„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Myszor Teresa
Turczyk Alina
Wykonywanie prac spawalniczych w kowalstwie
722[04].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Janusz Figurski
mgr inż. Marek Rudziński
Opracowanie redakcyjne:
mgr Alina Turczyk
Konsultacja:
mgr inż. Gabriela Poloczek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[04].Z1.04
Wykonanie prac spawalniczych w kowalstwie, zawartego w modułowym programie
nauczania dla zawodu kowal.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1 Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
4. Materiał nauczania
7
8
4.1. Bezpieczeństwo podczas wykonywania prac spawalniczych w kowalstwie
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Wybrane zagadnienia z elektrotechniki
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
20
4.2.3. Ćwiczenia
20
4.2.4. Sprawdzian postępów
21
4.3. Przygotowanie materiałów do spawania
22
4.3.1. Materiał nauczania
22
4.3.2. Pytania sprawdzające
26
4.3.3. Ćwiczenia
26
4.3.4. Sprawdzian postępów
27
4.4. Cięcie i spawanie gazowe
28
4.4.1. Materiał nauczania
28
4.4.2. Pytania sprawdzające
32
4.4.3. Ćwiczenia
32
4.4.4. Sprawdzian postępów
33
4.5. Cięcie i spawanie elektryczne
34
4.5.1. Materiał nauczania
34
4.5.2. Pytania sprawdzające
36
4.5.3. Ćwiczenia
37
4.5.4. Sprawdzian postępów
38
4.6. Spawanie w osłonie gazów
39
4.6.1. Materiał nauczania
39
4.6.2. Pytania sprawdzające
41
4.6.3. Ćwiczenia
4.6.4. Sprawdzian postępów
41
42
4.7. Lutowanie
43
4.7.1. Materiał nauczania
43
46
4.7.2. Pytania sprawdzające
4.7.3. Ćwiczenia
4.7.4. Sprawdzian postępów
46
48
4.8. Zgrzewanie
49
4.8.1. Materiał nauczania
49
4.8.2. Pytania sprawdzające
51
4.8.3. Ćwiczenia
51
4.8.4. Sprawdzian postępów
52

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Wady spoin
53
4.9.1. Materiał nauczania
53
4.9.2. Pytania sprawdzające
57
4.9.3. Ćwiczenia
57
4.9.4. Sprawdzian postępów
58
4.10. Naprężenia i odkształcenia spawalnicze
59
4.10.1. Materiał nauczania
59
4.10.2. Pytania sprawdzające
60
4.10.3. Ćwiczenia
60
4.10.4. Sprawdzian postępów
61
4.11. Naprawy wad spoin i konstrukcji spawanych
62
4.11.1. Materiał nauczania
62
4.11.2. Pytania sprawdzające
63
4.11.3. Ćwiczenia
63
4.11.4. Sprawdzian postępów
64
5. Sprawdzian osiągnięć
65
6. Literatura
69

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1.WPROWADZENIE
Poradnik będzie Ci pomocny w opanowaniu umiejętności z zakresu wykonywania prac
spawalniczych w kowalstwie.
W poradniku zamieszczono:
−
wymagania wstępne - wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia - wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania - podstawowe wiadomości dotyczące zagadnień z zakresu
wykonywania prac spawalniczych w kowalstwie,
−
zestaw pytań przydatny do sprawdzenia, czy już opanowałeś materiał nauczania,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
pytania sprawdzające,
−
sprawdzian osiągnięć, przykładowy zestaw zadań i pytań; pozytywny wynik sprawdzianu
potwierdzi, że dobrze pracowałeś podczas zajęć i że opanowałeś wiedzę i umiejętności
z zakresu tej jednostki modułowej,
−
literaturę uzupełniającą.
Wykonując ćwiczenia zamieszczone w poradniku lub zaproponowane przez nauczyciela,
będziesz kształtował umiejętności wykonywania prac spawalniczych.
Po wykonaniu zaplanowanych ćwiczeń, sprawdź poziom swoich postępów wykonując
Sprawdzian postępów.
W tym celu przeczytaj pytania i odpowiedz na nie, zaznacz odpowiedź wstawiając
X w podane miejsce Tak lub Nie. Odpowiedzi NIE wskazują luki w Twojej wiedzy,
informują Cię również, jakich zagadnień jeszcze dobrze nie opanowałeś. Oznacza to także
powrót do materiału, który nie jest dostatecznie opanowany.
Opanowanie przez Ciebie określonych umiejętności będzie stanowiło dla nauczyciela
podstawę
przeprowadzenia
sprawdzianu
poziomu
przyswojonych
wiadomości
i ukształtowanych umiejętności. W tym celu nauczyciel może posłużyć się zadaniami
testowymi oraz próbą pracy.
W rozdziale 5 tego poradnika jest zamieszczony przykład takiego testu, zawiera on:
−
instrukcję, w której omówiono tok postępowania podczas przeprowadzania sprawdzianu,
−
przykładową kartę odpowiedzi, w której zakreślisz poprawne rozwiązania do
poszczególnych zadań.
W tym samym rozdziale przedstawiono zadanie praktyczne typu próba pracy, które
zawiera:
−
temat zadania praktycznego,
−
instrukcję wykonania,
−
warunki zaliczenia.
Bezpieczeństwo i higiena pracy
W czasie zajęć w pracowni musisz przestrzegać regulaminów, przepisów bhp i higieny
pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac.
Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
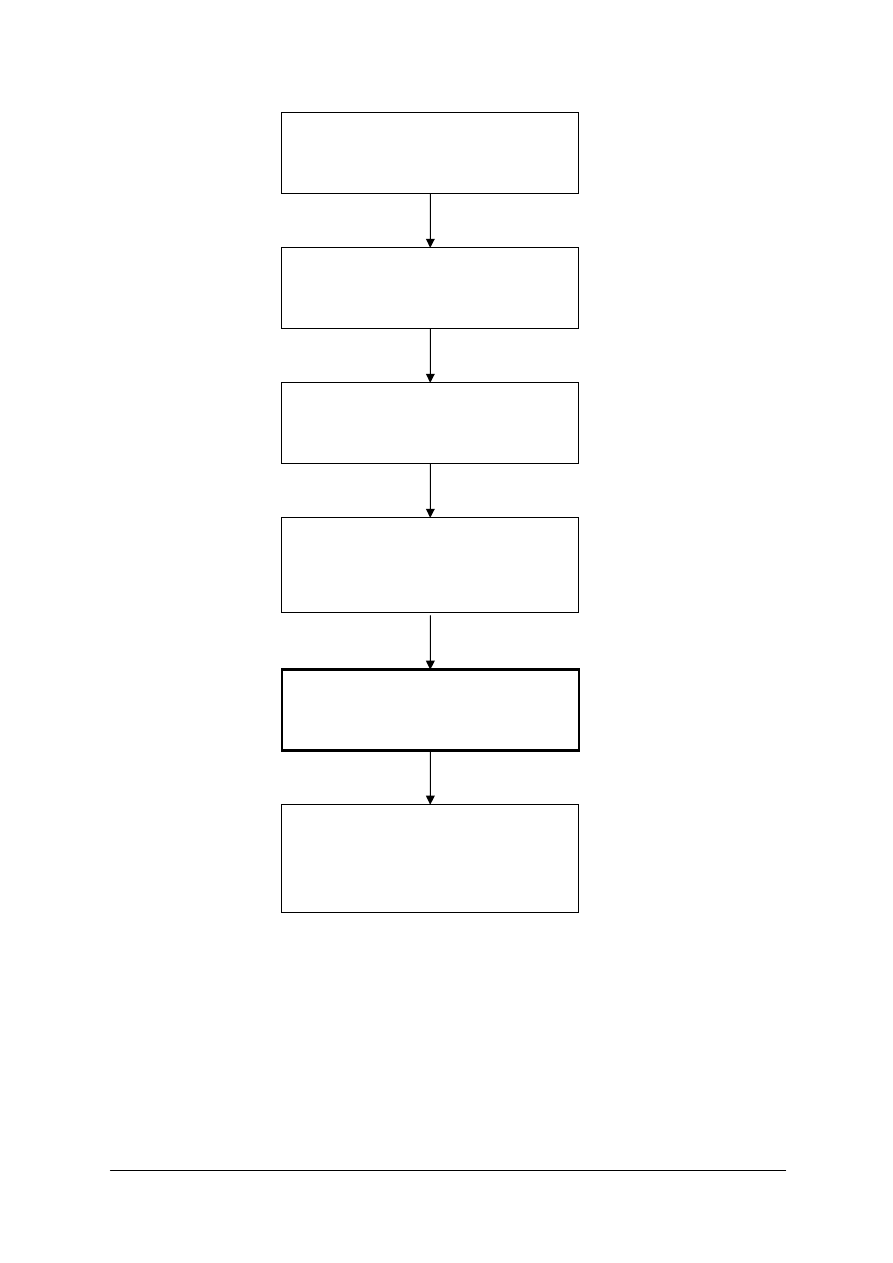
Schemat układu jednostek modułowych
722[04].Z1
Technologie prac kowalskich
722[04].Z1.01
Wykonywanie podstawowych
operacji ślusarskich
722[04].Z1.04
Wykonywanie prac spawalniczych
w kowalstwie
722[04].Z1.03
Wykonywanie podstawowych
operacji obróbki cieplnej metali
722[04].Z1.02
Wykonywanie podstawowych
operacji kowalskich
722[04].Z1.05
Wykonywanie konserwacji narzędzi,
urządzeń i maszyn stosowanych
w procesach kowalskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej ,,Wykonywanie prac
spawalniczych w kowalstwie”, powinieneś umieć:
−
wykonywać podstawowe operacje ślusarskie,
−
stosować przepisy bezpieczeństwa i higieny pracy ochrony przeciwpożarowej oraz
ochrony środowiska,
−
zorganizować stanowisko pracy zgodnie z wymogami ergonomii,
−
rozróżniać konstrukcyjne materiały metalowe z uwzględnieniem ich właściwości,
oznaczenia i zastosowania,
−
posługiwać się podstawowymi narzędziami kowalskimi,
−
korzystać z różnych źródeł informacji,
−
posługiwać się podstawową dokumentacją technologiczną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej „Wykonywanie prac spawalniczych
w kowalstwie” powinieneś umieć:
−
scharakteryzować podstawowe parametry prądu stałego i przemiennego,
−
zidentyfikować podstawowe elementy i podzespoły maszyn, urządzeń i elektrycznych
układów napędowych,
−
posłużyć się wskaźnikiem napięcia elektrycznego,
−
wyjaśnić istotę procesów spawalniczych stosowanych w technologii kowalskiej,
−
rozróżnić podstawowe narzędzia, urządzenia, oprzyrządowanie, materiały stosowane do
cięcia i spawania gazowego,
−
zastosować metody i techniki oraz dobrać parametry ręcznego cięcia i gazowego,
−
rozróżnić podstawowe narzędzia, urządzenia, oprzyrządowanie, materiały stosowane do
cięcia i spawania elektrycznego,
−
zastosować metody i techniki oraz dobrać parametry spawania elektrycznego,
−
obsłużyć urządzenia do zgrzewania i dobrać parametry do różnych metod zgrzewania,
−
określić podstawowe rodzaje naprężeń spawalniczych,
−
ocenić jakość wykonywanych prac spawalniczych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Bezpieczeństwo podczas wykonywania prac spawalniczych
w kowalstwie
4.1.1. Materiał nauczania
Spawanie i stanowiska spawalnicze
1. Spawalnia powinna być wykonana zgodnie z obowiązującymi ogólnymi przepisami
techniczno-budowlanymi, ochrony przeciwpożarowej, bezpieczeństwa i higieny pracy
oraz przepisami Rozporządzenia Ministra Gospodarki z dnia 27 kwietnia 2000 r
w sprawie bezpieczeństwa i higieny pracy przy pracach spawalniczych ( DZ. U. Nr 40,
poz. 470).
2. Ściany i strop spawalni oraz wnętrza kabiny spawalniczej powinny być pomalowane
farbami matowymi.
3. Ścianki lub parawany kabiny spawalniczej powinny być wykonane z materiału
niepalnego lub trudno zapalnego. Powinny mieć wysokość co najmniej 2 m,
z zachowaniem przy podłodze szczeliny wentylacyjnej.
4. W spawalni powinno przypadać na każdego pracownika co najmniej 15 m
3
wolnej
objętości pomieszczenia, nie zajętej przez sprzęt i urządzenia.
5. Wysokość pomieszczenia spawalni powinna wynosić co najmniej 3,75 m.
6. Na każde stanowisko spawalnicze powinno przypadać co najmniej 2 m
2
wolnej
przestrzeni podłogi nie zajętej przez sprzęt i urządzenia.
7. Podłoga w spawalni i na stanowisku spawalniczym powinna być wykonana z materiałów
niepalnych.
8. Pomieszczenia spawalni powinny być wyposażone w wentylację zapewniającą skuteczne
usuwanie zanieczyszczeń szkodliwych dla zdrowia.
9. Stałe stanowisko spawalnicze powinno być wyposażone w stół spawalniczy lub
odpowiednie
oprzyrządowanie,
umożliwiające
bezpieczne
wykonanie
prac
spawalniczych.
10. Na stałym stanowisku spawalniczym przedmioty o dużych wymiarach lub o masie ponad
25 kg powinny być przemieszczane za pomocą urządzeń do transportu pionowego lub
poziomego.
11. Stanowisko spawalnicze, na którym są stosowane ręczne palniki gazowe, powinno być
wyposażone w:
−
osprzęt umożliwiający bezpieczne odłożenie lub zawieszenie palnika,
−
naczynie z wodą do okresowego lub awaryjnego schładzania palnika,
12. Stanowisko spawalnicze do spawania łukowego elektrodami otulonymi powinno być
wyposażone w pojemnik na resztki elektrod.
13. Stanowisko spawalnicze zlokalizowane na otwartej przestrzeni powinno być
zabezpieczone przed działaniem czynników atmosferycznych, a jego otoczenie chronione
przed promieniowaniem łuku elektrycznego lub płomienia (wyjątek stanowią prace
spawalnicze wykonywane na dużych wysokościach lub w wykopach.
14. Zabrania się przechowywania w spawalni i na stanowisku spawalniczym materiałów
łatwo palnych.
15. Zabrania się spawaczowi spawać lub ciąć bez okularów ochronnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
16. Naprawy urządzeń i osprzętu spawalniczego powinny być wykonywane przez osoby
o odpowiednich kwalifikacjach, natomiast użytkownicy urządzeń spawalniczych
i osprzętu mogą wykonywać tylko bieżące czynności konserwacyjne, określone
w instrukcjach eksploatacyjnych wydanych przez producenta.
17. Podczas spawania elektrycznego, przewody spawalnicze łączące przedmiot spawany ze
źródłem energii powinny być połączone bezpośrednio z tym przedmiotem.
18. Butle z gazami technicznymi powinny być ustawione w pozycji pionowej lub zbliżonej
do pionowej, zaworem do góry i zabezpieczone przed przewróceniem się.
19. Butle powinny być chronione przed nagrzaniem się do temperatury przekraczającej 35
0
C
oraz przed bezpośrednim działaniem płomienia, iskier i gorących cząstek stałych.
20. Prace spawalnicze powinny być zabezpieczone pod względem zagrożenia pożarowego.
Stanowisko spawacza powinno posiadać: hydronetkę z wodą, niepalny koc pożarniczy,
wąż ppoż. podłączony do czynnego hydrantu. Powinny być usunięte materiały palne.
Przy pracach szczególnie zagrożonych, oprócz spawacza powinien być również
pomocnik, który np. prowadzi obserwację, a zarazem asekurację spawacza. Ponadto,
powinny być prowadzone kontrole po zakończeniu spawania na okoliczność zaprószenia
ognia.
Kwalifikacje spawalnicze
Prace spawalnicze powinny być wykonywane przez osoby:
−
posiadające „Zaświadczenie o ukończeniu szkolenia”, albo „Świadectwo egzaminu
spawacza” lub „Książkę spawacza”.
−
posiadające dobry stan zdrowia stwierdzony wstępnym badaniem lekarskim, a następnie
badaniami okresowymi co najmniej raz na sześć miesięcy,
−
legitymujące się pozytywnym wynikiem badań psychologicznych, stwierdzającym
zdolność do pracy na wysokości,
Zagrożenia dla spawacza podczas prac spawalniczych
1. Poparzenia od płomienia, gorącego metalu, iskier.
2. Uszkodzenia oczu od promieniowania, odprysku żużla czy rozżarzonego metalu.
3. Zatrucie gazami – acetylen, dwutlenek węgla, tlenek węgla, wodór, argon, pary metali.
4. Porażenie prądem elektrycznym.
5. Upadek z wysokości przy pracach spawalniczych na wysokości.
6. Uderzenie lub przygniecenie przedmiotem lub konstrukcją.
7. Uduszenie względnie poparzenie przy wykonywaniu prac spawalniczych w zbiornikach,
a w szczególności w zbiornikach po palnych gazach i cieczach.
8. Zagrożenie pożarowe.
Wyposażenie spawacza.
Spawacz powinien być wyposażony w:
−
ubranie robocze ochronne,
−
okulary do spawania i cięcia gazowego,
−
tarcze lub przyłbice do spawania elektrycznego,
−
rękawice skórzane,
−
fartuch skórzany,
−
buty skórzane i nagolenniki,
−
dywanik gumowy,
−
szelki bezpieczeństwa do prac na wysokości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
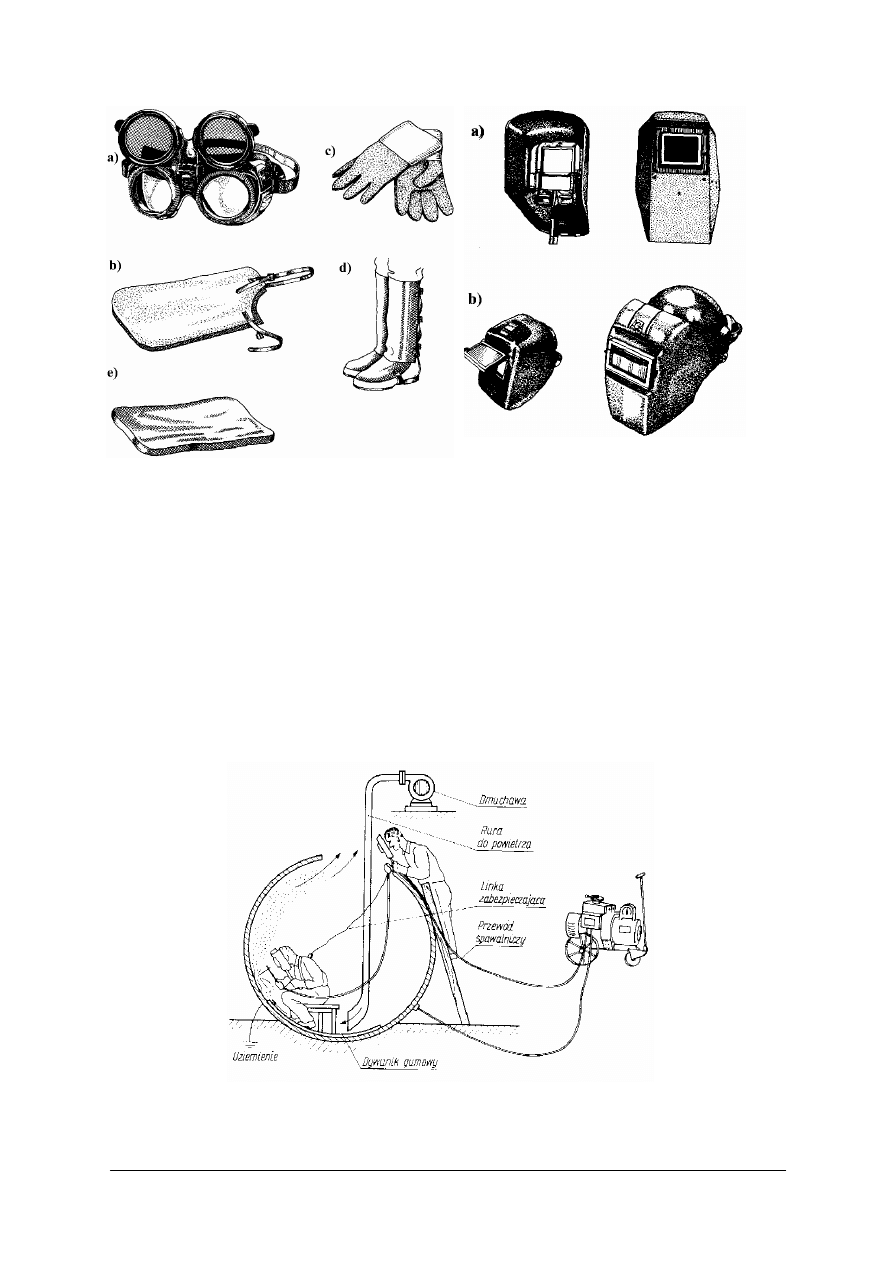
Rys.1. Sprzęt ochronny spawacza: a) okulary do
spawania i cięcia, b) fartuch skórzany, c) rękawice
skórzane, d, nagolenniki, e) dywanik gumowy [1, s. 133]
Rys.2. Osłona oczu i twarzy: a) tarcze, b)
przyłbice [1, s. 134]
Wentylacja na stanowiskach spawalniczych
Prawidłową wymianę powietrza zapewnia:
−
wentylacja ogólna,
−
wentylacja stanowiskowa.
Wentylacja ogólna powinna zapewniać czterokrotną wymianę powietrza w ciągu
godziny. Wentylacja stanowiskowa ma zapewniać skuteczne odciąganie zanieczyszczeń.
Każde stanowisko spawacza powinno być wyposażone w przenośne ssawki lub przenośne
wyciągi gazów i dymów spawalniczych. Spawacz, który spawa w ciasnych pomieszczeniach
powinien mieć maskę z doprowadzeniem powietrza. Spawacz pracujący w zbiorniku oprócz
wentylacji i zabezpieczeń musi mieć pomocnika.
Rys.3. Wentylacja i zabezpieczenie spawacza wewnątrz zbiornika [1, s. 141]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Nie można stosować tlenu z butli tlenowej zamiast masek i wentylacji, ponieważ 25%
zawartość tlenu przy najmniejszej iskrze spala się jak benzyna.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie muszą być spełnione wymogi dla stanowiska do spawania?
2. Jaki znasz sprzęt ochronny spawacza?
3. Dlaczego do spawania należy używać okularów?
4. Jakie są zagrożenia związane z pracą spawacza?
5. W jaki sposób w spawalniach zapewniona jest prawidłowa wymiana powietrza?
4.1.3. Ćwiczenia
Ćwiczenie 1
Zademonstruj, w jaki sposób powinien być ubrany spawacz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zgromadzić sprzęt ochrony osobistej,
2) włożyć na siebie fartuch, nagolenniki, buty, okulary, osłony twarzy,
3) wyjaśnić, w jak sposób są zabezpieczane poszczególne części ciała przed zagrożeniami.
Wyposażenie stanowiska pracy:
−
sprzęt ochrony spawacza.
Ćwiczenie 2
Przygotuj stanowisko robocze do spawania gazowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) ustawić butle z gazem w pozycji bezpiecznej (pionowej, przymocowane do ściany lub
wózka),
2) przed przystąpieniem do pracy oczyścić ręce z olejów lub smarów,
3) sprawdzić czystość elementów sprzętu od olejów lub smarów,
4) zabezpieczyć butle przed oddziaływaniem wysokich temperatur,
5) oddzielić stanowisko robocze od otoczenia osłonami lub kotarami,
6) sprawdzić działanie wyciągów wentylacyjnych,
7) przygotować odzież ochronną,
8) zgromadzić sprzęt ochrony osobistej,
Wyposażenie stanowiska pracy:
−
butle z gazem,
−
wózek do butli,
−
osłony lub kotary,
−
odzież ochronną,
−
sprzęt ochrony osobistej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 3
Dokonaj montażu sprzętu do spawania gazowego oraz zapłonu i wygaszenia palnika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zamontować reduktory do butli oraz palniki,
2) oczyścić dysze butli poprzez lekkie otwarcie i zamknięcie zaworów,
3) ustawić zakresy ciśnienia roboczego (tlen 0,2-0,3MPa, acetylen 0,005-0,01MPa, ciśnienie
acetylenu nie może przekroczyć 0,01MPa),
4) zapalić palnik iskrą zapalarki otwierając najpierw zawór butli z acetylenem,
5) stopniowo odkręcać zawór z tlenem aż do uzyskania płomienia neutralnego,
6) zgasić płomień zakręcając najpierw zawór butli z acetylenem, a następnie z tlenem,
7) wszystkie prace wykonać w okularach chroniących oczy przed intensywnym światłem.
Wyposażenie stanowiska pracy:
−
butle z gazem,
−
wózek do butli,
−
osłony lub kotary,
−
odzież ochronną,
−
sprzęt ochrony osobistej.
4.1.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) wskazać, jakie przepisy określają wymagania bhp przy pracach
spawalniczych?
2) jakie zabezpieczenia powinien mieć spawacz przy pracach
spawalniczych wewnątrz zbiornika?
3) wyjaśnić , dlaczego dla celów wentylacji nie można stosować
tlenu z butli tlenowej?
4) wyjaśnić, przed jakimi promieniami należy chronić oczy spawacza?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Wybrane zagadnienia z elektrotechniki
4.2.1. Materiał nauczania
Pojęcia podstawowe
Energia elektryczna jest jedną spośród wielu postaci energii takich jak: mechaniczna,
cieplna, chemiczna. Każda z wymienionych postaci energii ma różne właściwości, które dają
się określić jakościowo i ilościowo - dają się odróżnić od innych oraz mierzyć odpowiednimi
jednostkami.
Źródłami energii elektrycznej (inaczej źródłami napięcia) nazywamy urządzenia, w których
następuje przemiana innych postaci w energię elektryczną. W wyniku tej przemiany elektrony
swobodne zostają obdarzone zdolnością wykonania pracy. Zewnętrznym objawem tej
„zdolności" jest przepływ prądu.
Prąd elektryczny określa się jako ruch ładunków elektrycznych wzdłuż przewodu (lub
w elektrolicie). Jako kierunek prądu przyjęto kierunek przeciwny do ruchu ładunków
ujemnych (elektronów lub jonów) w przewodzie.
Napięcie elektryczne
Dla wyjaśnienia zjawiska napięcia elektrycznego omówimy najprostsze źródło
wytwarzania energii elektrycznej w drodze chemicznej, tzw. ogniwo galwaniczne. Składa się
ono z naczynia i dwóch płytek zwanych elektrodami; jednej cynkowej, a drugiej miedzianej,
zanurzonych w elektrolicie (rozcieńczony wodą destylowaną kwas siarkowy). Zasada
działania ogniwa galwanicznego polega na samorzutnym rozpadaniu się cząsteczek elektrolitu
na ładunki dodatnie i ujemne (jony). Na elektrodzie cynkowej powstaje nadmiar elektronów,
natomiast na miedzianej ich niedobór, wobec czego wytwarza się różnica potencjałów, czyli
napięcie elektryczne, oznaczane tak samo jak potencjał literą U i mierzone w jednostkach
zwanych woltami (V).
Wartość napięcia jest równa różnicy potencjałów; np. gdy jedna elektroda ma potencjał
U
1
= 130 V, a druga elektroda U
2
= 10 V, to między obu elektrodami powstaje różnica
potencjałów, czyli napięcie elektryczne wynosi:
U = U
1_
- U
2
= 130 V-10 V = 120 V
Napięcie elektryczne jest więc różnicą potencjałów, które w przykładzie wynosi 120 V.
Przyrząd do mierzenia napięcia nazywa się woltomierzem.
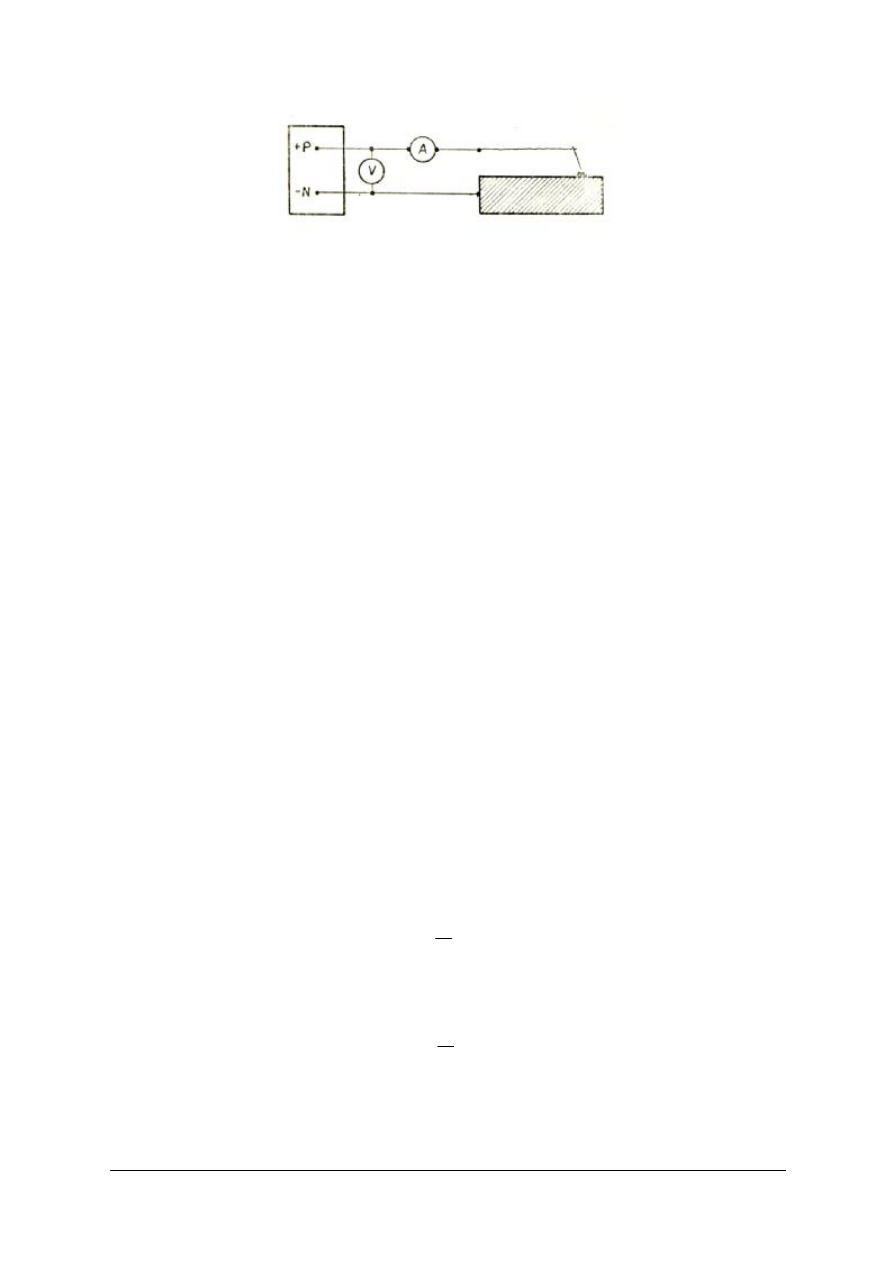
Natężenie prądu (prąd elektryczny)
Rozpatrując przykład ogniwa galwanicznego możemy stwierdzić, że gdy dwa ciała
naładowane elektrycznością, o różnych potencjałach, połączymy przewodem, to popłynie
prąd elektryczny. Gdy w obwód tego przewodu włączymy żarówkę, to zauważymy, że
żarówka zacznie świecić.
Droga, po której płynie prąd, nazywa się obwodem prądu elektrycznego albo obwodem
elektrycznym.
Wystarczy tylko w którymkolwiek miejscu obwód elektryczny przerwać, a żarówka
przestanie świecić. Przepływ ładunków elektrycznych odniesiony do jednostki czasu jest
natężeniem prądu elektrycznego I. Jednostką natężenia prądu jest amper (A). Do mierzenia
natężenia prądu używa się amperomierza (A)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys.4. Schemat połączenia woltomierza i amperomierza do obwodu prądu (połączenie szeregowe) [5, s. 212]
Oporność elektryczna.
Wszystkie ciała można podzielić na: przewodniki, półprzewodniki, nieprzewodniki. Ciała
zdolne do przewodzenia elektryczności nazywamy przewodnikami elektrycznymi, do których
należą metale, najlepiej przewodzą: srebro miedź aluminium.
Do półprzewodników należą: roztwory wodne kwasów i ługów, woda mineralna, mokre
drewno, ziemia wilgotna.
Nieprzewodniki (izolatory) są to ciała, które niemal zupełnie nie przewodzą prądu
elektrycznego. Do nich należą: ebonit, szkło, smoła, mika, porcelana, guma, olej
transformatorowy, jedwab, parafina, woda destylowana i inne.
Prąd elektryczny przepływa przez przewodnik zawsze z pewnymi przeszkodami.
Przeszkody te zależą od właściwości budowy wewnętrznej samego przewodu i mogą być
bardzo różne. Przeszkodę, na którą napotyka prąd elektryczny w czasie przepływu przez
przewód, nazywamy opornością elektryczną przewodu. Mierzymy ją w jednostkach zwanych
omami (Ω).
