Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
1
2
Realizacja układów sekwencyjnych na PLC
Informacje wst
ę
pne:
SYMBOLE STYKÓW I CEWEK DLA SERII 90-30 I VERSAMAX
Pozostałe symbole styków i cewek u
ż
ywane w programowaniu drabinkowym sterowników
GE Fanuc Serii 90-30 i VersaMax:
Symbol graficzny Symbol tekstowy
Opis
SETCOIL
cewka przeka
ź
nika SET, działa jak wej
ś
cie S
przerzutnika
RESETCOIL
cewka przeka
ź
nika RESET, działa jak wej
ś
cie R
przerzutnika
POSCOIL
cewka przeka
ź
nika uaktywniana narastaj
ą
cym
zboczem sygnału
NEGCOIL
cewka przeka
ź
nika uaktywniana opadaj
ą
cym zboczem
sygnału
COIL
cewka przeka
ź
nika o stykach normalnie otwartych,
zmienna przypisana do niej pami
ę
ta swój stan sprzed
zaniku zasilania
NCCOIL
cewka przeka
ź
nika o stykach normalnie zwartych,
zmienna przypisana do niej pami
ę
ta swój stan sprzed
zaniku zasilania
SETCOIL
cewka przeka
ź
nika SET, zmienna przypisana do niej
pami
ę
ta swój stan sprzed zaniku zasilania
RESETCOIL
cewka przeka
ź
nika RESET, zmienna przypisana do niej
pami
ę
ta swój stan sprzed zaniku zasilania
CONTCON
styk kontynuacji, stosowany w celu przeniesienia
warto
ś
ci logicznej z innego szczebla, musi by
ć
pierwszym elementem szczebla, nie przypisuje si
ę
mu
referencji
CONTCOIL
cewka kontynuacji, stosowana w celu przeniesienia
warto
ś
ci logicznej do innego szczebla
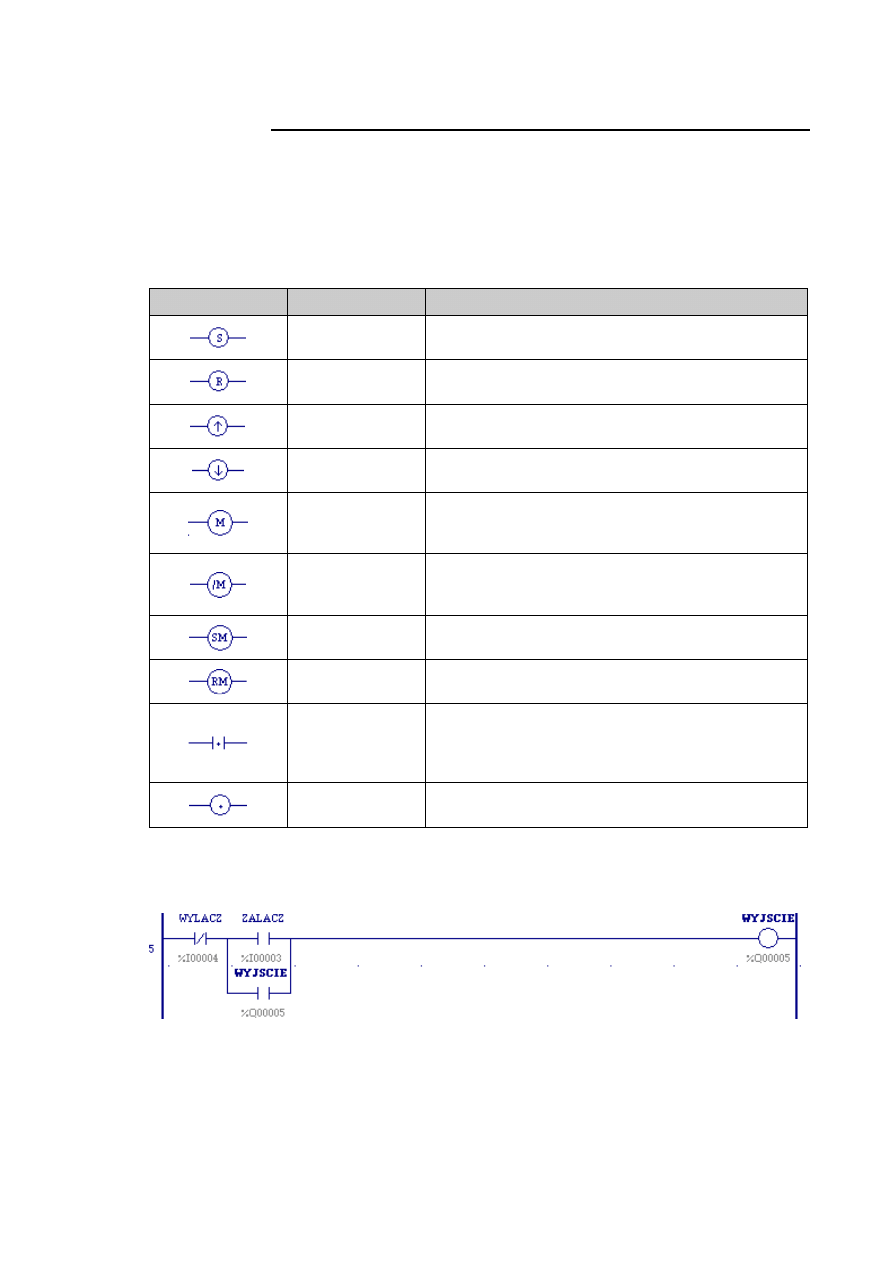
REALIZACJA PRZERZUTNIKÓW RS I SR
Przerzutnik RS mo
ż
na zrealizowa
ć
za pomoc
ą
cewki przeka
ź
nika z podtrzymaniem:
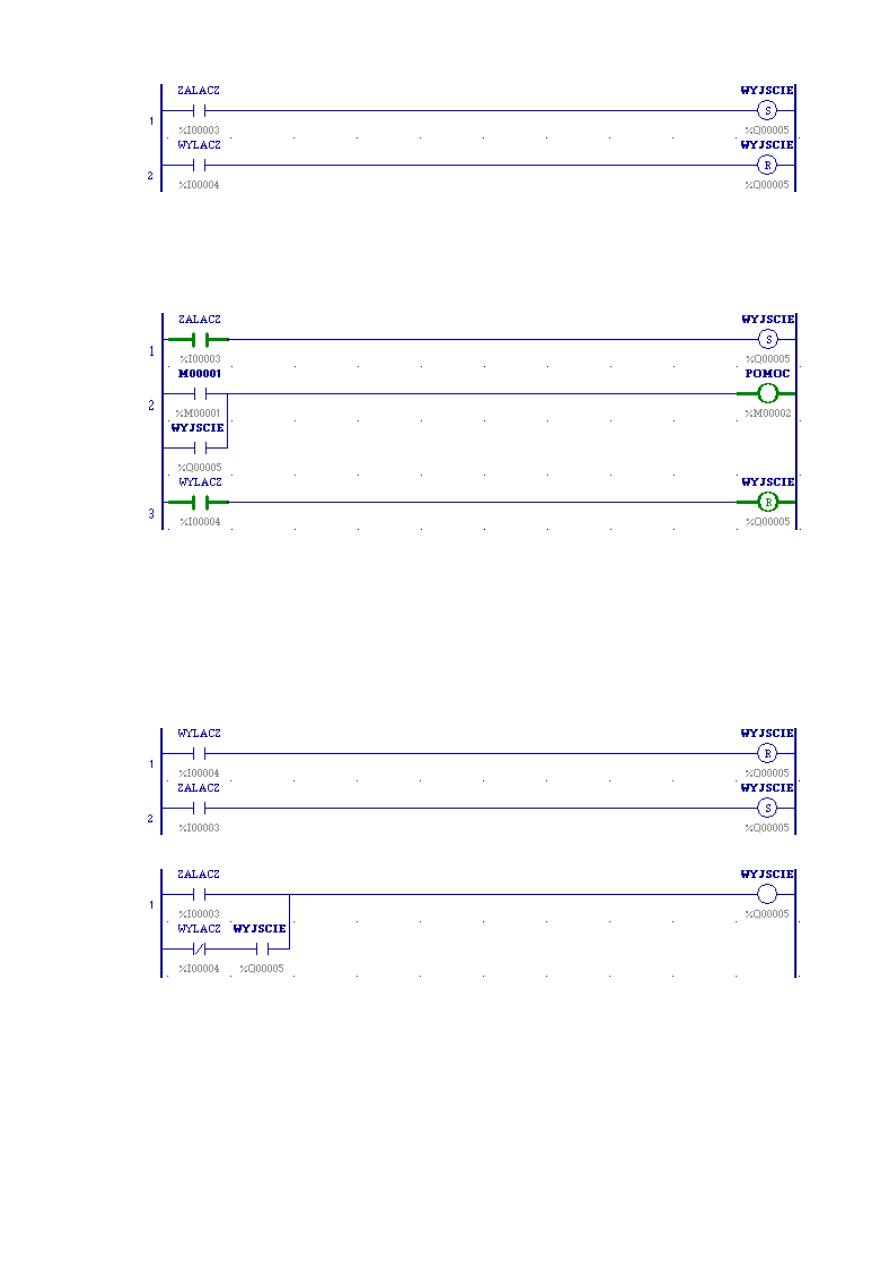
lub za pomoc
ą
cewek SETCOIL i RESETCOIL:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
2
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
Ten przerzutnik ma dominuj
ą
ce wej
ś
cie R – je
ś
li jednocze
ś
nie ZALACZ=1 i WYLACZ=1, to
WYJSCIE b
ę
dzie wył
ą
czone, bo ostatnia była cewka RESETCOIL
Je
ś
li mi
ę
dzy SETCOIL a RESETCOIL wstawimy szczebel, w którym b
ę
dzie wykorzystany nad
stykiem sygnał WYJSCIE, to przy jednoczesnym ZALACZ=1 i WYLACZ=1 po wykonaniu szczebla
nr 1 zmienna WYJSCIE=1, a po wykonaniu szczebla nr 3 zmienna WYJSCIE=0.
Na wyj
ś
ciu fizycznym %Q00005 ani na moment jedynka si
ę
nie pojawi, bo stan referencji
%Q00005 jest przenoszony na fizyczne wyj
ś
cie modułu po wykonaniu całego programu podczas
Output Scan.
W wyniku działania funkcji logicznej w szczeblu nr 2 sygnał POMOC=1, bo podczas wykonywania
tego szczebla WYJSCIE=1. Sygnał POMOC=1 mimo, i
ż
na podgl
ą
dzie programu styk, do którego
przypisano sygnał WYJSCIE pozostaje otwarty. Dzieje si
ę
tak dlatego,
ż
e na podgl
ą
dzie programu
wy
ś
wietlany jest stan referencji po wykonaniu całego programu, a nie stan po wykonaniu danego
szczebla.
Je
ś
li zamienimy kolejno
ść
szczebli, czyli najpierw cewka RESETCOIL, a pó
ź
niej SETCOIL, to
dostaniemy przerzutnik SR (z dominuj
ą
cym wej
ś
ciem S):
Poni
ż
ej przerzutnik SR zrealizowany za pomoc
ą
cewki przeka
ź
nika z podtrzymaniem:
Z referencjami zwi
ą
zane jest poj
ę
cie Retentive True – pamieta stan sprzed zaniku napi
ę
cia
zasilania, Retentive False – nie pami
ę
ta stanu sprzed zaniku napi
ę
cia zasilania. Sterownik PLC
musi umie
ć
odpowiednio zareagowa
ć
na wył
ą
czenie zasilania. Je
ś
li sterownik steruje lini
ą
produkcyjn
ą
, której działanie polega na kolejnych czynno
ś
ciach w procesie obróbki elementów, to
po zaniku napi
ę
cia zasilania i ponownym pojawieniu si
ę
napi
ę
cia sterownik nie mo
ż
e startowa
ć
z
obróbk
ą
elementu od pocz
ą
tku, tylko musi pami
ę
ta
ć
, które czynno
ś
ci ju
ż
zostały wykonane, czyli
musi pami
ę
ta
ć
swój stan sprzed zaniku napi
ę
cia zasilania (zmienne typu Retentive True).
Natomiast przerwan
ą
czynno
ść
by
ć
mo
ż
e trzeba b
ę
dzie powtórzy
ć
, wi
ę
c niektóre zmienne
w wyniku zaniku napi
ę
cia powinny zosta
ć
wyzerowane (Retentive False). Referencje %M i %Q
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
3
mog
ą
pami
ę
ta
ć
swój stan sprzed zaniku napi
ę
cia zasilania (Retentive True) lub mog
ą
tego stanu
nie pami
ę
ta
ć
(Retentive False) – parametr Retentive True lub False ustawia si
ę
w oknie Inspektora
we wła
ś
ciwo
ś
ciach ka
ż
dej zmiennej u
ż
ytej w programie. Referencje %I i %G zawsze pami
ę
taj
ą
swój stan sprzed zaniku zasilania (Retentive True). Referencje %T nigdy nie pami
ę
taj
ą
stanu
sprzed zaniku napi
ę
cia zasilania (Retentive False). Cały obszar referencji %T jest zerowany przed
wykonaniem pierwszego cyklu programu sterownika.
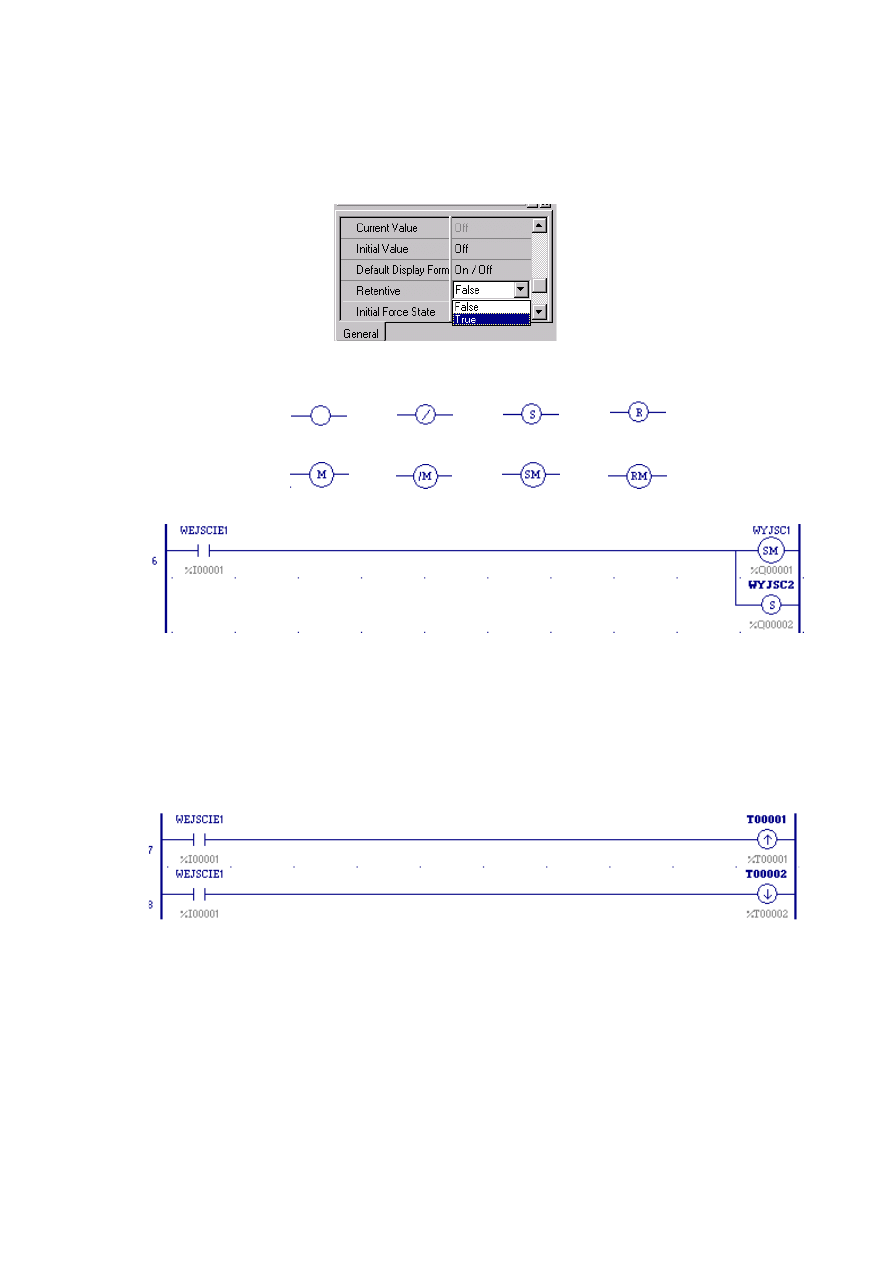
Po zadeklarowaniu parametru Retentive True zmieniaj
ą
kształt cewki przeka
ź
ników, do których
przypisano te zmienne. Zamiast symboli graficznych:
na ekranie pojawi
ą
si
ę
nast
ę
puj
ą
ce symbole cewek przeka
ź
ników:
Tych symboli nie znajdziemy na pasku narz
ę
dziowym.
