz. wag.; spoiwo-szkło wodne Ms=2,2, 5-7cz. wagowych; utwardzacz 2-cz.
wagowe. Masy te nie mają większego zastosowania praktycznego.
SMS z żywicami furfuranowymi- mają największe zastosowanie spośród SMS z żywicami syntetycznymi, mogą być one
użyte do sporządzania form i rdzeni o różnej wielkości i kształcie do odlewów ze wszystkich tworzyw odlewniczych. Są
stosowane do produkcji jednostkowej i seryjnej. Zalety: duża dokładność wymiarowa, możliwość wykonania
skomplikowanych rdzeni, dobra wybijalnosć, wiązanie w tem. otoczenia, mała zawartość spoiwa. Wady: długi czas wiązania,
krótka żywotność, szkodliwość wydzielających się gazów, wysoki koszt masy. Piasek kwarcowy: mała zawartość lepiszcza,
mała zawartość domieszek zasadowych, kulisy kształ, niska wilgotność, odpowiednia temperatura (20-30
0
C zasada „10
0
C”);
spoiwo- ciekłe żywice syntetyczne tzw. furfurylowe. Zawierają od 30 do 85% alkoholu furfurylowego, który ma wpływ na
wytrzymałość oraz na szybkość wiązania; utwardzacz: k. paratolumenosulfonowy, k. siarkowy, k.ortofosforowy.
Inne: z cementem, gipsowe, z krzemianem etylu ORGANICZNE: ze spoiwem uretanowym, z żywicami fenolowymi, z
ługiem posiarczynowym.
Metody seryjnej produkcji rdzeni: wymienić hot box cold i pewnie opisać je.
Cold-box- najkorzystniejsza metoda seryjnej produkcji rdzeni. Polega ona na utwardzaniu zagęszczonego rdzenia w
rdzennicy, poprzez przedmuchiwanie gazowym utwardzaczem. Obejmuje ona wiele różnych metod, lecz największe
przemysłowe zastosowanie znajduje fenolowy proces Ashlanda (klasyczny proces cold-box). Masa w tym procesie składa się
z osnowy piaskowej oraz dwuskładnikowego spoiwa złożonego z żywicy fenolowej i poliizocyjanianu w odpowiednich
rozpuszczalnikach. Po zagęszczeniu rdzenia przegazowywane są różnymi rodzajami aminy.
Procesz Croninga (f.skorupowe)- umożliwa uzyskanie odlewów o małych tolerancjach wymiarowych, czystej i stosunkowo
gładkiej powierzchni oraz o cienkich ściankach. Stosuje się ja do produkcji seryjnej i masowej form i rdzeni oraz w małym
stopniu do form skorupowych.
Proces gorącej rdzennicy (hot-box)- proces ten jest szczególnie przydatny do seryjnej produkcji rdzeni od których wymaga
się dokładności wymiarów i kształtów, dobrej wytrzymałości i wymijalności.
Proces ciepłej rdzennicy (warm-box)- rózni się do hot-boxa rodzajem spoiwa i temperaturą utwardzania masy. Co zmniejsza
zużycie energi.

Skokowe utwardzanie (termoshock)- jest stosowana do seryjnej produkcji cienkich i płaskich rdzeni od których wymaga się
dokładnego zachowania kształtów, łatwego odprowadzania gazu i bardzo dobrej wybijalnosci.
POWŁOKI
Powłoki ochronne materiały najczęściej kilkuskładnikowe. Mogą mieć różną konsystencje: stałą(sproszkowane),
ciastowatą(pasty), ciekła(czernidła, bielidła). Nanosi się je cienką warstwą na powierzchnię rdzenia lub wnęki formy celem:
zabezpieczenia przed przypaleniem się tworzywa formy do odlewu, polepszenia gładkości powierzchni odlewów, ułatwienia
usunięcia odlewu z wnęki formy. Uzyskuję się to przez:
Zakrycie porów masy i zapobieżeniu penetracji ciekłego stopu odlewniczego w głąb masy
Zmniejszeniu adhezji tworzywa formy do powierzchni odlewu
Przeciwdziałaniu powstaniu fałd i pęknięć włoskowatych
Powłoka musi spełniać następujące warunki:
Ma ogniotrwałość wyższą niż temperatura wlewanego do wnęki formy ciekłego stopu odlewniczego.