Pod wpływem oporu elektrycznego część energii elektrycznej zamienia się w ciepło.
Wydzielone ciepło podwyższa temperaturę przewodu i powoduje zwiększenie jego oporności.
Zjawisko to wpływa na zwiększenie strat energii elektrycznej oraz może doprowadzić do
uszkodzenia przewodów elektrycznych przez spalenie izolacji lub wytopienie lutu na
złączach.
W przewodzie elektrycznym, w którym przepływa prąd, istnieje ścisła zależność między
trzema podstawowymi wielkościami elektrycznymi, a mianowicie:
−
napięciem elektrycznym U mierzonym w woltach (V),
−
natężeniem prądu I mierzonym w amperach (A),
−
oporem elektrycznym R mierzonym w omach (Ω).
Znaczy to, że jeżeli wartość jednej z nich się zmieni, to wartość pozostałych lub jednej
z nich też się zmieni. Zależność ta została po raz pierwszy sformułowana przez uczonego
fizyka Ohma w postaci prawa, które od jego nazwiska zostało nazwane prawem Ohma.
Prawo Ohma mówi, że natężenie prądu I jest wprost proporcjonalne do napięcia U
i odwrotnie proporcjonalne do oporności R. Znając wartość dwóch spośród wymienionych
wyżej wielkości, możemy dzięki prawu Ohma znaleźć wartość trzeciej:
R
U
I
=
[A]
U =I·R [V]
I
U
R
=
[Ω]
Prąd stały i prąd zmienny.
Prąd stały płynie stale w jednym kierunku, tj. od zacisku (bieguna) dodatniego (+) źródła
prądu, przez przewód i odbiornik, do zacisku ujemnego (—) tego źródła. W czasie przepływu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
prądu stałego przez przewód wartości natężenia i napięcia pozostają niezmienne, przy stałym
napięciu źródła prądu i stałej oporności obwodu elektrycznego.
Prąd zmienny odznacza się tym, że zmienia zarówno swój kierunek, jak i chwilowe
wartości napięcia i natężenia. Obwód prądu zmiennego nie ma stałej biegunowości, gdyż prąd
przebiega na przemian, raz w jedną, raz w drugą stronę.
Czas, w ciągu, którego prąd zmienny przebiega obwód elektryczny w jednym kierunku,
nazywamy zmianą (połowa okresu). Natomiast czas, w ciągu, którego prąd przebiega obwód
w obu kierunkach (tam i z powrotem) nazywamy okresem. Liczbę okresów przypadającą na
jedną sekundę nazywamy częstotliwością prądu zmiennego. Częstotliwość prądu zmiennego,
zarówno u nas jak i w innych krajach, wynosi dokładnie 50 okresów na sekundę, (w USA 60
okresów). Przy częstotliwości 50-okresowej l okres trwa 1/50 s, a jedna zmiana 1/100 s.
Moc elektryczna
Ciepło wydzielające się w łuku, a służące do stapiania brzegów metalu i elektrody,
powstaje dzięki przemianie energii elektrycznej w energię cieplną. Wydajność tego źródła
ciepła zależy głównie od wielkości elektrycznej, którą nazywamy mocą elektryczną. Moc
elektryczna prądu stałego jest to iloczyn napięcia U i natężenia prądu I. W odbiorniku prądu,
a w tym przypadku w łuku elektrycznym, muszą występować pewne wartości napięcia
i natężenia prądu.
P = U · I [W]
Moc silników elektrycznych podawana jest często w koniach mechanicznych (KM).
l kW = 1,36 KM
Praca elektryczna
Zużycie energii w łuku elektrycznym zależne jest przede wszystkim od czasu spawania.
Chcąc więc obliczyć energię W łuku, mnożymy moc łuku P; przez czas t samego spawania -
jarzenia się łuku.
W= P · t
Pojęcie pracy elektrycznej, czyli pracy prądu, jest równoznaczne z pojęciem energii,
praca jest więc iloczynem mocy przez czas spawania.
Maszyny i urządzenia do spawania elektrycznego
Maszyny elektryczne
Do maszyn elektrycznych należą przetwornice spawalnicze. Przetwornica spawalnicza
składa się z dwóch zasadniczych części: silnika elektrycznego lub spalinowego i prądnicy.
Silnik elektryczny służy do zamiany energii elektrycznej na energię mechaniczną, prądnica
zaś zamienia energię mechaniczną na energię elektryczną, wytwarzając niezbędny do
spawania prąd elektryczny.
Budowa i działanie przetwornic spawalniczych.
Przetwornice spawalnicze są spawarkami wirującymi, które wytwarzają prąd elektryczny
do spawania. Przetwornice spawalnicze mają prądnice o polu poprzecznym według patentu
Rosenberga i tworzą zespół przewoźny, który na wspólnym wale ma osadzoną prądnicę
spawalniczą i silnik elektryczny (asynchroniczny) trójfazowy.
Przetwornice spawalnicze wg PN stanowią źródła prądu do ręcznego spawania łukowego.
Dzielą się one na:
-
przetwornice spawalnicze do spawania prądem stałym, z silnikiem na prąd zmienny lub
stały, o mocy średniej (150—600 A) i dużej (powyżej 600A), przewoźne,
jednostanowiskowe, o regulacji ciągłej lub mieszanej,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
-
przetwornice spawalnicze do spawania prądem zmiennym , z silnikiem na prąd zmienny,
o mocy małej (do 150 A) i średniej (150—600 A), przewoźne, jednostanowiskowe,
o regulacji ciągłej lub mieszanej.
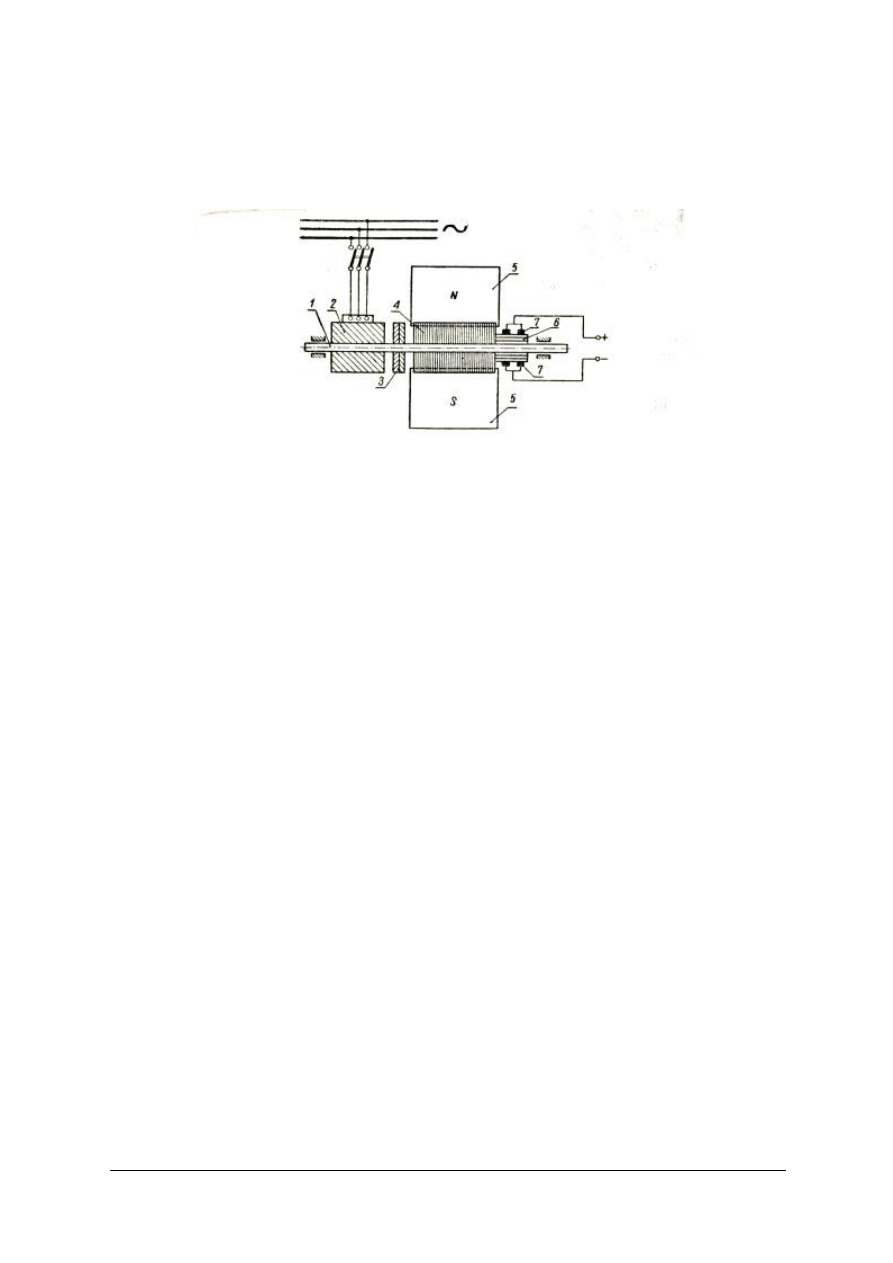
Schemat części wirującej przetwornicy spawalniczej przedstawiony jest na rys. 5.
Rys.5. Schemat części wirujących przetwornicy spawalniczej:
1 — wał, 2— silnik, 3 — wentylator dwustronny, 4— twornik wytwarzający prąd, 5 — bieguny
elektromagnesów, 6 — komutator, 7 — szczotki węglowe robocze. [5, s. 227]
Przetwornicę spawalniczą można podzielić na dwie części: stalą i wirującą. Część stała
(nieruchoma) nosi nazwę stojana. W stojanie prądnicy umieszczone są magnesy wraz
z nabiegunnikami magnetycznymi. W tej części wytwarzane jest pole magnetyczne stąd
nazwa magneśnica. Schemat ideowy prądnicy spawalniczej o polu poprzecznym, typu
EW23u, przedstawiony jest na rysunku. Przetwornice spawalnicze mają zaciski oznaczone
+P i -N w miejscu łączenia przewodów spawalniczych oraz zacisk E, do którego łączy się
przewód wyrównawczy, gdy przetwornice spawalnicze pracują równolegle.
Część wirująca przetwornicy spawalniczej, wirnik, składa się z twornika - uzwojenia,
w którym powstaje siła elektromotoryczna, oraz komutatora, którego zadaniem jest
„prostowanie” prądu przemiennego, płynącego w zwojach twornika, na prąd
jednokierunkowy.
Nowe typy przetwornic spawalniczych, oznaczone symbolami EWh-300, EWh-450,
EWh-800, są wyposażone w dodatkowe uzwojenia demagnesujące.
W prądnicy z uzwojeniem demagnesującym dla uzyskania odpowiedniej charakterystyki
statystycznej, wymaganej przy spawaniu, zostaje wzbudzony odpowiednio silny strumień
magnetyczny skierowany przeciwnie do strumienia głównego, wzrastającego proporcjonalnie
do prądu spawania. Główny strumień magnetyczny jest wytworzony za pomocą uzwojenia
obco-wzbudnego, umieszczonego na biegunach głównych elektromagnesu 6, zasilanego przez
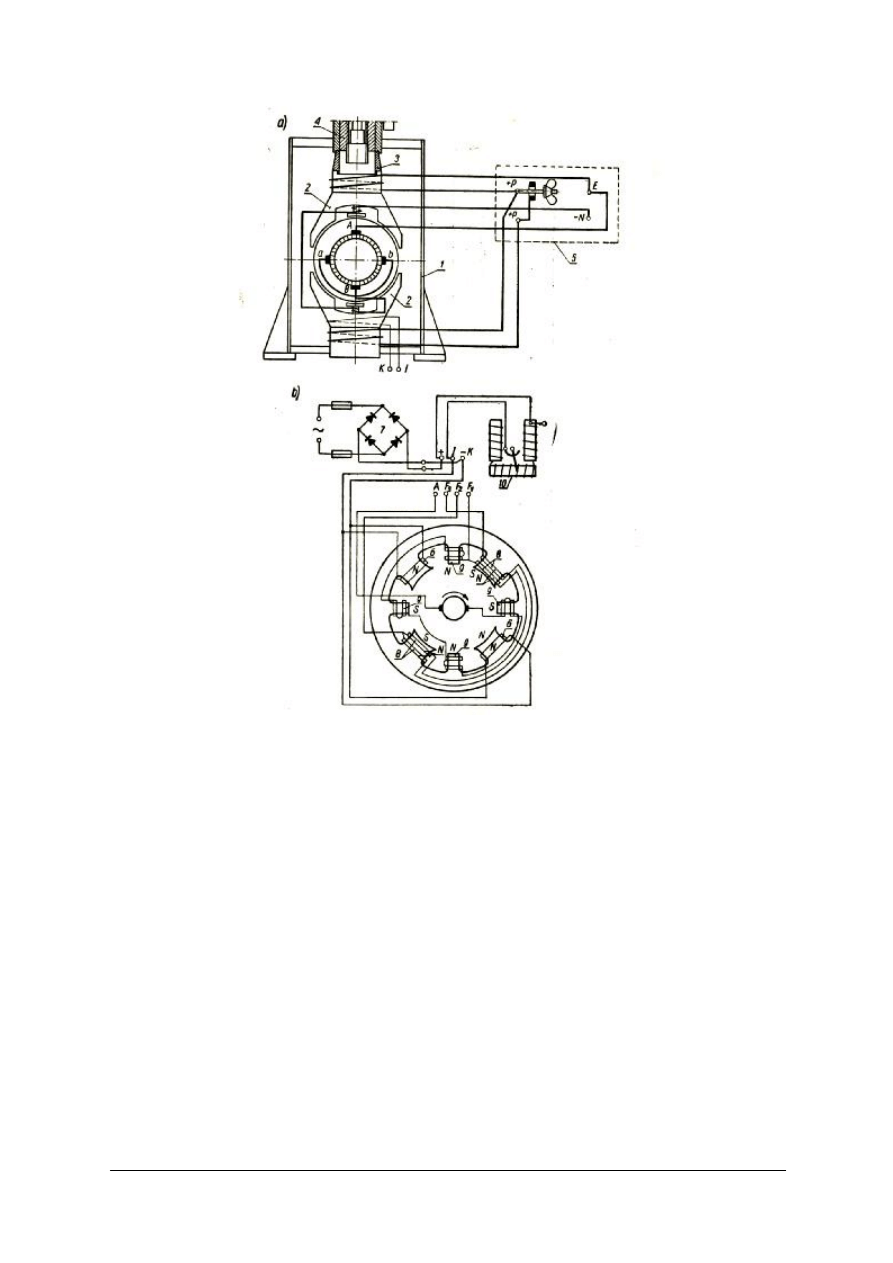
prostownik 7 napięciem zmiennym pobieranym z silnika napędowego prądnicy (rys. 6).
Strumień przeciwnie skierowany wytwarza się za pomocą uzwojeń demagnesujących
i nadbiegunników pomocniczych, wzmacniających strumień reakcji twornika.
Prąd spawania można regulować stacjonarnie lub zdalnie, systemem ciągłym, za pomocą
opornika regulacyjnego, przez zmianę amperozwojów wytwarzających główny strumień
magnetyczny. Regulację stopniową w trzech zakresach spawania dokonuje się przez
odpowiednie przełączenie przewodów spawalniczych np. A-F1 (zakres mały), A-F
2
(zakres
średni), A-F
3
(zakres duży).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys.6. Schemat prądnic spawalniczych: a) prądnica o polu przemiennym, b) z uzwojeniem demagnesującym.
1 – stojan, 2 – elektromagnesy, 3 – korpus regulatora, 4 – ruchomy regulator prądu spawania, 5 – tablica
przełącznikowa przewodów spawalniczych, 6 – uzwojenia obcowzbudne biegunów głównych, 7 – prostownik,
8 – uzwojenia demagnesujące, 9 – bieguny pomocnicze, 10 – opornik regulacji prądu spawania: A-B szczotki
węglowe robocze, a-b szczotki węglowe pomocnicze, K-I zaciski cewki obcowzbudnej [5, s. 230]
Regulacja prądu spawania
Przetwornice spawalnicze typu EW23u i EW32a mają regulację natężenia prądu opartą
na zmianie oporu magnetycznego. Regulacja natężenia prądu odbywa się przez wkręcanie
i wykręcanie w wydrążonym biegunie elektromagnesu ruchomego rdzenia stalowego.
Rysunek poniższy przedstawia przekrój bieguna regulacyjnego w czasie najmniejszego prądu
spawania.
W tym czasie cały strumień magnetyczny musi przejść przez ściankę 5 bieguna oraz
przez przestrzeń powietrzną 4, która stanowi dla tego strumienia duży opór magnetyczny.
Wskutek tego osłabia się główny strumień magnetyczny i wytwarza się w tworniku mniejszy
prąd spawania.
Pokręcając kółkiem 5 w prawo, wkręcamy ruchomy rdzeń stalowy 2 do wydrążonej
części bieguna l i w ten sposób zmniejszamy opór magnetyczny strumienia, a prąd spawania
staje się coraz większy. Po całkowitym wkręceniu rdzenia stalowego 2 otrzymujemy
w obwodzie zewnętrznym największy prąd spawania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
5
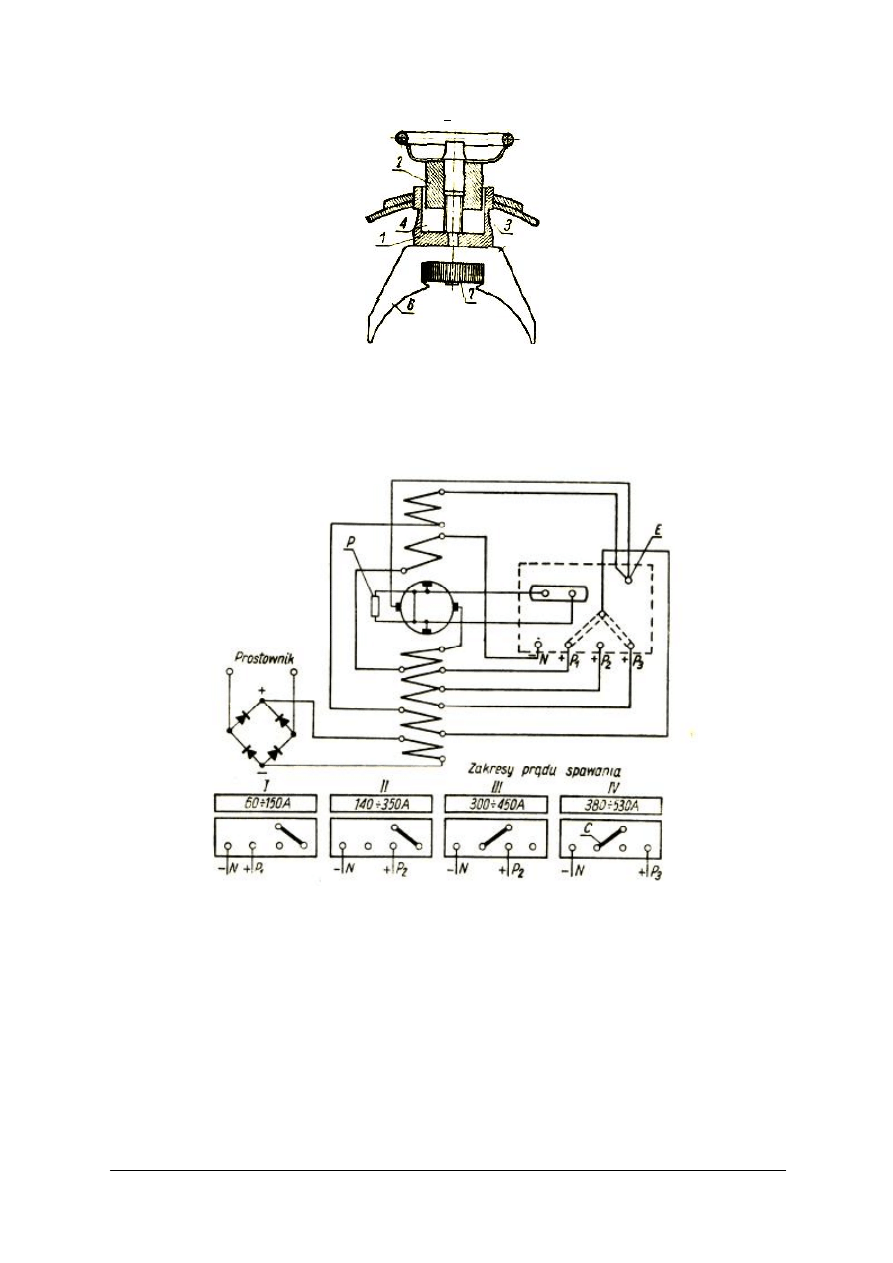
Rys.7. Przekrój bieguna regulacyjnego przetwornicy spawalniczej[5, s. 231]
W środku nabiegunnika 6 znajduje się biegun zwrotny, czyli komutacyjny 7. Biegun
zwrotny służy do polepszenia komutacji i zmniejszenia iskrzenia na szczotkach roboczych
w czasie spawania.
Większym prądom spawania odpowiadają wyższe napięcia, które wskazuje rys. 8.
Rys. 8. Schemat połączeń dotyczący czterech zakresów prądu spawania w prądnicy EW-23a
E- zacisk pracy równoległej, P- oporność szczotek pomocniczych, C- łącznik do zwierania zakresów
spawania.[5, s. 236].
Przetwornica typu EW-23u ma dwa zakresy, na mały i duży prąd spawania, przy czym
w każdym zakresie jest regulacja ciągła. Skala zakresów prądowych umieszczona jest na
wierzchu przetwornicy, w miejscu, gdzie się znajduje kółko lub rączka do regulacji natężenia
prądu.
Zmianę zakresu prądu spawania uzyskuje się za pomocą śruby dociskowej, umieszczonej
na płytce w miejscu łączenia przewodów spawalniczych. Całkowite odkręcenie śruby
dociskowej (motylkowej) powoduje włączenie dużego zakresu prądu, a dokręcenie śruby
włącza mniejszy zakres prądu spawania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Przetwornice spawalnicze typu EW-32a mają cztery zakresy prądu spawania i należy je
łączyć według schematu (rysunek 8). Prąd spawania wynosi w zakresie I. 6
÷
150 A, w II. —
140
÷
350 A, w III. 300
÷
450 A, w IV. — 350
÷
500 A.
Przetwornicę spawalniczą uruchamia się za pomocą silnika przez włączenie przełącznika
trójkąt — gwiazda. Z chwilą ustawienia przełącznika w pozycji „gwiazda" następuje rozruch
silnika. W tej pozycji utrzymuje się przełącznik przez 15—20 sekund, aż wirnik prądnicy
osiągnie właściwą prędkość obrotową. Następnie obraca się przełącznik do pozycji „trójkąt”,
w której odbywa się normalna praca przetwornicy.
Transformatory spawalnicze
Do spawania elektrycznego używane są, oprócz przetwornic spawalniczych, także
transformatory spawalnicze, które dostarczają prądu zmiennego do spawania. Działanie
transformatora polega na przetwarzaniu prądu zmiennego o napięciu sieciowym na prąd
zmienny o niższym napięciu, a większym natężeniu, niezbędnym do jarzenia się łuku
elektrycznego.
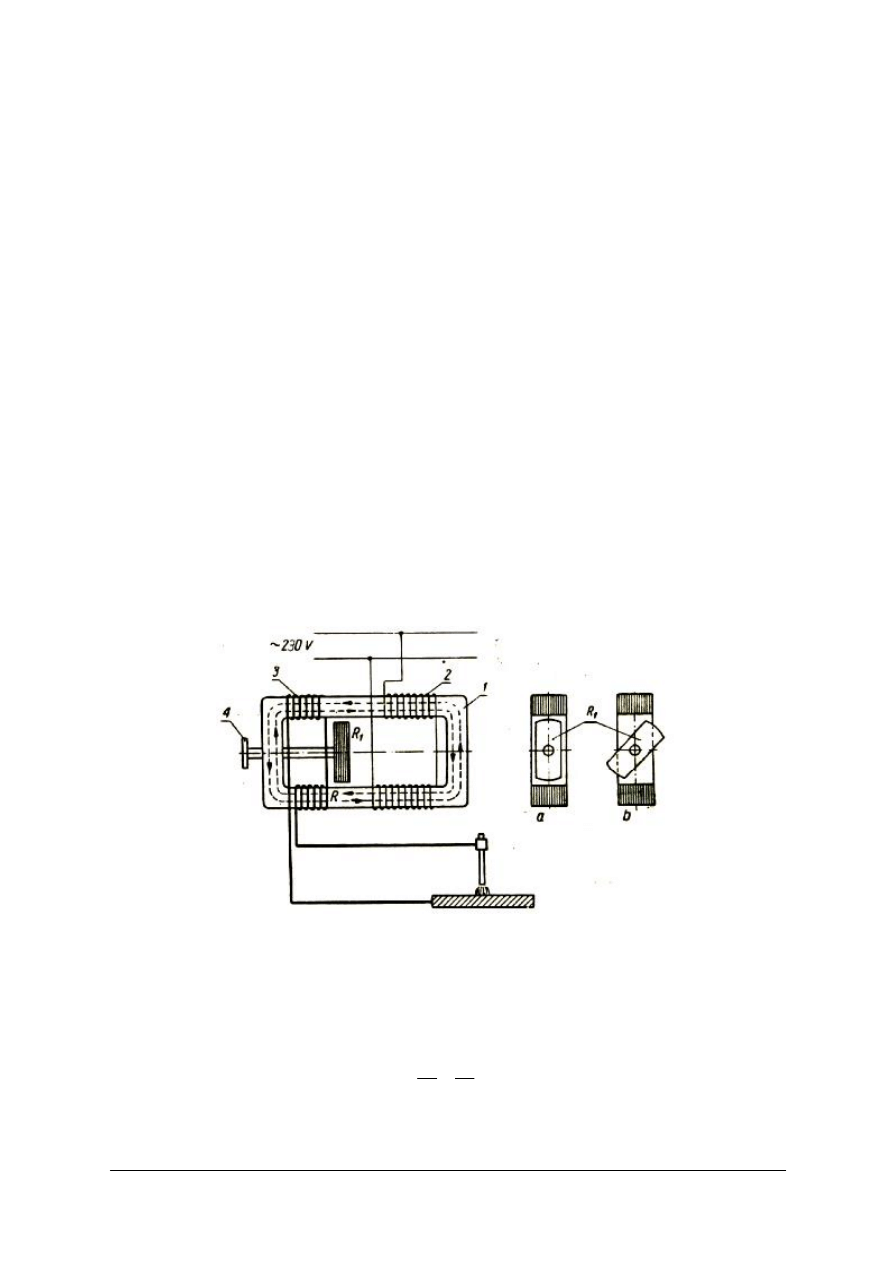
Schemat transformatora spawalniczego jednofazowego przedstawia rys. 9. Na rdzeniu
stalowym l, wykonanym z cienkiej blachy transformatorowej, znajduje się uzwojenie
pierwotne 2, wykonane z cienkiego przewodu, o większej liczbie zwojów, przyłączonego do
sieci. Uzwojenie wtórne 3 wykonane z grubszego przewodu o mniejszej liczbie zwojów
i połączone z obwodem spawania. Przez uzwojenie pierwotne przyłączone do sieci przepływa
prąd zmienny sieciowy Prąd ten wytwarza zmienny strumień magnetyczny w rdzeniu
stalowym transformatora 1 Dzięki zmienności pola magnetycznego powstaje przez indukcję
w uzwojeniu wtórnym 3 zmienna siła elektromotoryczna (E
2
). W uzwojeniu pierwotnym 2
transformatora indukuje się również siła elektromotoryczna (E
1
).
Rys. 9. Schemat transformatora spawalniczego. [5, s. 239]
Wartości sił elektromotorycznych indukowanych w obu uzwojeniach transformatora
zależne są od liczby zwojów każdego uzwojenia oraz od wartości zmian strumienia
magnetycznego. Ponieważ każdy zwój obejmuje ten sam strumień magnetyczny, więc
wartości indukowanych sił będą proporcjonalne do liczby zwojów, a zatem ich stosunek
wyniesie
Z
Z
E
E
2
1
2
1
=
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
gdzie E
1
jest wartością siły elektromotorycznej w uzwojeniu pierwotnym, E
2
w uzwojeniu
wtórnym, Z
1
jest liczbą zwojów w uzwojeniu pierwotnym, Z
2
liczbą zwojów w uzwojeniu
wtórnym.
Stosunek liczby zwojów (napięcia) w uzwojeniu pierwotnym do liczby zwojów
(napięcia) w uzwojeniu wtórnym nazywamy przekładnią transformatora i oznaczamy literą δ.
δ
=
=
Z
Z
U
U
2
1
2
1
gdzie: U
1
— napięcie w uzwojeniu pierwotnym, U
2
— napięcie w uzwojeniu wtórnym,
Z
1
— liczba zwojów w uzwojeniu pierwotnym, Z
2
— w uzwojeniu wtórnym.
Transformatory spawalnicze odznaczają się tym, że obniżają napięcie sieciowe (np. 230V) do
napięcia (około 50 V), potrzebnego do zajarzenia łuku elektrycznego.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czy są różnice między prądem stałym a zmiennym
?
2. Jakie podstawowe parametry charakteryzują prąd elektryczny
?
3. Na czym polega działanie silnika prądu zmiennego
?
4. Na czym polega działanie silnika prądu stałego
?
5. Jaka zależność istnieje między trzema podstawowymi wielkościami elektrycznymi
w przewodzie elektrycznym, w którym płynie prąd?.
6. Co to jest praca elektryczna lub praca prądu
?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na podstawie tablicy znamionowej przetwornicy dokonaj zmiany zakresu prądu
spawania za pomocą śruby dociskowej umieszczonej na płycie w miejscu łączenia
przewodów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać tabliczkę znamionową przetwornicy gdzie znajdzie zakresy prądu spawania.
2) zlokalizować śrubę dociskową (motylkową), której dokręcenie włącza mniejszy zakres
prądu spawania.
3) wykonać to dla 4 zakresów prądu spawania.
Wyposażenie stanowiska pracy:
−
przetwornica prądowa,
−
instrukcja obsługi.
−
procedura postępowania podczas regulacji przetwornicy.
Ćwiczenie 2
Dokonaj podłączenia do sieci i uruchomienia przetwornicy spawalniczej za pomocą
przełącznika gwiazda-trójkąt.
Sposób wykonania ćwiczenia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Aby wykonać ćwiczenie powinieneś:
1) sprawdzić, czy jest uziemienie lub zerowanie przetwornicy spawalniczej,
2) sprawdzić, czy przewody spawalnicze na całej długości nie zwierają się,
3) uruchomić przetwornicę przełącznikiem gwiazda trójkąt,
4) po uruchomieniu przetwornicy spawalniczej sprawdzić czy kierunek obrotów wirnika jest
zgodny z kierunkiem strzałki znajdującej się na obudowie.
Wyposażenie stanowiska pracy:
−
przetwornica prądowa,
−
instrukcja obsługi,
−
procedura postępowania podczas podłączenia i uruchamiania przetwornicy.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić rodzaje maszyn i urządzenia do spawania elektrycznego
?
2) scharakteryzować pracę transformatora
?
3) określić, gdzie na urządzeniu spawalniczym zamieszczona
jest jego sprawność
?