W powy
ż
szym przykładzie zmienna WYJSC1 została zadeklarowana jako pami
ę
taj
ą
ca swój stan
sprzed zaniku zasilania (Retentive True), a zmienna WYJSC2 nie pami
ę
ta swojego stanu sprzed
zaniku zasilania (Retentive False). Podanie krótkotrwałej jedynki na WEJSCIE1 spowoduje
ustawienie WYJSC1=1 i WYJSC2=1, natomiast po zaniku napi
ę
cia zasilania i ponownym
pojawieniu si
ę
zasilania stany wyj
ść
b
ę
d
ą
nast
ę
puj
ą
ce: WYJSC1=1, WYJSC2=0.
CEWKI WYKRYWAJĄCE ZBOCZA
Wykrywanie zbocza narastaj
ą
cego i opadaj
ą
cego sygnału WEJSCIE1:
Markery T00001 i T00002 s
ą
impulsami o czasie trwania równym czasowi trwania p
ę
tli
programowej sterownika PLC, gdy
ż
cewka wykrywaj
ą
ca np. zbocze narastaj
ą
ce porównuje stan
sygnału doprowadzonego do niej w poprzednim cyklu pracy sterownika p
ę
tli ze stanem sygnału
doprowadzonego do niej w bie
żą
cym cyklu. Je
ś
li w poprzednim cyklu doprowadzono 0, a w
bie
żą
cym cyklu doprowadzono 1, to znaczy było zbocze narastaj
ą
ce i T00001=1. Je
ś
li
w nast
ę
pnym cyklu do cewki wykrywaj
ą
cej zbocze nadal dochodzi jedynka, to znaczy,
ż
e zbocza
narastaj
ą
cego nie było i T00001=0. St
ą
d czas trwania impulsu T00001 jest równy czasowi trwania
dokładnie jednego cyklu pracy sterownika.
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
4
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
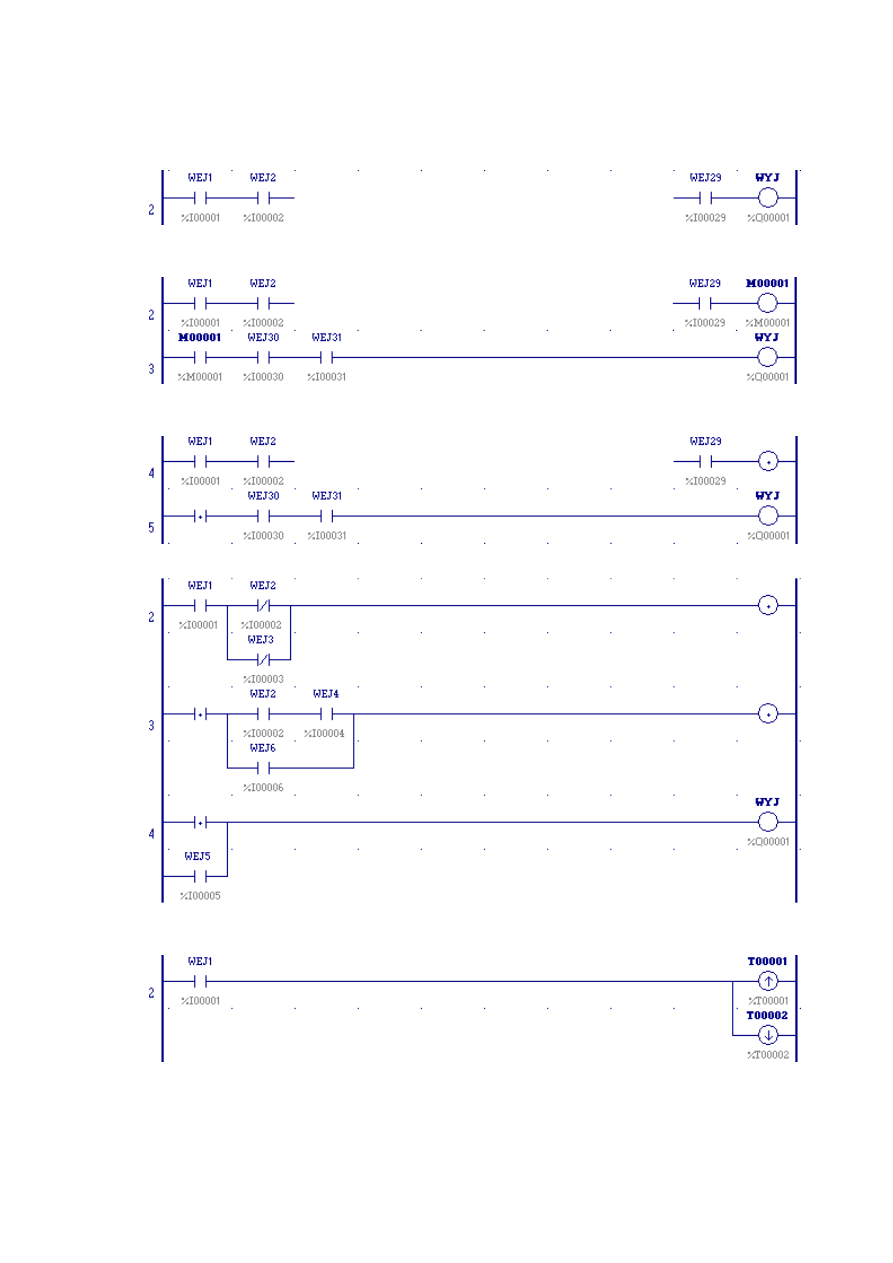
ZASADY KONSTRUKCJI SZCZEBLA
1.
Szczebel (Rung) mo
ż
e zawiera
ć
w jednej linii maksymalnie 29 styków. W ostatniej kolumnie
szczebla mo
ż
e znale
źć
si
ę
cewka, skok lub blok funkcyjny.
Je
ż
eli potrzebujemy zrealizowa
ć
iloczyn logiczny np. 31 wej
ść
, to mo
ż
na to zrobi
ć
wykorzystuj
ą
c
zmienn
ą
pomocnicz
ą
:
Zamiast tego mo
ż
na zastosowa
ć
cewk
ę
(CONTCOIL) i styk kontynuacji (CONTCON) – nie
zu
ż
ywamy wówczas zmiennej pomocniczej:
2.
Styk kontynuacji musi by
ć
pierwszym elementem szczebla.
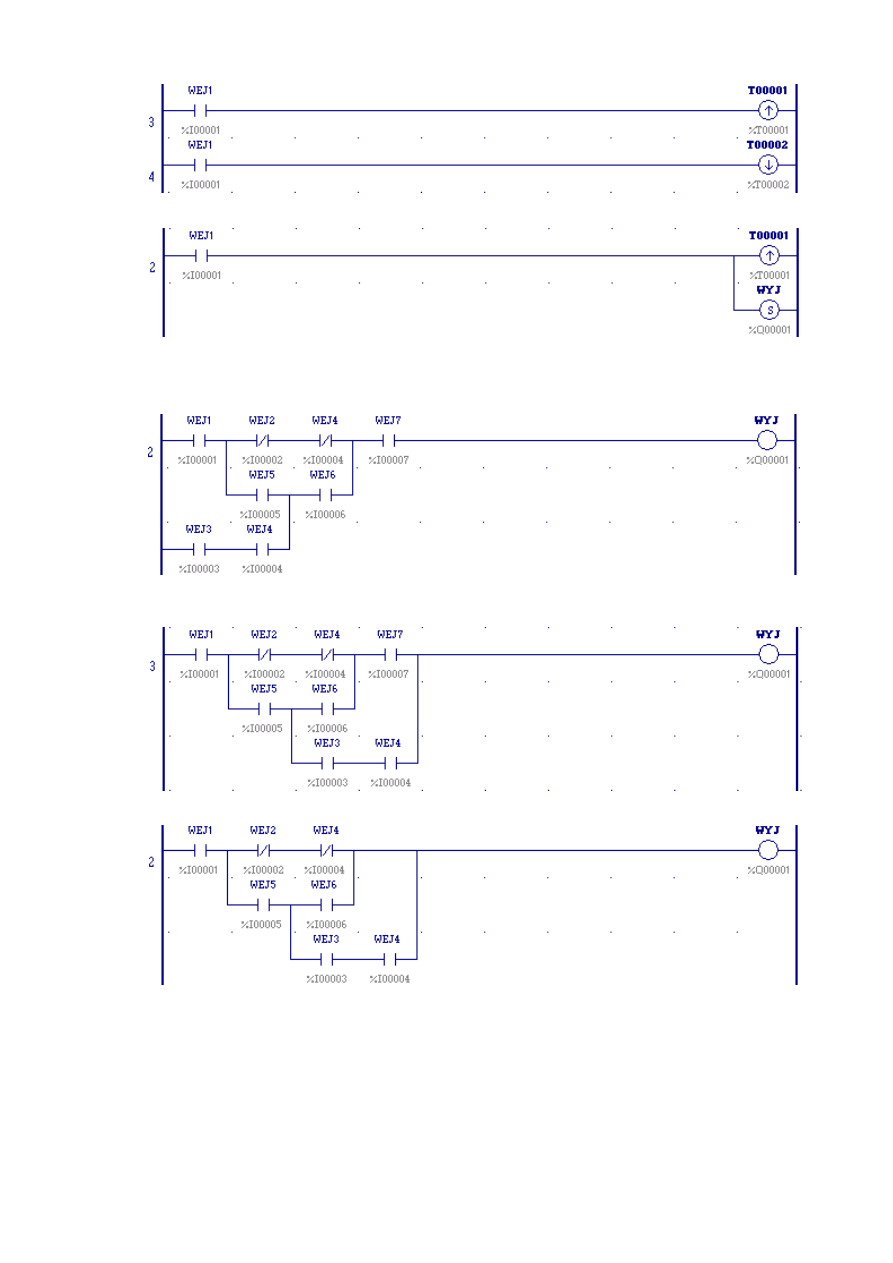
3.
Je
ż
eli w szczeblu wyst
ę
puje cewka wykrywaj
ą
ca zbocze narastaj
ą
ce (POSCOIL) lub
opadaj
ą
ce (NEGCOIL), to w tym szczeblu nie mo
ż
e ju
ż
by
ć
ż
adnych innych cewek.
Powy
ż
szy szczebel jest nieprawidłowy. Je
ż
eli potrzebujemy wykry
ć
zarówno zbocze narastaj
ą
ce,
jak i opadaj
ą
ce sygnału WEJ1, to nale
ż
y to zrealizowa
ć
za pomoc
ą
dwóch szczebli:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
5
Równie
ż
poni
ż
szy szczebel jest niezgodny z zasad
ą
konstrukcji szczebla nr 3:
4.
Nie mo
ż
e wyst
ą
pi
ć
rozgał
ę
zienie maj
ą
ce pocz
ą
tek lub koniec wewn
ą
trz innego rozgał
ę
zienia.
Poni
ż
szy szczebel jest nieprawidłowy, gdy
ż
wyst
ę
puje rozgał
ę
zienie (WEJ3 i WEJ4) maj
ą
ce koniec
wewn
ą
trz innego rozgał
ę
zienia (WEJ5 i WEJ6):
Poni
ż
szy szczebel jest nieprawidłowy, gdy
ż
wyst
ę
puje rozgał
ę
zienie (WEJ3 i WEJ4) maj
ą
ce
pocz
ą
tek wewn
ą
trz innego rozgał
ę
zienia (WEJ5 i WEJ6):
Natomiast ten szczebel jest prawidłowy:
Mo
ż
na go narysowa
ć
równie
ż
tak:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
6
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
Podsumowuj
ą
c - rozgał
ę
zienia musz
ą
mie
ć
pocz
ą
tek i koniec na tym samym poziomie (w tej samej
linii).
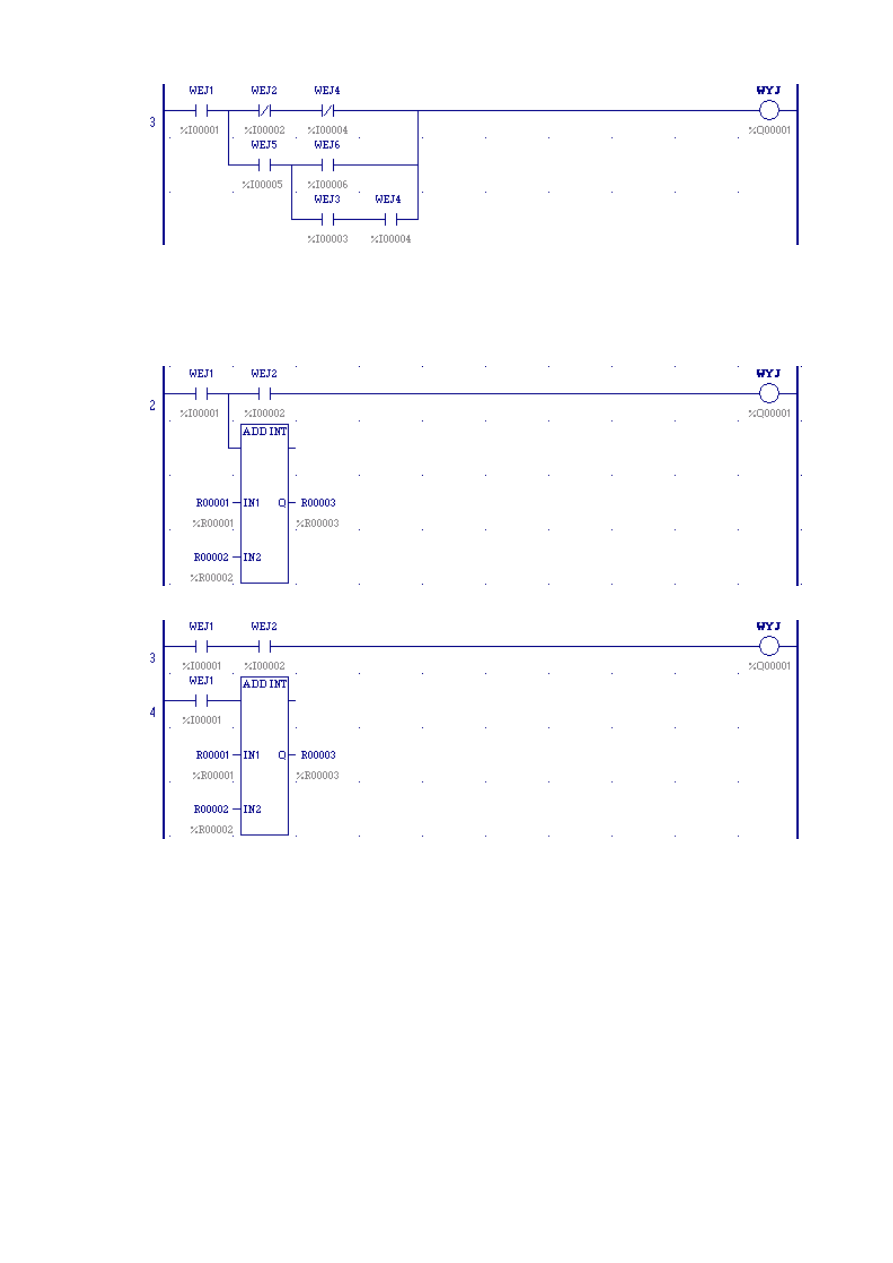
5.