Wykazuje odpowiednią wytrzymałość powierzchniową i jest silnie związana z powierzchniową warstwą tworzywa
formy lub rdzenia
Nie pęka podczas suszenia lub utwardzania i nie łuszczy podczas odlewania
Nie reaguje z tlenkami metali w podwyższonej temperaturze
Dobrze przeciwstawia się erozji wpływającego do wnęki formy ciekłego stopu odlewniczego
Powłoki wzmacniające nakładane przez natryskiwanie, mają na celu polepszenie niektórych właściwości powierzchniowej
warstwy wnęki formy lub rdzenia. Należą tu takie powłoki
Roztwór wodny ługu posiarczanowego, nanoszony na powierzchnię wnęki formy z masy klasycznej w celu
zmniejszenia osypliwości
Dyspersje wodne polimerów o stężeniu 40-50%, nanoszone na powierzchnię wnęki wilgotnej formy z masy z
bentonitem, zmniejszają osypliwość
Roztwory alkoholowe żywic syntetycznych, nanoszone ma powierzchnie rdzeni sporządzonych z mas z innymi
spoiwami, zwiększa wytrzymałość powierzchniowej warstwy masy, przy równoczesnej lepszej wybijalności rdzeni
zawierających mało szkła wodnego
Szkło wodne sodowe, nanoszone niekiedy na powierzchnię formy i rdzeni wykazujących skłonność do osypywania
się
Powłoki adsorbujące- zadaniem ich jest zabezpieczenie przed przenikaniem składników masy lub produktów destrukcji
cieplnej składników masy do powierzchniowej warstwy odlewów. Powłoki stosowane są gdy wnikające do powierzchniowej
warstwy odlewu składniki masy lub produkty termicznej destrukcji składników powodują niekorzystne zmiany właściwości
powierzchniowej warstwy odlewów.
Powłoki aktywne – mają za cel dokonanie zamierzonej zmian właściwości powierzchniowej warstwy odlewu.
Oddziaływanie powłoki aktywnej, a właściwej jej osnowy, może zachodzić przez:
Dyfuzję składników osnowy do powierzchniowej warstwy odlewu
Stopienie składników osnowy przez warstwę ciekłego stopu odlewniczego, stykającą się z powłoką ochronną
Przenikanie ciekłego stopu odlewniczego w pory między ziarnami osnowy powłoki aktywnej.
Rodzaje lepiszcza:
Lepiszcze- jest naturalnym materiałem wiążącym stanowiącym składnik piasków naturalnych. Górna granica wielkości
ziarna lepiszcza wynosi 20mikrometrów. Jako samodzielne lepiszcze może także występować glina formierska.
*monmorylonit- stanowi główny składnik bentonitu. Jako lepiszcze stosowany w masach klasycznych syntetycznych,
najlepszy jest sodowy.;
*ilit oraz kaolinit- lepiszcze naturalne
OPISAĆ osypoliwosć i ścieralność:
Osypliwość – zdolność osypywania się cząstek masy pod wpływem utraty wytrzymałości (wilgotności).
Ścieralność – zdolność osypywania się cząstek masy pod wpływem działania czynników mechanicznych (transport,
zakładanie rdzeni, składanie form, zalewnie form).
Wytrzymałosć zewnętrznej warstewki masy jest nieco mniejsza od średniej wytrzymałości masy. Równocześnie warstewka
ta jest narażona na działanie różnych czynników zewnętrznych. Zachowanie się zewnętrznej warstewki masy zależy w
przypadku mas klasycznych od jakości gliny, sposobu jej przeróbki, a przy masach ze spoiwami od jakości spoiwa. Może
tutaja także wpływać także źle przeprowadzaony proces suszenia formy albo rdzenia. Do stwierdzenia zachowania się
zewnętrznej warstewki masy wykonuje się oznaczenie ścieralności, którego wyniki przyjmuje się jako przybliżony wskaźnik
osypliwości masy. Osypliwość masy jest właściwością niekorzystną gdyż powoduje powstawanie wad takich jak zaprószenia
i zapiaszczenia.