4) wyjaśnić pojęcie mocy elektrycznej
?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Przygotowanie materiałów do spawania
4.3.1.Materiał nauczania
Rodzaje złączy spawanych
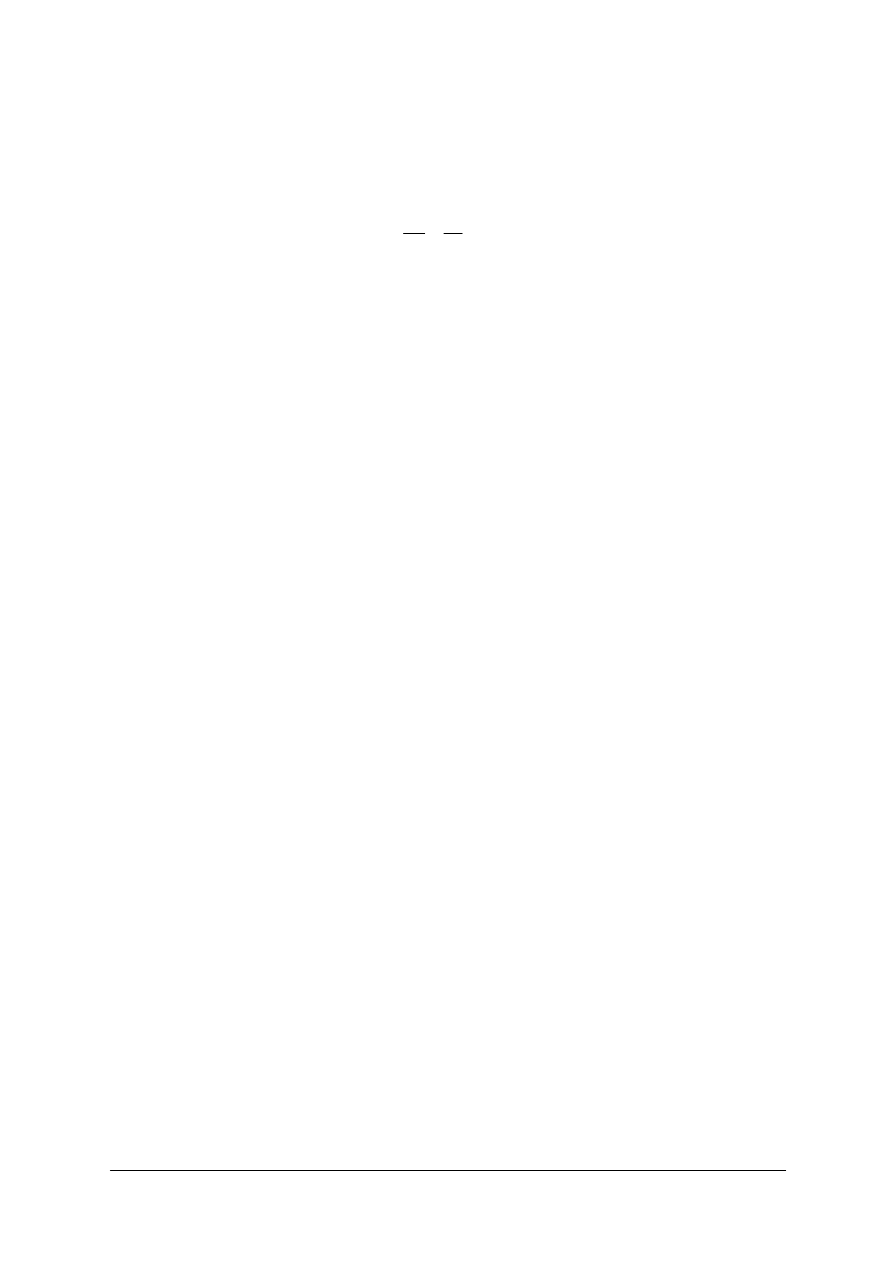
Połączenie spawane powstaje w wyniku lokalnego stopienia brzegów łączonych
elementów i wprowadzenia dodatkowo stopionego materiału zwanego spoiwem.
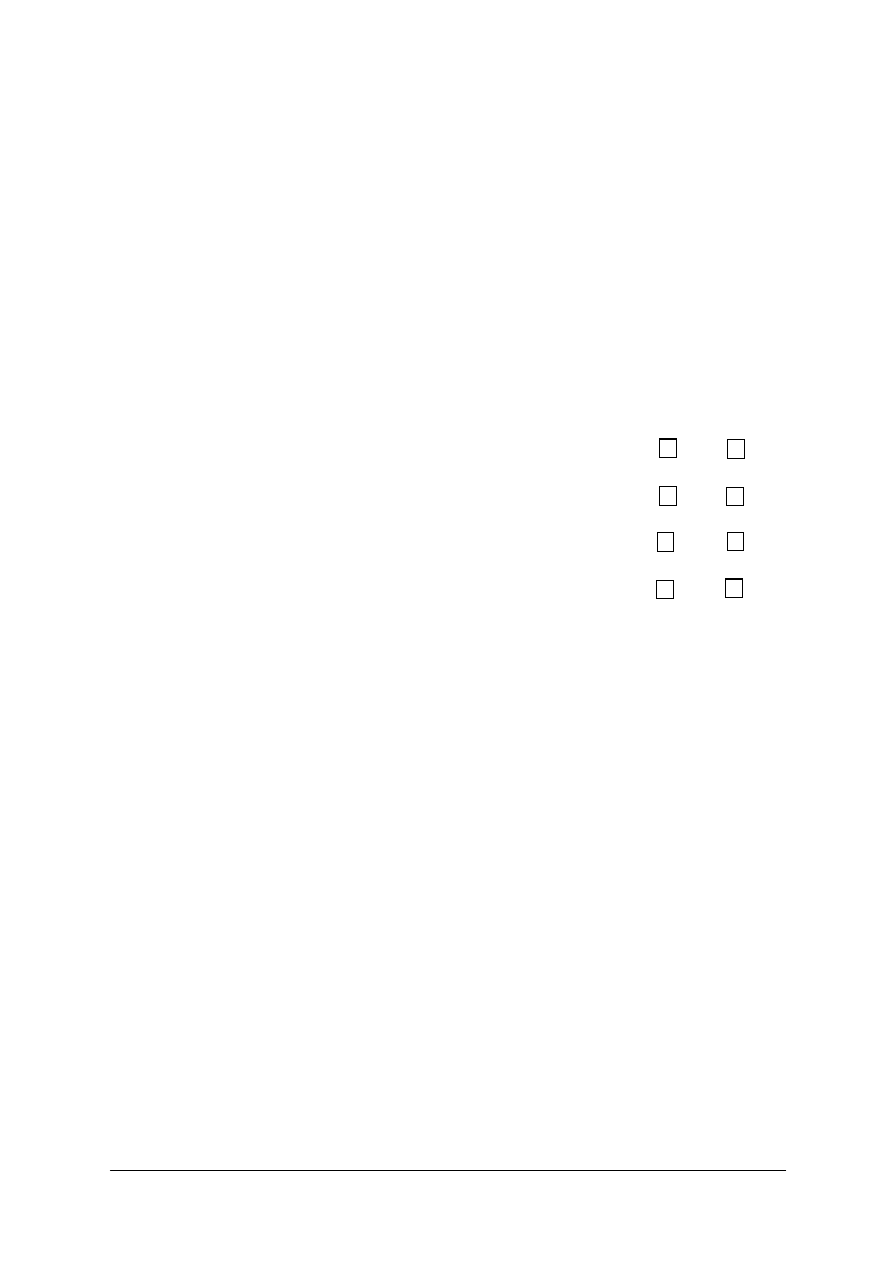
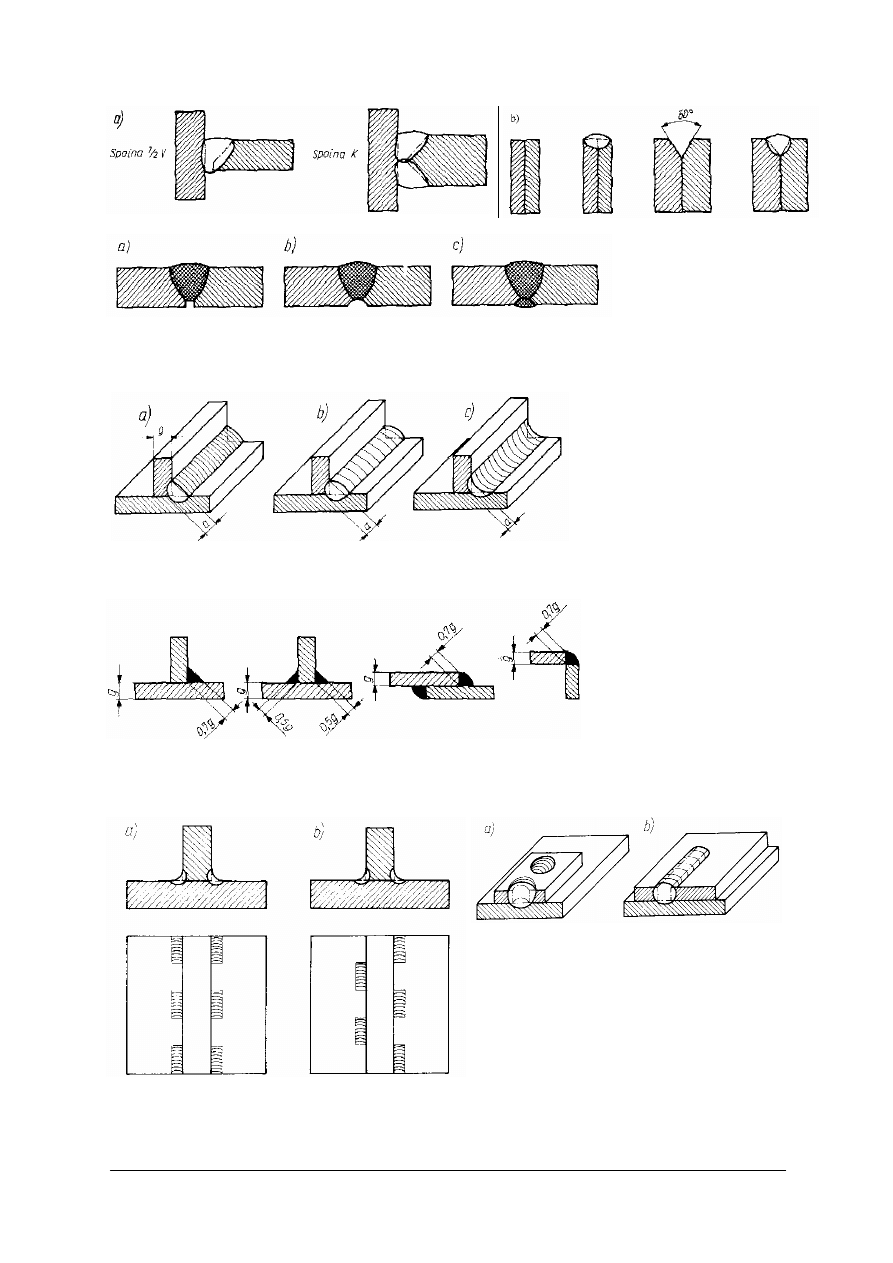
Rys. 10.Elementy rowka spoiny: a) przygotowanie krawędzi do spawania, b) elementy spoiny [13, s. 324]
Rys.11. Złącze spawane a) złącze, b) spoina [1, s. 105]
Złączem spawanym nazywamy połączenie dwu części: materiału spawanego i spoiwa.
Rodzaj złącza spawanego zależy od jego kształtu.
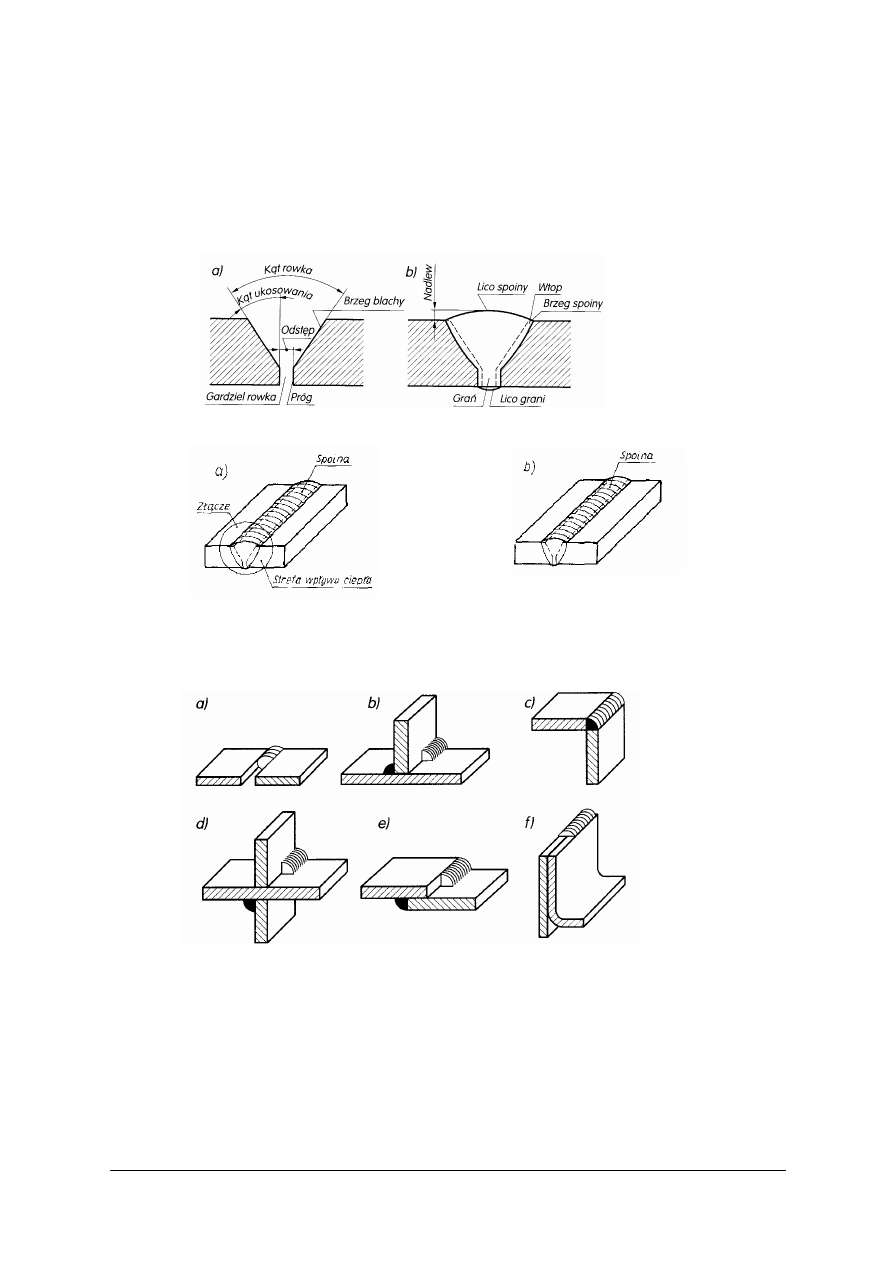
Rys.12. Rodzaje złącz spawanych: a) doczołowe ze spoiną czołową, b) teowe, c) narożne,
d) krzyżowe, e) zakładkowe, f) przylgowe ze spoiną grzbietową [13, s. 326]
Rodzaje spoin
1. Czołowe - podczas spawania blach ścieg graniowy może nie mieć pełnego przetopu,
dlatego
w konstrukcjach, gdzie jest dostęp, wycina się grań i układa nowy ścieg. Spawanie to nazywa
się podpawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys.13. Spoiny czołowe: a) złącze teowe, b) złącze przylgowe [1, s. 109]
Rys.14
. Spoina czołowa na V : a) spoina po wykonaniu, b) spoina po wycięciu grani, c) spoina podpawana
[1, s. 109]
2. Pachwinowe
Rys.15. Spoiny pachwinowe o licu: a) płaskim, b) wypukłym, c) wklęsłym [1, s. 110]
Grubości spoin pachwinowych w połączeniach spawanych zależą od grubości cieńszej
blachy, lecz nie powinna być cieńsza niż 3mm.
Rys.16. Maksymalne wymiary spoin pachwinowych [1, s. 110]
Przy spawaniu długich elementów w konstrukcjach mniej odpowiedzialnych stosuje się
spoiny przerywane. W konstrukcjach, w których należy pospawać dwie blachy jedna na
drugiej, stosuje się spoiny otworowe.
Rys.17. Spoiny pachwinowe przerywane: a) szew
łańcuchowy, b) szew przestawny [1, s. 111]
Rys.18. Spoiny otworowe, a) kołkowa, b)
szczelinowa [1, s. 112]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
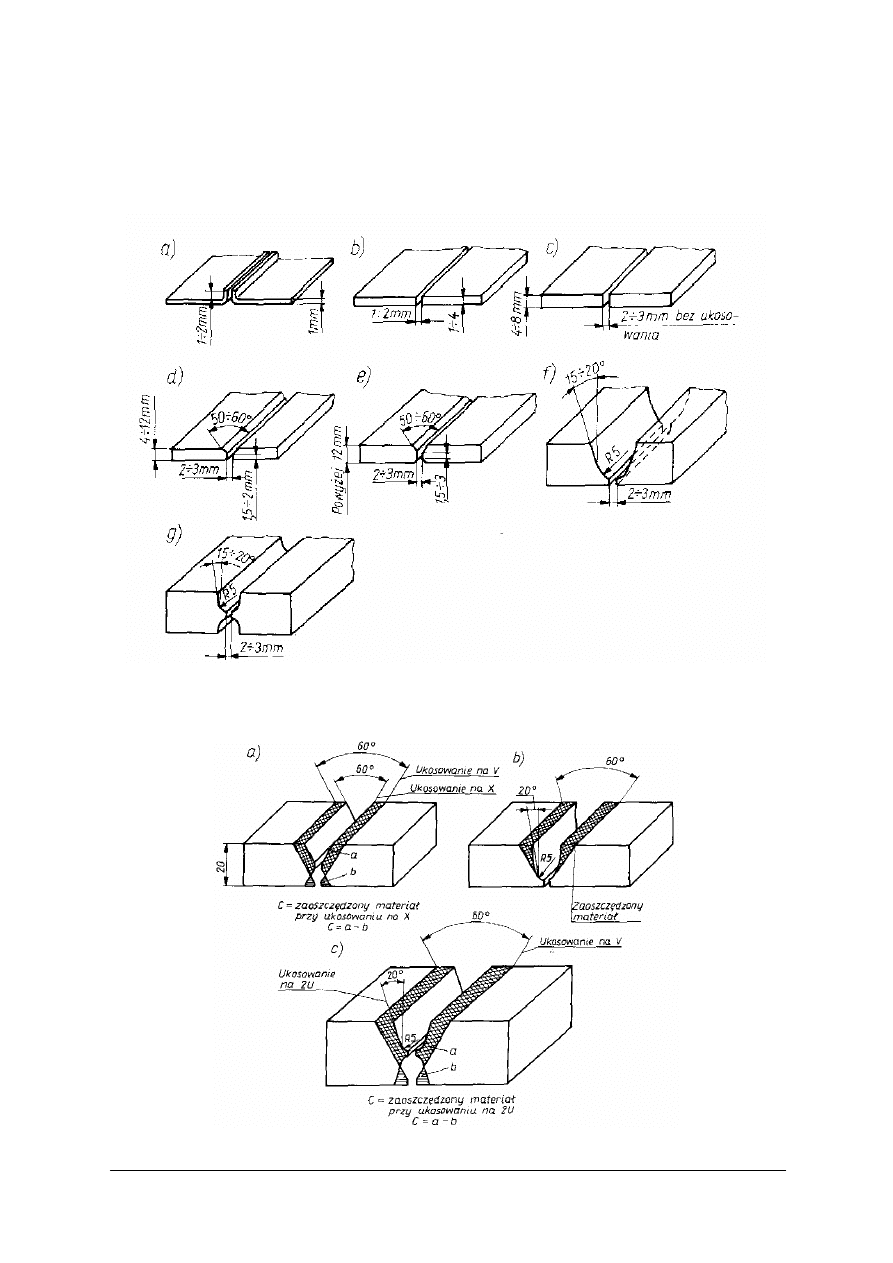
Przygotowanie brzegów materiału do spawania
Brzegi materiału muszą być zukosowane mechanicznie za pomocą nożyc, frezarek,
strugarek, szlifowane lub cięte tlenem. Sposoby przygotowania brzegów materiału do
spawania zależą od materiału, rodzaju spawania i od grubości łączonych elementów.
Rys. 19. Przygotowanie blach do spawania w zależności od ich grubości [1, s. 113]
Aby zmniejszyć zużycie spoiwa, czas wykonania i dodatkowo uzyskać mniejsze
odkształcenia ukosuje się przedmioty grubsze na X,U, 2U.
Rys. 20. Ukosowanie przy grubszych blachach [1, s. 113]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
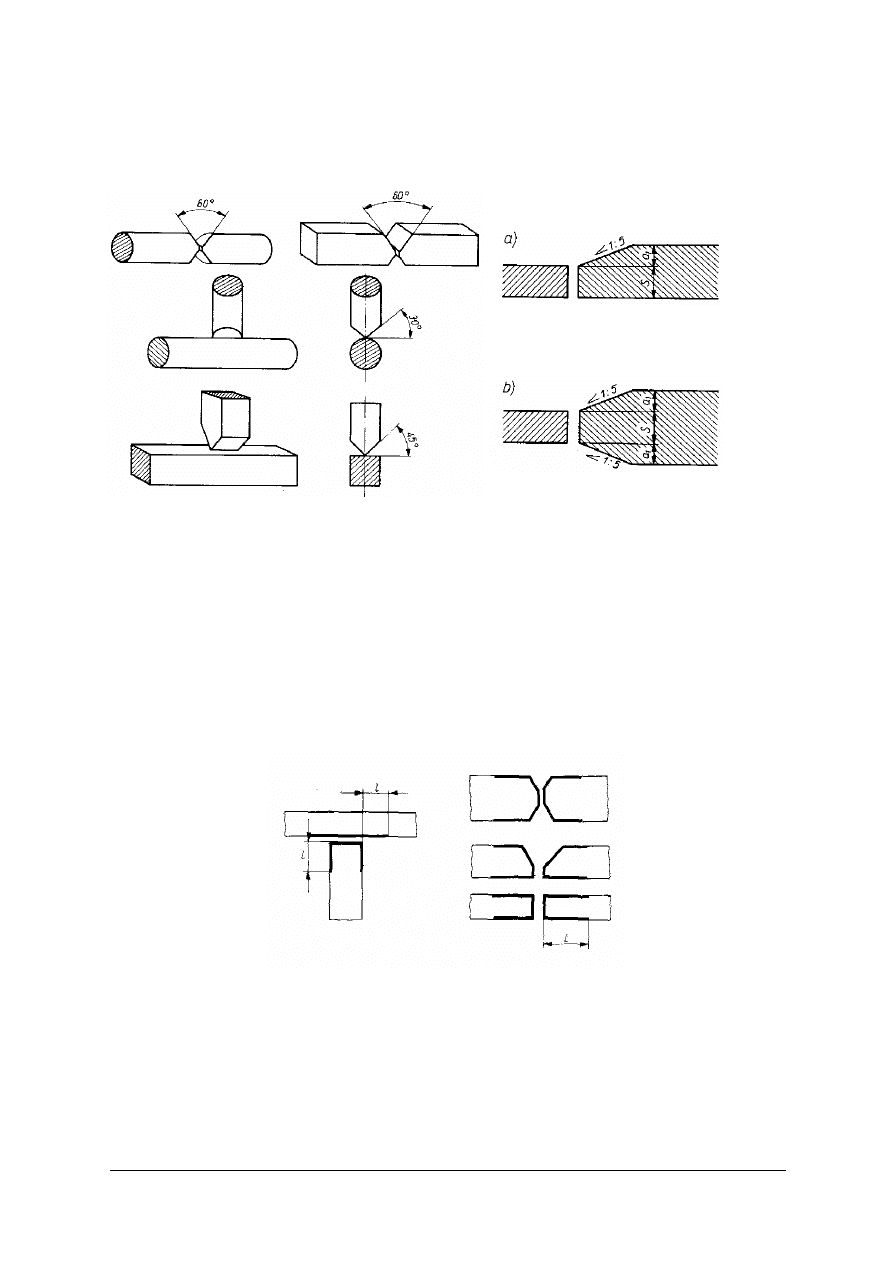
Przygotowanie do spawania elementów kształtowych wykonuje się w taki sposób, aby
cały przekrój był wypełniony spoiną. Przy spawaniu blach o różnych grubościach wskazane
jest wykonanie ścięcia, aż do wyrównania grubości z cieńszym elementem.
Rys. 21. Przygotowanie kształtowych elementów do spawania
[1, s. 114]
Rys. 22. Obróbka grubszej części, a) jedno-
stronna, b) dwustronna [1, s. 114]
Oczyszczenie brzegów przed spawaniem
Przed spawaniem należy oczyścić brzegi materiałów z farb, lakierów, smarów,
produktów korozji w sposób mechaniczny lub chemiczny na odległość zależną od metody
spawania, na szerokości od 5
÷
30mm. Mechaniczne oczyszczanie polega na usuwaniu
zanieczyszczeń szczotką drucianą, pilnikiem lub tarczą szlifierską, a chemiczne na płukaniu
w gorących roztworach ługu sodowego, następnie przemywaniu roztworami kwasu
azotowego, płukaniu w wodzie i suszeniu. Po mechanicznym oczyszczeniu należy spawać nie
później niż w ciągu 8 godzin, a po chemicznym nie później niż w ciągu 48 godzin.
Rys. 23. Czyszczenie brzegów w złączach przygotowanych do spawania [1, s. 129]
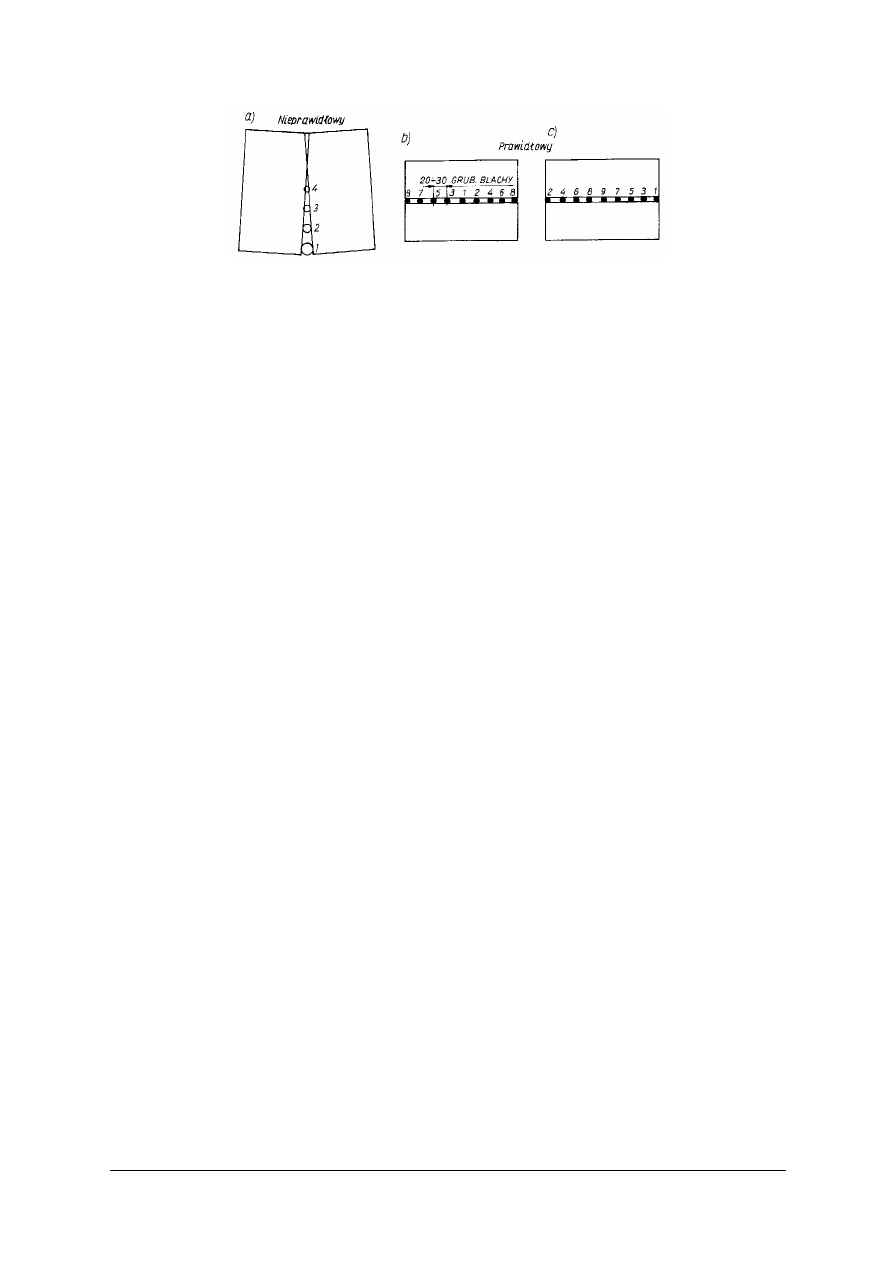
Sczepianie blach do spawania
Spawane elementy muszą być zgodne z rysunkiem. Aby zapewnić zachowanie
wymiarów, elementy spawane są w przyrządach lub sczepiane. W produkcji małych serii
wyroby sczepia się w przyrządach uniwersalnych, natomiast elementy duże sczepia się bez
przyrządów. Spoiny sczepne wykonuje się od środka lub od brzegów i na przemian.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys.24. Sczepianie blach do spawania, a) nieprawidłowe, b) sczepianie od środka, c) sczepianie od brzegów.
[1, s. 122]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie nazwy noszą elementy rowka spoiny
?
2. Co nazywamy złączem spawanym i wymień rodzaje złącz spawanych
?
3. W jaki sposób wykonujemy spoinę podpawaną
?
4. Od czego zależy sposób przygotowania krawędzi do spawania
?
5. Od czego zależy grubość spoiny pachwinowej w połączeniach spawanych
?
6. W jaki sposób oznaczamy spoiny pachwinowe na rysunku
?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotuj do spawania ramę stołu o wymiarach 600× 600 wykonaną z kątowników
60×60×5.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować i sprawdzić sprzęt do spawania gazowego,
2) uciąć 4 sztuki kątowników na wymiar 600,
3) wytrasować wycięcia w półkach kątownika do spawania doczołowego,
4) wykonać wycięcia palnikiem gazowym,
5) wyszlifować i oczyścić brzegi kątowników w miejscach spawanych,
6) wykonać próbny montaż kątowników i sprawdzić wymiary, prostopadłość, płaskość
ustawienia kątowników oraz przyleganie krawędzi do spawania,
7) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
przewoźne stanowisko do spawania i cięcia gazowego z osprzętem spawalniczym,
−
szlifierka,
−
przyrządy ślusarskie,
−
przymiar kreskowy,
−
kątownik,
−
poziomnica,
−
szczotka druciana,
−
odzież ochronna i sprzęt ochrony osobistej.
Ćwiczenie 2
Wykonaj połączenie sczepne do spawania doczołowego dwóch blach o grubości 8mm
i długości szwu spawanego 500mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować i sprawdzić sprzęt do spawania gazowego,
2) zukosować krawędzie blach w kształcie litery V palnikiem gazowym,
3) ustawić blachy na konstrukcjach pomocniczych do spawania, zachowując odległość
między blachami 2mm,
4) sprawdzić wypoziomowanie blach,
5) wykonać sczepianie blach wykonując tę czynność od środka lub od brzegów blach i na
przemian oraz zachowując odległości 20-30 mm między punktami sczepiania,
6) sprawdzić poprawność wykonania sczepiania,
7) zastosować odzież ochronną i sprzęt ochrony osobistej,
Wyposażenie stanowiska pracy:
−
blachy do spawania,
−
przewoźne stanowisko do spawania gazowego z osprzętem spawalniczym,
−
przyrządy do ustawiania elementów do spawania,
−
przymiar kreskowy,
−
poziomica,
−
odzież ochronna i sprzęt ochrony osobistej.
Ćwiczenie 3
Przedstaw sposób przygotowania krawędzi do spawania doczołowego dwóch rur ze stali
wymiarach przekroju poprzecznego:
φ
57x6,3 i
φ
57x3,2. Wykonaj rysunek złącza i oznacz
spoiny zgodnie z zasadami rysunku technicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) naszkicować w podziałce 1:1 rysunek połączenia spawanego, na którym oznaczy:
−
sposób przygotowania krawędzi do spawania,
−
rodzaj spoiny,
−
wymiary przekroju poprzecznego spoin.
Wyposażenie stanowiska pracy:
−
normy dotyczące wymiarowania i przygotowania krawędzi do spawania,
−
kalkulator,
−
notatnik,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) wymienić rodzaje złącz spawanych?
2) określić, kiedy wykonasz spoinę czołową, a kiedy pachwinową?
3) przedstawić sposób przygotowania krawędzi elementów do spawania?
4) na podstawie oznaczenia spoin na rysunku scharakteryzować
rodzaj złącza i spoinę?
5) omówić spawanie doczołowe elementów o różnych grubościach?
6) wyjaśnić konieczność wykonania sczepiania przed spawaniem?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.4. Cięcie i spawanie gazowe
4.4.1.Materiał nauczania
Spawanie gazowe polega na miejscowym nagrzewaniu części łączonych i spoiwa do
stanu stopienia za pomocą płomienia gazowego. Do podstawowych materiałów stosowanych
podczas spawania gazowego należą:
−
gazy techniczne: acetylen i tlen, rzadziej wodór i tlen, gaz miejski, gaz ziemny, propan-
butan techniczny
−
spoiwa,
−
topniki.