Je
ż
eli w szczeblu jest blok funkcyjny, to poni
ż
ej ani powy
ż
ej bloku nie mog
ą
wyst
ę
powa
ć
rozgał
ę
zienia.
Poni
ż
szy szczebel jest nieprawidłowy, bo powy
ż
ej bloku funkcyjnego jest rozgał
ę
zienie:
Ten program nale
ż
y zrealizowa
ć
w dwóch szczeblach:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
7
Równie
ż
poni
ż
szy program jest nieprawidłowy:
A ten jest prawidłowy:
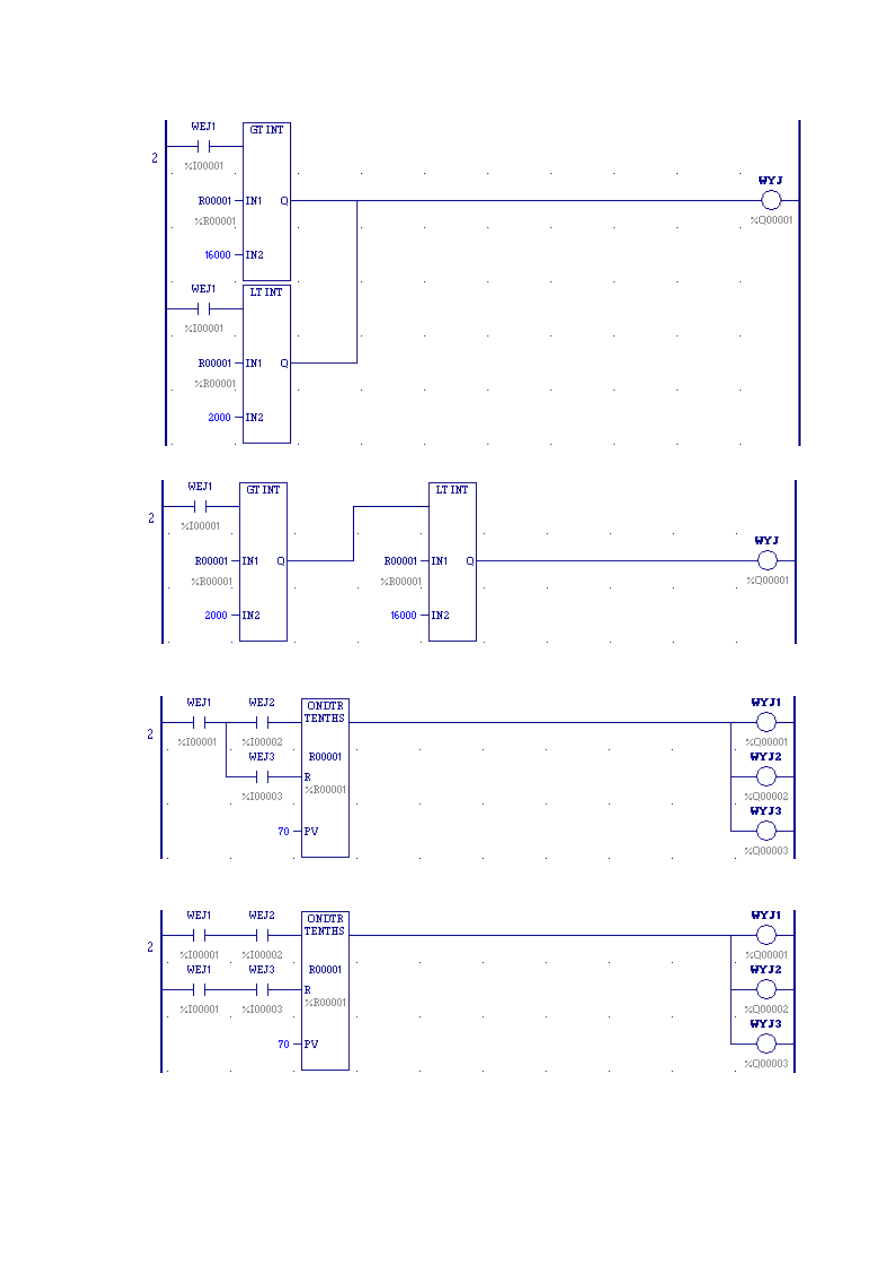
6.
Je
ż
eli w szczeblu jest blok funkcyjny, to nie mo
ż
e by
ć
ż
adnych rozgał
ę
zie
ń
, z wyj
ą
tkiem
rozgał
ę
zie
ń
prowadz
ą
cych bezpo
ś
rednio do cewek przeka
ź
ników.
Powy
ż
szy program jest nieprawidłowy, bo w szczeblu jest blok funkcyjny i wyst
ę
puje rozgał
ę
zienie
nie prowadz
ą
ce do cewek przeka
ź
ników. Prawidłowo ten program trzeba napisa
ć
tak:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
8
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
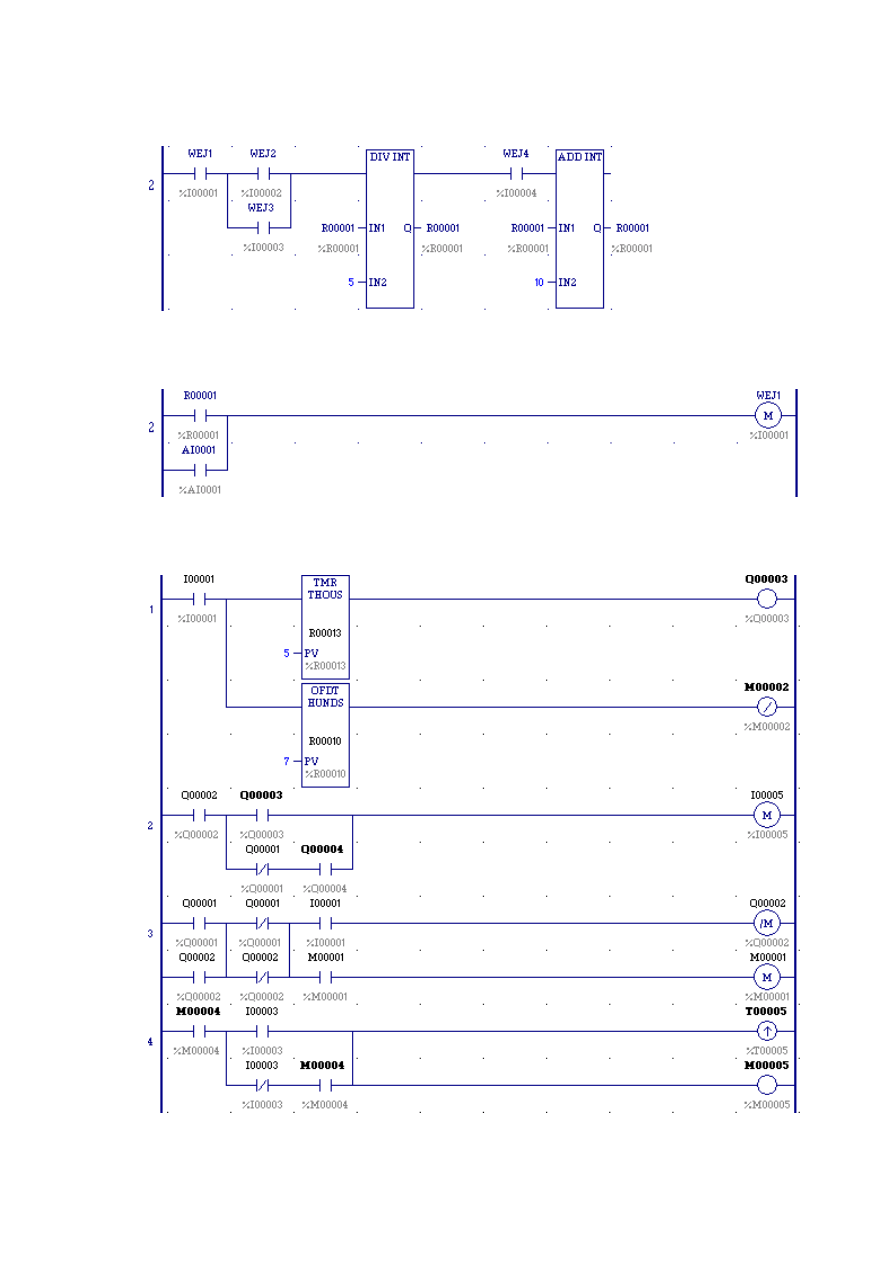
7.
Za blokiem funkcyjnym nie mo
ż
e by
ć
ż
adnych styków.
W poni
ż
szym przykładzie nieprawidłowy jest styk WEJ4.
Do styków lub cewek mo
ż
na przypisa
ć
jedynie referencje binarne. Do cewki nie mo
ż
na przypisa
ć
referencji %I. Poni
ż
szy przykład jest nieprawidłowy, gdy
ż
do styków przypisano referencje o
organizacji słowowej, a do cewki wej
ś
cie dwustanowe.
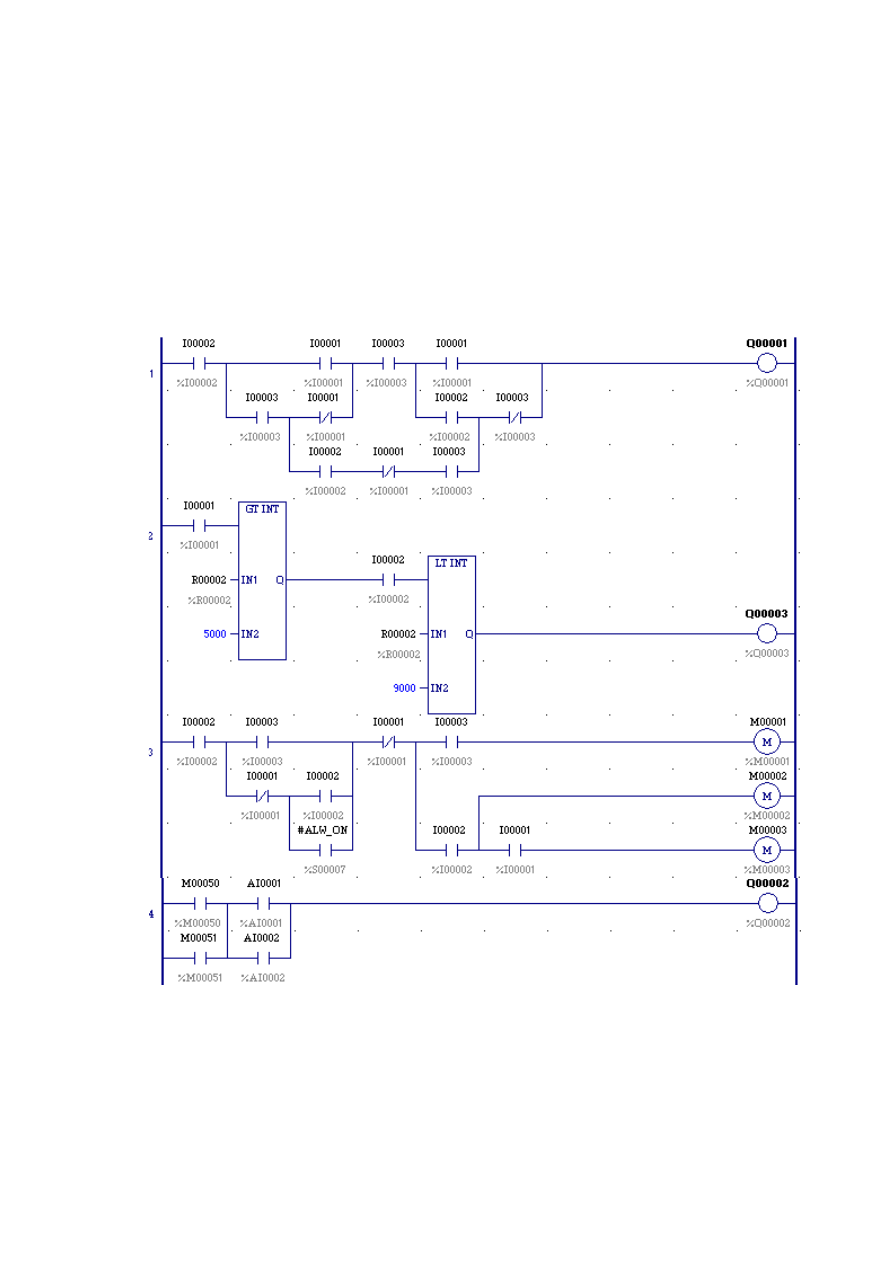
Przykład 1.
Które szczeble w poni
ż
szym programie dla sterowników serii 90-30 lub VersaMax s
ą
nieprawidłowe (w wyniku działania Validate dostaniemy Error) i dlaczego?
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
9
Rozwi
ą
zanie:
Szczebel nr 1 - nie mo
ż
na ł
ą
czy
ć
równolegle bloków funkcyjnych.
Szczebel nr 2 - nie mo
ż
na sterowa
ć
wej
ś
ciem (%I00005 przypisane do symbolu cewki
przeka
ź
nika).
Szczebel nr 3 - poprawny.
Szczebel nr 4 - je
ś
li w szczeblu jest cewka wykrywaj
ą
ca zbocze, to w tym szczeblu nie mo
ż
e by
ć
wi
ę
cej cewek.