Sposoby zapobiegania: stosowanie lepszej jakości gliny i spowi, odpowiedni sposób przeróbki masy, stosowanie powłok
ochronnych (ługu posiarczynowego).
Metody pomiaru: aparat Delzaka, aparat Huta Stalowa Wola, aparat typu LS. Metody oznaczania ścieralności nie zostały do
tej pory należycie opracowane i dają tylko przybliżoną ocenę zachowani się masy pod względem skłonności do osypywania
się.
Rola pyłu węglowego w masach I generacji
Pył węglowy – materiał zapobiegający powstawaniu powierzchniowych wad odlewów (np. przypalaniu się masy do
powierzchni odlewu, polepsza gładkość odlewu). Dodawany w ilościach: • 3-5 cz. wag. do masy świeżej; • 0,4-0,6 cz. wag.
do masy odświeżanej. Zbyt mały dodatek pyłu węglowego nie zapobiega powstawaniu przypaleń, które są przede wszystkim
spowodowane zachodzeniem reakcji między tlenkiem żelaza powstałym na powierzchni wlewanego stopu a Krzemianką
zawartą w masie. Również zbyt duży dodatek pyłu węglowego nie jest korzystny ze względu na dekantację bentonitu,
szkodliwość dla otoczenia i ekonomikę procesu.
Odświeżanie- jest to proces polegający na dodaniu do masy (syntetyczne i ogólnie klasyczne) pewną ilość świeżych
składników. Dodatek świeżych składników zależy od stopnia przepalenia masy i stopnia rozdzielenia masy przepalonej i nie
przepalonej. Im mniejszy stopień przepalenia masy i dokładniejsze rozdzielenie podczas wybijania odlewów masy
przepalonej od nie przepalonej, tym mniejszy musi być dodatek świeżych składników. Do prawidłowego ustalenia warunków
odświeżania masy jest niezbędna znajomość zawartości gliny(bentonitu) w masie, można ją okreslićróznymi metodami przy
czym najczęściej stosowana jest metoda błękitu metylowego. W celu uzyskania pełniejszej oceny masy używanej należy
dodatkowo wykonać oznaczenie zawartości lepiszcza i strat prażenia oraz badaniu przy użyciu k.ortofosforowego (V) do
określenia stopnia oolityzacji.
Regeneracja – jest procesem mającym na celu odzyskanie ze zużytej masy składników o właścowściach możliwie
najbardziej zbliżonych do właściwości wyjściowych składników masy. Obecnie uzyskuje się głównie osnowę piaskową,
które zawartość w masie wynosi zwykle 90%. Próby odzyskania pozostałych składników masy są w początkowym stadium
zastosowania przemysłowego. Regeneracja ma przede wszystkim duże znaczenie gospodarcze i ekologiczne. Proces
regeneracji ma na celu:
*usunięcie zanieczyszczeń ceramicznych i metalowych;
*usunięcie warstewki materiału wiążącego z powierzchni osnowy piaskowej;
*wyodrębnienie ziaren regeneratu o określonej wielkości i jednorodności.
Podstawowymi problemami przy stosowaniu procesu regeneracji jest: * wybór metody regeneracji; *ocena jakości;
Metoda mokra- mieszaninę masy i wody poddaje się operacji ocierająco płuczącej w maszynach wytwarzających silny ruch
wirowy, w czasie którego którego masy ocierają się elementy wytwarzające ruch i o sibie. Powoduje to usunięcie z
powierzchni osnowy materiałów rozpuszczalny w wodzie i zanieczyszczeń nierozpuszczalnych w wodzie.
Metoda mechaniczna- najcześciej stosowane maszyny w których zachodzi kruszenie, ścieranie lub uderzenia ziaren masy.
Proces ten ma na celu usuniecie z powierzchni ziarna osnowy piaskowej warstewki materiału wiążącego
Metoda pneumatyczna-szczególny przypadek regeneracji mechanicznej, usuwanie warstewki materiału wiążącego nastepuje
w wyniku zderzania się i ocierania ziaren masy w strumieniu powietrza.