Do spawania używa się przeważnie acetylenu z tlenem, do cięcia tlenu, ponieważ inne
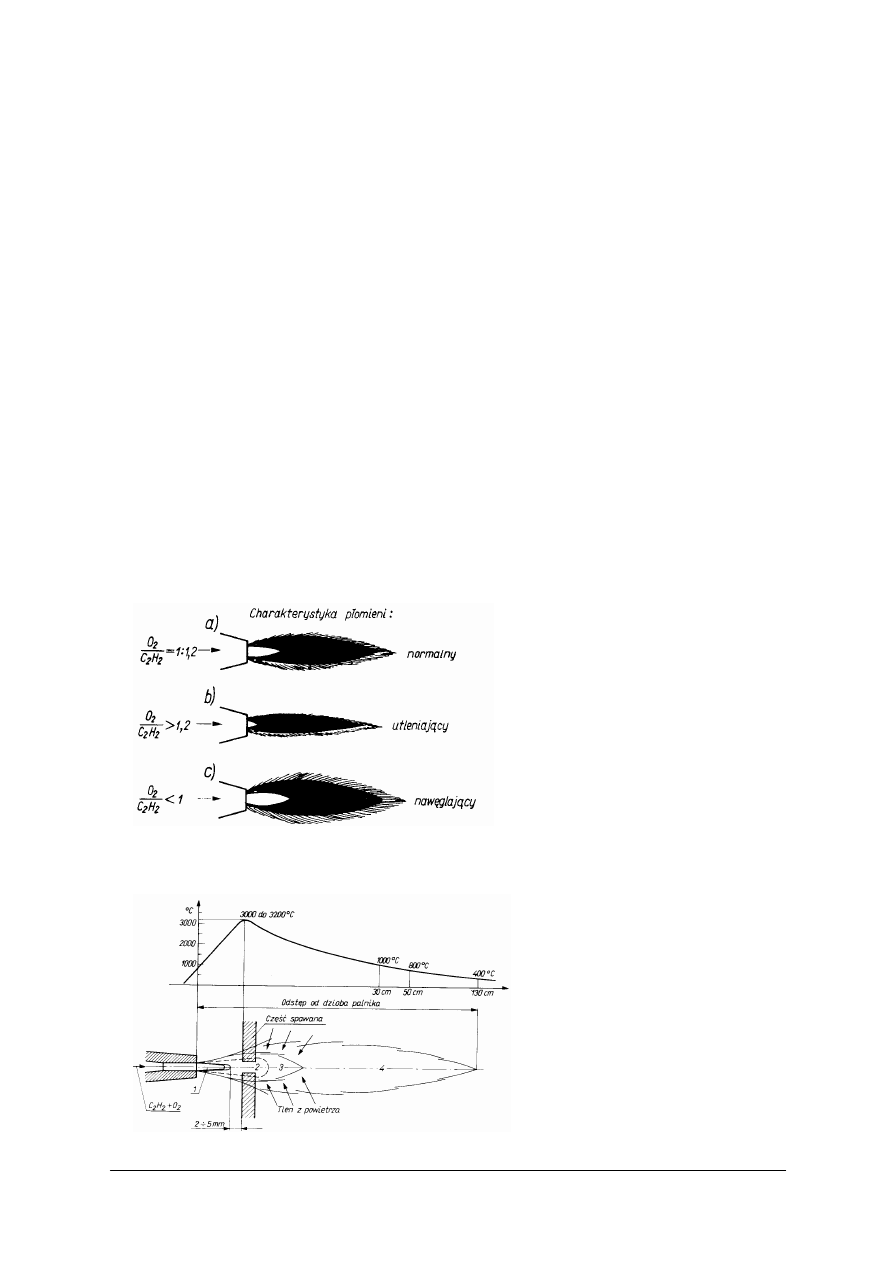
gazy posiadają niską temperaturę spalania i płomień silnie utleniający. Efekt spawania zależy
w głównej mierze zależy od regulacji płomienia acetylenowo-tlenowego. Płomień
acetylenowo-tlenowy może być:
−
normalny: o jasno świecącym jądrze, stosowany do spawania stali niskowęglowych
i niskostopowych,
−
z nadmiarem tlenu: o jądrze w kształcie ostrego stożka i długie wysmukłej kicie,
stosowany do spawania mosiądzu,
−
z nadmiarem acetylenu: o grubym jądrze, szerokiej i długiej kicie, o kolorze
bladoczerwonym, stosowany do spawania aluminium i stopów aluminium.
Wyregulowanie płomienia do spawania stali niskowęglowych i niskostopowych polega na
uzyskaniu ostrego zarysu jądra.
Rys.25. Płomień acetylenowo-tlenowy [6, s. 163]
Płomień acetylenowo-tlenowy można podzielić na 4 strefy.
Charakterystyka stref
1-jądro, jest to jasno świecący stożek,
w strefie tej następuje rozpad acetylenu na
wodór i węgiel;
2-niewidoczna strefa odtleniająca lub
redukcyjna o najwyższej temperaturze
wskutek spalania wodoru i tlenu
3-strefa osłaniająca , zwana kitą
o niebieskawym zabarwieniu, następuje
w niej spalanie CO na CO
2
4-niewidoczna gorąca strefa płomienia,
która chroni spoinę przed zbyt szybkim
studzeniem, dlatego palnika nie należy
szybko odsuwać od spoiny.
Rys.26. Płomień acetylenowo-tlenowy [1, s. 236]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Podczas spawania należy płomień zbliżyć do metalu na odległość 2÷5 mm od jądra
płomienia, ponieważ w tym miejscu temperatura jest najwyższa.
Spoiwa dobiera się w zależności od rodzaju spawanego materiału. Stosowane są różne
gatunki spoiw: cynowo-ołowiowe, miedziane, mosiężne, brązowe, aluminiowe i inne. Spoiwa
produkowane są w postaci drutów i prętów.
Tabela 1 .Spoiwa do spawania gazowego stali niskowęglowych i stopowych [6, s. 94]
Oznaczenie spoiwa Stare oznaczenie spoiwa Zastosowanie
SpG1
Sp1A
Do spawania stali niskowęglowych o
granicy plastyczności do 300MPa
SpG2
SpG2J
SpG4
Sp1GA
Sp1GAJ
Sp3
Do spawania stali niskowęglowych o
granicy plastyczności do 360MPa
Sp06H19N9
Sp04H19N9
Sp10
Sp17
Do spawania stali wysokostopowych
chromowo-niklowych(kwasoodpornych)
Sp20H23N18
Sp66H19N9
G7
Sp12
Sp14
Do spawania stali wysokostopowych
chromowo-niklowych(żaroodpornych
i żarowytrzymałych)
Topniki dobiera się oddzielnie do każdego metalu lub stopu. Stosowane są w postaci
sypkiej lub rozrabiane są z wodą na gęstość lakieru. Pokrywa się nimi miejsca łączone i
spoiwo. Topniki mają za zadanie rozpuszczenie trudnotopliwych tlenków , które powstają
w czasie spawania, i ułatwienie przechodzenia ich do żużla.
Do lutowania twardego i lutospawania dla stali, żeliwa, miedzi używa się topnika Uni-Lut.
Urządzenia i sprzęt do spawania gazowego
Stanowiska do spawania dzielą się na:
−
stałe,
−
ruchome, przewoźne.
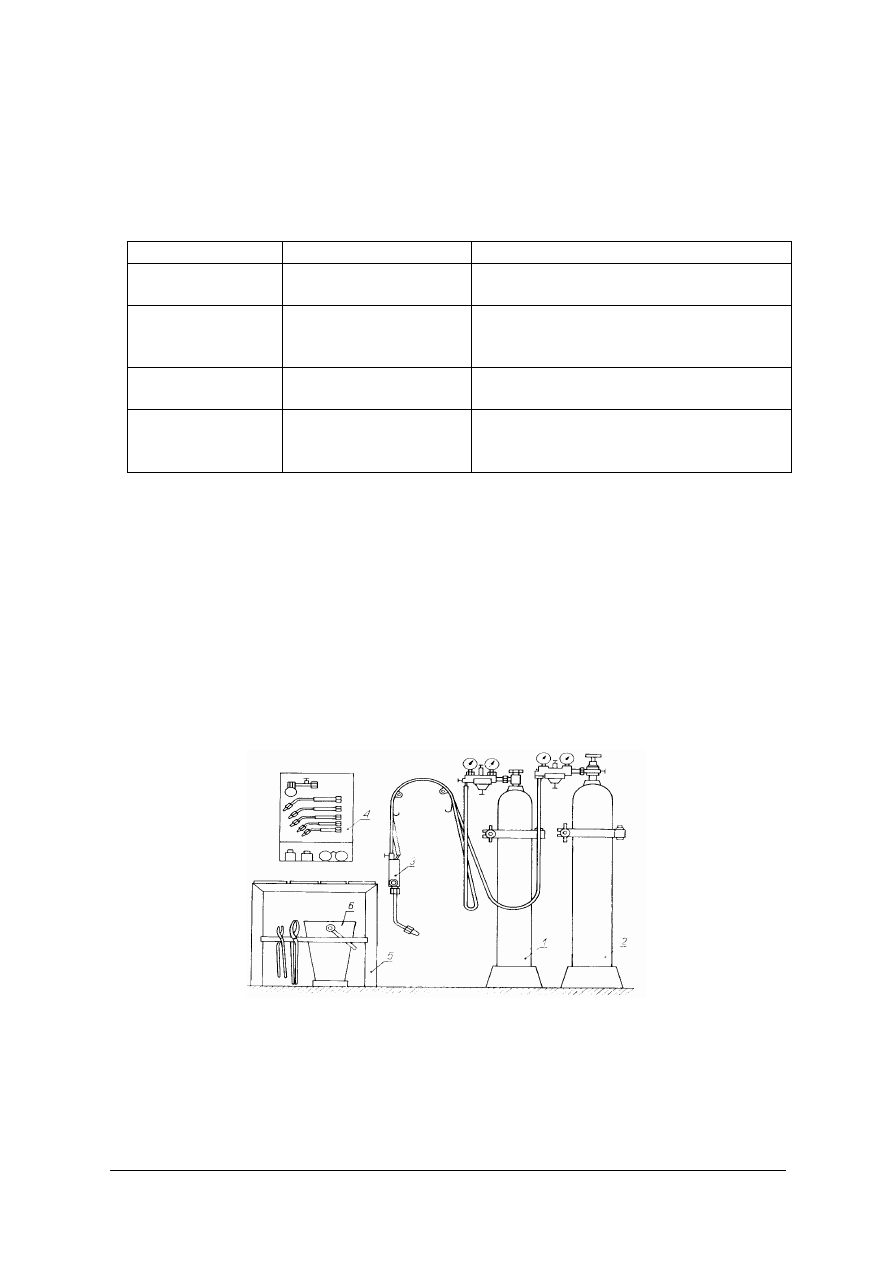
Stanowiska stałe urządza się w miejscach, gdzie występują roboty spawalnicze lub cięcie
tlenem. Wyposażone jest w następujące urządzenia: butle tlenowe i acetylenowe, węże,
reduktory, palniki oraz najpotrzebniejsze przybory.
Rys. 27. Stanowisko stałe do spawania gazowego; 1-butla tlenowa z reduktorem, 2- butla acetylenowa
z reduktorem, 3-palnik z wężami, 4-gablotka z nasadkami do spawania, 5-stół do spawania wyłożony cegłą,
6-wiadro z wodą do studzenia palnika.[6, s. 170]
Stanowisko przewoźne spawacza składa się z butli tlenowej i acetylenowej, które
umieszcza się na wózku wraz z reduktorami, wężami i palnikami. Acetylen przechowuje się
w butli w stalowej przy nadciśnieniu 1,5 MPa zamkniętej zaworem. Butle acetylenowe maluje
się na żółto i oznacz czarnym napisem: ACETYLEN. Tlen przechowywany jest w stalowych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
butlach malowanych na niebiesko z białym napisem: TLEN, przy nadciśnieniu 15 MPa. Butle
z tlenem zamknięte są zaworem mosiężnym, który nie należy smarować tłuszczami, gdyż
w zetknięciu ze sprężonym powietrzem spalają się wybuchowo. Każda butla na stanowisku
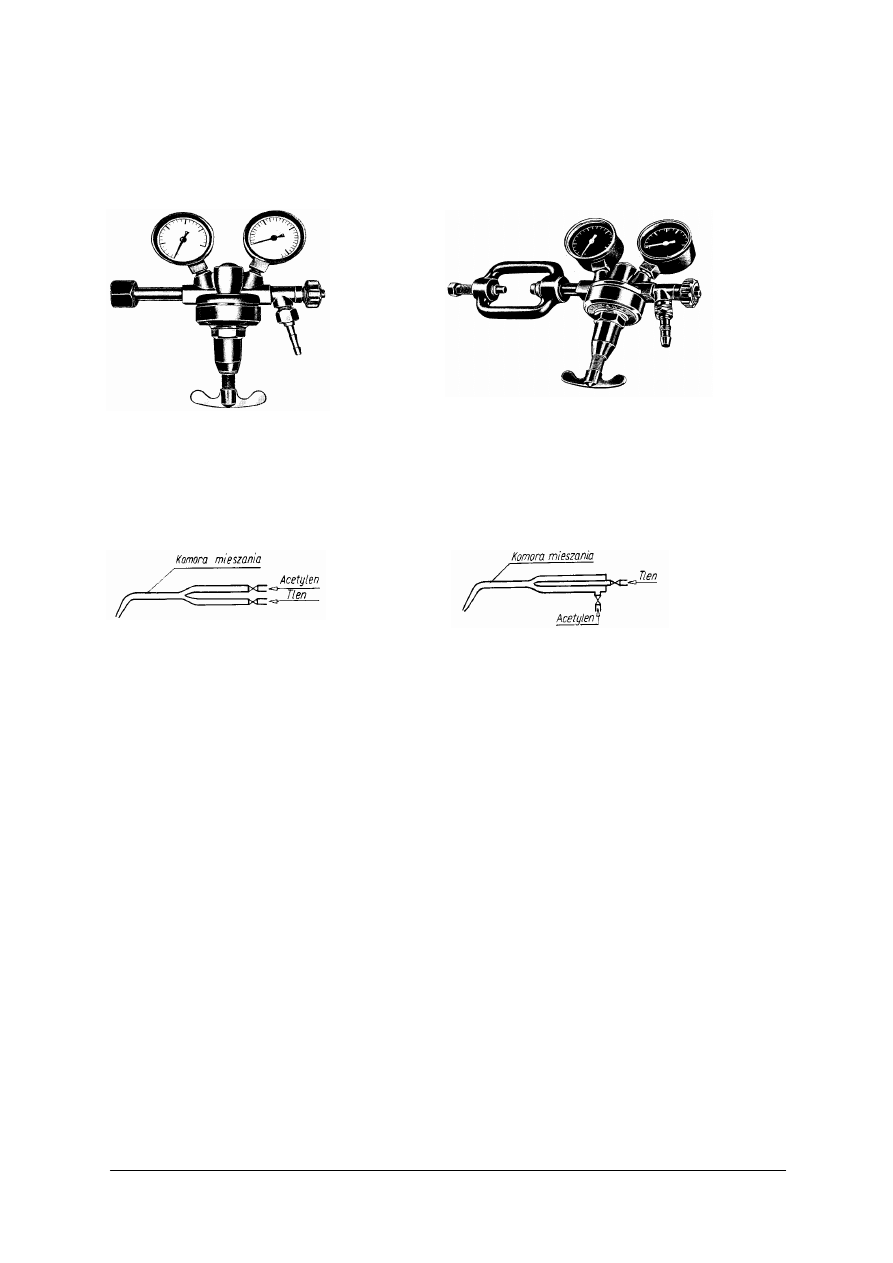
jest wyposażona w reduktor, który służy do obniżania ciśnienia gazów pobieranych z butli do
ciśnienia roboczego i utrzymywanie go przez cały czas pracy bez zmian.
Rys.28. Reduktor butlowy do tlenu typu
RBT-1[1, s. 207]
Rys.29 Reduktor butlowy do acetylenu typu
RBA-0,15[1, s. 211]
Gazy z butli tlenowej i acetylenowej wężami doprowadzane są pod odpowiednim
ciśnieniem do palnika, w którym w komorze mieszania następuje wymieszanie gazów.
Rozróżniamy palniki:
−
wysokiego ciśnienia,
−
niskiego ciśnienia.
Rys.30. Schemat palnika wysokiego ciśnienia
[7, s. 301]
Rys.31. Schemat palnika niskiego ciśnienia [7, s. 301]
W palnikach wysokiego ciśnienia oba gazy mieszające doprowadzane są pod
jednakowym ciśnieniem, wynoszącym 0,1÷0,2 MPa. Palniki niskiego ciśnienia stosuje się
wówczas, gdy różnica ciśnień między tlenem i acetylenem jest znaczna. Są to urządzenia
smoczkowe, w których najczęściej tlen o wyższym ciśnieniu zasysa gaz-acetylen o ciśnieniu
niższym.
Metody spawania gazowego
W praktyce stosuje się różne metody spawania gazowego, które różnią się sposobem
przesuwania palnika i spoiwa. Najczęściej stosuje się:
−
spawanie w lewo,
−
spawanie w prawo,
−
spawanie w górę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
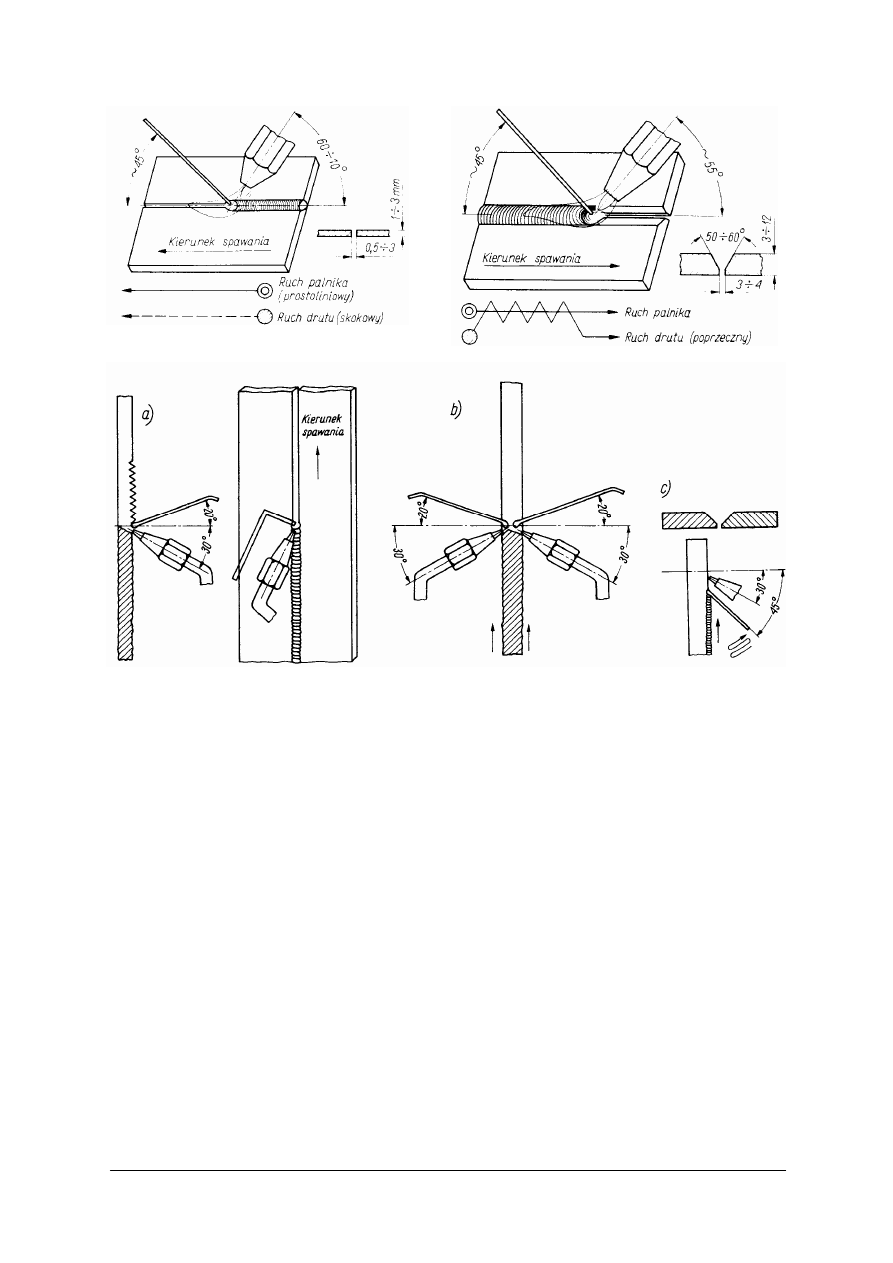
Rys. 32. Schemat spawania metodą w lewo [1, s. 179]
Rys. 33. Schemat spawania metodą w prawo [1, s. 181]
Rys. 34. Schemat spawania metodą w górę, a) spawanie jednostronne, b) spawanie dwustronne, c) spawanie
jednostronne przy materiałach o grubości powyżej 6mm. [1, s. 182]
Cięcie gazowe
Do cięcia gazowego można stosować: tlen, acetylen, propan-butan, gaz miejski i ziemny
oraz wodór stosowany do cięcia pod wodą. Proces cięcia stali tlenem polega na spalaniu
metalu przy współudziale płomienia podgrzewającego. Podczas cięcia powstają tlenki metali,
które topią się i zostają wydmuchiwane przez silny strumień gazu. Proces ten jest możliwy
dla stali niskowęglowych, dla których powstające tlenki metalu mają temperaturę topnienia
niższą niż temperaturę topienia metalu, dlatego metali takich jak żeliwo, miedź, aluminium,
chrom nie można ciąć tlenem. Palnik do ręcznego cięcia tlenem jest palnikiem używanym do
spawania gazowego, do którego jest wmontowana nasadka do cięcia.
Podczas cięcia należy wyregulować płomień. W pierwszej kolejności przy zapaleniu
płomienia otwiera się zawór tlenowy, następnie zawór acetylenowy i zapala się płomień
podgrzewający. Płomień należy wyregulować przez przykręcanie zaworu z acetylenem aż do
wyrównania jąderka. Następnie zakręca się zawór z tlenem i przystępuje się do cięcia.
Nagrzewa się brzegi materiału do koloru jasnoczerwonego, a po nagrzaniu odkręca się zawór
tlenowy. Szybkość prowadzenia palnika powinna być taka aby szczelina nie była zbyt szeroka
i nie nastąpiło przerwanie cięcia. Odległość między powierzchnią materiału ciętego a jądrem
płomienia powinna być stała i wynosi 2÷6mm. Palnikami ręcznymi można przecinać blachy,
ukosować brzegi blach na V lub X
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
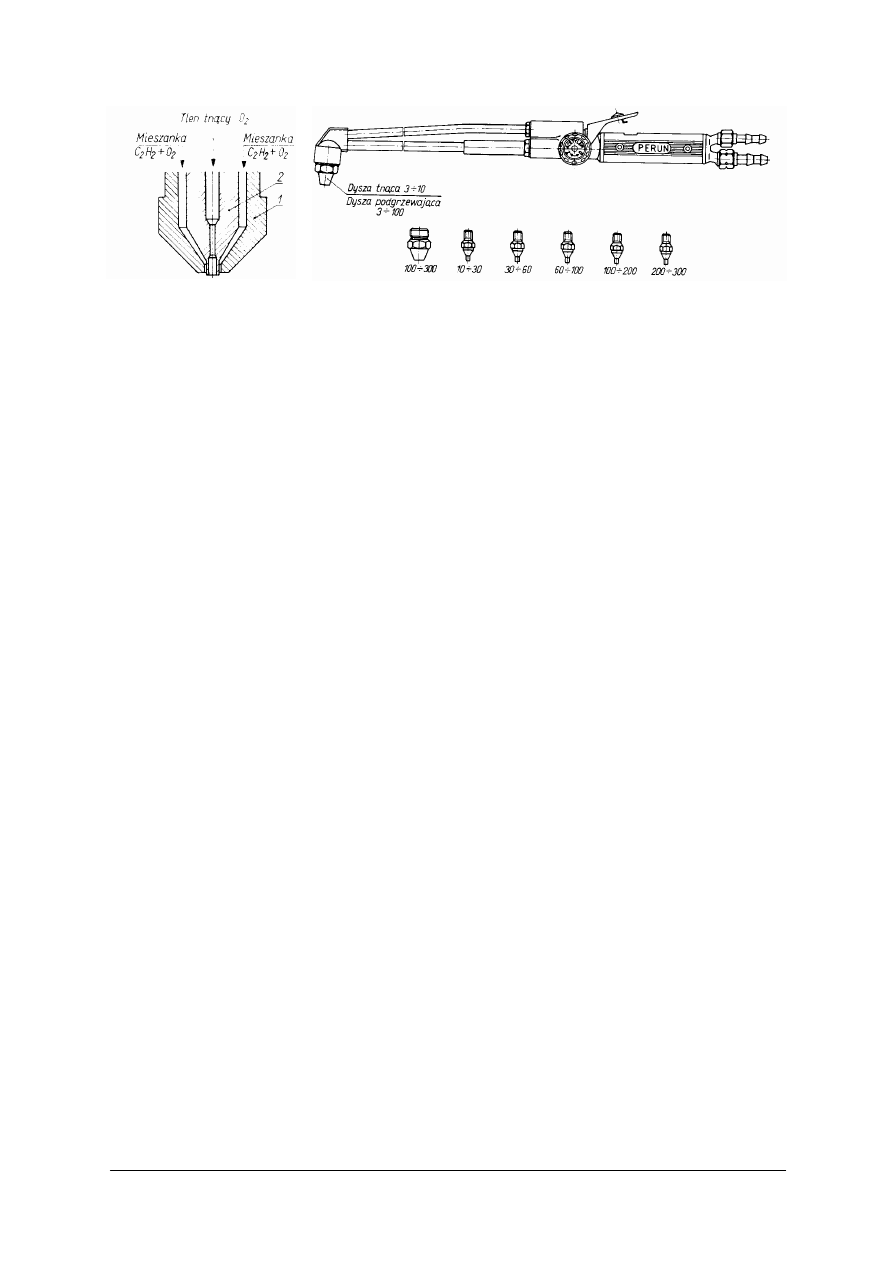
Rys.35. Rozmieszczenie dysz w
palniku do cięcia tlenem, 1-
dysza podgrzewająca, 2-dysza
tnąca [6, s. 227]
Rys.36. Palnik acetylenowo-tlenowy do cięcia typu PC –212A[1, s. 284]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały stosowane są przy spawaniu gazowym
?
2. Jakie zadanie mają do spełnienia topniki
?
3. Jakie urządzenia powinny znajdować się na stanowisku stałym do spawania i cięcia
gazowego
?
4. Dlaczego zaworów butli tlenowych nie można smarować tłuszczami
?
5. Do czego służą reduktory
?
6. Jak jest zbudowany palnik niskiego ciśnienia
?
7. Jakie rozróżniamy metody spawania gazowego
?
8. Jakie strefy wyróżnia się strefy w płomieniu acetylenowo-tlenowym i jakie są ich
temperatury
?
9. Jakie gazy palne stosowane są do cięcia stali
?
10. Na czym polega regulacja płomienia do cięcia tlenem
?
4.4.3. Ćwiczenia
Ćwiczenie 1
Połącz spoiną narożną dwie blachy o grubości 2mm. Po spawaniu blachy powinny być
ustawione pod kątem prostym.
Sposób wykonania ćwiczenia
Aby wykonać zadanie powinieneś:
1) przygotować i sprawdzić sprzęt do spawania gazowego,
2) oczyścić krawędzie przed spawaniem,
3) ustawić prostopadle blachy stycznie z krawędziami wzdłużnymi do spawania w pozycji
poziomej odgórnej,
4) wykonać wstępne spawanie sczepiające,
5) wykonać spoiny łączące,
6) usunąć zgorzelinę,
7) sprawdzić poprawność wykonanego ćwiczenia,
8) zastosować odzież ochronną i sprzęt ochrony osobistej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Wyposażenie stanowiska pracy:
−
przewoźne stanowisko do spawania i cięcia gazowego z osprzętem spawalniczym,
−
przyrządy ślusarskie,
−
kątownik,
−
młotek spawalniczy,
−
szczotka druciana,
−
odzież ochronna i sprzęt ochrony osobistej.
Ćwiczenie 2
Z blachy o grubości 4mm wytnij palnikiem krążek o średnicy 200mm.
Sposób wykonania ćwiczenia
Aby wykonać zadanie powinieneś:
1) przygotować i sprawdzić sprzęt do spawania gazowego,
2) wytrasować krążek na blasze,
3) wyciąć krążek za pomocą palnika umieszczonego na wózku do prowadzenia palnika,
4) oczyścić krawędzie,
5) sprawdzić poprawność wykonanego ćwiczenia,
6) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
blacha o grubości 4mm,
−
przewoźne stanowisko do spawania i cięcia gazowego z osprzętem spawalniczym,
−
wózek do prowadzenia palnika po okręgu,
−
przyrządy ślusarskie,
−
młotek spawalniczy,
−
szczotka druciana,
−
odzież ochronna i sprzęt ochrony osobistej.
4.4.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) wymienić materiały stosowane są do spawania gazowego?
2) określić, od czego zależy dobór topników i spoiw?
3) dobrać topniki i spoiwa do różnych gatunków stali?
4) rozpoznać butle z tlenem i acetylenem?
5) wyjaśnić sposób prowadzenia palnika podczas spawania?
6) wyjaśnić spawanie w lewo i w prawo?
7) scharakteryzować gazy stosowane są do spawania gazowego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.5. Cięcie i spawanie elektryczne
4.5.1. Materiał nauczania
Cięcie i spawanie elektryczne
Cięcie termiczne
Źródłem ciepła jest przy cięciu najczęściej: płomień acetylenowo-tlenowy, łuk
elektryczny, strumień plazmy lub wiązka laserowa. Cięcie przy spawaniu elektrycznym to
cięcie łukowe elektrodą węglową lub metalową. Polega na wytapianiu szczeliny w pełnym
metalu w strumieniu czystego tlenu. Cięcie gazowo-łukowe polega na podgrzaniu metalu
ciepłem łuku elektrycznego i jednoczesnym miejscowym spalaniu metalu w strumieniu
czystego tlenu. Obecnie można ciąć termicznie wszystkie metale i stopy stosowane
w przemyśle a nawet beton i kamień. Grubość przecinanego metalu 1-3mm. W zależności od
stosowanych rozróżnia się cięcie termiczne ręczne i maszynowe, może być wykonywane
w sposób zautomatyzowany za pomocą mechanizmów prowadzących pilniki wg określonych
linii.
Specjalne metody cięcia.
Większości wysokostopowych stali i metali nieżelaznych nie można ciąć za pomocą tlenu
ze
względu
na
powstawanie
wysokotopliwych
tlenków.
Podczas
cięcia
stali
wysokostopowych i metali nieżelaznych oraz ich stopów stosuje się metody, które pozwalają
dostarczyć do miejsca cięcia jak największą ilość ciepła koniecznego do stopienia metalu,
a nie do jego spalenia. Najczęściej stosowane są następujące metody cięcia:
−
tlenowo-proszkowe, w których źródłem ciepła jest proszek żelaza spalający się
w atmosferze tlenu;
−
łukowe i tlenowo-lukowe, w których tnie się elektrodami metalowymi lub węglowymi,
stosując niekiedy dla zintensyfikowania procesu dodatkowy nadmuch tlenu w miejsce
cięcia;
−
lancą, rurą ze stali niskowęglowej, wypełnioną drutami z takiej samej stali, w której
źródłem ciepła jest spalanie się końcówki lancy w strumieniu tlenu (niekiedy druty
zastępuje się proszkiem żelaznym, podawanym strumieniem tlenu). Lance stosuje się
zarówno do przecinania materiałów metalicznych, jak i do niemetalicznych.
Cięcie metodami wysokoenergetycznymi
Cięcie plazmowe
Pozwala ono ciąć wszelkie metale i ich stopy oraz ceramikę. Metoda ta polega na tym, że
pomiędzy elektrodą wolframową a materiałem przecinanym przepływa strumień plazmy,
utworzony przez łuk elektryczny i doprowadzane gazy. Strumień plazmy, którego
temperatura wynosi ponad 14000 K, topi i odparowuje materiał cięty, a następnie
wydmuchuje ciekły materiał i jego pary na zewnątrz, tworząc szczelinę o szerokości 3-4mm.
Rozróżnia się dwa rodzaje palników: o tuku wewnętrznym i zewnętrznym. Przy
wewnętrznym - łuk jarzy się miedzy elektrodą a miedzianą dyszą. Palniki te są przeznaczone
do przecinania materiałów nie przewodzących prądu elektrycznego. W palnikach o łuku
zewnętrznym - jarzy się on między elektrodą a przecinanym materiałem przewodzącym prąd
elektryczny. Często gazy plazmotwórcze zastępowane są powietrzem i stąd pochodzi nazwa
„plazma powietrzna”. W tym wypadku elektrodę wolframową zastępuje elektrodą cyrkonową,
mniej podatną na utlenianie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Cięcie laserem
W tej metodzie materiał cięty zostaje miejscowo nagrzany do wysokiej temperatury przez
absorpcję promieniowania laserowego, a następnie odparowany. Laserem można ciąć blachy
stalowe, blachy pokrywane warstwami ochronnymi, drewno, tworzywa sztuczne i inne
materiały. Metoda ta pozwala bardzo dokładnie kontrolować moc promieniowania oraz ilość
doprowadzonego ciepła.