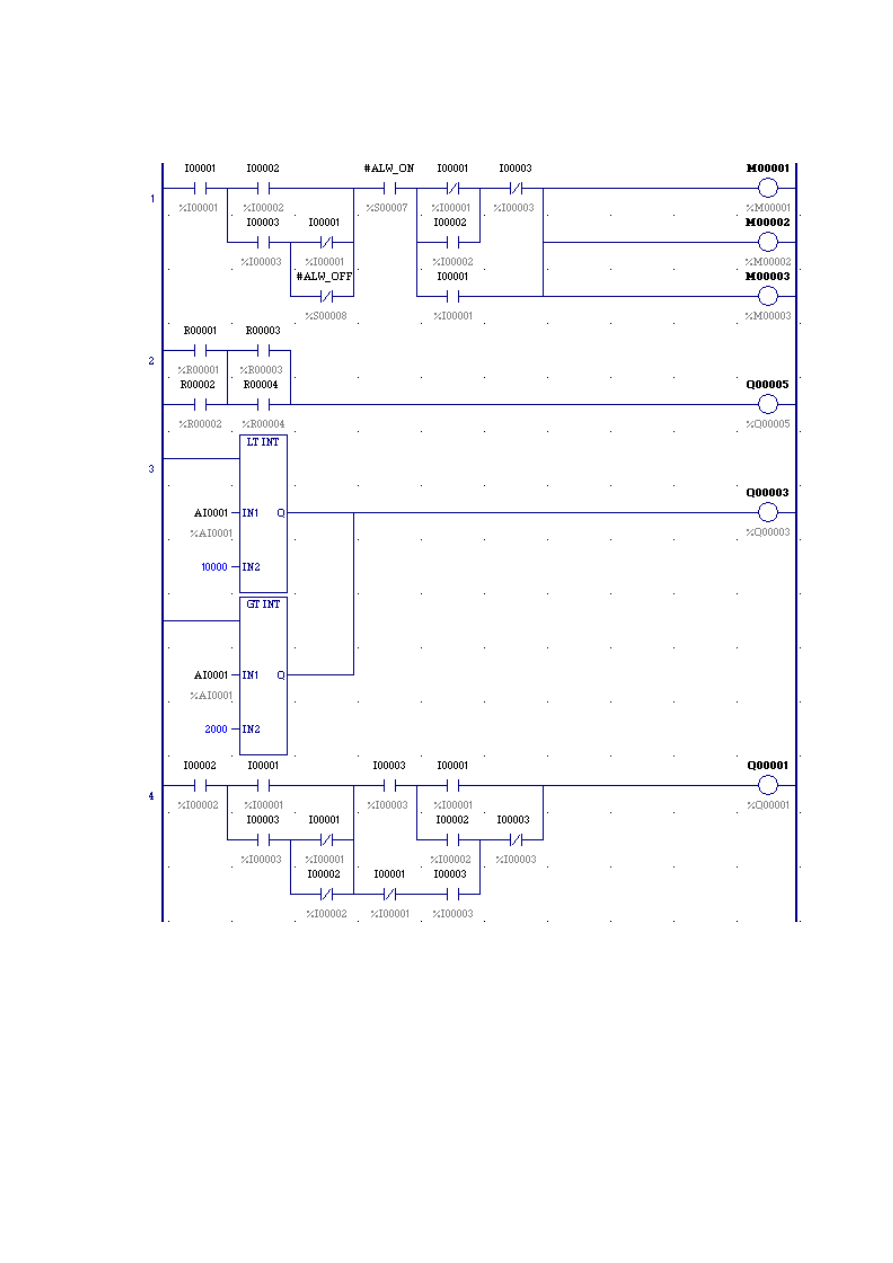
Przykład 2.
Które szczeble w poni
ż
szym programie dla sterowników serii 90-30 lub VersaMax s
ą
nieprawidłowe (w wyniku działania Validate dostaniemy Error) i dlaczego?
Rozwi
ą
zanie:
Szczebel nr 1 - wyst
ę
puje rozgał
ę
zienie maj
ą
ce pocz
ą
tek i koniec wewn
ą
trz innych rozgał
ę
zie
ń
.
Szczebel nr 2 - styk za blokiem funkcyjnym jest nieprawidłowy.
Szczebel nr 3 - poprawny.
Szczebel nr 4 - referencje %AI0001 i %AI0002 s
ą
typu INT, a nie BOOL, wi
ę
c nie mo
ż
na ich
umieszcza
ć
nad stykami.
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
10
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
Przykład 3.
Które szczeble w poni
ż
szym programie dla sterowników serii 90-30 lub VersaMax s
ą
nieprawidłowe (w wyniku działania Validate dostaniemy Error) i dlaczego?
Rozwi
ą
zanie:
Szczebel nr 1 - poprawny.
Szczebel nr 2 - referencje R00001, %R00002, %R00003, %R00004 nie mog
ą
by
ć
typu BOOL,
wi
ę
c nie wolno ich umieszcza
ć
nad stykami.
Szczebel nr 3 - nie wolno ł
ą
czy
ć
bloków funkcyjnych równolegle.
Szczebel nr 4 - nieprawidłowe rozgał
ę
zienie (%I00001 i %I00003) zaczyna si
ę
na poziomie linii 1.,
a ko
ń
czy na poziomie linii 2.
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
11
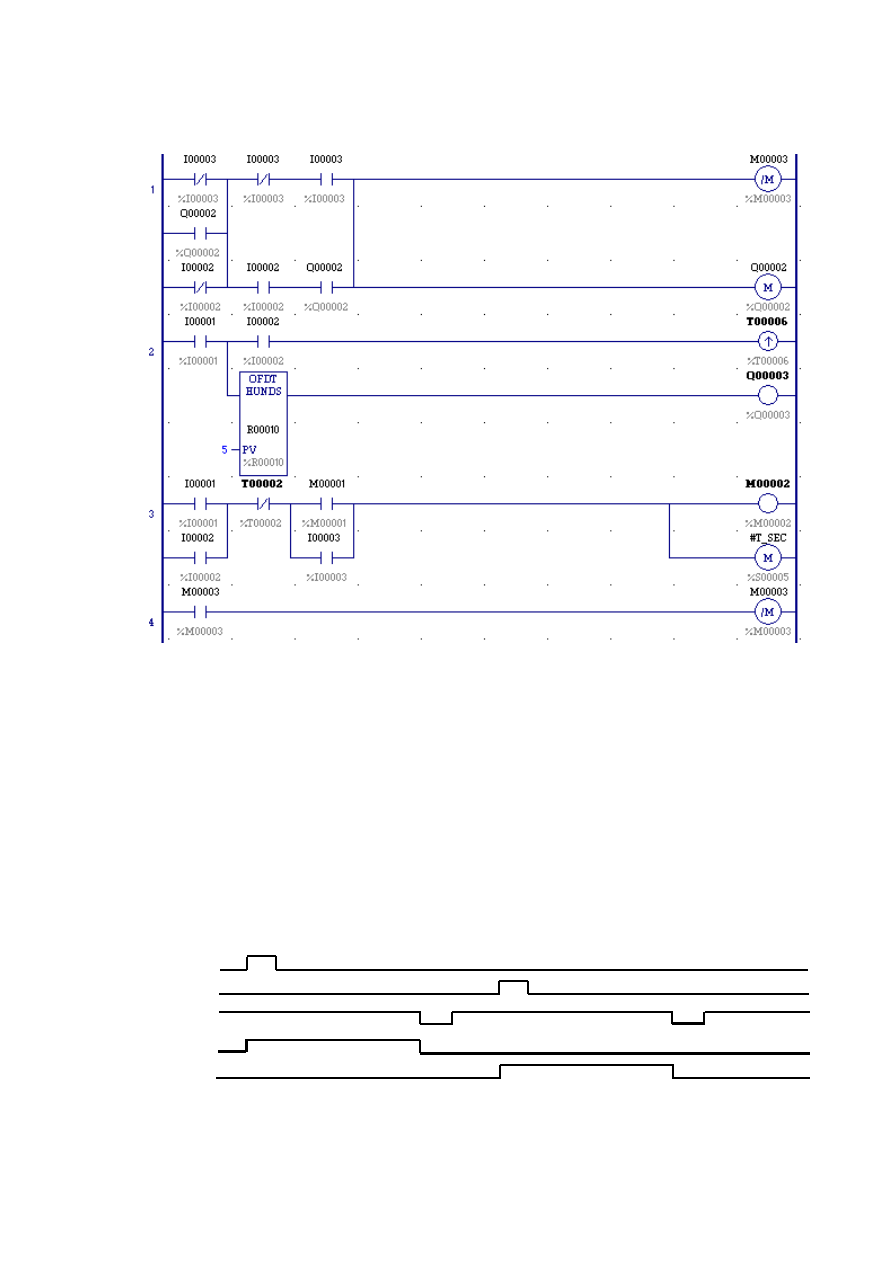
Przykład 4.
Które szczeble w poni
ż
szym programie dla sterowników serii 90-30 lub VersaMax s
ą
nieprawidłowe (w wyniku działania Validate dostaniemy Error) i dlaczego?
Rozwi
ą
zanie:
Szczebel nr 1 - poprawny.
Szczebel nr 2 - powy
ż
ej bloku funkcyjnego nie mo
ż
e by
ć
rozgał
ę
zienia. Je
ś
li w szczeblu wyst
ę
puje
cewka wykrywaj
ą
ca zbocze, to szczebel nie mo
ż
e zawiera
ć
innych cewek.
Szczebel nr 3 - zmienne systemowe %S s
ą
tylko do odczytu – nie wolno przypisa
ć
#T_SEC
do symbolu cewki.
Szczebel nr 4 – poprawny. W ten sposób mo
ż
na zaprojektowa
ć
szybki generator - stan sygnału
%M00003 zmienia si
ę
w ka
ż
dym cyklu sterownika na przeciwny.
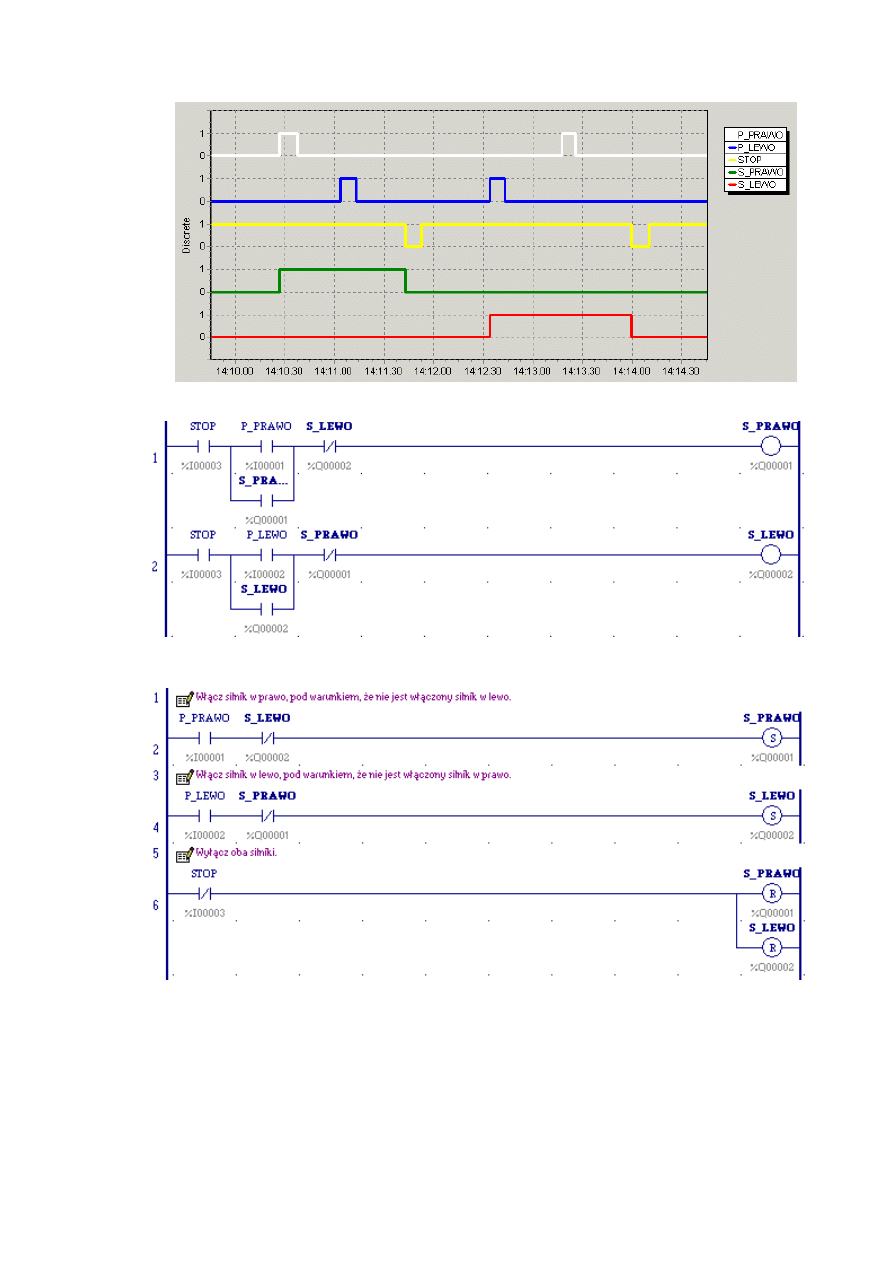
Przykład 5.
Napisz program do przeł
ą
czania kierunku wirowania osi silnika. Przyciski niestabilne P_PRAWO
i P_LEWO słu
żą
do wyboru kierunku wirowania osi silnika, czyli wł
ą
czania wyj
ść
S_PRAWO
i S_LEWO. Przycisk rozwierny STOP zatrzymuje ruch silnika.
P_PRAWO
P_LEWO
STOP
S_PRAWO
S_LEWO
Podgl
ą
d działania programu na ekranie Data Monitor:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
12
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
Rozwi
ą
zanie z cewkami z podtrzymaniem
Rozwi
ą
zanie z cewkami S i R
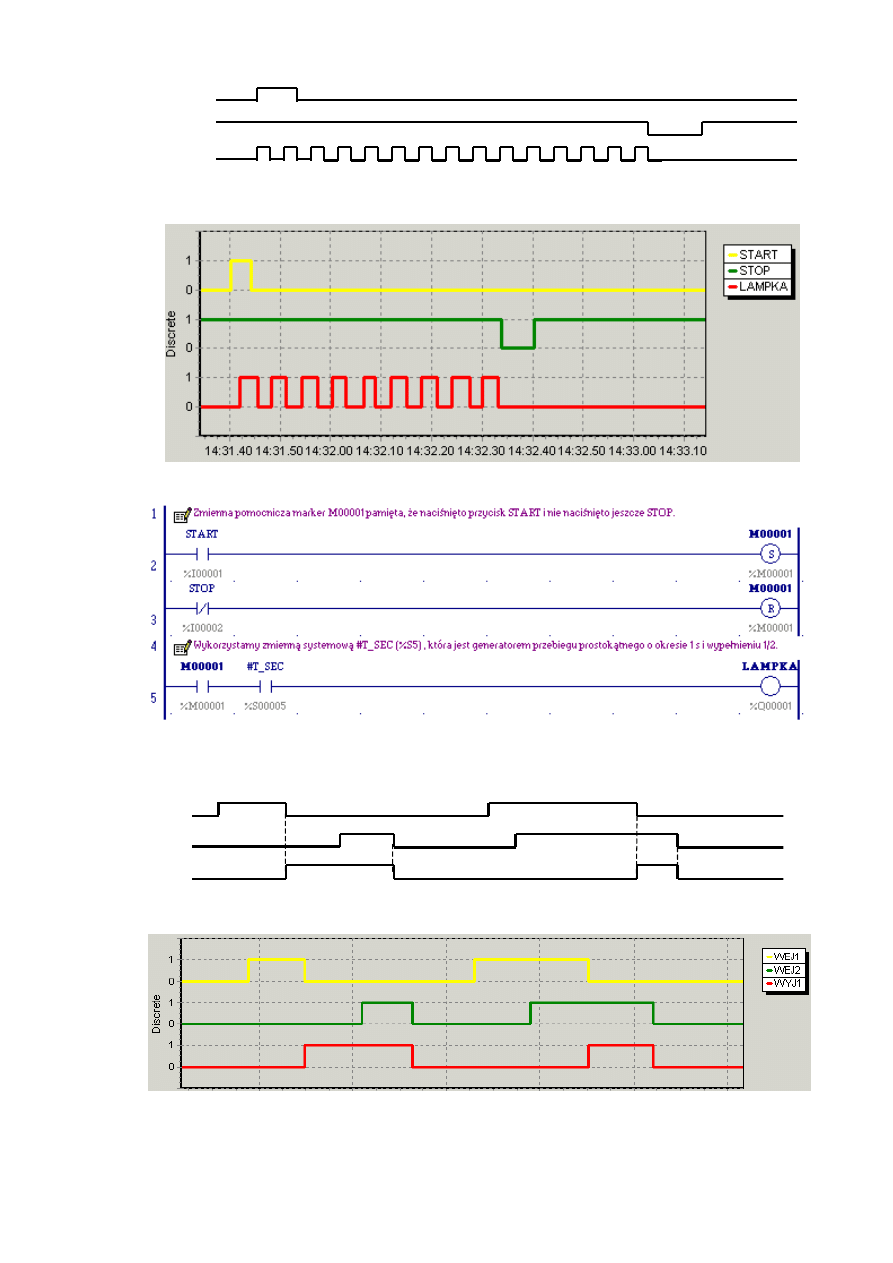
Przykład 6.