Metoda cieplna- zasadnicze usuwanie materiału wiążącego odbywa się przede wszystkim przez spalanie lub rozkład. Jest
uważana za najlepszą metodę regeneracji mas z żywicami syntetycznymi.
Metoda kombinowana- jest połaczeniem dwóch metod. Pozwala wykorzystać zalety poszczególnych metod. regeneracja
wielopoziomowa=mechaniczna+cieplna+mechaniczna
Generacja III-
Masy III generacji (bez materiałów wiążących) Masa jest tym lepsza im mniej zawiera materiału wiążącego. Korzyści ze
stosowania samej osnowy: *Umożliwia pełne wykorzystanie właściwości osnowy piaskowej; *Poważnie ogranicza gazo
twórczość; *Umożliwia ponowne użycie masy, bez regeneracji; *Zmniejsza koszty masy
Masy zamrożone – zawierają glinę formierską. Zasadniczym czynnikiem wiążącym jest zamarznięta woda. Osnowę stanowi
piasek kwarcowy. Materiałem wiążącym jest woda, która spaja ziarna osnowy piaskowej po zamarznięciu. Jako czynnik
zamrażający stosuje się ciekły azot, którym spryskuję się powierzchnię roboczą. Zamrożone formy lub rdzenie mogą
przebywać w atmosferze odlewni nie dłużej niż 1 h, bo zaczynają się rozmarzać.
Proces pełnej formy (SMB)
Masa – suchy piasek kwarcowy o bardzo małej zawartości lepiszcza i frakcji pyłowych. Model styropianowy umieszcza się
w skrzynce formierskiej i obsypuje piaskiem, stosując metodę fluidyzacji lub wibracji. Stop odlewniczy jest wlewany do
formy, w której znajduje się model, a nie do pustej wnęki. Podczas zalewania następuje zniszczenie styropianu, a gazy
powstałe łatwo przechodzą przez piasek. Jeżeli stosowany jest sam piasek to mogą występować zapiaszczenia. Stosuje się
wtedy powłoki ochronne nakładane na model.
Proces podciśnieniowy
Został wyeliminowany materiał wiążący(lepiszcze, spoiwo). Elementem wiążącym ziarna osnowy piaskowej jest stworzone
podciśnienie, materiał wiążący występuje tylko w postaci folii z tworzywa sztucznego. Model wraz z płytą modelową mocuj
się na pustej wewnątrz płycie nośnej. W modelu są kanaliki przechodzące od powierzchni modelu do wnęki płyty nośnej.