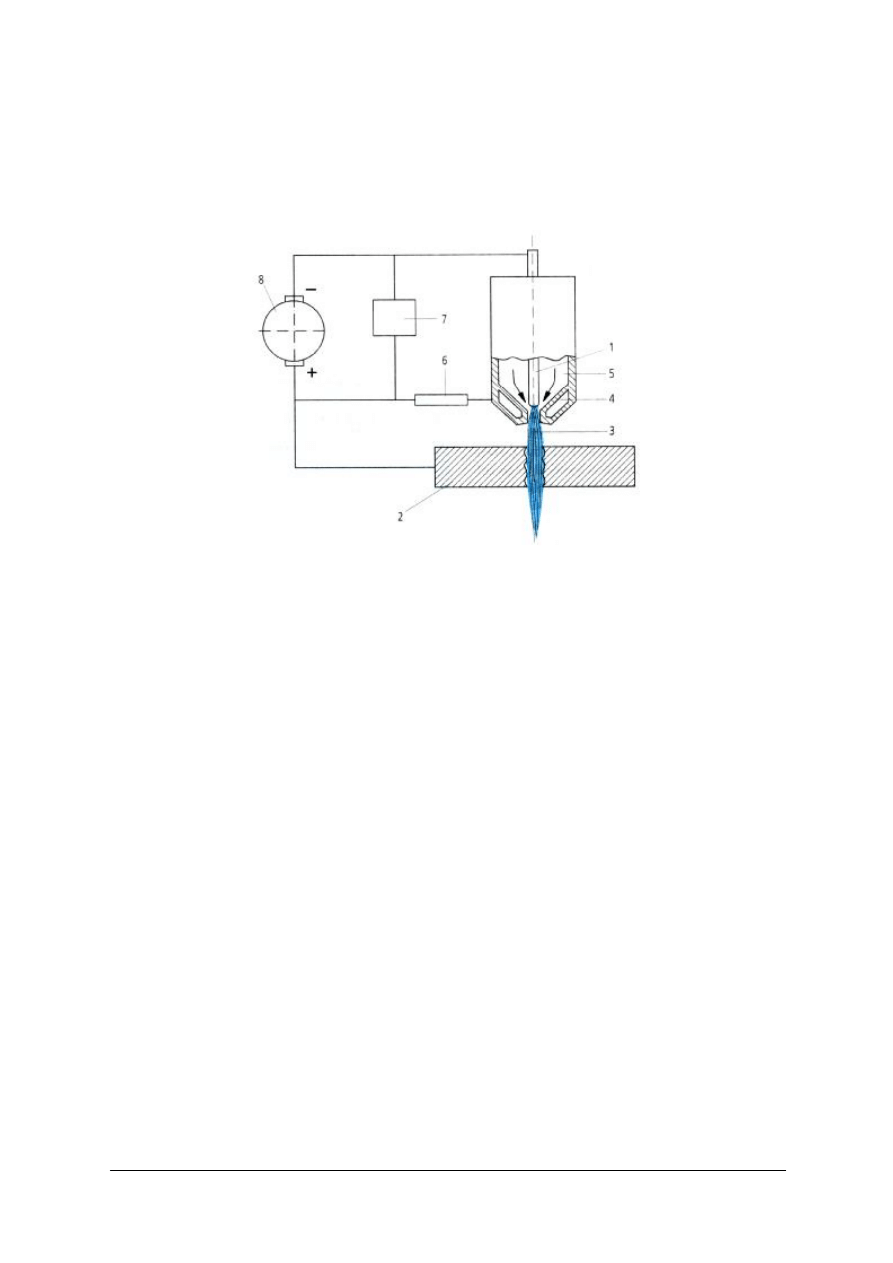
Rys.37. Schemat urządzenia do cięcia laserem: 1. elektroda, 2. materiał cięty, 3. strumień plazmy, 4. chłodzenie,
5. doprowadzenie gazów, 6. opornik, 7. jonizator, 8. źródło prądu [10, s. 166]
Spawanie elektryczne.
Źródłem ciepła w spawaniu elektrycznym jest łuk elektryczny, jarzący się między
elektrodą a spawanym przedmiotem. Stopiony metal z elektrody i nadtopione krawędzie
spawanego materiału tworzą jeziorko spawalnicze, które po zakrzepnięciu zamienia się
w spoinę. Podczas spawania łuk elektryczny i jeziorko ciekłego metalu znajdują się pod
osłoną gazów stanowiących ochronę przed dostępem tlenu i azotu z atmosfery. Źródłem
prądu stałego są spawarki prostownikowe, natomiast prądu przemiennego - transformatory
spawalnicze.
Spawanie elektrodami otulonymi
Elektrody otulone wykonywane są w postaci krótkich odcinków drutu pełniącego rolę
spoiwa pokrytego otuliną. Otulina jest złożona z substancji potrzebnych do prawidłowego
przebiegu procesów metalurgicznych podczas spawania. Zależnie od stosunku zewnętrznej
średnicy otuliny do średnicy drutu elektrodowego rozróżnia się elektrody cienko, średnio i
grubo otulone.
Do zadań otuliny należą:
−
jonizacja warstewki powietrza dla umożliwienia stabilnego jarzenia się tuku
elektrycznego,
−
tworzenie gazów ochronnych, zabezpieczających łuk i jeziorko spawalnicze przed
dostępem tlenu i azotu z powietrza,
−
tworzenie żużla stanowiącego ochronę świeżo wykonanej spoiny i zmniejszenie jej
szybkości chłodzenia,
−
powodowanie reakcji metalurgicznych obniżających zawartość S i P oraz wprowadzenie
dodatków stopowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
W zależności od składu chemicznego otuliny rozróżnia się elektrody: kwaśne (A), kwaśno-
rutylowe (AR), zasadowe (B), celulozowe (C), utleniające (O), rutylowe średnio otulone (R),
rutylowe grubo otulone (RR) oraz inne (V).
Charakter otuliny decyduje o własnościach uzyskanych złącz.
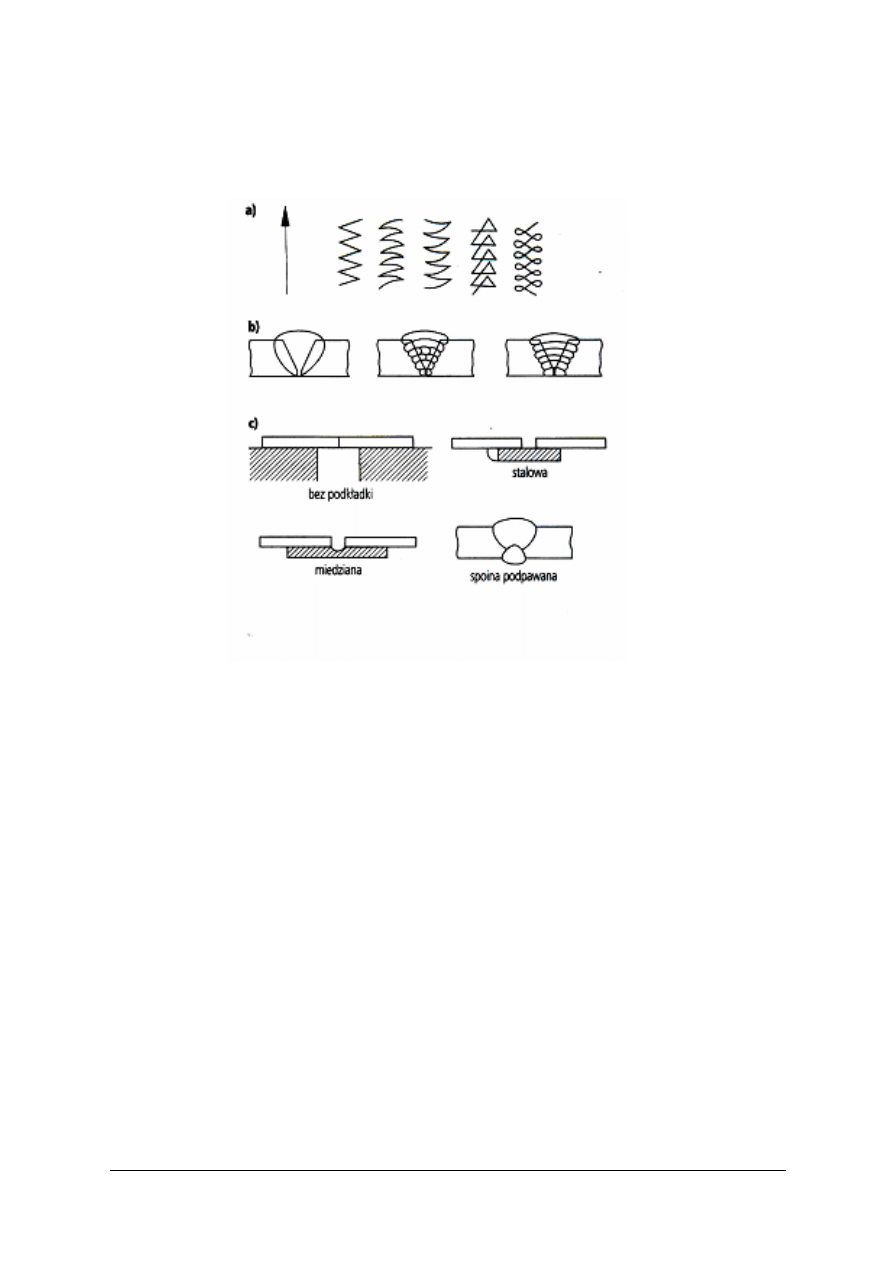
Rys. 38. Elementy spawania łukowego: a) ściegi spawalnicze, b) sposoby wypełniania rowka, c) podkładki przy
spawaniu [10, s. 163]
Technologia spawania
Podczas spawania elektrodami otulonymi stosuje się natężenia prądu w przedziale 60-
360A przy napięciu 18-35 V. Prąd przypadający na elektrodę określa się w przybliżeniu
z zależności (15+d)d, gdzie d - średnica elektrody. Odpowiednio do rodzaju elektrod długość
łuku wynosi (0,5-1)d, prędkość stapiania elektrody do 2 min. Pozwala to na stopienie w ciągu
godziny około 2 kg spoiwa. Dodanie do otuliny sproszkowanego żelaza (elektrody bardzo
grubo otulone) pozwala dwukrotnie zwiększyć wydajność. Spoiny wykonuje się ściegiem
prostym (w wyjątkowych przypadkach) lub zukosowanym. Mogą one być jedno lub
wielowarstwowe. Przetop wykonuje się bez podkładki lub na podkładkach, ewentualnie jako
podpawany.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz specjalne metody cięcia
?
2. Wyjaśnij, na czym polega cięcie plazmowe?
3. Wyjaśnij metodę cięcia laserowego
?
4. Jakie znasz cechy charakterystyczne spawania łukowego
?
5. Jakie są zadania otuliny podczas spawania elektrodą otuloną?
6. Na czym polega zjawisko przetopu podczas spawania
?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.5.3. Ćwiczenia
Ćwiczenie 1
Na podstawie normy rozróżnij spoinę czołową i pachwinowa oraz przedstaw na rysunku.
Nazwij elementy złącza spawanego, określ symbol.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) z normy złącz spawanych dobrać przekroje złącz,
2) narysować złącza, oznaczyć,
3) nazwać i scharakteryzować spoiny, określić przeznaczenie.
Wyposażenie stanowiska pracy:
– tablice spoin
– normy,
– przybory rysunkowe,
– specjalistyczne oprogramowanie komputerowe.
Ćwiczenie 2
Dwie blachy o grubości 4mm połączyć spoiną pachwinową. Po spawaniu blachy
powinny być wzajemnie prostopadłe w kształcie symetrycznej litery T - w widoku
poprzecznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować i sprawdzić sprzęt do spawania łukowego,
2) dobrać parametry spawania elektrycznego,
3) dobrać elektrodę,
4) oczyścić krawędzie przed spawaniem,
5) ustawić blachy do spawania w pozycji poziomej bocznej,
6) wykonać wstępne spawanie sczepiające,
7) wykonać spoinę pachwinową w dwóch przejściach,
8) usunąć żużel,
9) sprawdzić poprawność wykonanego ćwiczenia,
10) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
stanowisko do spawania elektrycznego wraz z osprzętem,
−
przyrządy ślusarskie,
−
przymiar kreskowy,
−
kątownik,
−
młotek spawalniczy,
−
szczotka druciana,
−
odzież ochronna i sprzęt ochrony osobistej.
Ćwiczenie 3
Zespawać ramę furtki z kątowników stalowych 40x40x3. Wymiary ramy furtki wynoszą
1200x1600.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować i sprawdzić sprzęt do spawania łukowego,
2) dobrać parametry spawania elektrycznego,
3) dobrać elektrodę,
4) wyciąć po 2 elementy na wymiar 1200 i 1600 za pomocą przecinarki tarczowej,
5) przyciąć odpowiednio końcówki (jedno z ramion) kątowników pod kątem 45
0
i zeszlifować krawędzie,
6) oczyścić krawędzie przed spawaniem,
7) ustawić kątowniki do spawania w pozycji tak, aby ich ramiona tworzyły obwód
zamknięty,
8) wykonać sczepianie spoinami punktowymi,
9) wykonać spawanie ramion ułożonych do spawania czołowego,
10) wykonać spoiny narożne,
11) usunąć żużel,
12) sprawdzić poprawność wykonanego ćwiczenia,
13) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
kątowniki stalowe,
−
stanowisko do spawania elektrycznego wraz z osprzętem,
−
elektrody,
−
przymiar kreskowy,
−
kątownik,
−
młotek spawalniczy,
−
szczotka druciana,
−
odzież ochronna i sprzęt ochrony osobistej.
4.5.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) nazwać elementy procesu spawania łukowego?
2) scharakteryzować elektrody otulone?
3) wyjaśnić zalety i wady spawania elektrodą otuloną?
4) nazwać źródła ciepła stosowane przy cięciu?
5) scharakteryzować cięcie plazmowe?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.6. Spawanie w osłonie gazów
4.6.1.Materiał nauczania
Spawanie w osłonie gazów ochronnych.
Obecnie stosowane są następujące metody spawania w osłonie gazów ochronnych:
−
metoda TIG (WIG - Tungsten Inert Gas) - łuk jarzy się między nietopliwą elektrodą
a materiałem w osłonie argonu lub helu,
−
metoda MIG (Metal Inert Gas) - elektroda metalowa topi się w osłonie argonu lub helu,
−
metoda MAG (Metal Active Gas) - elektroda metalowa topi się w osłonie CO
2
(gaz
aktywny) lub jego mieszankach z innymi gazami spawalniczymi, spawanie plazmowe,
−
spawanie plazmowe.
Do zalet spawania w osłonie gazów ochronnych należą: duża wydajność, łatwość
obserwacji układania spoin, dobre własności mechaniczne połączeń, możliwość spawania
w różnych pozycjach, możliwość mechanizacji i robotyzacji spawania. Do wad należą: duży
rozprysk metalu, konieczność stosowania drutów o stosunkowo małej średnicy, brak
możliwości wprowadzania składników stopowych.
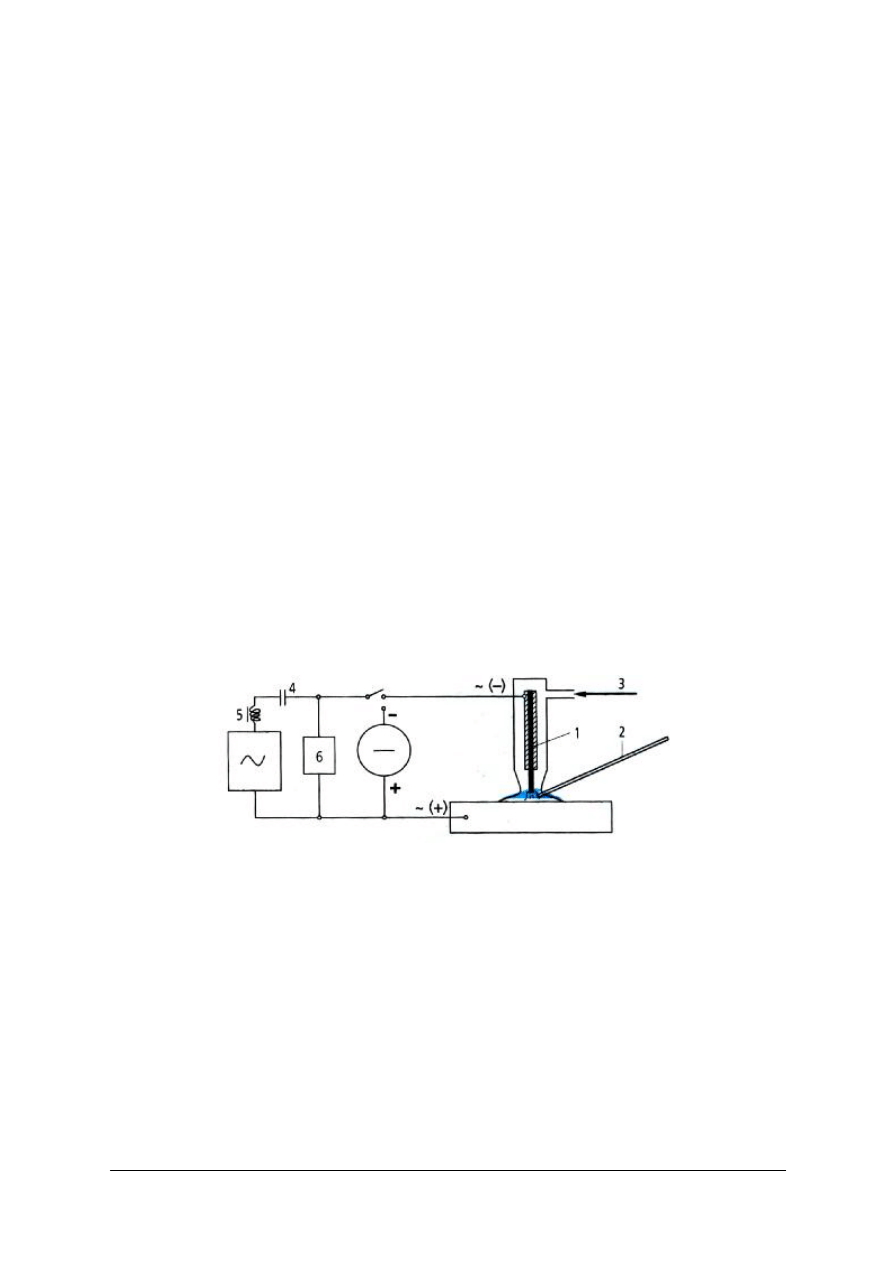
Metoda TIG
Łuk jarzy się między nietopliwą elektrodą wolframową a materiałem spawanym
w osłonie gazu ochronnego. Urządzenie do spawania jest zasilane prądem stałym lub
przemiennym. Łuk zajarza się przy użyciu jonizatorów wielkiej częstotliwości. Metodę TIG
stosuje się do spawania aluminium i jego stopów - przy zasilaniu prądem przemiennym,
a miedzi i jej stopów oraz stali wysokostopowych - przy zasilaniu prądem stałym (minus na
elektrodę). Metoda nadaje się również do spawania stali niskowęglowych i niskostopowych.
Nie stosuje się jej powszechnie ze względu na wysokie koszty.
Rys.39. Schemat stanowiska do spawania metodą TIG: 1. elektroda, 2. drut, 3. gaz osłonowy, 4. kondensator,
5. dławik, 6. jonizator [10, s. 166]
Spawanie metodami MIG i MAG
Spawanie przy pomocy elektrody topliwej w osłonie gazowej może się odbywać przy
zastosowaniu gazów obojętnych (MIG) lub aktywnych (MAG). Podczas spawania w łuku topi
się elektroda drutowa, przesuwana przy pomocy podajnika przez styk prądowy. Drut
przechodzi przez dyszę, do której doprowadzany jest gaz osłonowy. Topiący się drut, który
jest materiałem dodatkowym, tworzy razem ze stopionymi krawędziami spawanego materiału
spoinę. Spawanie obydwoma metodami przeprowadza się przy bardzo dużych gęstościach
prądowych, co powoduje szybkie topienie się drutu elektrodowego. Wydajność dochodzi
nawet do 10 kg/godz. Przy tych metodach istnieją trzy sposoby przechodzenia metalu
z elektrody do spoiny: natryskowy, kroplowy i mieszany. W pierwszym przypadku metal
przechodzi w postaci bardzo drobnych kropelek, nie powodując zwarć luku. Uzyskuje się to
przez zastosowanie bardzo dużych natężeń prądu spawania (dotyczy to głównie spawania
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
metodą MIG, w przypadku MAG dla uzyskania tego efektu trzeba zrezygnować z czystego
CO
2
i zastąpić go mieszanką gazową). Przy mniejszych natężeniach prądu metal przechodzi
w postaci stosunkowo grubych kropli, co powoduje okresowe zwieranie tuku elektrycznego
i w pewnym stopniu zakłóca stabilność procesu.
Metodą MIG spawa się te same materiały co metodą TIG, jednak jest ona znacznie
tańsza. Natomiast metoda MAG służy wyłącznie do spawania stali niskowęglowych
i niskostopowych.
Podczas spawania metodami MIG/MAG szybkość podawania drutu jest stała i nie zależy
od napięcia w łuku elektrycznym. Stała długość końcówki drutu wychodzącej z łuski
zasilającej jest utrzymywana na zasadzie samoregulacji. Aby w czasie spawania nie dopuścić
do zdmuchiwania osłony gazowej, należy proces ten prowadzić w pomieszczeniach
zabezpieczonych przed dużym ruchem powietrza, a przy spawaniu w terenie - stosować
odpowiednie osłony, zabezpieczające przed wiatrem.
Rys. 40. Stanowisko do spawania metodą MIG/MAG [10, s. 166]
Obecnie do spawania stosuje się coraz częściej druty proszkowe (rdzeniowe). Wykonuje
się je ze zwiniętej taśmy stalowej. Wewnątrz są one wypełnione składnikami żużlotwórczymi
oraz żelazostopami. W ten sposób wprowadza się do spoiny dodatki stopowe. Dzięki łatwości
dobrania odpowiedniego składu chemicznego znajdują one coraz większe zastosowanie
zarówno przy spawaniu, jak i napawaniu.
Nowoczesne metody spawania
Spawanie wiązką elektronów
Metoda ta polega na wykorzystaniu strumienia elektronów jako źródła ciepła do
miejscowego nadtapiania łączonych elementów. Elektrony emitowane z katody z dużą
prędkością przepływają w kierunku anody, którą jest spawany przedmiot. Maksymalne
skupienie wiązki elektronów osiąga się za pomocą dodatkowej anody oraz soczewek
elektromagnetycznych.
Metodę tę stosuje się wszędzie tam, gdzie wymagane są połączenia o ściśle określonych
właściwościach, w przemyśle elektrotechnicznym, samochodowym, technice jądrowej
i energetyce. Grubość spawanych materiałów wynosi od 0,05 do 300mm. Metodą
elektronową można spawać metale trudnotopliwe i stopy o dużej wytrzymałości. Nie wolno
natomiast spawać cynku i jego stopów, żeliwa szarego oraz niskowęglowych stali
nieuspokojonych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Spawanie laserowe
Metoda ta jest obecnie najnowocześniejszym procesem łączenia. Polega ona na topieniu
łączonych przedmiotów ciepłem otrzymanym w wyniku doprowadzenia do złącza
skoncentrowanej wiązki światła o dużej gęstości energii. Do celów spawalniczych najczęściej
stosuje się lasery gazowe CO
2
.
Wszystkie materiały spawane elektronowo można też spawać laserowo. Naprężenia
i odkształcenia spawalnicze praktycznie nie występują. Zastosowanie: przemysł kosmiczny,
lotniczy, samochodowy, elektroniczny i medyczny.
Spawanie plazmowe
Cechą charakterystyczną tej metody jest wykorzystanie łuku elektrycznego, który od
elektrody wolframowej przechodzi do przedmiotu przez dyszę o małym przekroju
poprzecznym i nie może się rozszerzać, jak przy łuku swobodnym. Słupek łuku ma kształt
stożka o bardzo małej zbieżności i dysponuje dużą gęstością energii, która umożliwia zmianę
otaczającego gazu w plazmę. Dzięki zmianom warunków jarzenia i zjawiskom zachodzącym
w łuku odznacza się on wysoką temperaturą, równomiernie rozłożoną na całym przekroju
poprzecznym.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
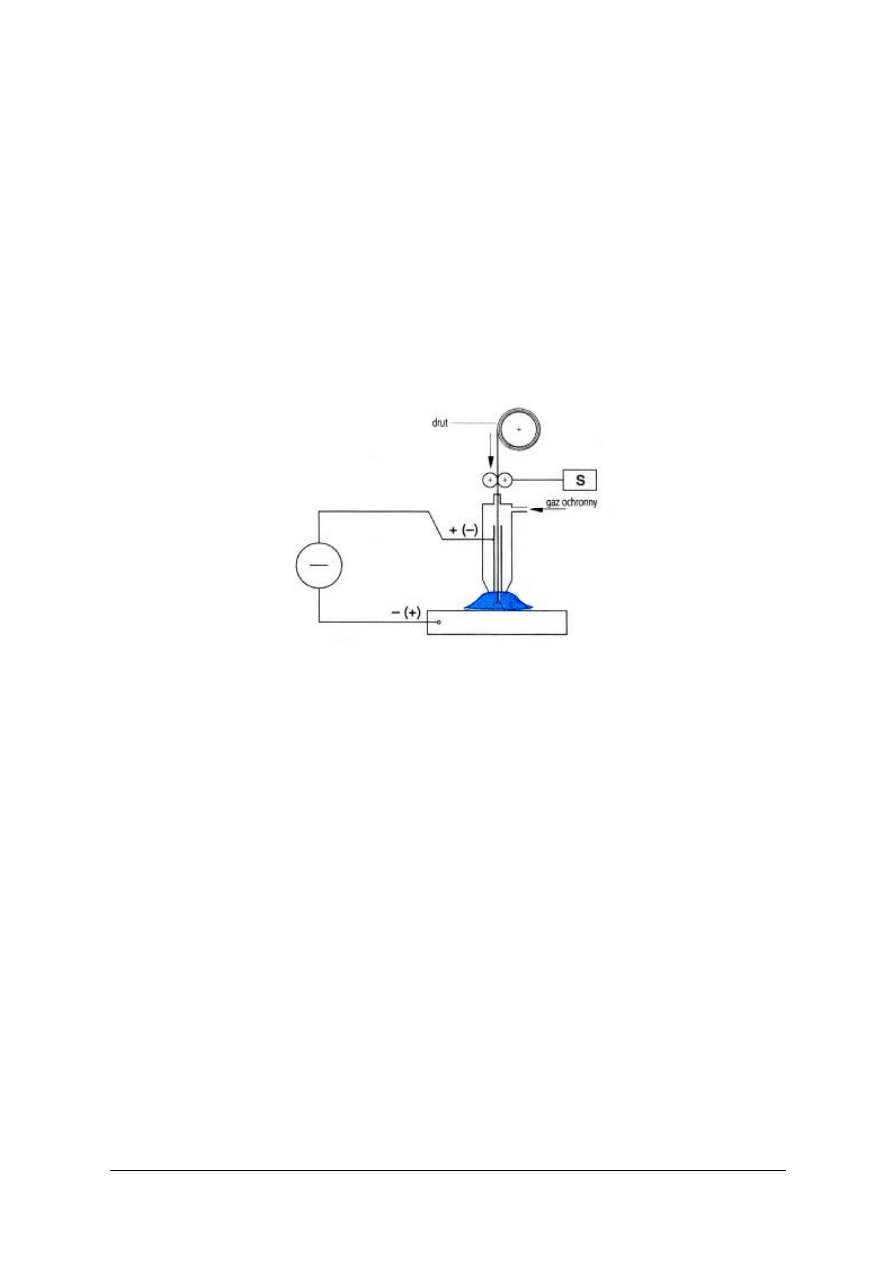
1. Jakie znasz metody spawania w osłonie gazów ochronnych?
2. Do spawania jakich materiałów stosuje się metodę spawania TIG
?
3. Jakie są różnice w spawaniu metodami: MIG i MAG?
4. W jaki sposób wykonuje się spawanie metodą MIG z zastosowaniem drutu proszkowego
(rdzeniowego)?
5. Jakie są zalety spawania elektronowego w porównaniu z laserowym
?
6. Jakie materiały można spawać metodą elektronową
?
4.6.3. Ćwiczenia
Ćwiczenie 1
Przygotuj stanowisko do spawania metodą TIG.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wskazać odzież ochronną,
2) zapoznać się z instrukcją obsługi urządzenia do spawania,
3) przygotować materiały i oprzyrządowanie.
Wyposażenie stanowiska pracy:
–
odzież ochronna,
–
stanowisko do spawania metodą TIG,
–
instrukcja obsługi,
–
procedura postępowania podczas przygotowania urządzenia spawalniczego do pracy.
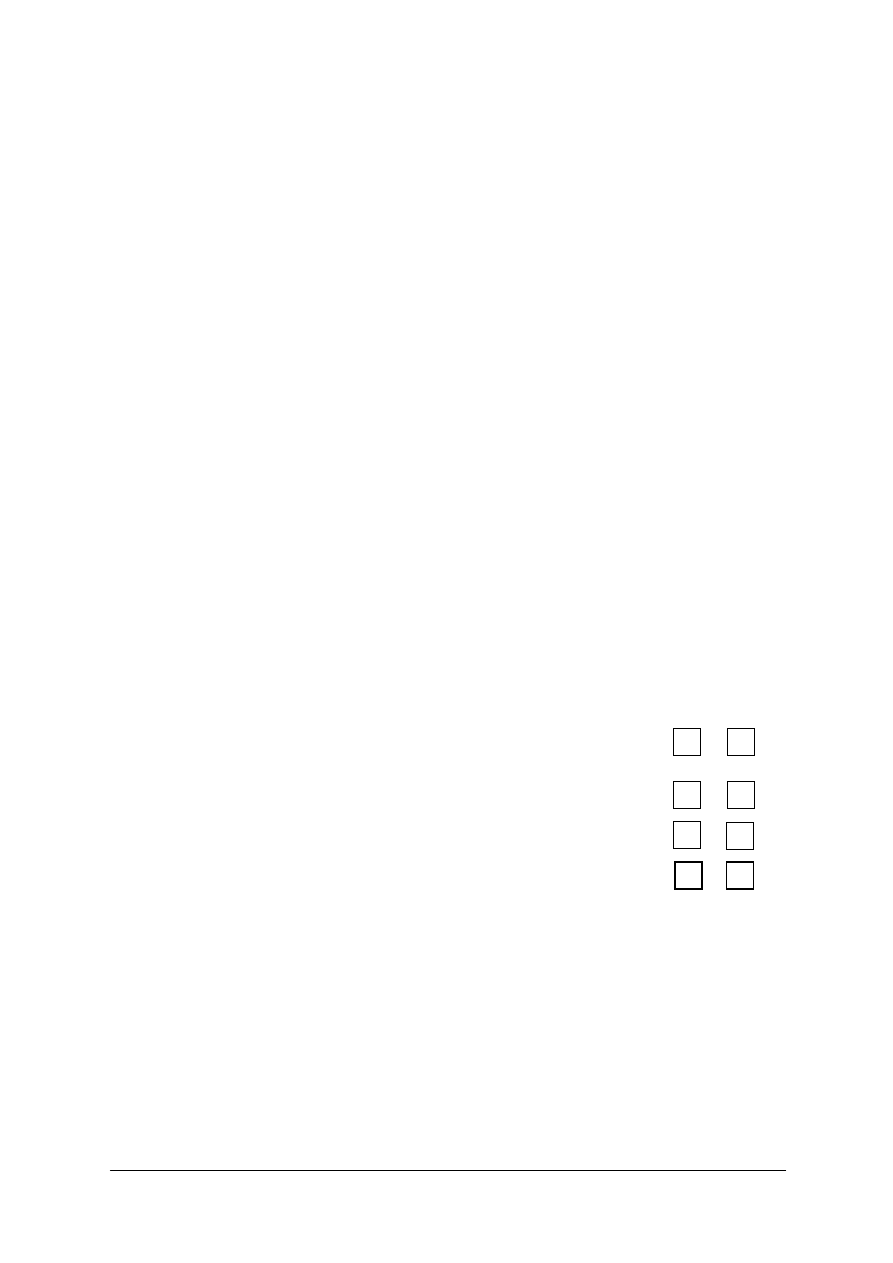
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Ćwiczenie 2
Wykonaj spawanie bez spoiwa metodą TIG tulei z blachy mosiężnej. Półfabrykat
zwinięty na walcarce z blachy o grubości 2mm, o brzegach podniesionych do spawania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować i sprawdzić sprzęt do spawania metodą TIG,
2) dobrać parametry spawania,
3) oczyścić i odtłuścić krawędzie przed spawaniem,
4) zacisnąć tuleję w przyrządzie do uzyskania styku łączonych krawędzi,
5) ustawić tuleję do spawania w pozycji poziomej odgórnej,
6) sprawdzić poprawność ukształtowania końcówki elektrody, w razie potrzeby poprawić
zaostrzyć końcowego stożka elektrody,
7) uaktywnić łuk elektryczny,
8) wykonać spoinę,
9) sprawdzić poprawność wykonanego ćwiczenia,
10) zastosować odzież ochronną i sprzęt ochrony osobistej.
Wyposażenie stanowiska pracy:
−
tuleja mosiężna,
−
stanowisko do spawania metodą TIG wraz z osprzętem,
−
oprzyrządowanie specjalistyczne,
−
odzież ochronna i sprzęt ochrony osobistej.
4.6.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) dobrać urządzenia spawalnicze do wskazanej metody spawania
w osłonie gazów ?