Napisz program steruj
ą
cy dla PLC, który b
ę
dzie powodował mruganie lampki podł
ą
czonej
do wyj
ś
cia dwustanowego o nazwie LAMPKA z cz
ę
stotliwo
ś
ci
ą
1 Hz. Lampka ma mruga
ć
od momentu naci
ś
ni
ę
cia przez operatora przycisku niestabilnego START do momentu naci
ś
ni
ę
cia
przycisku rozwiernego STOP.
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
13
START
STOP
LAMPKA
Podgl
ą
d działania programu na ekranie Data Monitor:
Rozwi
ą
zanie
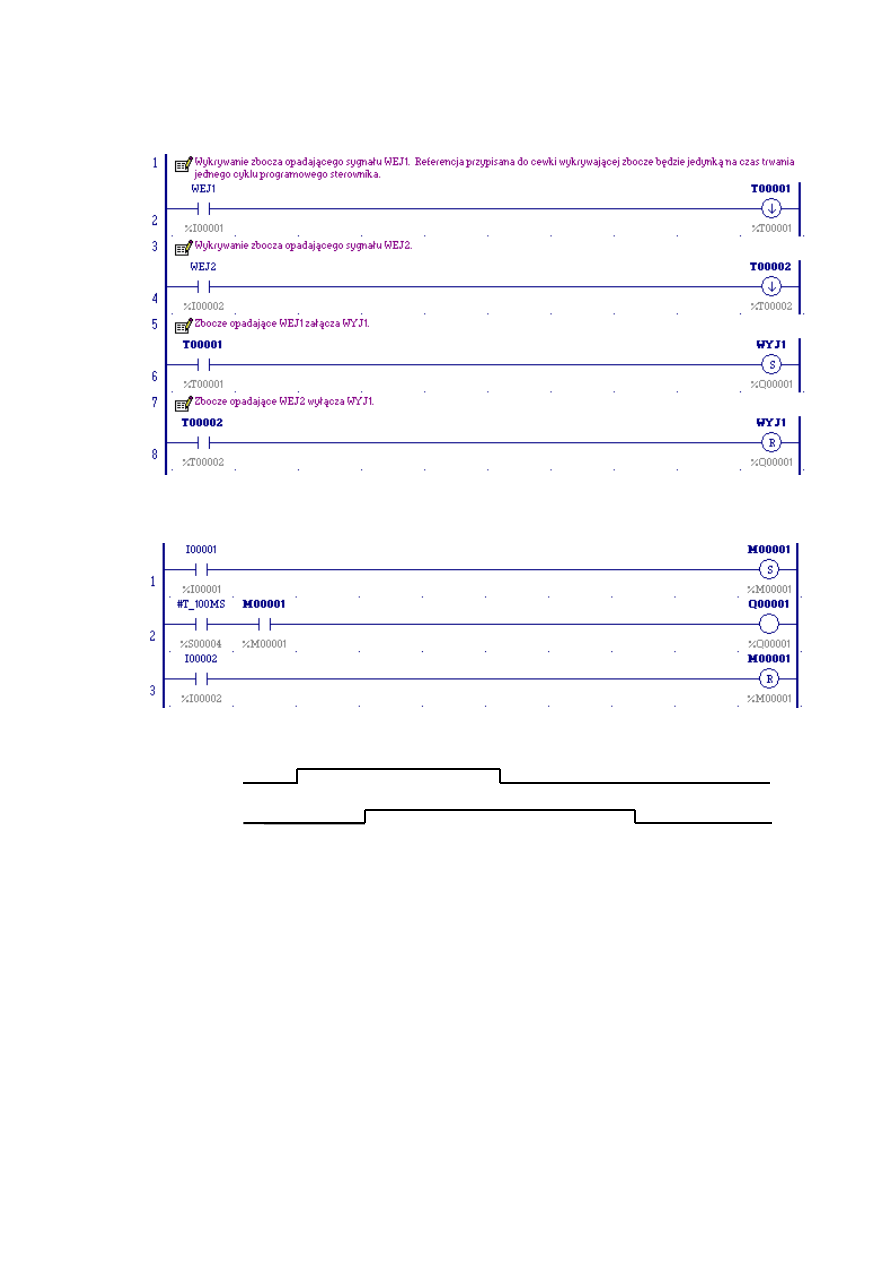
Przykład 7.
Napisz program sterowania wyj
ś
ciem WYJ1 zgodnie z poni
ż
szym przebiegiem czasowym:
WEJ1
WEJ2
WYJ1
Podgl
ą
d działania programu na ekranie Data Monitor:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
14
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
Rozwi
ą
zanie
Nale
ż
y wykorzysta
ć
cewki wykrywaj
ą
ce zbocza opadaj
ą
ce. Referencje pomocnicze %T00001 i
%T00002 do nich przypisane b
ę
d
ą
jedynk
ą
na czas trwania jednego cyklu sterownika.
Przykład 8.
W sterowniku PLC jest nast
ę
puj
ą
cy program:
Do poni
ż
szego przebiegu czasowego dorysuj przebieg sygnału na wyj
ś
ciu Q00001.
I00002
I00001
Rozwi
ą
zanie:
Nale
ż
y przeanalizowa
ć
wszystkie kolejne stany. Dla stanu I00001=0 i I00002=0 nic si
ę
nie dzieje,
czyli Q00001=0. Je
ś
li I00001=1, to doprowadzone do cewki Set spowoduje ustawienie M00001=1
i wyj
ś
cie Q00001 b
ę
dzie mruga
ć
z cz
ę
stotliwo
ś
ci
ą
10 Hz. Nast
ę
pnie pojawia si
ę
I00002=1, które
doprowadzone do cewki Reset spowoduje wyzerowanie markera M00001, ale dopiero w trzecim
szczeblu programu. Podczas wykonywania drugiego szczebla marker M00001=1, gdy
ż
w pierwszym szczeblu działa Set, wi
ę
c wyj
ś
cie Q00001 nadal mruga. Je
ś
li I00001 spadnie do zera,
a I00002 pozostanie jedynk
ą
, to b
ę
dzie działa
ć
tylko Reset markera M00001, czyli wyj
ś
cie Q00001
przestanie mruga
ć
.
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
15
I00002
I00001
Q00001
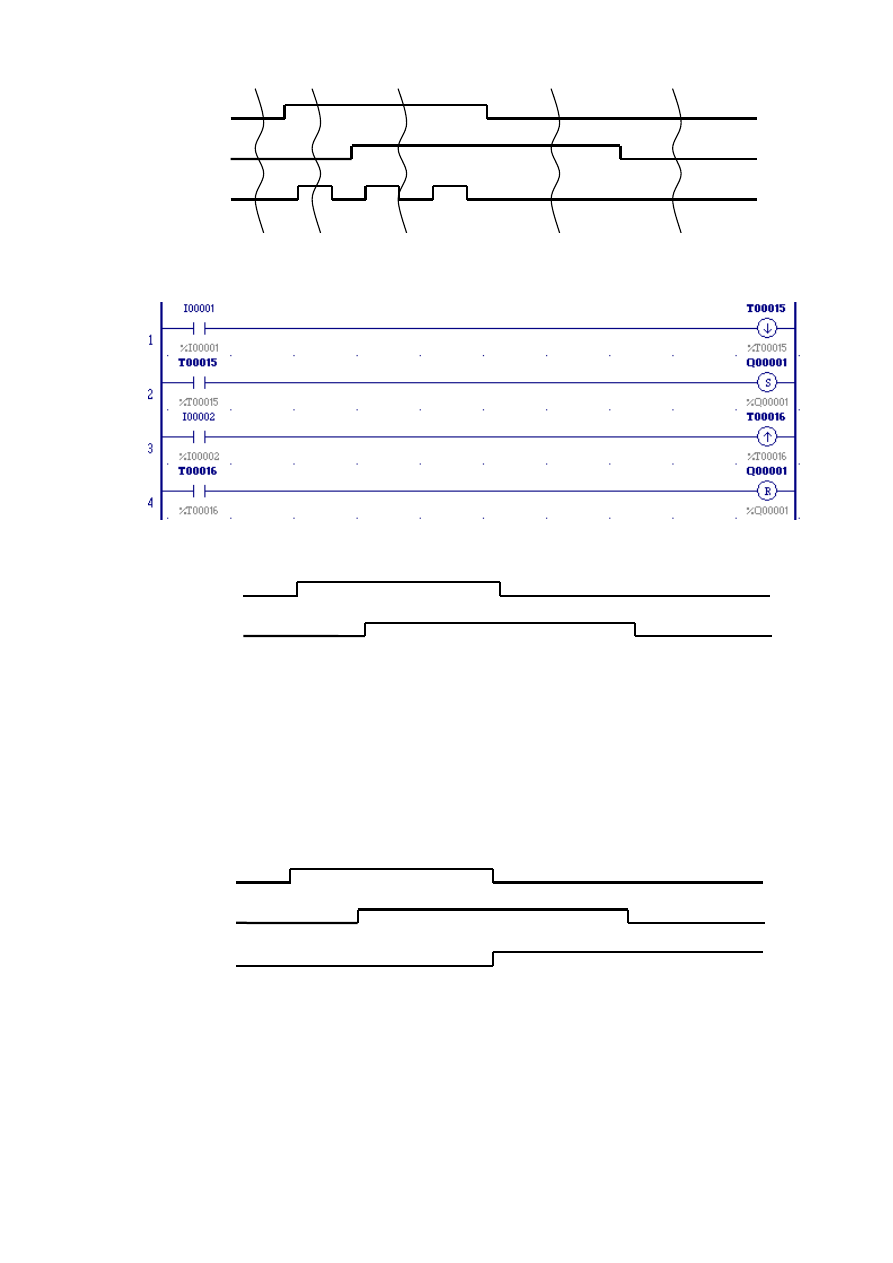
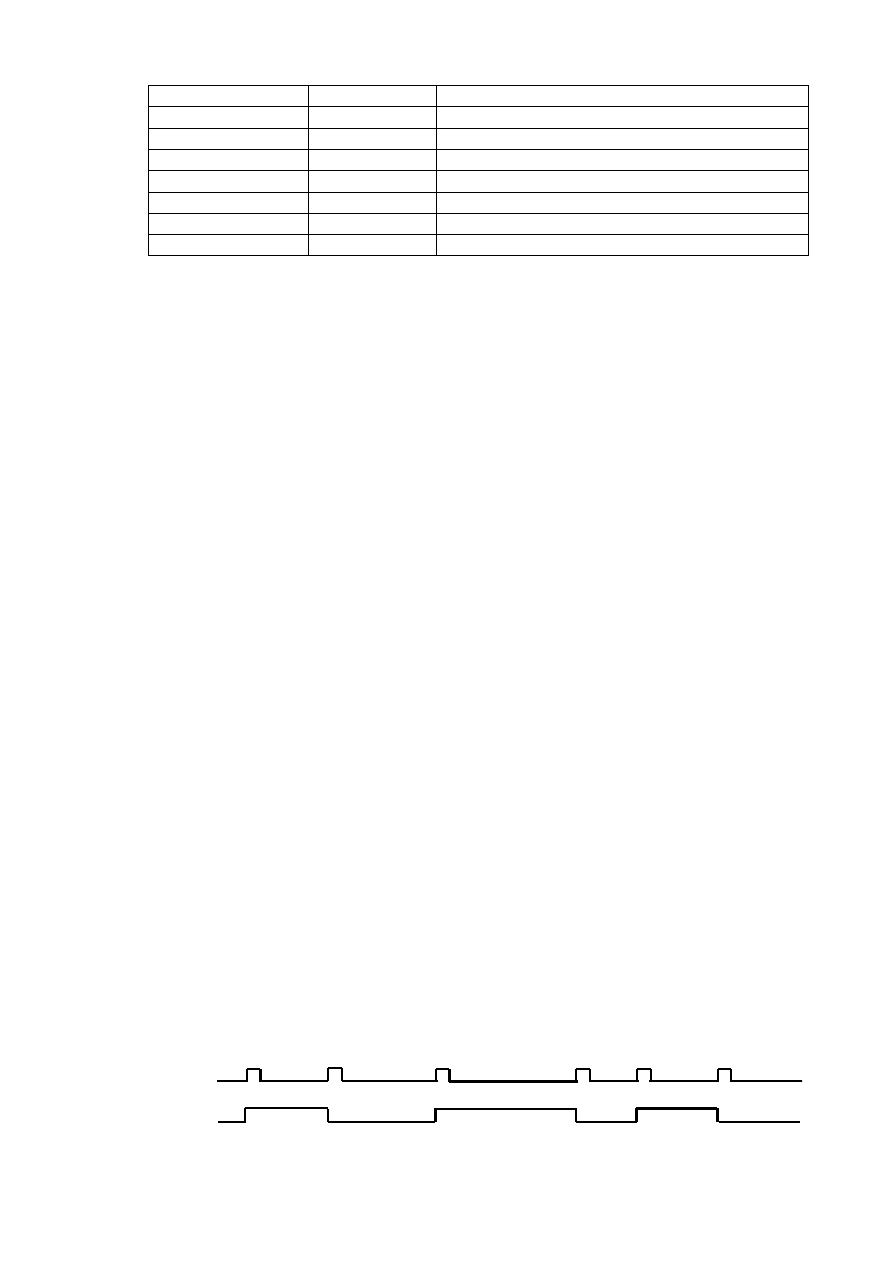
Przykład 9.
W sterowniku PLC jest nast
ę
puj
ą
cy program:
Do poni
ż
szego przebiegu czasowego dorysuj przebieg sygnału na wyj
ś
ciu Q00001.
I00002
I00001
Rozwi
ą
zanie:
Sygnał I00001 został doprowadzony do cewki ze strzałk
ą
w dół, co powoduje wykrywanie zbocza
opadaj
ą
cego sygnału I00001 i zapami
ę
tanie go na czas jednego cyklu sterownika w zmiennej
T00015. Sygnał I00002 został podł
ą
czony do cewki wykrywaj
ą
cej zbocze narastaj
ą
ce, do której
został przypisany marker T00016. Stan markera T00015 został doprowadzony do cewki Set, do
której zostało przypisane wyj
ś
cie Q00001, czyli wykrycie zbocza opadaj
ą
cego sygnału I00001
spowoduje ustawienie Q00001 na jedynk
ę
. Natomiast stan markera T00016 został doprowadzony
do cewki Reset, co powoduje wyzerowanie wyj
ś
cia Q00001. Ze wzgl
ę
du na to,
ż
e w przykładzie
T00016 pojawi si
ę
wcze
ś
niej ni
ż
T00015, w momencie wykrycia zbocza opadaj
ą
cego sygnału
I00001 wyj
ś
cie Q00001 zostanie ustawione na jedynk
ę
i nie zostanie wyzerowane.