Otwory te umożliwiają odciąganie powietrza znad powierzchni modelu w wyniku czego uzyskuje się dobre przyleganie foli
nakładanej na model. Następnie podgrzewa się folie aby dobrze przylegała do modelu.
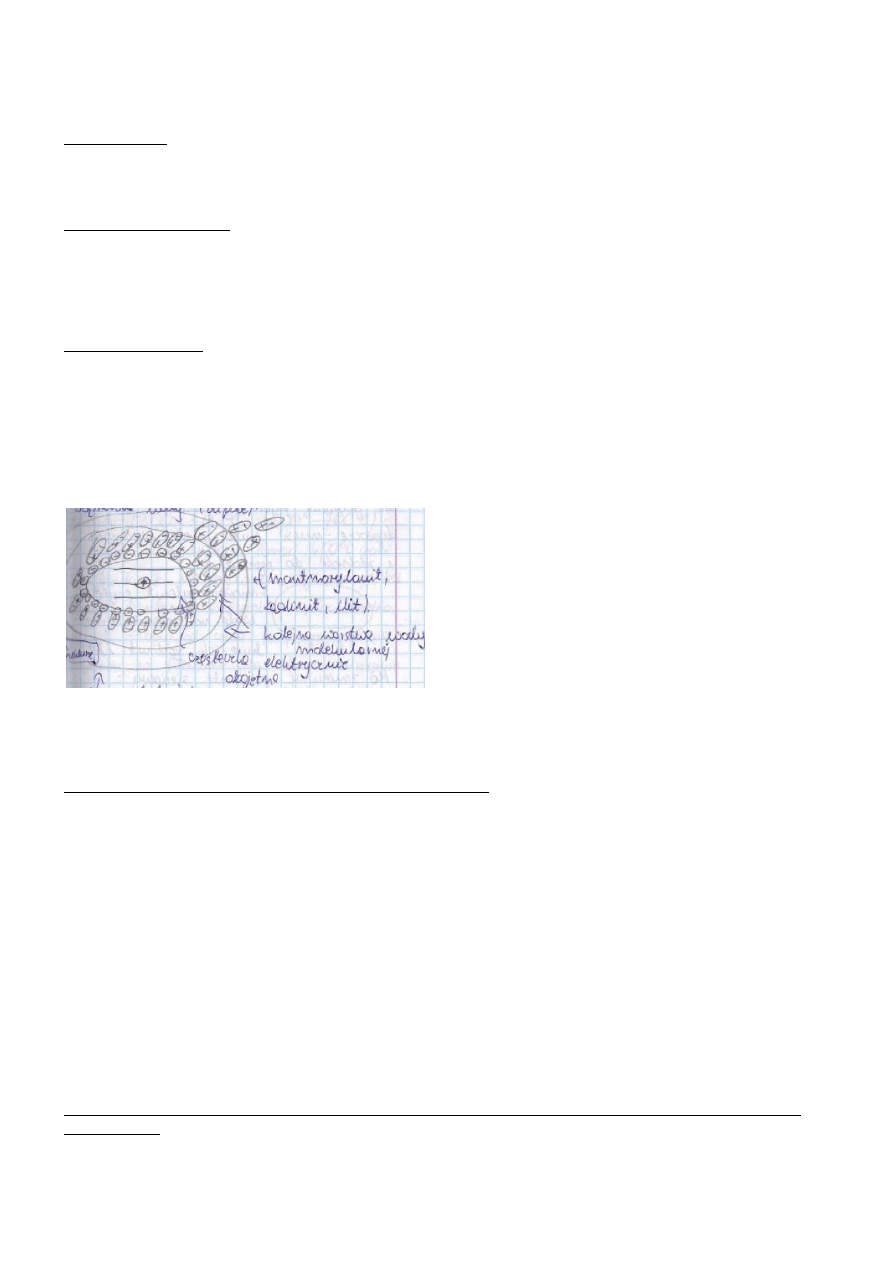
Zasada wiązania mas generacji I (z bentonitem)-
Bentonit ma budowe pakietową (składa się z 3 warstw).
Lepiszcze musi mieć małe wymiary i zdolność do pęcznienia. Monmorylonit przyłącza wodę na zewnątrz (podobnie jak
kaolinit, ilit). Monmorylonit wiąże wtedy gdy dodamy do niego wodę. Woda jest przyłaczana do lepiszcza i lepiszcze
pęcznieje. Masy mogą być używane wielokrotnie(nawilżamy je pęcznieje). Ale gdy podgrzejemy do wyższych temperatur
następuje oddzielenie wody krystalicznej, lepiszcze przechodzi w lepiszcze nieaktywne.
Metody pomiaru wytrzymałości w podwyższonej temperaturze.
W metodzie AFS stosuje się, jako podstawowe kształtki walcowe o średnicy (28,575mm) i wysokości
(50,8mm). Sporządza się je za pomocą ubijaka mającego tę samą zasadę działania co ubijak znormalizowany, ale
odmienną masę ciężarka (3,175kg) i wysokość spadania (66,7mm). Próbkę zagęszcza się poprzez trzykrotne
uderzenie ciężarka tego ubijaka. Próbki z klasycznych mas formierskich przeznaczonych na formy wilgotne
poddaje się w stanie wilgotnym, zaś z mas na formy suszone poddaje się uprzednio suszeniu (na podkładkach
kształtowych) w warunkach i temperaturze przewidzianej dla danej masy. Badanie wykonuje się za pomocą
uniwersalnego urządzenia (np. Thermolab Dilatometr No. 753-typ H.W. Dieterta)
Próbkę o średnicy 28,575mm i wysokości 50,8mm ustawia się na dolnym trzpieniu ogniotrwałym, na którym
umieszcza się najpierw dwie podkładki, przy czym zagłębienie w kształcie czasy w jednej podkładce odpowiada
wypukłości w drugiej. Po ustawieniu próbki nakrywa się ją analogicznym zestawem dwóch nakładek. Układ
podkładek i nakładek zapewnia osiowe ściskanie kształtki.