2) rozróżnić metody spawania wiązką elektronów i plazmową?
3) wyjaśnić wady spawania w osłonie gazów ochronnych?
4) przedstawić technologię spawania elektrodami otulonymi?
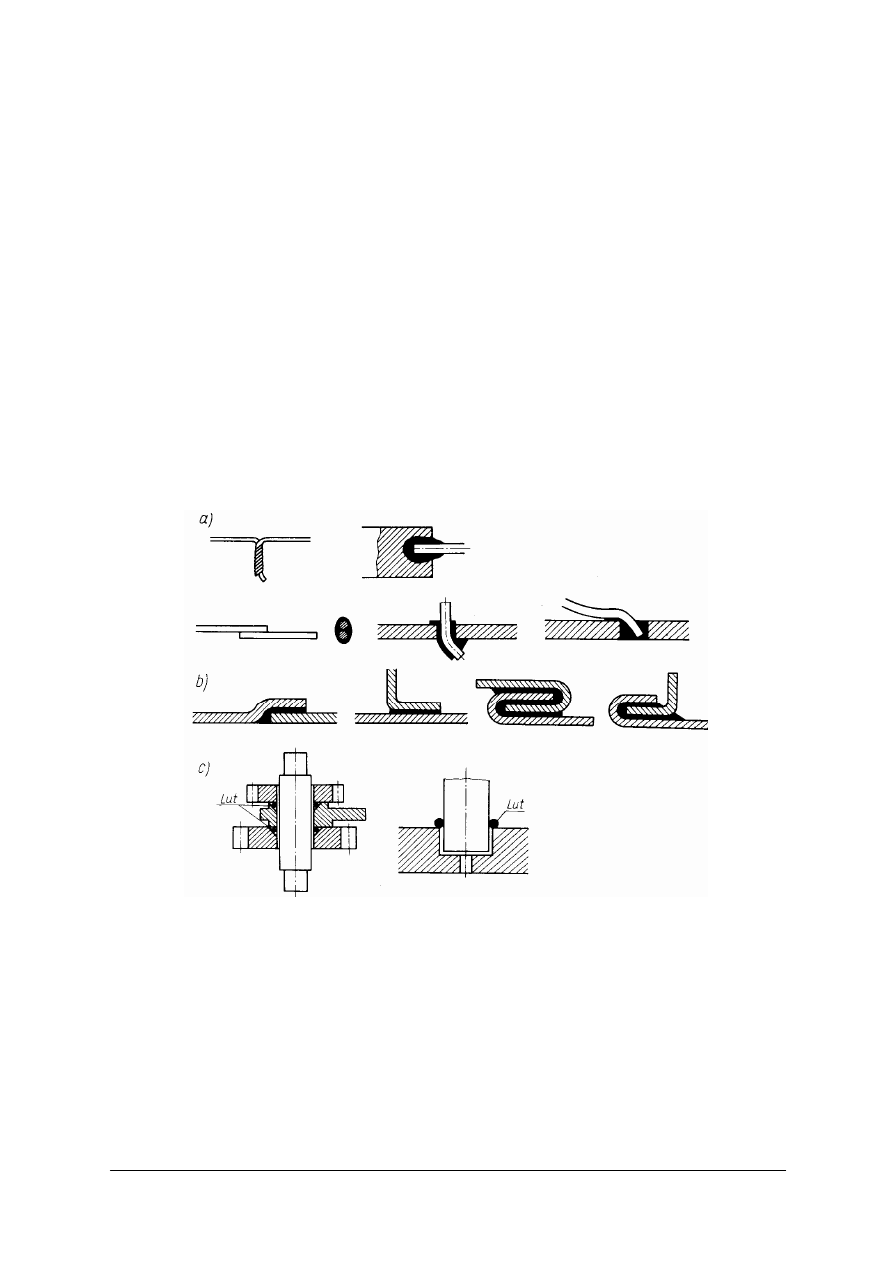
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.7. Lutowanie
4.7.1. Materiał nauczania
Lutowanie polega na łączeniu jednego lub różnych gatunków metali za pomocą spoiwa
(lutu), którego temperatura topnienia jest niższa od temperatury łącznych metali. W czasie
lutowania łączone części pozostają w stanie stałym, a stopiony lut przenika do szczeliny
między nimi. Połączenie stopionego lutu z materiałem powstaje wskutek przenikania cząstek
lutu do materiału i odwrotnie. Proces lutowania wymaga zwilżenia płynnym lutem łączonego
metalu. Powierzchnia metalu zostaje wtedy zwilżona, gdy lut nie grupuje się w oderwane
krople, lecz tworzy na niej nieprzerwaną błonę. Lutować można stale węglowe, stopowe,
metale nieżelazne i ich stopy, żeliwa szare i ciągliwe. Połączenia lutowane stosuje się
w przemyśle elektronicznym, maszynowym, spożywczym i budowlanym. W elektrotechnice
połączenia lutowane znajdują zastosowanie do łączenia przewodów elektrycznych, dlatego
powinny zapewniać przewodność prądu. W przemyśle maszynowym mają zastosowanie przy
wytwarzaniu skomplikowanych części, których wykonanie jest trudne i kosztowne. Część
taką składać można z materiałów o różnych własnościach, a po lutowaniu obrabiać cieplnie.
Lutowanie jest stosowane podczas prac blacharskich oraz w naprawianiu uszkodzonych
odlewów.
Rys. 41. Połączenia lutowane a) w elektrotechnice, b) złącza blach, c) złącza w przemyśle maszynowym
[1, s. 294]
Stosuje się następujące rodzaje lutowania:
−
lutowanie miękkie,
−
lutowanie twarde,
−
lutospawanie.
Lutowanie miękkie
Lutowanie miękkie polega na łączeniu części metalowych lutem miękkim ( stop cyny
z ołowiem), którego temperatura topnienia wynosi 185÷300
0
C. Luty do lutowania miękkiego
wykonywane są w postaci odlewanych prętów lub drutów ciągnionych, które w środku mają
topnik w postaci żyłki. Głównym zadaniem topników jest utworzenie szczelnej otuliny, która
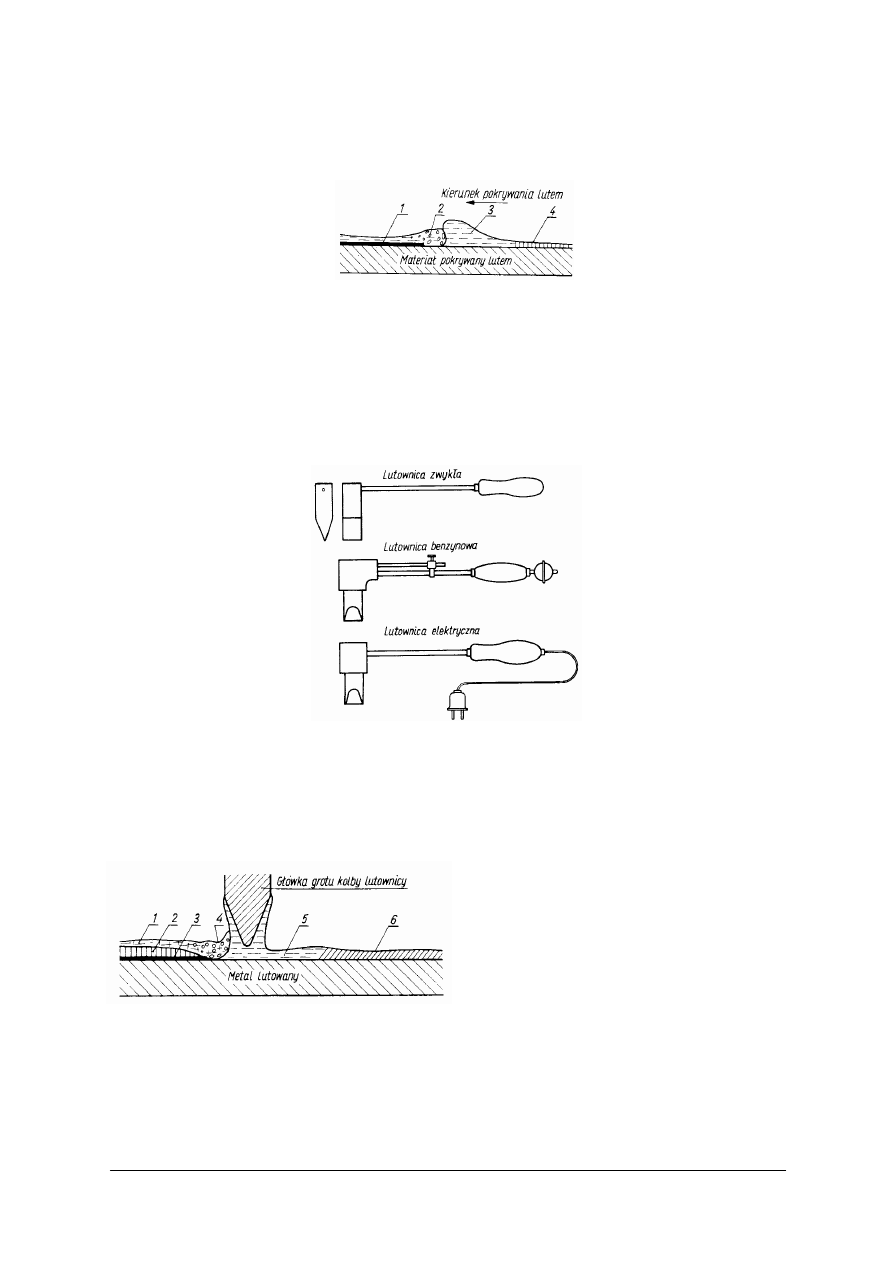
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
chroni materiał przed utlenianiem w czasie podgrzewania i i lutowania. Topniki służą również
do rozpuszczenia i usuwania tlenków z powierzchni metalu oraz uaktywniają proces
zwilżania i rozpływania się lutu po elementach lutowanych.
Rys.42. Proces lutowania z topnikiem 1-warstwa tlenków, 2-płynny topnik, 3-płynny lut, 4-lut w stanie stałym.
[1, s. 296]
Luty do lutowania miękkiego wykonywane są na bazie cyny i ołowiu, najczęściej stosuje
się luty o oznaczeniach: LC30, LC40, LC60, LC 63, LC90. Topniki dobiera się do lutowania
w zależności od łączonych metali, temperatury i metody lutowania.
Źródłem ciepła w lutowaniu miękkim jest lutownica, która może być rozgrzewana
energią elektryczną, w ognisku, różnymi płomieniami gazowymi.
Rys.39. Lutownice do lutowania miękkiego [6, s. 29]
Lutownica zakończona jest grotem wykonanym z miedzi, który doprowadza ciepło,
przenosi lut i kształtuje lutowinę. W procesie lutowania nie można dotykać grotem do topnika
i elementów lutowanych, ponieważ wysoka temperatura spowoduje spalenie topnika, który
może przykleić się do łączonych elementów i uniemożliwić zwilżanie ich płynnym lutem.
1 - płynny topnik
2 – topnik w stanie stałym
3 – warstwa tlenków
4 – płynny topnik
5 – płynny lut
6– lut w stanie stałym
Rys.43. Lutowanie kolbą lutowniczą [1, s. 297]
Lutowanie twarde
Do lutowania twardego zalicza się lutowanie w temperaturze powyżej 450
0
C. Do
lutowania twardego można wykorzystać płomień gazowy wytwarzany w palniku. Palniki
mogą być zasilane tlenem i jednym z gazów palnych, acetylenem, propano - butanem, gazem
ziemnym.
Do lutowania ręcznego stosuje się palniki pojedyncze.
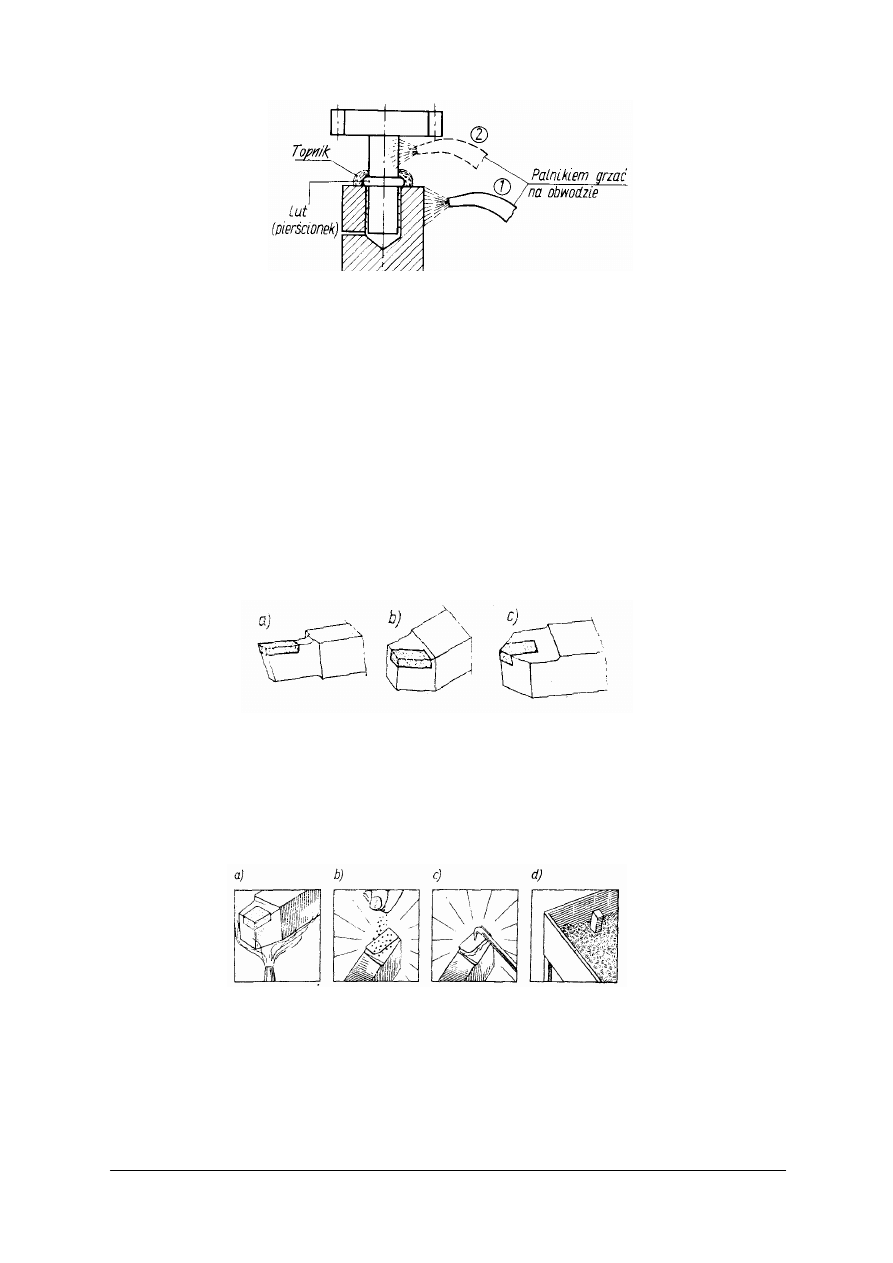
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 44. Lutowanie palnikiem gazowym: (1) i (2) kolejność grzania [1, s. 298]
Podczas lutowania palnikiem element lutowany należy nagrzewać w miejscu złącz, a lut
powinien nagrzać się od części łączonych. Przy złączach okrągłych lut układa się na szczelinę
w formie pierścionka. Topnikiem pokrywa się powierzchnie lutowane jeszcze przed
złożeniem części do lutowania. Topnikiem jest proszek o nazwie Uni-Lut lub czysty
chemicznie boraks dla stali węglowych, a dla stali wysokostopowych topnik Austenit-Lut.
Brzegi elementów łączonych przed lutowaniem należy dokładnie wyrównać, dopasować
i oczyścić z zanieczyszczeń przez mycie benzyną, opalanie płomieniem, wyszczotkowanie
szczotką metalową lub wytrawienie.
Luty twarde wykonywane są w postaci drutów, taśm, blach i past. Wykonywane są na
bazie miedzi, cynku i srebra. Uniwersalnym lutem stosowanym do wszystkich stali,
węglowych i stopowych, jest lut miedziany SMS1. Przykładem zastosowania lutowania
twardego jest lutowanie płytek z węglików spiekanych do korpusu narzędzia. Przebieg
lutowania zależny jest od postaci gniazda pod płytkę (rys.41), ilości ostrzy, obróbki cieplnej
korpusu narzędzia.
Rys.45. Przykłady noży tokarskich z różnymi gniazdami pod płytki: a) gniazdo otwarte, b) gniazdo półotwarte,
c) gniazdo zamknięte [3, s. 118]
Proces lutowania płytek z węglików spiekanych dla narzędzi jednoostrzowych i prostych
kształtach dla produkcji masowej odbywa się w piecach komorowych. W praktyce,
w jednostkowym wyrobie narzędzi, lutowanie odbywa się z użyciem palnika acetylenowego
(rys.42).
Rys.46. Zabiegi lutowania palnikiem gazowym: a) grzanie trzonka noża i płytki, b) dosypywanie topnika,
c) dociskanie płytki, d) zanurzanie narzędzia w miale węglowym.[3, s. 127]
Lutospawanie
Lutospawanie należy do lutowania twardego. Połączenie części metalowych powstaje
przy stopionym spoiwie i nie stopionych brzegach łączonych metali. Krawędzie do
lutospawania przygotowuje się tak jak do spawania na: I,V,Y. Proces technologiczny zbliżony
jest do spawania. Do lutospawania stosuje się luty twarde o wysokiej temperaturze topnienia
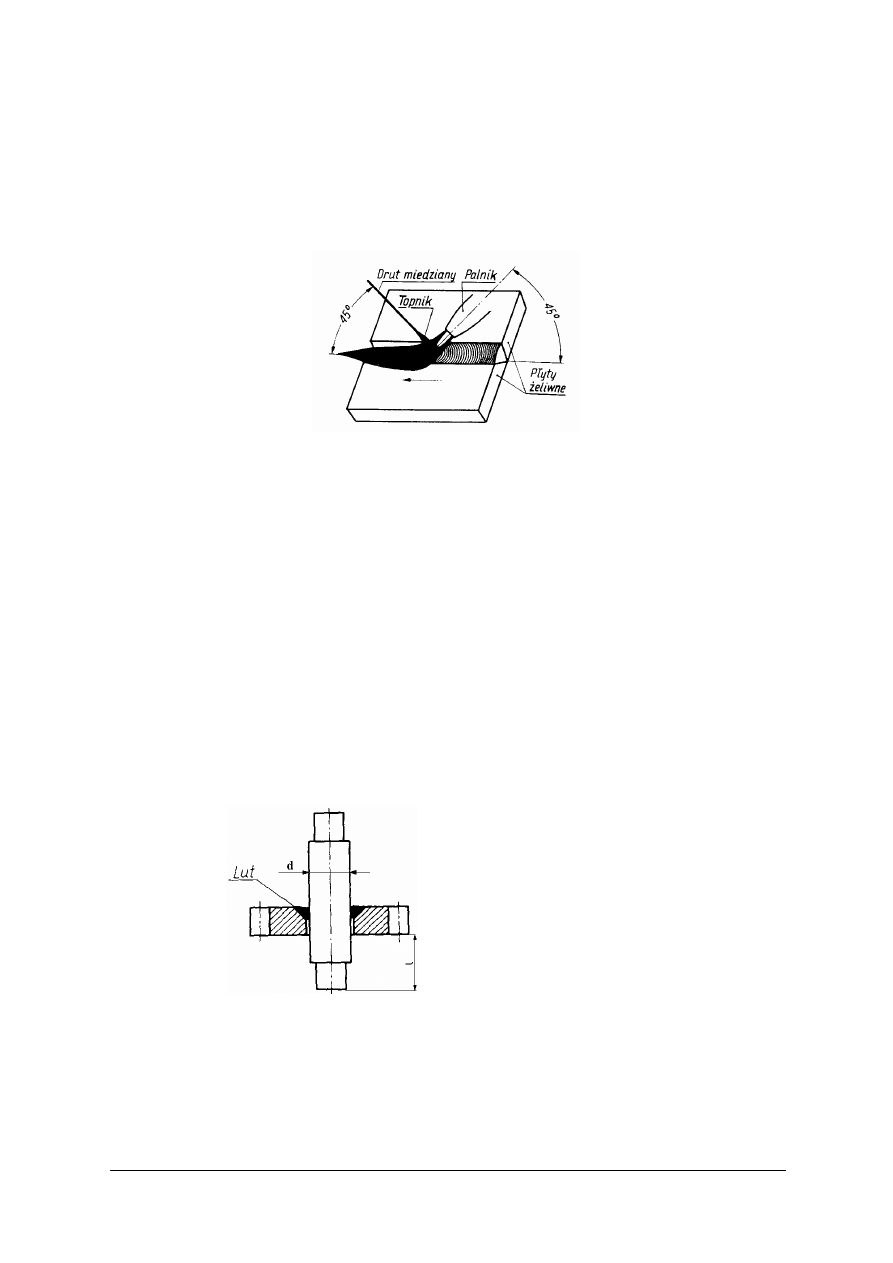
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
(900-1083
0
C). Do tej temperatury należy nagrzać części łączone. Lutospawanie stosuje się do
łączenia stali węglowych, odlewów żeliwnych, brązowych i mosiężnych, zastępując
spawanie. Żeliwa połączone tą metodą mają lepsze własności, gdyż niska temperatura
topnienia lutu nie powoduje odkształceń cieplnych w elementach łączonych i nie powstają
pęknięcia. Do spawania płyt żeliwnych stosuje się lut miedziany, który roztapia się palnikiem
acetylenowo-tlenowym. Brzegi należy zukosować zależnie od grubości i oczyścić.
Rys.47. Płyty żeliwne lutospawane płomieniem gazowym przy użyciu spoiwa miedzianego [6, s. 33]
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest różnica między lutowaniem miękkim a twardym?
2. W jaki sposób należy przygotować materiały do lutowania?
3. Jakie elementy wyróżnisz w złączu lutowanym?
4. W jakim celu w lutowaniu używa się topnika?
5. Od czego zależy wybór lutowania?
6. Na czym polega lutospawanie?
4.7.3. Ćwiczenia
Ćwiczenie 1
Wykonaj połączenie lutowane dwóch elementów przedstawionych na rysunku. Elementy
są wykonane ze stali St5. Średnica wałka wynosi d=25, odległość l=40.
Rysunek do ćwiczenia 1 [3, s. 232]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać dla materiału lutowanego lut i topnik,
2) wytrasować odległość l = 40 na wałku,
3) pokryć powierzchnie w miejscu lutowania topnikiem,
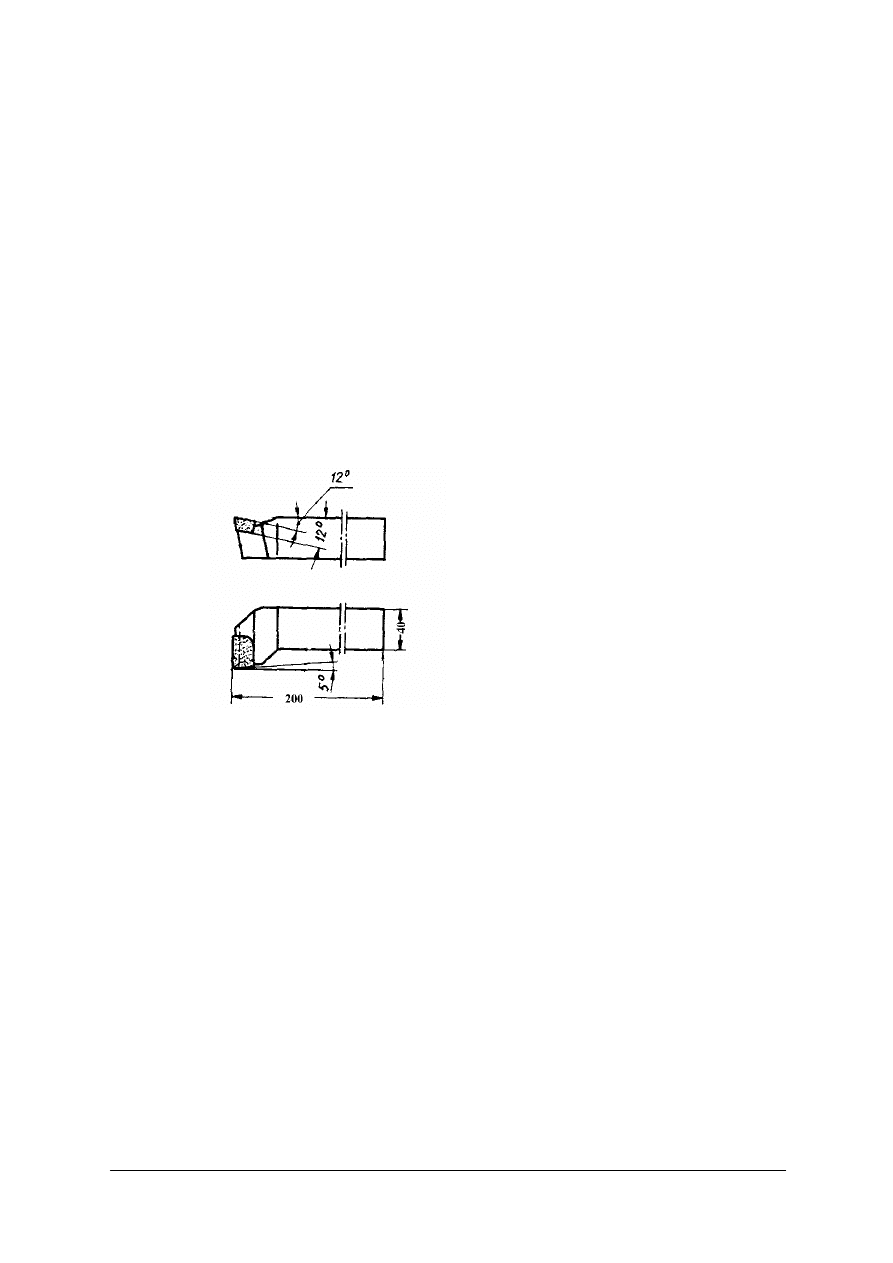
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4) zamocować elementy w przyrządzie,
5) sprawdzić stan techniczny palnika acetylenowo-tlenowego,
6) nałożyć lut w formie pierścionka,
7) rozpalić i wyregulować płomień palnika,
8) ogrzać elementy lutowane na całym obwodzie palnikiem do temperatury topnienia lutu,
9) sprawdzić poprawność wykonania złącza.
Wyposażenie stanowiska pracy:
−
przyrządy do zamocowania elementów,
−
palnik acetylenowo-tlenowy z oprzyrządowaniem,
−
luty, topniki,
−
przyrządy pomiarowe i do trasowania,
−
środki czyszczące i do wytrawiania,
−
środki ochrony osobistej.
Ćwiczenie 2
Wykonaj lutowanie nowej płytki z węglików spiekanych do noża według rysunku.
Rysunek do ćwiczenia nr 2 [3, s.232]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) dobrać dla materiału lutowanego lut i topnik,
2) umocować trzonek noża w imadle,
3) posypać gniazdo topnikiem (boraks) i położyć topnik (mosiądz),
4) nałożyć płytkę z węglików w gniazdo,
5) przygotować i sprawdzić palnik acetylenowy,
6) zapalić płomień i końcową częścią płomienia (1000-1300
0
C) nagrzać od dołu trzonek
noża,
7) w czasie nagrzewania kontrolować właściwe ułożenie płytki i uzupełniać topnik,
8) po stopieniu lutowia zgasić płomień palnika i docisnąć haczykiem płytkę do gniazda,
9) umieścić nóż w miale węglowym lub suchym piasku.
Wyposażenie stanowiska pracy:
−
palnik acetylenowy z oprzyrządowaniem,
−
imadło, haczyk,
−
topniki i lut,
−
węgiel lub suchy piasek.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.7.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) dobrać rodzaj lutowania do materiału lutowanego?
2) przygotować materiał do lutowania i dobrać lut?
3) wykonać lutowanie lutownicą?
4) przedstawić technologię lutowania płytek z węglików spiekanych?
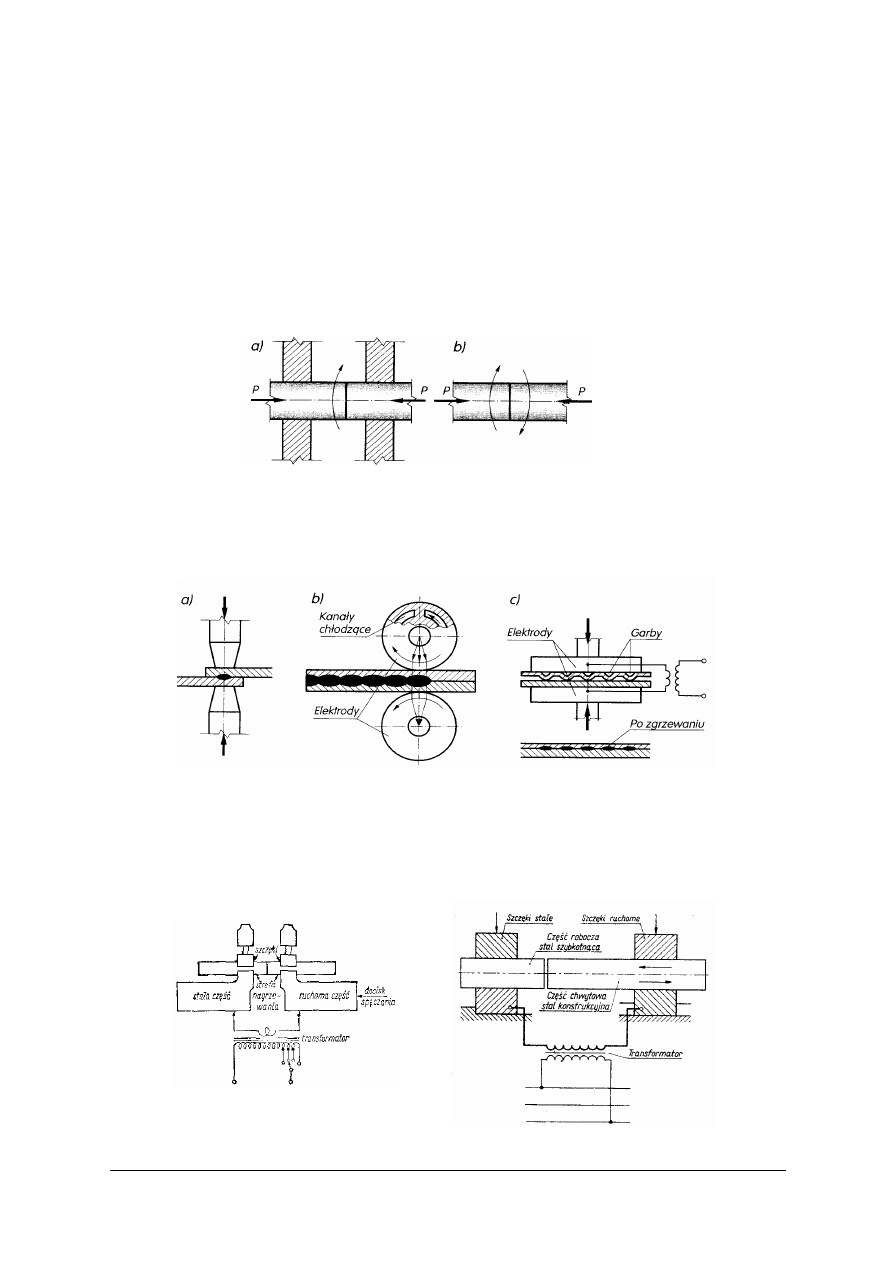
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.8. Zgrzewanie
4.8.1. Materiał nauczania
Zgrzewanie metali jest procesem, w którym łączone części są nagrzewane do temperatury
plastyczności (ciastowatości), a następnie dociskane. W wyniku tego procesu na
powierzchniach styku łączonych części zachodzi dyfuzja i rekrystalizacja sąsiadujących
ziaren, tworząc połączenie metaliczne. Ze względu na źródło ciepła rozróżnia się zgrzewanie:
−
tarciowe - wykorzystuje ciepło z tarcia uzyskanego w czasie obracających się względem
części pod określonym naciskiem. Zgrzewanie tarciowe stosuje się do zgrzewania
trzonków narzędzi z częścią roboczą (wiertła, rozwiertaki).
Rys.48. Zgrzewanie tarciowe: a) przy obrotach jednego z łączonych elementów, b) z obrotem dwóch łączonych
elementów [13, s. 331]
−
elektryczne oporowe wykorzystuje ciepło wydzielające się na styku łączonych części
podczas przepływu prądu elektrycznego. Zgrzewanie elektryczne może być: punktowe,
liniowe, garbowe.
Rys. 49. Rodzaje zgrzewania: a) punktowe, b) liniowe, c) garbowe [13, s. 331]
Odmianą zgrzewania oporowego jest zgrzewanie doczołowe, które polega na łączeniu
elementów na całej powierzchni styku, czyli łączeniu przekrojów poprzecznych o dowolnym
kształcie, jak: pręty, rury, kształtowniki, blachy, taśmy. Ze względu na cechy procesu
technologicznego związane z uzyskaniem połączenia rozróżnia się zgrzewania: zwarciowe,
iskrowe.