I00002
I00001
Q00001
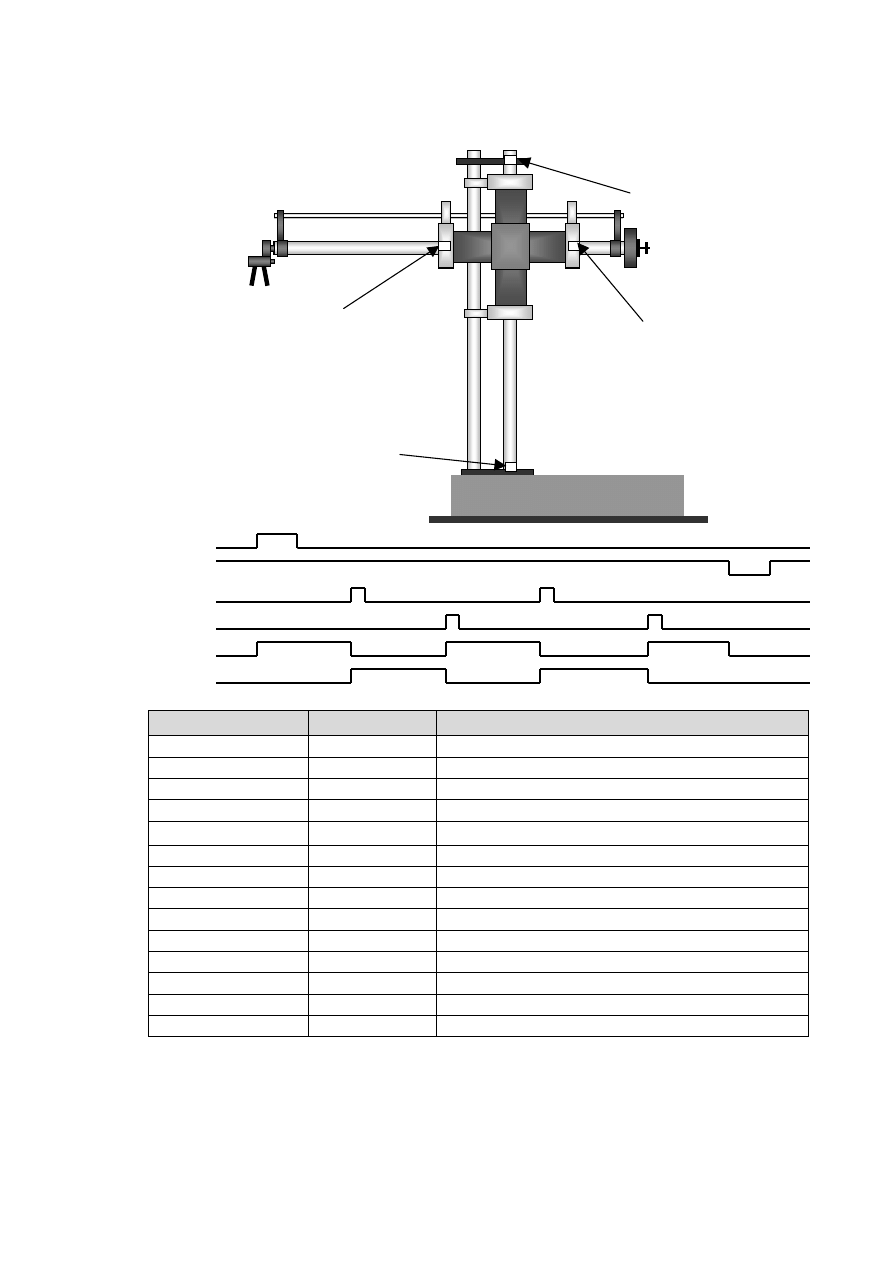
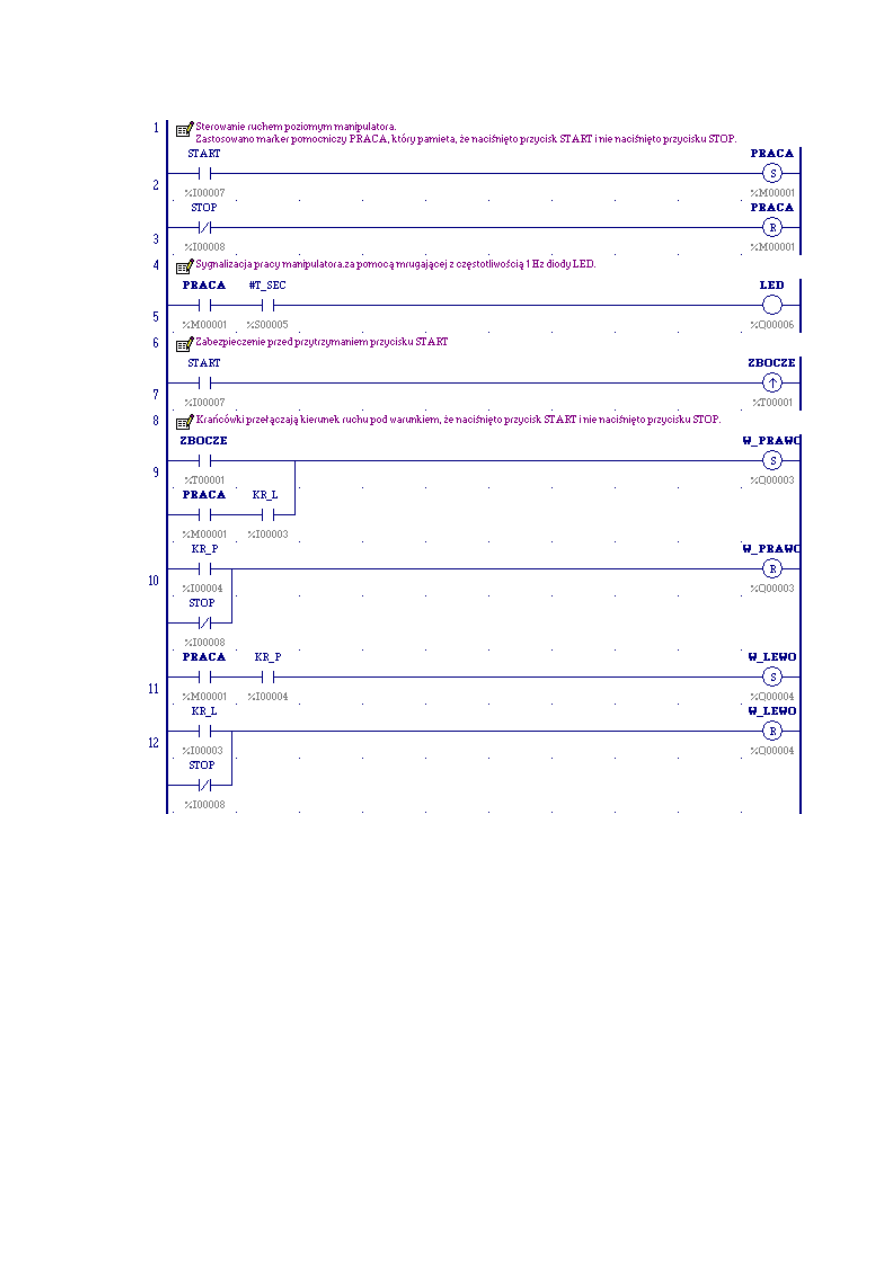
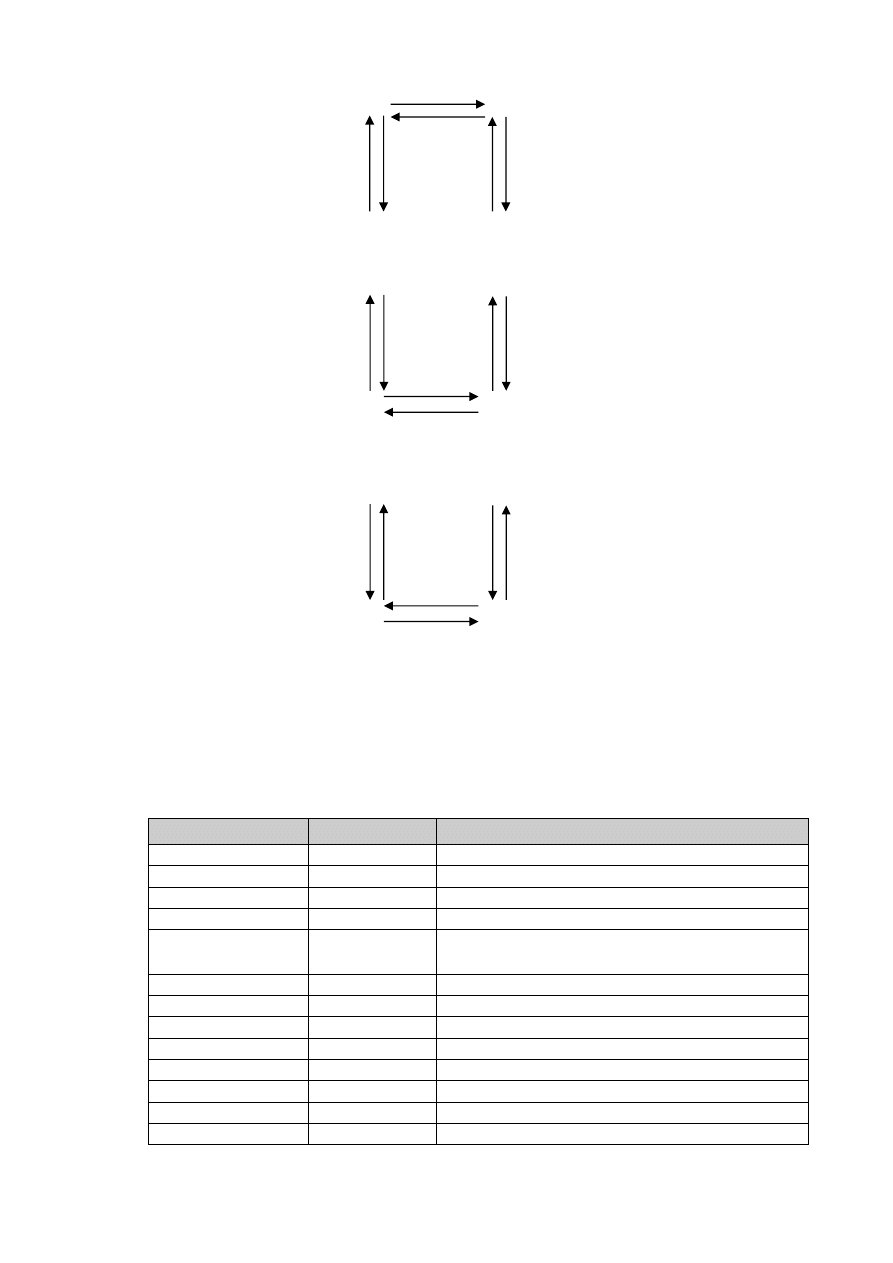
Przykład 10.
Zaprojektowa
ć
układ automatycznego sterowania ruchem poziomym manipulatora. Niestabilny
zwierny przycisk START zawsze zapocz
ą
tkowuje ruch ramienia w prawo. Rami
ę
manipulatora
porusza si
ę
w prawo i lewo mi
ę
dzy czujnikami ko
ń
ca KR_P i KR_L. Ruchem manipulatora steruj
ą
dwa wyj
ś
cia o nazwach W_PRAWO, W_LEWO. Prawe poło
ż
enie chwytaka manipulatora wykrywa
czujnik ko
ń
ca KR_P, lewe poło
ż
enie wykrywa czujnik ko
ń
ca KR_L. Czujniki ko
ń
ca KR_P i KR_L
przeł
ą
czaj
ą
kierunek ruchu ramienia a
ż
do momentu, gdy zadziała niestabilny rozwierny przycisk
STOP powoduj
ą
cy wył
ą
czenie obu wyj
ść
W_PRAWO i W_LEWO. Po naci
ś
ni
ę
ciu przycisku STOP,
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
16
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
czujniki ko
ń
ca nie powinny zał
ą
cza
ć
ż
adnego z wyj
ść
. Nie wolno jednocze
ś
nie wysterowa
ć
dwóch
kierunków ruchu. Ruch manipulatora powinien by
ć
sygnalizowany za pomoc
ą
mrugaj
ą
cej diody
LED.
KR_G
KR_D
KR_L
KR_P
START
STOP
KR_P
KR_L
W_PRAWO
W_LEWO
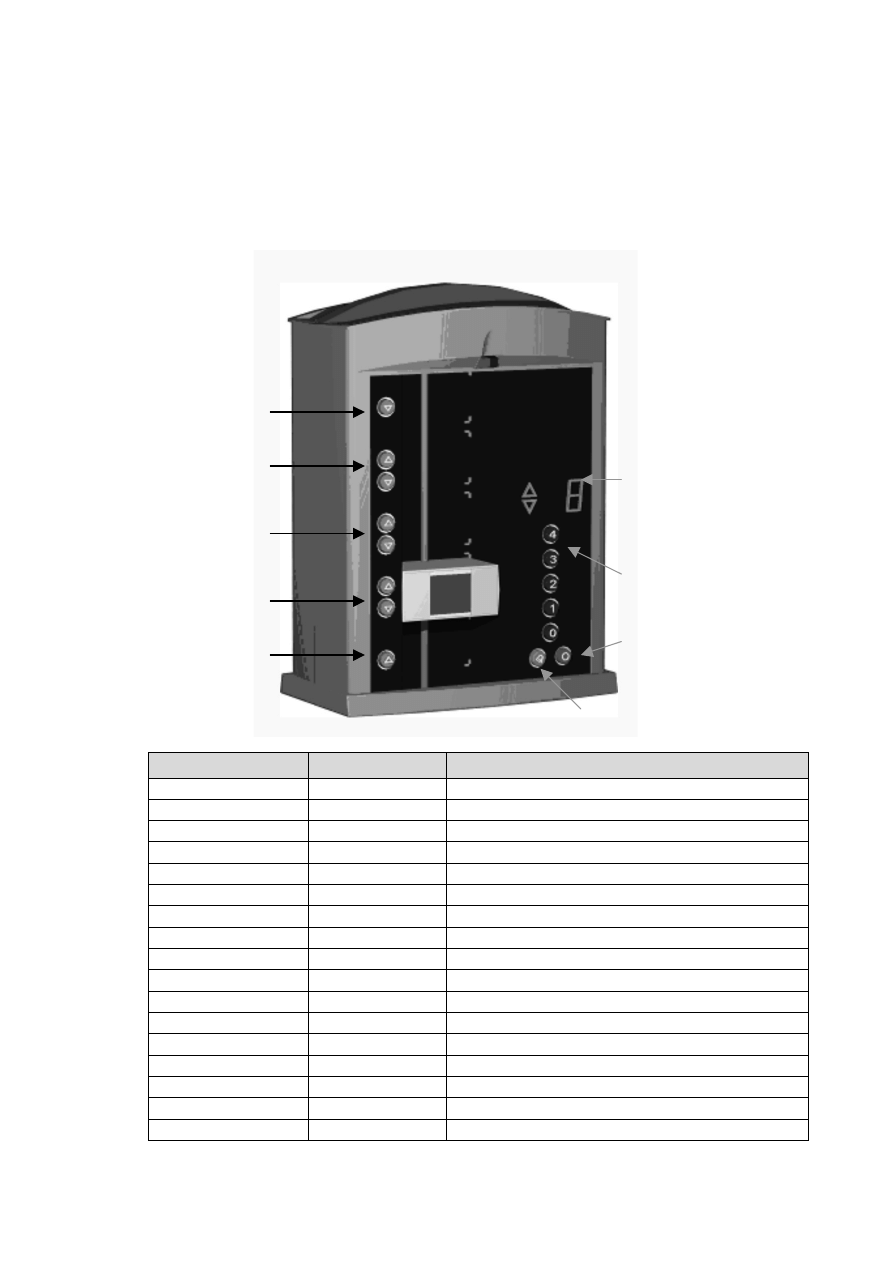
IC200MDD845 slot 1 Nazwa zmiennej
Opis zmiennej
%Q00001
W_GORE
ruch ramienia w gór
ę
%Q00002
W_DOL
ruch ramienia w dół
%Q00003
W_PRAWO
ruch ramienia w prawo
%Q00004
W_LEWO
ruch ramienia w lewo
%Q00005
CHWYTAK
zamkni
ę
cie chwytaka
%Q00006
LED
czerwona dioda LED
%I00001
KR_D
dolny czujnik ko
ń
ca
%I00002
KR_G
górny czujnik ko
ń
ca
%I00003
KR_L
lewy czujnik ko
ń
ca
%I00004
KR_P
prawy czujnik ko
ń
ca
%I00005
KR_O
czujnik otwarcia chwytaka
%I00006
KR_Z
czujnik zamkni
ę
cia chwytaka
%I00007
START
przycisk START (NO)
%I00008
STOP
przycisk STOP (NC)
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
17
Rozwi
ą
zanie:
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
18
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
Program
ć
wiczenia:
Zad. 1
Napisa
ć
program sterowania trzypoziomowym d
ź
wigiem osobowym w trybie obsługi przycisków
w kasecie wewn
ą
trz kabiny. Naci
ś
ni
ę
cie przycisku
żą
dania poziomu POZ_i (i = 0, 1, 2, 3, 4)
powoduje uruchomienie szybkiego ruchu kabiny (SZYBKO=1). Je
ś
li kabina doje
ż
d
ż
a na
żą
dany
poziom, czyli gdy zadziałał czujnik CZUJ_i_5 (i=0, 1, 2, 3, 4), to nale
ż
y zmniejszy
ć
szybko
ść
ruchu
(WOLNO=1). Do ustawienia kabiny windy na poziomie startowym nale
ż
y wykorzysta
ć
tryb
serwisowy z poprzedniego tematu – przyciski P1_DOL, P1_GORA, P2_DOL i P2_GORA.