Cały zestaw wprowadza się do komory pieca nagrzanego do temperatury badania. Nagrzanie próbki do
odpowiedniej temperatury badania wymaga określonego czasu ( przykładowo 1000oC – 13min.), który to czas
wydłuża się w miarę obniżenia temperatury.
Powiązanie metod oznaczania wytrzymałości z warunkami panującymi w formie i skłonnością do powstawania
wad odlewów.

Oznaczanie zmian dylatometrycznych.
Oznaczanie odporności na wstrząsy (kruchości).
Oznaczanie trwałości.
Oznaczanie podatności.
Wytrzymałość końcowa masy.
Wytrzymałość końcową (resztkową) masy na ściskanie, czyli wytrzymałość masy po nagrzaniu i następnie
ostudzeniu do temperatury otoczenia, oznacza się zwykle na kształtkach o średnicy 28,575mm i wysokości
50,8mm. Można także użyć walcowych kształtek standardowych. Należy zwrócić szczególna uwagę na czas
nagrzewania kształtek, a szczególnie walcowych kształtek standardowych. Dla walcowych kształtek
standardowych czas nagrzewania powinien być trzy razy dłuższy niż dla kształtek AFS (28,575mm x 50,8mm).
Strefy występujące w wilgotnej jednostronnie nagrzewanej masie (strefa przewilżona).
Nagrzewanie masy powoduje parowanie wody i przemieszczanie się pary wodnej w głąb masy. Mały
współczynnik przewodzenia ciepła powoduje, że do temperatury źródła nagrzewa się początkowo cienka warstwa
masy, pod która znajduje się warstwa masy o szybko obniżającej się temperaturze. Para wodna skrapla się na
warstwach masy o temperaturze poniżej 100
o
C powodując w nich zwiększenie zawartości wilgoci (tworzenie się
strefy przewilżonej). W miarę upływu czasu nagrzewa się do wyższej temperatury coraz grubsza warstwa masy,
co powoduje równoczesne przesuniecie się strefy przewilżonej do głębszych warstw masy. Znając temperaturę
źródła i właściwości termofizyczne masy można w przybliżeniu określić czas, w którym strefa przewilżona
znajdzie się w określonej odległości od nagrzewanej powierzchni.
Ogólna charakterystyka sypkich mas szybkoutwardzalnych (cold-box).
W procesie cold-box pary katalizatora są przedmuchiwane przez masę formierską lub rdzeniową, wykonaną z
udziałem żywicy. Powodują one natychmiastowe jej utwardzenie w temperaturze otoczenia. Mała lepkość
żywicy umożliwia wykorzystanie wszystkich rodzajów mieszarek do wytwarzania masy. Masa może być
zagęszczana ręcznie, wibracyjnie, lub za pomocą strzelarek i nadmuchiwarek. Pary katalizatora (trójetyloaminy,
dwumetyloaminy, lub dwumetyloizopropyloaminy), są wytwarzane w urządzeniach o konstrukcji umożliwiającej
uzyskanie dużej prężności aminy w gazie obojętnym lub powietrzu. Nadmiar aminy jest usuwany przez
przedmuchiwanie rdzenia powietrzem. Usunięta amina jest poddana procesowi odzysku i kierowana do
następnego cyklu utwardzania. Rdzenie po utwardzeniu posiadają dużą wytrzymałość i mogą być transportowane,
wykańczane, łączone ze sobą.
Jakość stosowanej osnowy ziarnowej ma bardzo istotny wpływ na jakość uzyskanych rdzeni, a tym samym na
jakość odlewów. Zaleca się stosowanie osnowy o takiej ziarnistości, która umożliwia uzyskanie dobrej
powierzchni rdzeni i odpowiedniej przepuszczalności masy. Zanieczyszczenia alkaliczne osnowy ziarnowej,
działając jak utwardzacz żywicy, powodują często skrócenie czasu przydatności masy do formowania.