Rys. 50. Zasada zgrzewania zwarciowego [8, s. 536]
Rys. 51. Schemat zgrzewarki iskrowej [3, s. 100]
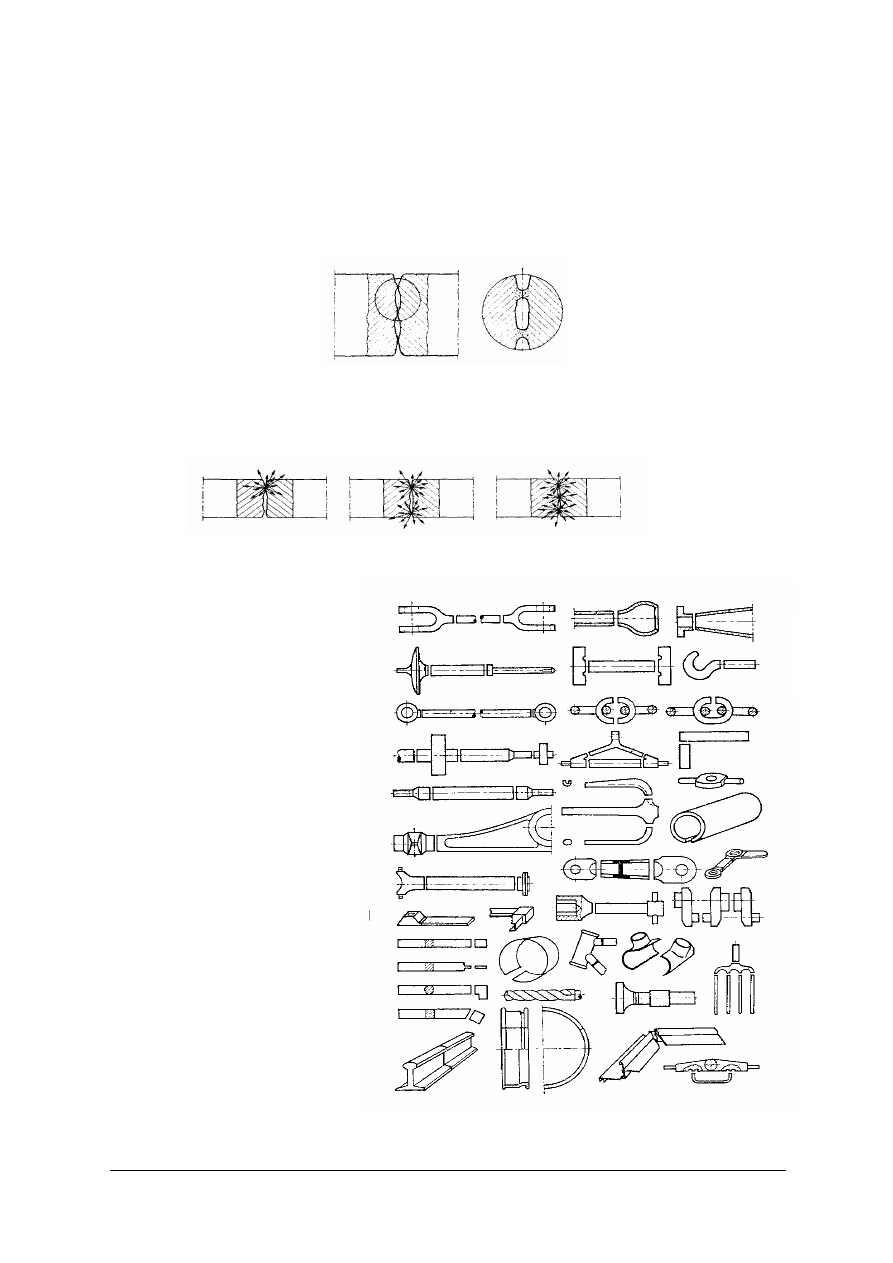
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
W zgrzewaniu zwarciowym prąd przepływa przez przylegające i silnie dociśnięte do
siebie końce łączonych części. Dociśnięcie elementów następuje po uzyskaniu wymaganej
temperatury. Zgrzewanie zwarciowe wymaga dokładnie czystych powierzchni styków.
Stosuje się do zgrzewania drutów ze stali węglowych i z metali nieżelaznych o średnicy
0,3÷15mm.
Proces zgrzewania iskrowego polega na nagrzaniu stali do temperatury, w której
nadtapiają się nierówności powierzchni tworząc „mostki:.
Rys.52. Powstawanie „mostków” płynnej stali [3, s. 101]
Tworzenie się „mostków” umożliwia przepływ prądu i nagrzewanie w czasie którego
parujący płynny metal wyrzucany jest ze szczeliny w postaci snopu iskier. Gdy iskrzenie
wystąpi na całym przekroju następuję wyłącznie prądu i dociśnięcie do siebie materiałów.
Rys.53. Kolejne etapy iskrzenia przy zgrzewaniu iskrowym [3, s. 101]
Zgrzewanie
iskrowe
nie
wymaga dokładnie obrobionych
powierzchni, części zgrzewane
mogą być cięte także palnikiem
acetylenowo-tlenowym.
Zgrzewanie
iskrowe
ma
najszersze
zastosowanie
w
przemyśle.
Zgrzewaniem
iskrowym można łączyć: stale
konstrukcyjne
węglowe
i
stopowe
ze
wszystkimi
gatunkami mosiądzów, brązów
stopów
niemagnetycznych
i żeliwem. Rodzaje zgrzewanych
przekrojów zwartych wynoszą
od 20 do 80 000 mm
2
.
Sposobem tym zgrzewane są
przekroje kształtowe, przekroje
wytłaczane,
części
karoserii
o grubościach większych od 5
mm i długości zgrzewanego
styku nawet do 2m.
Rys.54. Przykłady zastosowania zgrzewania iskrowego [8, s. 544]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega proces zgrzewania?
2. Jakie znasz rodzaje zgrzewania?
3. Na czym polega zgrzewanie tarciowe?
4. Jak duże powierzchnie możemy zgrzewać?
5. Jakie materiały możemy zgrzewać?
6. W jakich branżach przemysłowych stosuje się zgrzewanie doczołowe iskrowe?
4.8.3. Ćwiczenia
Ćwiczenie 1
Wykonaj zgrzewanie doczołowe iskrowe narzędzia do skrawania typu nóż tokarski,
wiertło, wiedząc, że część robocza jest wykonana ze stali szybkotnącej, a trzonek ze stali 55.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) umocować części noża w szczękach zgrzewarki, zachowując wielkości wysunięć,
2) parametry zgrzewarki ustawić według instrukcji urządzenia,
3) dosunąć ruchomą szczękę do zetknięcia się czołowych powierzchni i włączyć prąd,
4) nagrzewać końce narzędzia przez kilkakrotne zbliżanie i oddalanie od siebie do
temperatury czerwonego żaru (800-850
0
C),
5) powoli dosuwać końce do momentu, gdy iskrzenie obejmie całe pole przekroju narzędzia,
6) wyłączyć prąd i silnie docisnąć powierzchnie materiału w celu usunięcia stopionego
metalu i żużla,
7) po ostygnięciu oczyścić miejsce zgrzewania.
Wyposażenie stanowiska pracy:
−
elektryczna zgrzewarka iskrowa ze sprzętem,
−
instrukcja obsługi zgrzewarki,
−
sprzęt ochrony osobistej.
Ćwiczenie 2
Wykonaj technologią zgrzewania punktowego skrzynkę z blachy nierdzewnej gatunku
1H13, o grubości 0,5mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) ustawić półfabrykaty według rysunku przedmiotu finalnego tak, aby uzyskać połączenie
zakładkowe,
2) zgrzewać ściany boczne i dno skrzynki zgrzeinami punktowymi zakładkowymi wg
instrukcji technologicznej,
3) sprawdzić kształt i wymiary wykonanego przedmiotu.
Wyposażenie stanowiska pracy:
−
blacha nierdzewna gatunku 1H13 o grubości 0,5mm,
−
przenośna zgrzewarka punktowa,
−
przymiar kreskowy,
−
kątownik.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.8.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) scharakteryzować zgrzewanie tarciowe?
2) wymienić elementy maszyn zgrzewanych tarciowo?
3) scharakteryzować proces zgrzewania iskrowego?
4) dobrać rodzaj zgrzewania?
5) scharakteryzować sposoby zgrzewania narzędzi?
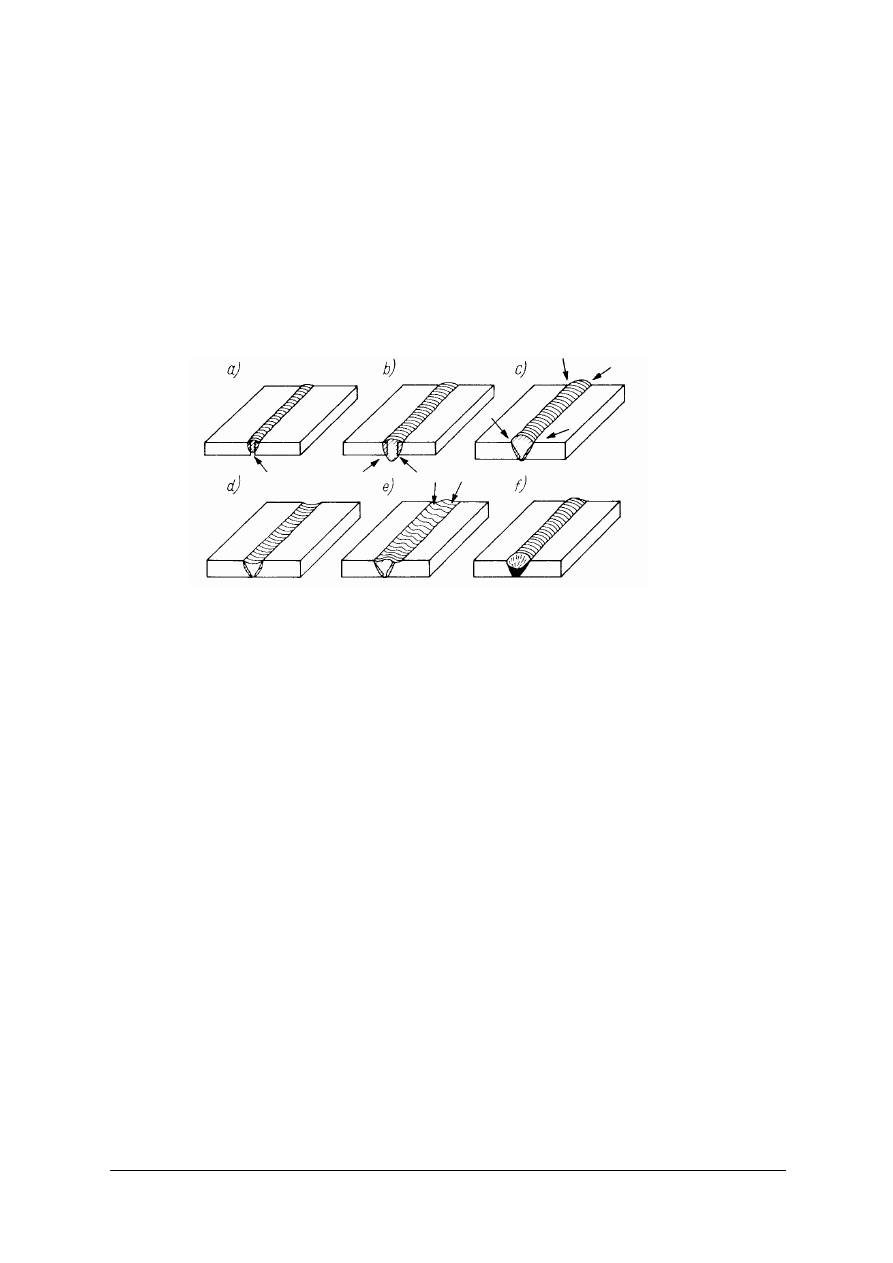
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
4.9. Wady spoin
4.9.1. Materiał nauczania
Spoiny wykonane prawidłowo powinny mieć właściwości zbliżone do materiałów
łączonych. Często jednak zdarza się w spoinie występują miejsca zażużlone, pęcherze
i drobne pęknięcia. Wady powstające w połączeniach spawanych dzieli się na dwie grupy:
−
wady zewnętrzne,
−
wady wewnętrzne.
Wady zewnętrzne
Wady zewnętrzne można dostrzec gołym okiem lub przez szkło powiększające. Są to:
brak przetopu, pęknięcia i wady powierzchni i kształtu (rys. 68).
Rys. 55. Wady zewnętrzne w złączach spawanych:
a
) brak przetopu w grani spoiny, b) duży przetop w grani,
c) nadmierny nadlew spoiny, d) wklęsłość spoiny, e) dwustronne podtopienie spoiny, f) krater-
najsłabsze miejsca spoiny [6, s. 199]
Brak przetopu w grani spoiny może być spowodowane nieprawidłowym prowadzeniem
palnika w czasie spawania (duża szybkość spawania) lub przy spawaniu blach powyżej 4mm,
gdzie nie zostały prawidłowo zukosowane krawędzie. Zmniejsza to przekrój spoiny, obniża
znacznie wytrzymałość złącza i powoduje szybkie pęknięcia w grani spoiny.
Nadmierny przetop w grani spoiny powstaje przy dużym odstępie między brzegami, przy
zbyt wolnym prowadzeniu palnika podczas spawania. Nadmierny przetop zwiększa przekrój
spoiny, czas spawania, zużycie gazów i spoiwa, a ponadto usuwając nadmierne przetopy
powiększamy koszty spawania.
Nadmierny nadlew spoiny powstaje przy nałożeniu spoiwa ponad powierzchnie części
łączonych. Spoina taka tworzy karby, które powodują osłabienie złącza i prowadzą do
pęknięcia. Wysokość nadlewu powinna wynosić 10÷15% grubości materiału spawanego i nie
przekraczać 3mm.
Wklęsłość spoiny jest wadą rzadko spotykaną i dotyczy tylko spoin czołowych. Brak
spoiny można uzupełnić przez dodatkowe wykonanie ściegu na zimną spoinę. Naprawa
złącza może spowodować dodatkowe naprężenia i być powodem pęknięć.
Podtpienie brzegów spoiny powstaje przy nieprawidłowym pochyleniu palnika i przy
zbyt silnym płomieniu, który powoduje wydmuchiwanie spoiny z jeziorka najczęściej
podtopienia powstają przyspawaniu grubych blach.
Kratery powstają przy spawaniu elektrycznym i gazowym w miejscach zakończenia
spoin. Miejsca te posiadają wgłębienia i brak w nich spoiwa. Zapobiega się powstawaniu
kraterów poprzez wyprowadzenie spoiny na podkładki. Są to przyspawane płytki wybiegowe,
na których zaczyna się i kończy spoinę(rys. 56), a po zakończeniu spawania odcina się
podkładki.
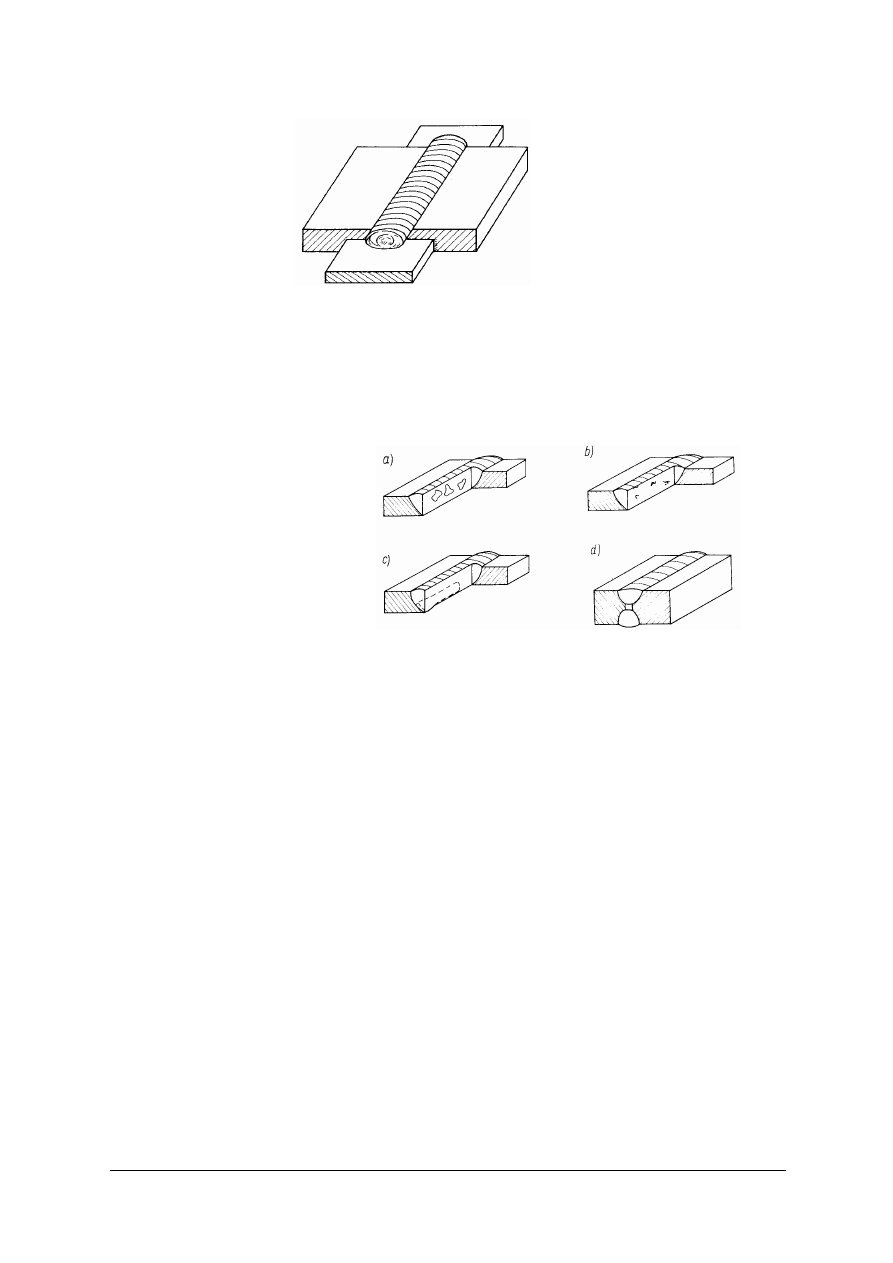
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 56. Początek i koniec spoiny na płytkach wybiegowych [1, s. 407]
Pęknięcia spoiny powstają na skutek naprężeń spawalniczych i przy zahartowaniu spoiny.
Mogą wystąpić na powierzchni i wewnątrz spoiny.
Wady wewnętrzne
Do wad wewnętrznych spoin zaliczyć można (rys.57):
a) pęcherze,
b) żużle,
c) przyklejenia,
d) brak przetopu spoiny.
Rys.57. Wady wewnętrzne złączy
spawanych [1, s. 407]
Pęcherze powstają przy szybkim krzepnięciu metalu spoiny. Gazy powstałe w metalu nie
zdążą się z niego wydzielić. Na tworzenie się pęcherzy ma wpływ niedostatecznie
oczyszczona powierzchnia metalu ze smarów i duża prędkość spawania. Pęcherze można
usunąć przez wycięcie spoiny i powtórne spawanie.
Żużle powstają w spoinie wskutek nadmiaru tlenu i reakcji zachodzących w czasie
spawania. Zanieczyszczenia te mogą wypłynąć jako żużel na powierzchnię lub pozostać jako
wtrącenia niemetaliczne wewnątrz spoiny, osłabiają wytrzymałość złącza.
Przyklejenie jest brakiem połączenia metalu spawanego ze spoiwem i powstaje wówczas
gdy spoiwo stapia się szybciej niż materiał spawany. Ciekłe spoiwo przykleja się do materiału
nieroztopionego i nie tworzy z nim żadnego połączenia, stąd spoina nie posiada żadnej
wytrzymałości i jest nieszczelna.
Kruchość spoiny spowodowana jest też utlenieniem spoiny lub jej nawęgleniem w trakcie
spawania.
Wykrywanie wad spoin i złączy spawanych
Badania złączy spawanych dzielimy na:
−
niszczące,
−
nieniszczące.
Badania niszczące polegają na sprawdzeniu wytrzymałości złączy spawanych. Próbki do
badań pobierane są losowo lub w przypadku dużych konstrukcji wycina się część zespołu
spawanego. Poniżej scharakteryzowano badania niszczące.
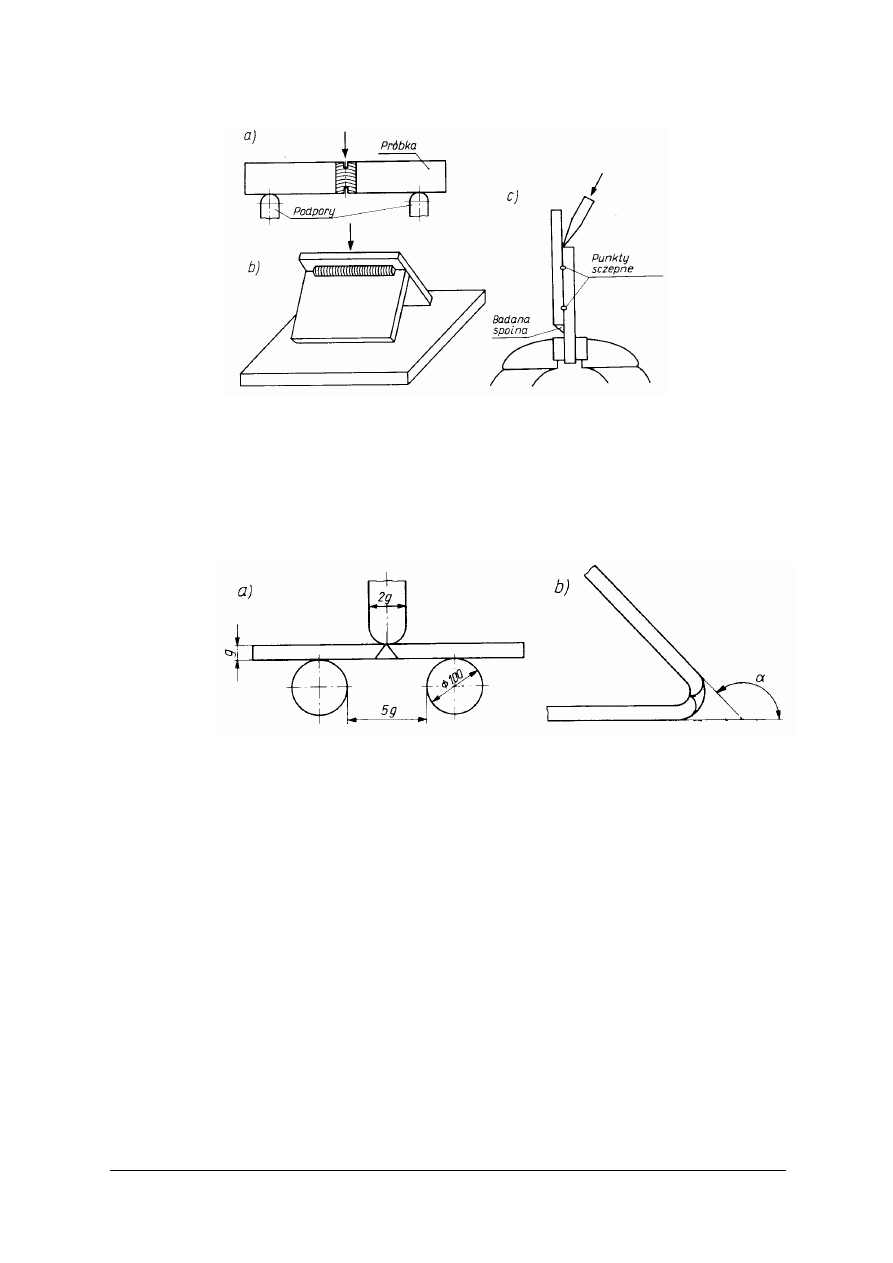
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Wytrzymałość na łamanie spoin
Rys. 58. Próby łamania spoin [1, s. 434]
Próby te wykrywają wady zewnętrzne spoiny i stosowane są spoin czołowych
i pachwinowych.
Badania na rozciąganie spoin
Służą do określenia wytrzymałości złącza doczołowego i są przeprowadzane na
maszynach –zrywarkach.
Badania zginania spoin
Rys.59.. Próby zginania spoiny czołowej: a) schemat zginania, b) kąt zgięcia[1, s. 435]
Metoda ta sprawdza kąt zgięcia do chwili pojawienia się pierwszej rysy. Przy poprawnie
wykonanym spawie dla stali niskowęglowej kat zgięcia wynosi 180
0
. Dzięki tej metodzie
wykrywane są przyklejenia.
Badanie udarności
Próba przeprowadzana jest na młocie udarnościowym. Na przekroju złamanej próbki
określa się wady wewnętrzne spoiny.
Badanie przez nawiercanie spoin
Badanie przez nawiercanie spoin polega na kontroli wzrokowej spoin po ich nawierceniu
w miejscach wątpliwych lub wybranych wyrywkowo. Nawiercanie wykonuję się wiertarkami
pneumatycznymi lub elektrycznymi wiertłem lub frezem o średnicy o 2mm większym od
szerokości spoiny. Badanie przeprowadzane może być przy użyciu lupy i pozwala wykryć
wady wewnętrzne spoin.
Badania nieniszczące
W zależności od metody kontroli klasyfikujemy na:
−
oględziny zewnętrzne - kontrola ta polega na obserwacji wzrokowej i pomiarach spoin i
dzięki niej można między innymi stwierdzić następujące wady: nierównomierność lica,
podtopienia materiału, braki przetopu, niezaspawane kratery, pęknięcia.
−
badania penetracyjne - służą do wykrywania pęknięć i wyróżnia się:
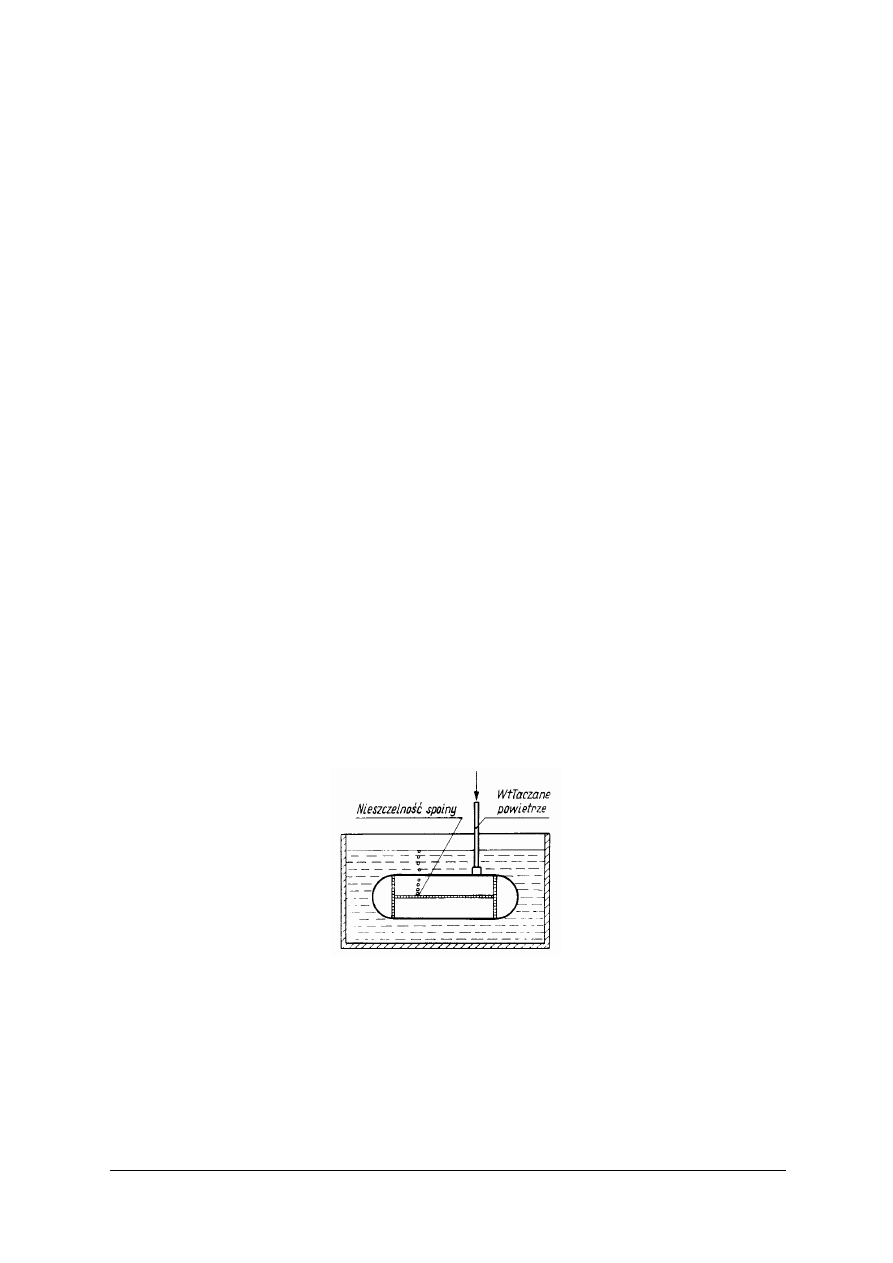
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
a)
wykrywanie pęknięć za pomocą penetratora
Po oczyszczeniu i wysuszeniu spoiny nanosi się na badaną powierzchnię czerwony
płyn - penetrant czerwony, który drogą dyfuzji wchodzi w najmniejsze szczeliny. Po
2 minutach przemywa się powierzchnię rozpuszczalnikiem i pokrywa penetrantem
białym, który wywabia w przypadku istnienia szczelin czerwony penetrant. Ślad
pęknięcia ukazuje się w postaci czerwonej linii.
b)
wykrywanie pęknięcia metodą fluorescencji
Pokrywa się przedmiot badany płynem fluoryzującym, po wysuszeniu posypuje
silikażelem lub krzemionką, a następnie w zaciemnionym pomieszczeniu naświetla
lampą kwarcową. Pęknięcia są widoczne jako zygzakowate linie na fioletowym tle.
−
badania na szczelność - wyróżnia się:
a)
próbę za pomocą nafty i kredy;
Jedną stronę spoiny pokrywa się białą farbą kredową rozpuszczoną w wodzie lub
skażonym spirytusie. Po całkowitym wyschnięciu farby, drugą stronę spoiny obficie
zwilża się naftą (najlepiej o temperaturze 40
0
C). Nafta dzięki dyfuzji przedostaje się
przez nieszczelności w spoinie i zaciemnia białą powłokę kredową, wykrywając
miejsca wadliwe. Oględziny przeprowadza się trzy razy: po 15 minutach, po 30min.,
trzecie i ostatnie – po 2 godzinach.
b)
badanie szczelności za pomocą próby wodnej;
Zbiorniki nieciśnieniowe otwarte bada się przez nalanie do nich wody i obserwację
zewnętrznej strony spoin. Podczas próby zaleca się opukiwać spoiny młotkiem
miedzianym. Zbiorniki ciśnieniowe i rurociągi zamyka się szczelnie i napełnia wodą
do uzyskania ciśnienia wynoszącego 1,5 ciśnienia roboczego. Ciśnienie utrzymuje
się przez 15 minut i cały czas na manometrze obserwuje się ciśnienie i wszystkie
spoiny. Spadek ciśnienia świadczy o nieszczelności.
c)
badanie szczelności za pomocą sprężonego powietrza
Sposób przeprowadzenia próby jest podobny do próby wodnej. Zbiornik napełnia się
powietrzem do ciśnienia większego od roboczego. Pomiaru ciśnienia dokonuje się
na początku i na końcu próby, może to być nawet po 24 godzinach. Zewnętrzną
stronę spoin smaruje się wodą mydlaną, nieszczelności w konstrukcji zdradzają
bańki mydlane. Małe zbiorniki po na pełnieniu powietrzem zanurza się w zbiorniku
z wodą, a bańki powietrza zdradzają miejsca nieszczelne.
Rys. 60. Badanie szczelności małych zbiorników za pomocą sprężonego powietrza [6, s. 271]
−
badania radiograficzne
Badania radiograficzne są stosowane w produkcji odpowiedzialnych konstrukcji
stalowych, kotłów, zbiorników. Do badań służą promienie rentgena X lub promienie
γ
.
Promienie z lampy przechodząc przez metal naświetlają kliszę. Nieciągłości metalu, jak;
pęcherze, żużle, brak przetopu, pęknięcia, pochłaniają mniej promieni, dlatego na kliszy
uwidacznia się to w postaci zaciemnienia.