Przycisk poziom 0
przywołanie w gór
ę
Przyciski
żą
dania
poziomów
Przycisk poziom 4
przywołanie w dół
Przyciski poziom 3
przywołanie w
gór
ę
i w dół
Przycisk ALARM
Przycisk STOP
Wy
ś
wietlacz
7-segmentowy
Przyciski poziom 2
przywołanie w
gór
ę
i w dół
Przyciski poziom 1
przywołanie w
gór
ę
i w dół
IC200MDD844 slot 1.
Nazwa zmiennej
Opis zmiennej
%Q00001
H_P0_GORA
Pod
ś
w. przycisku poz. 0 przywołanie w gór
ę
%Q00002
H_P4_DOL
Pod
ś
w. przycisku poz. 4 przywołanie w dół
%Q00003
H_STOP
Pod
ś
wietlenie przycisku STOP
%Q00004
H_ALARM
Pod
ś
wietlenie przycisku ALARM
%Q00005
GLOSNIK
Alarm optyczny i d
ź
wi
ę
kowy
%Q00006
W_GORE
Kierunek ruchu kabiny (1 - w gór
ę
)
%Q00007
SZYBKO
Szybki ruch kabiny
%Q00008
WOLNO
Wolny ruch kabiny
%Q00009
H_W_DOL
Wska
ź
nik ruchu kabiny w dół
%Q00010
H_W_GÓRE
Wska
ź
nik ruchu kabiny w gór
ę
%Q00011
OTW_DRZWI
Otwarcie drzwi kabiny (1 – otwórz)
%Q00012
H_BCD1
Wy
ś
wietlacz 7-seg. - BCD 1
%Q00013
H_BCD2
Wy
ś
wietlacz 7-seg. - BCD 2
%Q00014
H_BCD4
Wy
ś
wietlacz 7-seg. - BCD 4
%Q00015
H_BCD8
Wy
ś
wietlacz 7-seg. - BCD 8
%Q00016
ZNACZNIKI
Znaczniki poziomów
%I00001
P0_GORA
Przycisk poziom 0 przywołanie w gór
ę
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
19
%I00002
P4_DOL
Przycisk poziom 4 przywołanie w dół
%I00003
STOP
Przycisk STOP
%I00004
ALARM
Przycisk ALARM
%I00005
CZ_OTW
Czujnik drzwi otwarte
%I00006
CZ_ZAM
Czujnik drzwi zamkni
ę
te
%I00007
CZUJ_0_5
Czujnik dojechania na poziom 0.5
%I00008
CZUJ_0
Czujnik dojechania na poziom 0
%I00009
CZUJ_3_5
Czujnik dojechania na poziom 3.5
%I00010
CZUJ_4
Czujnik dojechania na poziom 4
%I00011
CZUJ_1_5
Czujnik dojechania na poziom 1.5
%I00012
CZUJ_1
Czujnik dojechania na poziom 1
%I00013
CZUJ_2_5
Czujnik dojechania na poziom 2.5
%I00014
CZUJ_2
Czujnik dojechania na poziom 2
%I00015
CZUJ_3
Czujnik dojechania na poziom 3
%I00016
Nie podł
ą
czony
IC200MDD844 slot 2.
Nazwa zmiennej
Opis zmiennej
%Q00017
H_P1_DOL
Pod
ś
w. przycisku poz. 1 przywołanie w dół
%Q00018
H_P1_GORA
Pod
ś
w. przycisku poz. 1 przywołanie w gór
ę
%Q00019
H_P2_DOL
Pod
ś
w. przycisku poz. 2 przywołanie w dół
%Q00020
H_P2_GORA
Pod
ś
w. przycisku poz. 2 przywołanie w gór
ę
%Q00021
H_P3_DOL
Pod
ś
w. przycisku poz. 3 przywołanie w dół
%Q00022
H_P3_GORA
Pod
ś
w. przycisku poz. 3 przywołanie w gór
ę
%Q00023
H_POZ_0
Pod
ś
wietlenie przycisku
żą
danie poziomu 0
%Q00024
H_POZ_1
Pod
ś
wietlenie przycisku
żą
danie poziomu 1
%Q00025
H_POZ_2
Pod
ś
wietlenie przycisku
żą
danie poziomu 2
%Q00026
H_POZ_3
Pod
ś
wietlenie przycisku
żą
danie poziomu 3
%Q00027
H_POZ_4
Pod
ś
wietlenie przycisku
żą
danie poziomu 4
%Q00028-%Q00032
Nie podł
ą
czone
%I00017
P1_DOL
Przycisk poziom 1 przywołanie w dół
%I00018
P1_GORA
Przycisk poziom 1 przywołanie w gór
ę
%I00019
P2_DOL
Przycisk poziom 2 przywołanie w dół
%I00020
P2_GORA
Przycisk poziom 2 przywołanie w gór
ę
%I00021
P3_DOL
Przycisk poziom 3 przywołanie w dół
%I00022
P3_GORA
Przycisk poziom 3 przywołanie w gór
ę
%I00023
POZ_0
Przycisk
żą
danie poziomu 0
%I00024
POZ_1
Przycisk
żą
danie poziomu 1
%I00025
POZ_2
Przycisk
żą
danie poziomu 2
%I00026
POZ_3
Przycisk
żą
danie poziomu 3
%I00027
POZ_4
Przycisk
żą
danie poziomu 4
%I00028-%I00032
Nie podł
ą
czone
Zad.1A
Program powinien sterowa
ć
ruchem windy mi
ę
dzy poziomami POZ_1, POZ_2, POZ_4.
Zad.1B
Program powinien sterowa
ć
ruchem windy mi
ę
dzy poziomami POZ_1, POZ_3, POZ_4.
Zad.1C
Program powinien sterowa
ć
ruchem windy mi
ę
dzy poziomami POZ_2, POZ_3, POZ_4.
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
20
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
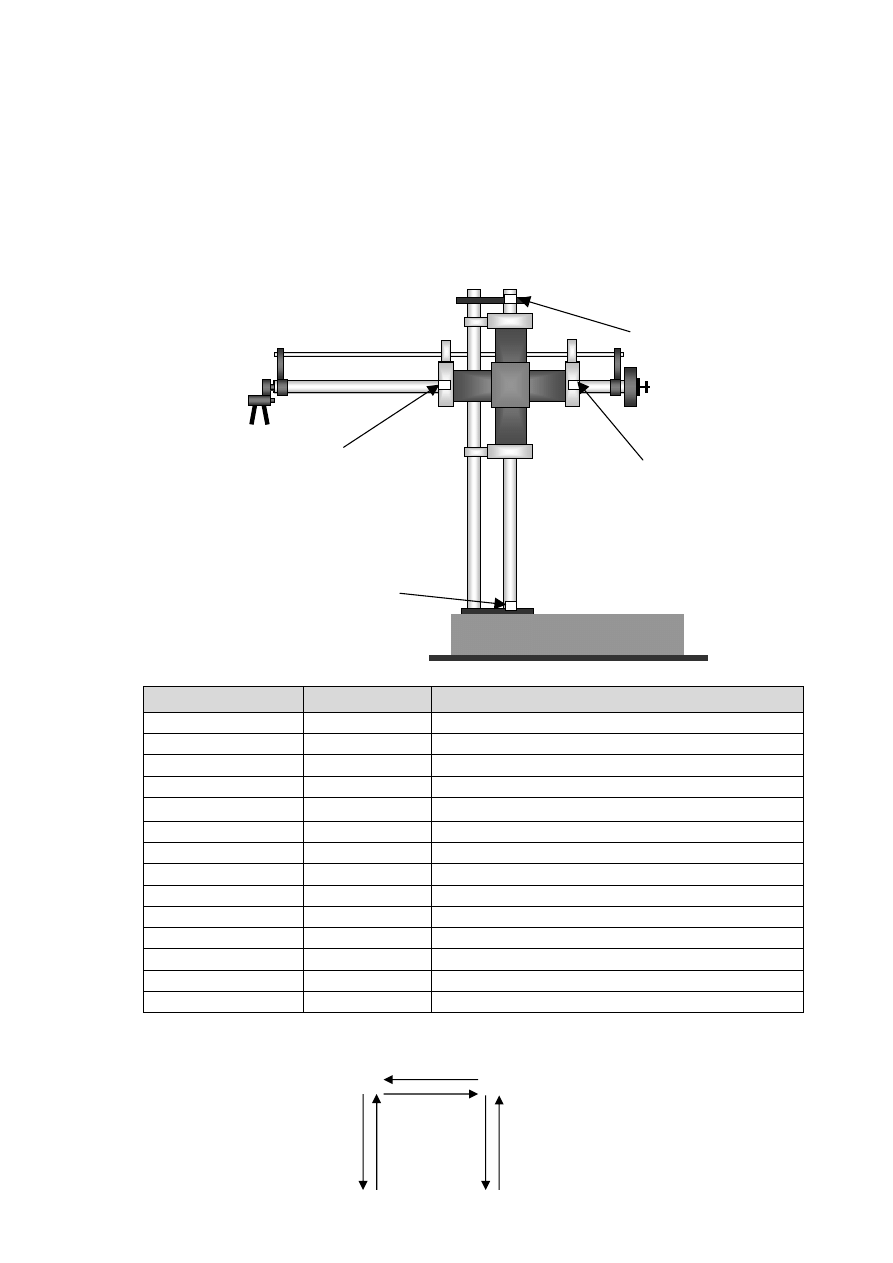
Zad. 2
Ruchem ramienia manipulatora 2D steruj
ą
siłowniki pneumatyczne dwustronnego działania. Po
naci
ś
ni
ę
ciu niestabilnego zwiernego przycisku START uruchamiana jest jednorazowa sekwencja
ruchu manipulatora. Po powrocie manipulatora w poło
ż
enie startowe i otwarciu chwytaka, system
sterowania czeka na nast
ę
pne naci
ś
ni
ę
cie przycisku START. Je
ś
li po uruchomieniu programu
steruj
ą
cego rami
ę
manipulatora nie znajduje si
ę
w poło
ż
eniu startowym, to przez naci
ś
ni
ę
cie
niestabilnego rozwiernego przycisku STOP program powinien sprowadzi
ć
go w to poło
ż
enie. Droga
ustawiania manipulatora w poło
ż
enie startowe powinna pokrywa
ć
si
ę
z tras
ą
cyklu roboczego.
Ruch manipulatora powinien by
ć
sygnalizowany za pomoc
ą
mrugaj
ą
cej diody LED. Nie wolno
jednocze
ś
nie wysterowywa
ć
dwóch kierunków ruchu.
KR_G
KR_D
KR_L
KR_P
IC200MDD845 slot 1 Nazwa zmiennej
Opis zmiennej
%Q00001
W_GORE
ruch ramienia w gór
ę
%Q00002
W_DOL
ruch ramienia w dół
%Q00003
W_PRAWO
ruch ramienia w prawo
%Q00004
W_LEWO
ruch ramienia w lewo
%Q00005
CHWYTAK
zamkni
ę
cie chwytaka
%Q00006
LED
czerwona dioda LED
%I00001
KR_D
dolny czujnik ko
ń
ca
%I00002
KR_G
górny czujnik ko
ń
ca
%I00003
KR_L
lewy czujnik ko
ń
ca
%I00004
KR_P
prawy czujnik ko
ń
ca
%I00005
KR_O
czujnik otwarcia chwytaka
%I00006
KR_Z
czujnik zamkni
ę
cia chwytaka
%I00007
START
przycisk START (NO)
%I00008
STOP
przycisk STOP (NC)
Trasy cyklu roboczego manipulatora i poło
ż
enia startowe:
Zad. 2A
START
zamknij chwytak
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
21
Zad. 2B
Zad. 2C
Zad. 2D
Zad. 3
Ruchem ramienia manipulatora 3D steruj
ą
siłowniki pneumatyczne jednostronnego działania. Po
naci
ś
ni
ę
ciu niestabilnego zwiernego przycisku M_START uruchamiana jest jednorazowa
sekwencja ruchu manipulatora - kolejno w gór
ę
, w prawo, w dół, zamknij chwytak, w gór
ę
, w lewo,
w dół, otwórz chwytak. Po powrocie manipulator czeka na nast
ę
pne naci
ś
ni
ę
cie przycisku
M_START. Wyj
ś
cie M_LAMPKA powinno sygnalizowa
ć
mruganiem prac
ę
manipulatora.
Wci
ś
ni
ę
cie wył
ą
cznika awaryjnego M_WYL_AWAR powoduje odci
ę
cie dopływu powietrza. Po
odkr
ę
ceniu grzybka manipulator nie powinien kontynuowa
ć
pracy, tylko w poło
ż
eniu startowym
(M_KR_LEWO=1, M_KR_DOL=1, M_KR_TYL=1) czeka
ć
na ponowne uruchomienie sekwencji.
IC200MDD841 slot 1 Nazwa zmiennej
Opis zmiennej
%Q00001-%Q00004
-
nie podł
ą
czone
%Q00005
M_PRZOD
1=wysuni
ę
cie ramienia do przodu, 0=do tyłu
%Q00006
M_GORA
1=ruch ramienia w gór
ę
, 0=ruch ramienia w dół
%Q00007
M_PRAWO
1=ruch ramienia w prawo, 0=ruch ramienia w lewo
%Q00008
M_POZIOM
1=poziome ustawienie chwytaka, 0 – pionowe
ustawienie chwytaka
%Q00009
M_ZAMKNIJ
1=zamkni
ę
cie chwytaka, 0=otwarcie chwytaka
%Q00010
M_LAMPKA
kontrolka na pulpicie
%Q00011-%Q00032
-
nie podł
ą
czone
%I00001-%I00008
-
nie podł
ą
czone
%I00009
M_KR_PRZOD rami
ę
wysuni
ę
te do przodu
%I00010
M_KR_TYL
rami
ę
wycofane do tyłu
%I00011
M_KR_GORA
rami
ę
w górze
%I00012
M_KR_DOL
rami
ę
na dole
START
zamknij chwytak
START
zamknij chwytak
START
zamknij chwytak
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
22
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
%I00013
M_KR_PRAWO rami
ę
po prawej
%I00014
M_KR_LEWO
rami
ę
po lewej
%I00015
M_KR_POZIOM chwytak poziomo
%I00016
M_KR_PION
chwytak pionowo
%I00017
M_KR_ZAMKN 1=chwytak zamkni
ę
ty, 0=chwytak otwarty
%I00018
M_START
przycisk niestabilny zwierny
%I00019
M_WYL_AWAR wył
ą
cznik awaryjny (rozwierny)
%I00020-%I00040
-
nie podł
ą
czone
Zad. 3A
Manipulator powinien porusza
ć
si
ę
w gór
ę
, w prawo, w dół, zamknij chwytak, w gór
ę
, w lewo,
w dół, otwórz chwytak.