Temperatura osnowy ziarnowej powinna wynosić 20 - 25oC. Niższa lub wyższa temperatura może stwarzać
problemy z wykonaniem rdzeni. Zaleca się stosowanie wilgotności osnowy na poziomie 0,1%. Wzrost
wilgotności osnowy ziarnowej powyżej 0,25% powoduje znaczny spadek wytrzymałości masy i skrócenie czasu
jej przydatności do formowania. Jako oprzyrządowanie modelowe można stosować żeliwo, aluminium, żywice
epoksydowe i uretanowe.
Procesy zaliczanie po technologii cold-box: skład, zasady wiązania, sporządzanie, właściwości, zakres
zastosowania, szkodliwość dla otoczenia.
Alkidowy proces Ashlanda.
Fenolowy proces Ashlanda (klasyczny cold-box).
Proces cold-box plus.
Proces mrówczanowy (beta set).
Proces red-set.
Klasyczny proces SO
2
.
Ogólna charakterystyka mas samoutwardzalnych.
Masy samoutwardzalne są to kompozycje, które wiążą (utwardzają się) w temperaturze otoczenia, a wszystkie
składniki tych mas są wprowadzane do mieszarki. W zależności od konsystencji wyróżnia się sypkie (SMS) i
ciekłe (CMS) masy samoutwardzalne, przy czym masy przeznaczone do odlewnictwa precyzyjnego mają
odpowiednio oznaczenia: SMSP (sypkie), CMSP (ciekłe).
Żywotność masy, sposób oznaczania, podział mas ze względu na okres żywotności.
Utwardzacze. W technologii SMS z żywicami szczególnie ważny problem stanowi właściwy dobór utwardzacza
tak pod względem jakościowym, jaki i ilościowym. Przebieg procesu utwardzania masy zależy bowiem nie tylko
od ilości i jakości żywicy i utwardzacza, lecz także od: temperatury osnowy piaskowej, temperatury otoczenia,
temperatury i współczynnika przewodzenia ciepła materiału z którego jest wykonany model czy rdzennica,
warunków i czasu mieszania masy, wilgotności piasku, względnej wilgotności powietrza itp. Niektóre z tych
czynników można regulować w warunkach produkcyjnych (np. temperaturę składników), jednak na większość z
nich nie ma się wpływu i w związku z tym pozostaje często do realnego wykorzystania jeden czynnik regulujący,
a mianowicie ilość i jakość utwardzacza. W warunkach produkcyjnych jest jeszcze jedna właściwość masy
wymagająca regulacji, a mianowicie żywotność. Również i tę właściwość można - przy danej żywicy –
praktycznie regulować tylko ilością i jakością utwardzacza.
Możliwości wyboru utwardzacza są jednak także ograniczone. Pomimo wyjątkowo dużej liczby chemicznych
związków o charakterze kwaśnym, ilość kwaśnych utwardzaczy, które mogą znaleźć praktyczne zastosowanie w
procesie SMS z żywicami jest bardzo ograniczona.
Wynika to z kilku powodów, a mianowicie:
Zastosowanie zbyt silnych kwasów wywołuje szybko przebiegającą polikondensacje i sieciowacenie
żywic. Prowadzi to do krótkiej żywotności masy, konieczności stosowania szybko mieszających
mieszarek, a także – w przypadku niektórych silnych kwasów i określonych żywic – powoduje
powstawanie kruchej i łamliwej struktury masy, która pogarsza właściwości rdzeni. Może się to ujawnić
w masach z niektórymi żywicami furfurylowymi utwardzanych silnymi kwasami nieorganicznymi, a
tłumaczy się to degradacją aromatycznych pierścieni furanowych.
Ogólna charakterystyka mas szybkowiążących (hot-box).
Został wprowadzony do odlewni metali nieżelaznych w 1959 roku, a jako spoiwo wykorzystano
niemodyfikowaną żywicę formaldehydową. W Późniejszym okresie, gdy zaczęto stosować proces do
wytwarzania rdzeni dla odlewów ze stopów żelaza, okazało się konieczne wprowadzenie do żywicy
modyfikatorów (m.in. alkohol furfurylowy), poprawiających właściwości masy w podwyższonej temperaturze.