−
badania magnetyczne
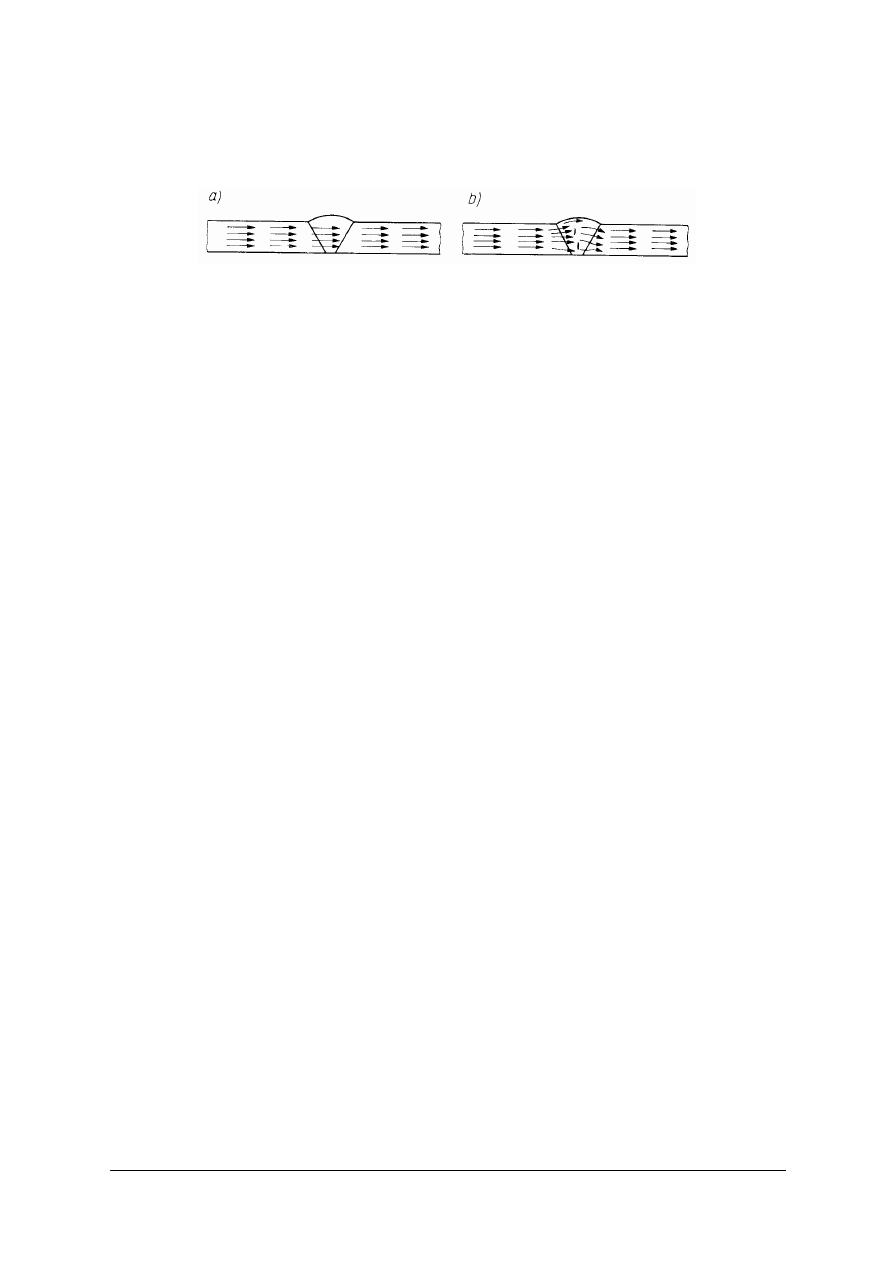
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Przeprowadzane są tylko na takich metalach, które przyciągają magnes: stale niestopowe
i niskostopowe, żeliwo, nikiel, kobalt. Linie pola magnetycznego załamują się w miejscach
występowania nieciągłości metalu: pęcherze, pęknięcia, wtrącenia niemetaliczne.
Ograniczeniem badań tej metody jest to, że można wykryć wady tylko do głębokości 6mm.
Rys.61. Schemat przebiegu linii pola magnetycznego: a) w metalu bez wad, b) w metalu zwadami [1, s. 440]
Na spoinie poddanej działaniu pola magnetycznego i pokrytej proszkiem
ferromagnetycznym, wady ujawnią się przez zagęszczenie linii sił pola magnetycznego.
Urządzenie do tych badań nazywa się defektoskopem magnetycznym.
−
badania ultradźwiękowe
Badanie ultradźwiękowe oparte jest na wykorzystaniu fal ultradźwiękowych, które gdy
przechodząc przez materiał natrafią na wady załamują się i odbijają. Następnie przetworzone
zostają na impuls świetny obserwowany na ekranie oscyloskopu.
−
badania metalograficzne
Wykonuje się na próbkach przekroju poprzecznego spoin odpowiednio obrobionych
i wytrawionych. Obserwacje prowadzi się gołym okiem lub pod mikroskopem. W czasie
badania ustala się wady spoiny i jej strukturę.
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie mogą wystąpić wady zewnętrzne spoin?
2. Kiedy powstają pęknięcia spoiny?
3. Jak zapobiegamy powstaniu kraterów?
4. Kiedy powstaje przyklejenie spoiny w czasie spawania?
5. Jakie znasz próby badana szczelności spoin?
6. Do czego używany jest penetrant?
7. W jaki sposób przeprowadza się badania radiograficzne?
4.9.3. Ćwiczenia
Ćwiczenie 1
Spawany pojemnik na wodę do chłodzenia elementów po obróbce cieplnej cieknie.
Pojemnik został wykonany z blachy St3S o grubości 6mm. Wybierz metodę badania złącza
spawanego i zlokalizuj miejsce wady.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) określić przypuszczalne miejsce pęknięcia,
2) okolice pęknięcia pomalować z jednej strony białą farbą kredową i wysuszyć,
3) odwrotną stronę natrzeć kilka razy za pomocą pędzla naftą,
4) odczekać do momentu przejścia nafty przez szczelinę na wylot,
5) obserwować zmianę koloru białej farby wskutek nasiąkania naftą,
6) pęknięte miejsca obrysować kolorową kredą,
7) określić wielkość pęknięcia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Wyposażenie stanowiska pracy:
– roztwór wodny białej farby kredowej,
– nafta, pędzel,
– kreda kolorowa,
– notatnik.
Ćwiczenie 2
Zlokalizuj wady spawalnicze spoiny czołowej łączącej blachy o grubości 4mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) określić wzrokowo i środkiem penetracyjnym miejsca występowania wad spoiny
czołowej,
2) oznaczyć obszary występowania wad:
−
nieciągłości,
−
mikropęknięcia,
3) określić przyczyny powstałych wad.
Wyposażenie stanowiska pracy:
−
penetrant,
−
kreda,
−
szczotka druciana,
−
młotek,
−
notatnik.
4.9.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) określić wady zewnętrzne i wewnętrzne spoin?
2) rozróżnić badania spoin niszczące i nieniszczące?
3) scharakteryzować sposób wykrywania pęknięć w spoinie?
4) wykonać próbę badania szczelności zbiorników spawanych otwartych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4.10. Naprężenia i odkształcenia spawalnicze
4.10.1 Materiał nauczania
Naprężenia i odkształcenia spawalnicze.
Podczas spawania występują takie zjawiska, jak miejscowe (w pobliżu brzegów)
intensywne nagrzewanie łączonych elementów, chłodzenie złącza, skurcz spoiny
nierównomierne rozszerzanie i kurczenie się elementów złącza. Wszystko to staje się
powodem powstawania naprężeń w złączu spawanym, a nawet jego odkształceń.
Odkształcenia i naprężenia wewnętrzne
W czasie spawania metal nagrzewa się tylko w wąskim pasie, dlatego też jego
powiększenie się podczas spawania napotyka na opór sąsiednich zimnych warstw, powodując
naprężenia cieplne. Naprężenia te wpływaj ą na odkształcenie się elementu. Odkształcenie
elementu wywołują z kolei nowe naprężenia, które równoważą poprzednie. Głównymi
przyczynami powstawania naprężeń wewnętrznych, są:
−
sztywne mocowanie elementu podczas spawania,
−
nierównomierne nagrzanie metalu,
−
zmiany strukturalne powstałe w wyniku szybkiego nagrzania i chłodzenia metalu,
−
kształt i grubość spawanych elementów.
Naprężenia spawalnicze wewnętrzne mogą być wzdłużne i poprzeczne.
Naprężenia wzdłużne - działają w kierunku zgodnym z kierunkiem układania sporny.
Powstają one w wyniku skurczu wzdłużnego spoin i przylegających do nich warstw metalu
rodzimego. Wartości i rozkład sił naprężeń wzdłużnych zależą od:
−
grubości elementu,
−
l
i
czby warstw w spoinie,
−
sposobu mocowania elementu spawanego,
−
kolejności układania ściegów,
−
kształtu przekroju spoiny,
−
kształtu spawanych elementów.
Naprężenia poprzeczne - działają w kierunku poprzecznym do kierunku układania spoiny.
Powstają one w wyniku skurczu poprzecznego spoin i przylegających do nich warstw
materiału rodzimego.
Odkształcenia spawalnicze.
W niektórych przypadkach można uniknąć odkształceń przez nadanie elementom
spawanym odkształceń w kierunku przeciwnym do spodziewanych, jakie mogą wystąpić po
spawaniu. Przy spawaniu blach sporną czołową na V wygięcie po spawaniu nastąpi od strony
większego skupienia spoiwa, czyli w kierunku lica spoiny. Zapobiec takiemu odkształceniu
można przez ustawienie blach pod kątem przeciwnym do kąta skurczu, tak żeby po spawaniu
otrzymać prostą płaszczyznę. Przed spawaniem narożnika należy także pochylić blachy, tak
żeby po spawaniu był utrzymany kąt prosty. Przy spawaniu blach cienkich w narożu
zmniejszenie odkształceń można otrzymać przez zmianę położenia spoiny. Brzegi jednej
blachy wygina się pod kątem prostym i połączenie otrzymuje się przez wykonanie spoiny
czołowej poza zgięciem. Zgięta blacha usztywnia naroże i zmniejsza możliwość pofałdowania
blach. Zmniejszenie falowania cienkich blach przy wykonywaniu spoiny czołowej można
uzyskać przez spawanie w przyrządzie ustalającym, który przeciwdziała odkształceniu,
a równocześnie odprowadza część ciepła do masywnych uchwytów przyrządu. W złączach
teowych przy wykonywaniu jednostronnej sporny pachwinowej wartość odkształceń
w dużym stopniu zależy od grubości spoiny. Jeżeli jest przewidziana tylko jednostronna
spoina, to przed spawaniem należy pionową blachę pochylić o kilka stopni tak, aby kąt

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
rozwarty był po tej stronie, po której ma być położona spoina. Przy położeniu spoin z dwu
stron pionowej blachy, pozioma blacha zostaje odkształcona. W spawanych dźwigarach
dwuteowych następuje także odkształcenie pasów, z wyjątkiem miejsc, w których są spawane
żebra usztywniające. Skurcz podłużny jest tym większy, im dłuższa jest spoina. W celu
zmniejszenia odkształceń wzdłuż spoiny dzielimy ją na odcinki, które spawamy według
ustalonej kolejności. Do spawania dźwigarów dwuteowych stosuje się często ścieg krokowy.
Jeżeli spoina jest wykonana kilkoma ściegami, należy określić przed spawaniem, jakimi
odcinkami trzeba je wykonać. Pierwsze ściegi wykonuje się krótkimi odcinkami, a kolejne
dłuższymi.
Do najczęściej stosowanych sposobów zmniejszania możliwości powstawania naprężeń
i odkształceń spawalniczych należą:
−
zmniejszanie grubości i pola przekroju poprzecznego spoin do niezbędnego minimum –
ze względów wytrzymałościowych (zamiast dużych spoin typu V są stosowane spoiny
typu X, które – przy tej samej grubości łączonych blach – mają około dwukrotnie
mniejsze pole przekroju poprzecznego),
−
wykonywanie złącza w taki sposób, aby w pierwszej kolejności zostały ze sobą
połączone elementy, które mogą się swobodnie odkształcać w ostatniej kolejności
powinny być układane spoiny tworzące połączenia sztywne;
−
stosowanie odkształceń wstępnych nadawanych elementom w kierunku przeciwnym do
przewidywanego odkształcenia spawalniczego;
−
stosowanie spawania na gorąco, po uprzednim podgrzaniu łączonych elementów do
określonej temperatury (zależnej od konstrukcji złącza oraz rodzaju materiału
i wymiarów elementów łączonych), z wolnym chłodzeniem złącza po spawaniu.
W konstrukcjach spawanych naprężenia spawalnicze są usuwane przez wyżarzanie
odprężające. Odkształcenia spawalnicze mogą być usuwane mechanicznie, ręcznie za pomocą
młotów, na prasach, ewentualnie cieplnie
4.10.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz przyczyny powstawania naprężeń w złączu spawanym
?
2. Kiedy w złączu spawanym wystąpią naprężenia wzdłużne i poprzeczne?
3. W jaki sposób zmniejszamy naprężenia spawalnicze
?
4. Podaj sposób usuwania naprężeń spawalniczych w konstrukcjach spawanych
?
4.10.3. Ćwiczenia
Ćwiczenie 1
Określ odkształcenia spawalnicze w przedstawionej próbce z połączeniem spawanym na
podstawie oględzin i porównań z normą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) odczytać z norm i katalogów rodzaje naprężeń,
2) dokonać oględzin próbki,
3) opisać rodzaje odkształceń,
4) określić naprężenia powstałe wskutek określonych odkształceń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Wyposażenie stanowiska pracy:
– katalogi spoin, normy,
– zeszyt ćwiczeń,
– próbki do ćwiczeń,
– przybory do pisania.
Ćwiczenia 2
Dokonaj sprawdzenia prostopadłości dwóch blach połączonych spoiną pachwinową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) sprawdzić prostopadłość blach za pomocą przyrządów pomiarowych,
2) porównać powstałe odchyłki położenia z tolerancją rysunkową,
3) wskazać sposób naprawy.
Wyposażenie stanowiska pracy:
−
połączenie spawane pachwinowe, kątownik,
−
katalogi spoin, normy, tablice tolerancji położenia,
−
zeszyt ćwiczeń.
4.10.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) wyjaśnić przyczyny powstawania naprężeń wewnętrznych
spawalniczych
?
2) wyznaczyć na wykresie Fe-C zakres temperatur dla odprężania
?
3) zastosować sposoby usuwania odkształceń spawalniczych
?
4) scharakteryzować sposób cieplnego usuwania odkształceń
spawalniczych
?
5) określić celowość zmniejszania przekroju poprzecznego spoiny
do minimum
?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
4.11. Naprawy wad spoin i konstrukcji spawanych
4.11.1.Materiał nauczania
Naprawy wad spoin i konstrukcji spawanych
Rozróżnia się wady zewnętrzne i wewnętrzne złączy spawanych. Do wad zewnętrznych
należą: wyciek stopiwa, nierówne lico, podtopienie, ospowatość, przepalenie, krater, kanalik,
wklęśnięcie w licu, nadmierna grubość nadlewu lica, nadmierna grubość nadlewu grani,
jednostronny rozlew lica, rozlew lica dwustronny, przesunięcie brzegów, wypaczenie
poprzeczne i wypaczenie podłużne.
Do wad wewnętrznych należą: pęcherze, wtrącenia, przyklejenia, niewłaściwy przetop
i pęknięcia.
Każda z wymienionych wad lub grup wad (grupa wad przetopu) ma oznaczenie literowe,
ułatwiające i przyspieszające opis ich w protokołach kontroli złączy. Oznaczenia te zostały
ujęte w normie PN-75/M-69703 ,Spawalnictwo. Wady złączy spawanych. Nazwy
i oznaczenia. Przy spawaniu łukowym ręcznym wady złączy często są wynikiem nieuwagi
spawacza lub jego niewystarczających kwalifikacji. Przy spawaniu automatycznym rola
spawacza sprowadza się do nadzoru, natomiast istotne znaczenie mają warunki spawania,
stosowane materiały i przygotowanie części do spawania. W celu ułatwienia porozumienia się
i opisu wad norma PN-75/M-69703 podaje oznaczenia literowe najczęściej występujących
wad. W oznaczeniu tym pierwsza — duża — litera podaje grupę wad, a druga — mała — jej
cechy charakterystyczne. Za tymi literami są podawane duże cyfry, z których pierwsza
oznacza wielkość, a druga nasilenie wady. Szczegółowy sposób oceny wad podaje omawiana
norma. Nazwy, schematyczne oznaczenia i opisy niektórych wad złączy spawanych
przedstawiono w tablicy.
Szczególne wymagania co do jakości złącz stawia się w przypadku konstrukcji
pracujących pod obciążeniami zmiennymi lub dynamicznymi oraz w niskich temperaturach.
Złącza tych konstrukcji nie powinny w zasadzie zawierać wad wewnętrznych ani
zewnętrznych w postaci pęcherzyków, braków przetopu i podtopień. Powierzchnia spoiny
powinna być gładka, bez nawisów i ostrych przejść. Te same wymagania dotyczą również
złącz wykonanych ze stali średniowęglowych lub niskostopowych. Dopuszczalność wad i ich
wymiary ustalają zazwyczaj warunki techniczne spawania danej konstrukcji. Kontrola
spawania różni się znacznie od typowych metod kontroli stosowanych w innych działach
technologii, jak np. obróbka skrawaniem, przeróbka plastyczna czy odlewnictwo. W toczeniu
kontroluje się zawsze pierwszą wykonaną sztukę, a następnie w pewnych odstępach czasu lub
w inny sposób kontroluje się bieżącą produkcję, to w spawaniu kontrola po wykonaniu jest
tylko niewielkim fragmentem całości robót kontrolnych.
Na podstawie oględzin zewnętrznych konstrukcji spawanej nie jest po prostu możliwe
dokonanie oceny wykonania złącz spawanych, ponieważ jakość konstrukcji i złącz zależy od
wielu czynników występujących jeszcze przed właściwym spawaniem. Chcąc prawidłowo
ocenić konstrukcję spawana, należy kontrolę rozpocząć już od rysunków konstrukcyjnych,
sprawdzając poprawność rozwiązań, (technologiczność konstrukcji), z punktu widzenia
spawalniczego. Kontrolując następnie przeznaczone do spawania materiały (materiał
rodzimy, elektrody, drut, pałeczki, topnik), sposób przygotowania brzegów, prawidłowy
dobór parametrów spawania i kwalifikacje spawaczy albo niezawodność działania maszyn
i urządzeń spawalniczych można dopiero rozpocząć spawanie.
W kontroli spawania należy wyraźnie odróżniać dwa podstawowe zagadnienia związane
ze sobą jak najściślej, ale różniące się od siebie zasadniczo. Pierwszym jest kontrola jakości
spoin, drugim wpływ istnienia spoin i samego sposobu spawania w konkretnej konstrukcji na
jej trwałość eksploatacyjną.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Zła jakość spoiny wyklucza możliwość dobrej pracy prawidłowo zaprojektowanej
konstrukcji. Natomiast zdarzają się przypadki, kiedy mimo nie budzącej wątpliwości jakości
spoin następuje awaria konstrukcji, bądź z powodu wadliwego rozwiązania konstrukcyjnego
(nagromadzenie spoin, sztywność konstrukcji), bądź z powodu nadmiernych i niekorzystnie
rozłożonych naprężeń spawalniczych. Przystępując do kontroli robót spawalniczych, nie
wolno ograniczać się do zbadania wad zewnętrznych i wewnętrznych spoiny oraz jakości
całego złącza, ale należy również przeanalizować warunki eksploatacyjne wykonywanej
konstrukcji z punktu widzenia spawalności.
Ocenę jakości spoin i złączy spawanych można przeprowadzić na podstawie istniejących
norm i przepisów, którą to dziedziną kontroli spawania zajmiemy się niżej, to oceny pracy
konstrukcji spawanej można dokonywać .na podstawie istniejących doświadczeń albo
ogólnych wytycznych prawidłowego konstruowania. Z uwagi na mnogość różnych rodzajów
konstrukcji spawanych nie sposób jest stworzyć obowiązujących norm i dlatego tę część
zagadnienia kontroli gotowych konstrukcji spawanych stawia się jako problem.
Naprawa spoin wadliwych
1. W zależności od długości wadliwego odcinka spoiny, przeprowadza się naprawę
miejscową lub wycina całą spoinę. Dopuszcza się tylko jednorazową naprawę wadliwego
odcinka spoiny.
2. Naprawę miejscową spoin stosuje się kiedy wady występują na odcinku nie
przekraczającym 20% długości spoiny.
3. W przypadku pęknięć należy wyciąć całą spoinę.
4. Gdy wady niedopuszczalne stanowią więcej niż 20% długości spoiny lub gdy wady
występują w dwóch lub więcej miejscach oddalonych od siebie mniej niż 200mm, to bez
względu na sumaryczną długość tych wad, należy wyciąć całą spoinę.
5. Wycinanie wad najlepiej dokonać żłobieniem elektro - powietrznym lub mechanicznie
szlifierką. Po żłobieniu powierzchni wycięcia przeszlifować.
6. Podczas wycinania całej spoiny, należy wyciąć odcinek rury o długości min. 200mm (lub
równy dwóm średnicom gazociągu) i wstawić z tego samego gatunku rury i o tych
samych wymiarach.
7. Naprawione odcinki spoin podlegające badaniom radiograficznym należy poddać
oględzinom zewnętrznym w 100% i badaniom radiograficznym.
8. Naprawę przeprowadzić zgodnie z kartą instrukcyjną naprawy. Spoinę poprawkową
dodatkowo oznaczyć literą ”P”.
4.11.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakim badaniom poddaje się naprawione odcinki spoin
?
2. Jakie badania technologiczności konstrukcji przeprowadza się uwzględniając zagadnienia
spawalnicze
?
3. Jakie wykonuje się naprawy konstrukcji spawanych
?
4. Dlaczego złącza konstrukcji pracujących pod obciążeniem dynamicznym nie powinny
zawierać wad zewnętrznych ani wewnętrznych?
4.11.3. Ćwiczenia
Ćwiczenie 1
Na podstawie warunków technicznych spawania dla wybranej konstrukcji określ
dopuszczalność wad i ich wymiary.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) określić wielkość odchyłek kształtu i położenia,
2) wykonać pomiary konstrukcji,
3) określić poprawność wykonania konstrukcji,
4) zanotować wnioski w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– katalogi spoin, normy,
– zeszyt ćwiczeń,
– dokumentacja technologiczna,
– przybory do pisania.
Ćwiczenie 2
Dokonaj wykrycia i naprawy wad spawalniczych spoiny czołowej łączące blachy
o grubości 5mm oraz wykonaj naprawę spoiny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) określić wzrokowo i i środkiem penetracyjnym miejsca występowania wad spoiny
czołowej,
2) oznaczyć obszary występowania wad (nieciągłości, mikropęknięcia).
3) wyszlifować miejsca występowania wad,
4) uzupełnić spoinę,
5) usunąć żużel,
6) dokonać ponownego sprawdzenia spoiny,
7) technologią podgrzewania i kucia usunąć ewentualne odkształcania blach po spawaniu do
uzyskania wymaganej płaskości.
Wyposażenie stanowiska pracy:
−
penetrant,
−
szlifierka kątowa,
−
spawarka transformatorowa, palnik gazowy,
−
elektroda otulona,
−
kreda,
−
szczotka druciana, młotek kowalski.
4.11.4. Sprawdzian postępów
Czy potrafisz: Tak Nie
1) zlikwidować wadę pęknięcia połączenia spawanego
?
2) oznaczyć zgodnie z normą spoinę poprawkową
?
3) przedstawić dwa przypadki naprawy spoin
?
4) wyjaśnić, na czym polega naprawa spoin poprzez wycinanie wad
?
5) wymienić podstawowe badania jakim należy poddać naprawione
odcinki spoin
?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
5. Sprawdzian osiągnięć
Instrukcja dla ucznia
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących wykonywania prac związanych z wykonywaniem
podstawowych operacji obróbki cieplnej. Zadania: 1-10 to zadania, na które należy
udzielić krótkiej odpowiedzi,11-20 są to zadania wielokrotnego wyboru i tylko jedna
odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
−
w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X,
−
w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową,
−
w pytaniach z krótką odpowiedzią wpisz odpowiedź w wyznaczone pole.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 60 min.
Powodzenia
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.
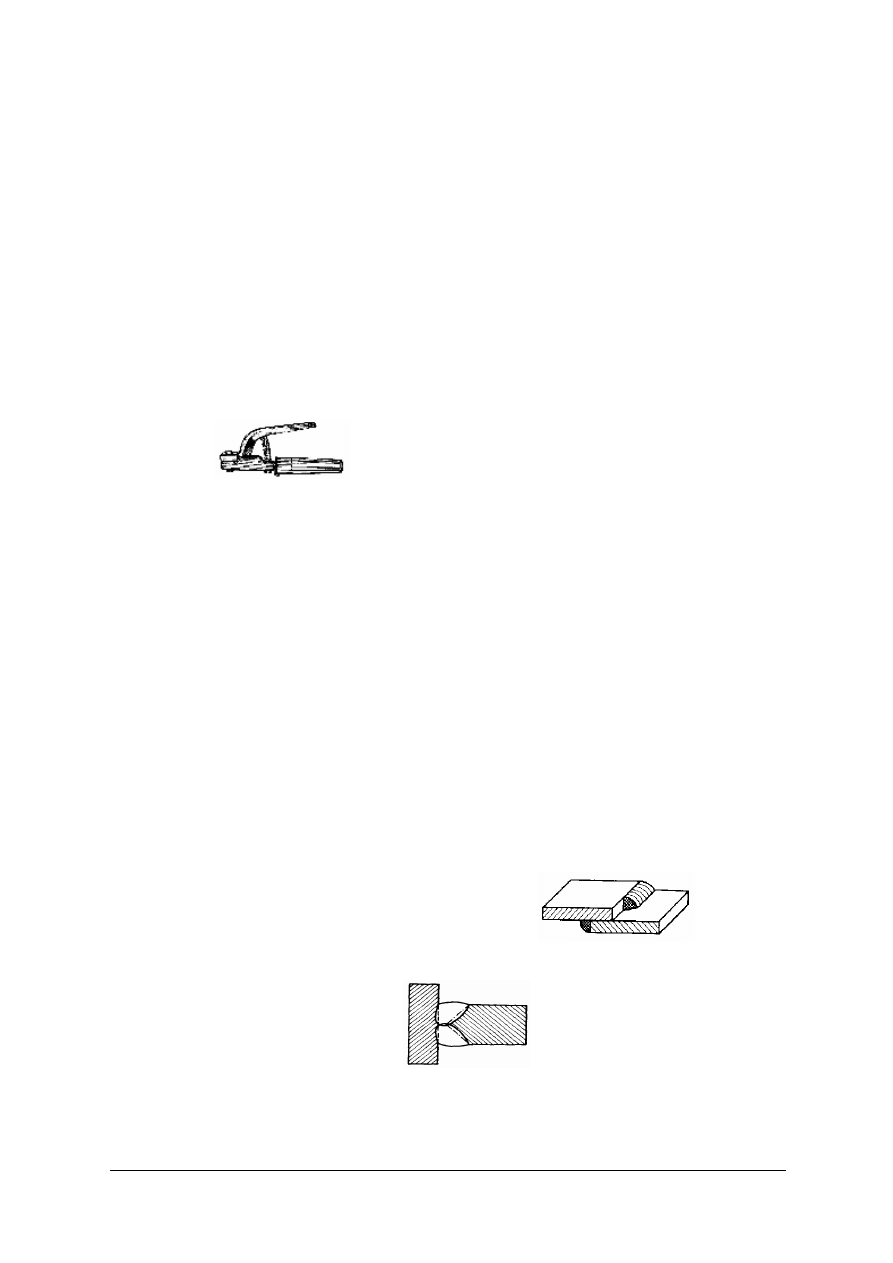
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
ZESTAW ZADAŃ TESTOWYCH
1. Prostownik spawalniczy służy do przetwarzania prądu przemiennego z sieci na prąd
.........
2. Określenia: rutylowe, kwaśne, zasadowe i celulozowe dotyczą ..................................
3. Spawanie przy użyciu mieszanki acetylenowo-tlenowej to spawanie .........................
4. Manometr służy do pomiaru ...........................................
5. Urządzenie służące do zredukowania ciśnienia w butli do ciśnienia roboczego
i utrzymujące ciśnienie robocze na stałym poziomie to ............................................
6. Przedstawiony przedmiot to uchwyt ............................... do spawania elektrycznego.
7. Do spawania gazowego używa się mieszaniny: acetylenu i ...............................
8. Sposób ukosowania krawędzi do spawania zależy od ................... materiałów spawanych.
Próba zginania spoin czołowych należy do badań .......................................
Próba ciśnieniowa wodna służy do badania ...........................spoin.
11. Stal, z której wykonuje się konstrukcje spawane to:
a) Zl150,
b) St3S,
c) St7,
d) SW18.
12. Do regeneracji zużytych części , jak koła wagonowe, suwnicowe stosuje się:
a) oksydowanie,
b) platerowanie,
c) napawanie,
d) żłobienie.
13. Przedstawione na rysunku złącze spawane to złącze:
a) teowe,
b) przylgowe,
c) narożne,
d) zakładkowe.
14. Rysunek przedstawia spoinę:
a) pachwinową,
b) grzbietową,
c) czołową,
d) otworową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
15. Grubość spawanych przedmiotów wynosi 10mm. Maksymalna wysokość nadlewu może
wynosić:
a) 1mm,
b) 1,5mm,
c) 2mm,
d) 3,5mm.
16. Do wad wewnętrznych spoiny zalicza się:
a) nadmierny nadlew spoiny,
b) brak przetopu w grani,
c) wklęsłość spoiny,
d) pęcherze w spoinie.
17. Spawanie na podkładce stosujemy celem uniknięcia :
a) kraterów,
b) wklęsłości spoiny,
c) wysokich nadlewów,
d) zażużlenia spoiny.
18. Kruchość spoiny spowodowana jest:
a) nawęgleniem spoiny,
b) nadmiernym przetopem,
c) brakiem przetopu,
d) naprężeniami spawalniczymi.
19. Oscyloskop to urządzenie do badania wad spoin:
a) ultradźwiękami.
b) promieniami rentgenowskimi.
c) promieniami gamma.
d) polem magnetycznym.
20. W czasie spawania elektrycznego koniecznie należy stosować okulary ochronne ze
względu na szkodliwe działanie na oczy promieni:
a) cieplnych,
b) świetlnych,
c) ultrafioletowych,
d) jonizujących.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
KARTA ODPOWIEDZI
Imię i nazwisko …………………………………………………….....................
Wykonywanie prac spawalniczych w kowalstwie
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania.
Numer
zadania
Odpowiedź
Punkty
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
a
b
c
d
12
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
6. LITERATURA
1. Hillar J., Jarmoszuk S.: Technologia. Ślusarstwo i spawalnictwo. WSiP, Warszawa 1991
2. Górecki A.: Technologia ogólna. WSiP, Warszawa 1984
3. Górski E. Poradnik narzędziowca. WN-T, Warszawa 1981
4. Lewandowski T.: Rysunek techniczny. WSiP, Warszawa 1995
5. Mistur L.,: Spawanie gazowe i elektryczne. WN-T, Warszawa 1989
6. Mistur L.,: Spawanie gazowe w pytaniach i odpowiedziach. WN-T, Warszawa 1989
7. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1999
8. Poradnik spawalniczy. WN-T, Warszawa 1970
9.
10.
Poradnik Warsztatowca Mechanika. WN-T, Warszawa 1969
Piwowar S. Spawanie i zgrzewanie elektryczne. WSiP, Warszawa 1986
11. Mechanik pojazdów samochodowych. Technologia ogólna. VOGEL, Wrocław 1997
12. Struzik Cz.: Pracownia techniczna. PWSZ, Warszawa 1973
13. Wasiunyk P., Jarocki J.: Kuźnictwo i prasownictwo. WSiP, Warszawa 1977
14. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2001
Wyszukiwarka
Podobne podstrony:
Temat A1 Bezpieczeństwo i higiena pracy podczas wykonywania prac spawalniczych
INSTRUKCJA BHP PRZY WYKONYWANIU PRAC SPAWALNICZYCH, instrukcje BHP
07 Wykonywanie prac zakresu obróbki ręcznej
07 Wykonywanie prostych prac z zakresu obróbki ręcznej
Wykonywanie prac ślusarskich i spawalniczych
24 Wykonywanie prac z zakresu obróbki ręcznej
BHP przy wykonywaniu prac z zakresu gospodarki leśnej, 1 bhp w zakladach
2 wykaz WYMAGANIA WYKONYWANIA PRAC SZCZEGÓLNIE NIEBEZPIECZNYCH W, egzaminy zawodowe technik bhp, 3,
07 Wykonywanie maszynowej obróbki drewna
Instrukcja bhp prz wykonywaniu prac admin biurowych
Notatki Wykonywanie Prac Biurowych
18 Wykonywanie prac plastyczno technicznych
04 Wykonywanie prac z zakresu obróbki ręcznej
Instrukcja BHP przy wykonywaniu prac?karskich(1)
07 Wykonywanie dziewiarskich wyrobów odzieżowych
06 Wykonywanie prac z zakresu obróbki mechanicznej metali
więcej podobnych podstron