Zad. 3B
Manipulator powinien porusza
ć
si
ę
w prawo, w gór
ę
, w lewo, zamknij chwytak, w prawo, w dół,
w lewo, otwórz chwytak.
Zad. 3C
Manipulator powinien porusza
ć
si
ę
w przód, w gór
ę
, w tył, zamknij chwytak, w przód, w dół, w tył,
otwórz chwytak.
Zad. 3D
Manipulator powinien porusza
ć
si
ę
w gór
ę
, w przód, w dół, zamknij chwytak, w gór
ę
, w tył, w dół,
otwórz chwytak.
Zad. 3E
Manipulator powinien porusza
ć
si
ę
w przód, w prawo, w tył, zamknij chwytak, w przód, w lewo,
w tył, otwórz chwytak.
Zad. 3F
Manipulator powinien porusza
ć
si
ę
w prawo, w przód, w lewo, zamknij chwytak, w prawo, w tył,
w lewo, otwórz chwytak.
Zad. dod. 1
Napisz program steruj
ą
cy manipulatorem 2D. Naciskanie i trzymanie przycisku START powoduje
ruch manipulatora zgodnie z ruchem wskazówek zegara. Puszczenie przycisku START zatrzymuje
ruch. Drugie naciskanie i trzymanie przycisku START powoduje ruch manipulatora przeciwnie do
ruchu wskazówek zegara. Ka
ż
de kolejne naci
ś
ni
ę
cie przycisku START powoduje ruch
manipulatora w kierunku przeciwnym do poprzedniego.
Zad. dod. 2
Napisa
ć
w program steruj
ą
cy manipulatorem 3D. Pierwsze naci
ś
ni
ę
cie przycisku M_START (bez
trzymania) powoduje uruchomienie ruchu manipulatora w gór
ę
, w prawo, w dół, w lewo itd. zgodnie
z ruchem wskazówek zegara, a
ż
do naci
ś
ni
ę
cia przycisku WYL_AWAR. Drugie naci
ś
ni
ę
cie
przycisku M_START powoduje ruch manipulatora przeciwnie do ruchu wskazówek zegara. Ka
ż
de
kolejne naci
ś
ni
ę
cie przycisku M_START powoduje ruch manipulatora w kierunku przeciwnym do
poprzedniego. Podczas pracy manipulatora powinna mruga
ć
LAMPKA.
Zad. dod. 3
Napisz program, który b
ę
dzie zmienia
ć
stan na wyj
ś
ciu LAMPKA po ka
ż
dym naci
ś
ni
ę
ciu przycisku
niestabilnego o nazwie ZAL_WYL. Naci
ś
ni
ę
cie przycisku ZAL_WYL ma powodowa
ć
wł
ą
czenie
lampki, o ile nie jest wł
ą
czona. Ponowne naci
ś
ni
ę
cie przycisku ZAL_WYL ma wył
ą
czy
ć
lampk
ę
,
nast
ę
pne naci
ś
ni
ę
cie przycisku ZAL_WYL. ma wł
ą
czy
ć
lampk
ę
, nast
ę
pne wył
ą
czy
ć
itd.
LAMPKA
ZAL_WYL
Ewa Bebek. Realizacja układów sekwencyjnych na PLC
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
23
Zad. dod. 4
Napisz program sterowania czerwonym sygnalizatorem na niestrze
ż
onym przeje
ź
dzie kolejowym.
W znacznej odległo
ś
ci od przejazdu znajduj
ą
si
ę
czujniki obecno
ś
ci poci
ą
gu – po jednym z ka
ż
dej
strony przejazdu. Wykrycie przez czujnik nadje
ż
d
ż
aj
ą
cego poci
ą
gu ma powodowa
ć
wł
ą
czenie
mrugania sygnalizatora na przeje
ź
dzie. Je
ż
eli drugi czujnik wykryje poci
ą
g, to sygnalizator nale
ż
y
wył
ą
czy
ć
– poci
ą
g przejechał. Zakładamy,
ż
e jest jeden tor i nigdy nie zdarzy si
ę
,
ż
e w stref
ę
czujników wjad
ą
dwa poci
ą
gi oraz odległo
ść
czujników od przejazdu jest na tyle du
ż
a,
ż
e zanim
poci
ą
g dojedzie do przejazdu, to koniec poci
ą
gu zjedzie z obszaru działania czujnika.
CZUJNIK1
CZUJNIK2
SYGNALIZATOR
Zad. dod. 5
Napisz program sterowania wł
ą
czaniem wyj
ś
cia OSWIETLENIE, gdy w pomieszczeniu znajduj
ą
si
ę
pracownicy. Do wykrywania wchodzenia i wychodzenia pracowników słu
żą
dwie bariery. Impuls
z CZUJNIKA1, a nast
ę
pnie z CZUJNIKA2 sygnalizuje,
ż
e nast
ą
piło wej
ś
cie pracownika
do pomieszczenia, a impulsy z czujników w odwrotnej kolejno
ś
ci sygnalizuj
ą
wyj
ś
cie pracownika
z pomieszczenia. Do pomieszczenia mo
ż
e wej
ść
kolejno wi
ę
cej osób i dopóki w nim pozostaj
ą
,
to OSWIETLENIE nie powinno zgasn
ąć
.
CZUJNIK1
CZUJNIK2
OSWIETLENIE
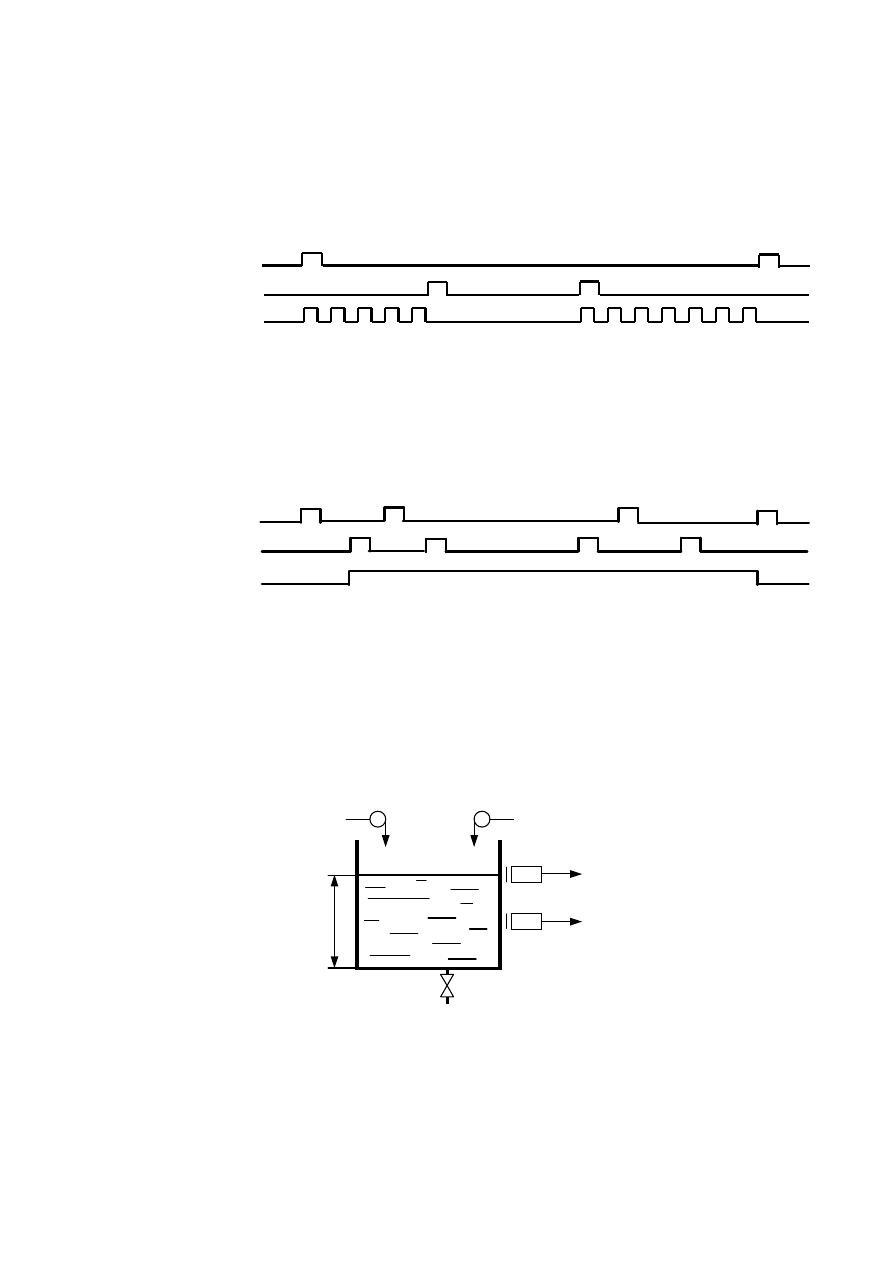
Zad. dod. 6
Zaprojektowa
ć
układ sterowania prac
ą
pomp P1 i P2 napełniaj
ą
cych zbiornik. Poziom wody
w zbiorniku kontroluj
ą
czujniki poziomu A i B. Sygnał z czujnika równy zero oznacza,
ż
e poziom
wody jest poni
ż
ej poziomu czujnika. Gdy sygnał z czujnika jest równy jeden, to poziom wody jest
równy lub powy
ż
ej poziomu czujnika. Silniki pomp s
ą
przył
ą
czone do sieci stycznikami. Sygnał
P1 = 1 oznacza,
ż
e pompa P1 pracuje. Analogicznie działa sygnał P2. Je
ś
li woda w zbiorniku
opadnie poni
ż
ej poziomu czujnika A, powinna si
ę
wł
ą
czy
ć
jedna z pomp (ta, która poprzednio nie
pracowała). Je
ś
li woda przekroczy poziom czujnika B pracuj
ą
ca pompa powinna si
ę
wył
ą
czy
ć
.
Pompy powinny pracowa
ć
na przemian.
h
A
P1
P2
B
Zad. dod. 7
Napisa
ć
program sterowania zał
ą
czaniem pomp. Naci
ś
ni
ę
cie niestabilnego przycisku START
powoduje zał
ą
czenie jednej pompy (wyj
ś
cie o nazwie POMPA1). Ponowne naci
ś
ni
ę
cie tego
samego przycisku powoduje zał
ą
czenie drugiej pompy (wyj
ś
cie o nazwie POMPA2). Rozwierny
niestabilny przycisk STOP wył
ą
cza pracuj
ą
ce pompy. Nast
ę
pne zał
ą
czanie pomp powinno
odbywa
ć
si
ę
w odwrotnej kolejno
ś
ci.

Ewa Bebek. Realizacja układów sekwencyjnych na PLC
24
Laboratorium Sterowanie Sekwencyjne - Katedra Podstaw Budowy Maszyn ATH
Wymagana wiedza:
-
metody programowania sterowników PLC – j
ę
zyk stykowo-przeka
ź
nikowy,
-
zasady konstrukcji szczebla,
-
podstawy obsługi oprogramowania narz
ę
dziowego Proficy ME Logic Developer PLC.
Warunek zaliczenia:
-
przygotowanie koncepcji programów steruj
ą
cych,
-
wykonanie zada
ń
i zaprezentowanie ich działania podczas zaj
ęć
,
-
program powinien znajdowa
ć
si
ę
w projekcie o nazwie: T2_XX_ZZ (T2 – nr tematu,
XX - nr zadania, ZZ – nr sekcji). Projekt powinien zawiera
ć
konfiguracj
ę
sterownika, nazwy
zmiennych zgodne z tre
ś
ci
ą
zadania i komentarze. W komentarzach nale
ż
y umie
ś
ci
ć
nazwisko autora programu oraz opis działania kolejnych szczebli programu. Konfiguracja
sterownika powinna posiada
ć
adresy wej
ść
i wyj
ść
dwustanowych zaczynaj
ą
ce si
ę
od numeru
referencji wyliczanego ze wzoru:
nr sekcji * 8 – 7
oraz adresy wej
ść
i wyj
ść
analogowych zaczynaj
ą
ce si
ę
od numeru sekcji..
-
przesłanie backup’u projektu w terminie podanym w systemie e-learning’u,
-
pozytywne zaliczenie projektu,
-
uzyskanie pozytywnej oceny z ustnej lub pisemnej odpowiedzi na pytania kontrolne.
-
zadania dodatkowe prosz
ę
przygotowa
ć
w projektach o nazwie T2_XX_nazwisko. Nie s
ą
one
wymagane do zaliczenia, natomiast prawidłowo rozwi
ą
zane s
ą
premiowane ocen
ą
bardzo
dobr
ą
dla pierwszej osoby.
Literatura:
[1]
Oprogramowanie Proficy Machine Edition. Logic Developer PLC - pakiet do programowania
sterowników GE Fanuc. Pierwsze kroki. Astor Kraków.
[2]
Legierski T., Kasprzyk J., Wyrwał J., Hajda J., Programowanie sterowników PLC,
Wydawnictwo Pracowni Komputerowej Jacka Skalmierskiego, Gliwice 1998.
[3]
Praca zbiorowa pod redakcj
ą
H. Małysiaka. Teoria automatów cyfrowych – laboratorium.
Wydawnictwo Politechniki
Ś
l
ą
skiej. Gliwice 2001.
[4]
Praca zbiorowa pod red. H. Małysiaka i B. Pochopienia. Układy cyfrowe – zadania.
Wydawnictwo Politechniki
Ś
l
ą
skiej, Gliwice 2002.
[5]
Kamionka-Mikuła H., Małysiak H., Pochopie
ń
B. Układy cyfrowe – teoria i przykłady.
Wydawnictwo Pracowni Komputerowej Jacka Skalmierskiego, Gliwice 2003, wyd. V
uzupełnione.
[6]
Praca zbiorowa pod redakcj
ą
J. Siwi
ń
skiego i H. Małysiaka, Zbiór zada
ń
z układów
przeł
ą
czaj
ą
cych, Wydawnictwo Politechniki
Ś
l
ą
skiej, Gliwice 1997, Wydanie V.
Wyszukiwarka
Podobne podstrony:
Ćwiczenia, Instrukcja do ćwiczenia 4, Układy sekwencyjne - przerzutniki asynchroniczne i synchronicz
Instrukcje do laboratoriów(1)
038 Rutery Wstęp teoretyczny, praktyczne aspekty konfiguracji, instrukcja do laboratorium
Instrukcja do laboratorium ARPA 2 cz
Optoelementy-instrukcja do laboratorium, Lotnictwo, Elektro
Z03 prost spice, Instrukcja do laboratorium zasilania trakcji elektrycznej
Instrukcja do laboratorium
instrukcja 06, sem 3, Podstawy elektrotechniki i elektroniki, Laboratoria, instrukcje do cwiczen 201
15 Język Instruction List Układy sekwencyjne Działania na liczbach materiały wykładowe
Instrukcja do ćwiczenia laboratoryjnego PDH
instrukcja 09, sem 3, Podstawy elektrotechniki i elektroniki, Laboratoria, instrukcje do cwiczen 201
instrukcje do sprawozdań, cw8 przerzutniki, Laboratorium
Projekt do przedmiotu Układy Elektroniczne, Wzm Oper- lagarytmujący, Wyk: Paweł Góralski
instrukcje do cwiczen laboratoryjnych 2011, WSZOP INŻ BHP, V Semestr, TOKSYKOLOGIA
instrukcje do sprawozdań, cw5 bramki logiczne, Laboratorium
Oczyszczanie wody instrukcja do ćwiczeń laboratoryjnych
LABORKA, instrukcje do cwiczen laboratoryjnych PCAE AiR
więcej podobnych podstron