Obecnie stosuje się żywice typu fenolowego, furanowego i ich mieszanki. Żywica typu furanowego jest
kompozycją alkoholu furfurylowego i polimeru mocznikowo-formaldehydowego. Żywica fenolowa jest
natomiast polimerem fenolowo-formaldehydowym, zawierającym zwykle dodatek polimeru mocznikowo-
formaldehydowego w celu zwiększenia wytrzymałości masy na rozciąganie i zwiększenia reaktywności żywicy.
Powoduje on wprawdzie wzrost szybkości utwardzania masy, ale równocześnie podwyższa zawartość azotu. Jest
to niekorzystne z uwagi na powstawanie w odlewach wad pochodzenia gazowego. Czas utwardzania masy jest
funkcją temperatury rdzennicy. Pod wpływem temperatury (180 - 200oC dla żywic mocznikowych i 220 - 240oC
dla żywic fenolowych) oraz utwardzacza, następuje aktywacja połączeń polimerowych, które powstały jeszcze w
ciekłej żywicy w wyniku reakcji fenolu lub alkoholu furfurylowego z formaldehydem. Duża wytrzymałość masy
umożliwia usuwanie gotowego rdzenia po czasie wynoszącym zwykle 20 - 40 sekund. Masy stosowane w
procesie mogą być używane do wytwarzania rdzeni dla odlewów ze stopów żelaza i metali nieżelaznych.
Uzyskane rdzenie posiadają dużą wytrzymałość w podwyższonej temperaturze, a równocześnie doskonałą
wybijalność. Wzrost wilgotności osnowy ziarnowej powoduje niekorzystny przebieg utwardzania, spowodowany
wydzielaniem się wody.
W typowym procesie gorącej rdzennicy, przeprowadza się mieszanie osnowy ziarnowej z utwardzaczem, a
następnie dodaje się żywicę. Niektóre odlewnie stosują odwrotną kolejność mieszania. Można stosować Również

mieszarki szybkoobrotowe, ale podwyższenie temperatury masy może spowodować skrócenie czasu jej
przydatności do formowania.
Procesy zaliczanie do technologii sypkich mas szybkowiążących: skład, zasady wiązania, sporządzanie,
właściwości, zakres zastosowania, szkodliwość dla otoczenia.
Proces Croninga (formowanie skorupowe)
Proces ciepłej rdzennicy (warm box).
Metoda skokowego utwardzania cieplnego (thermoshock).
Metoda przedmuchiwania podgrzanym powietrzem (warm air)
Wyszukiwarka
Podobne podstrony:
opracowane zagadnienia na franc Nieznany
Opracowanie Zagadnień na egzamin Mikroprocki
Opracowane zagadnienia na koło z podstaw turystyki, Notatki na koła
Opracowanie zagadnień na prawo handlowe
opracowane zagadnienia na egazamin
Opracowanie zagadnień na egzamin z MO
Jasiorski, chemia ogólna, Opracowane zagadninia na kolowium
Przemiany geopolityczne (opracowane zagadnienia na egzamin)
Opracowane zagadnienia na kolokwium
Opracowane zagadnienia na egzamin
opracowanie zagadnien na u c 2 wersja alpha
Andragogika opracowane zagadnienia na egzamin
opracowane zagadnienia na ped.specj, pedagogika specjalna
zagadnienia 1-19 plus 25 i bez paru innych, Opracowanie zagadnień na zaliczenie
opracowane zagadnienia na egzamin, ►► UMK TORUŃ - wydziały w Toruniu, ►► Socjologia, Praca socjalna,
Dydaktyka [opracowane zagadnienia na egzamin], Metodyka nauczania, język polski, teksty i notatki, e
Opracowanie zagadnień na egzamin z judaizmu, 2. GENEZA JUDAIZMU, Religia patriarchów
Opracowane zagadnienia na zaliczenie cw. z fizyk, ciga, 1
Konflikty opracowanie zagadnien na egzamin 2
więcej podobnych podstron